BAB IV
PENGUJIAN dan ANALISIS
Supaya sistem dapat bekerja dengan baik maka sistem yang telah dirancang harus
diuji dan dianalisis kinerjanya. Bab ini akan dibahas mengenai pengujian alat yang telah
dirancang dan direalisasikan serta menganalisis hasil dari pengujiannya. Dengan demikian
dapat diketahui apakah alat yang dirancang telah sesuai dengan spesifikasi atau target yang
ingin dicapai.
4.1. Pengujian Secara Keseluruhan
Pengujian ini dilakukan pada keseluruhan sistem untuk mengetahui alat dapat bekerja
dengan baik.
4.1.1. Pengujian Tampilan Menu
LCD dan keypad difungsikan sebagai user interface pada mesin capping. LCD akan
menampilkan beberapa menu yang dapat dipilih oleh user. Saat alat dinyalakan akan
tertampil menu utama yaitu 1.Ukuran Botol dan 2.Kecepatan.
Gambar 4.1. Tampilan menu awal
Disediakan 2 menu pertama yaitu ukuran botol dan kecepatan. Jika user memilih
ukuran botol maka akan masuk kedalam menu selanjutnya yaitu 60 ml, 75 ml, 100
ml dan 120 ml. User dapat memilih menu melalui tombol keypad dengan menekan
Gambar 4.2. Tampilan menu saat memilih ukuran botol
Setelah user memilih 1.Ukuran Botol dan menekan tombol select, user dapat
menggunakan tombol up atau down untuk memilih ukuran botol yang akan dicapping.
Kemudian akan tertampil menu selanjutnya yaitu 60 ml, 75 ml. Saat user menekan
tombol down maka akan tertampil 60 ml +, 75 ml. Saat user menekan tombol down
berikutnya maka akan muncul tampilan menu 60 ml, 75 ml +. Saat user menekan
tombol down berikutnya maka akan tertampil 100 ml +, 120 ml. Dan saat user
menekan tombol down lagi maka akan tertampil 100 ml, 120 ml +. Begitu pula
saat user menekan tombol up, tampilan menu akan bergeser keatas.
Gambar 4.3. Tampilan menu saat memilih 60ml
Gambar 4.5. Tampilan menu saat memilih 100ml
Gambar 4.6. Tampilan menu saat memilih 120ml
Jika user menekan tombol left maka pada LCD akan tertampil menu awal. Saat user
memilih menu 2.Kecepatan dan menekan tombol select, user dapat menggunakan
tombol up untuk menambah kecepatan atau down untuk menaikkan kecepatan dari
starwheel dan crimping.
Saat user memilih menu kecepatan, maka akan tertampil Kec = Low. Saat user
menekan tombol up maka akan tertampil Kec = High. Begitu pula saat saat user
menekan tombol down akan tertampil Kec = Low. Jika user telah memilih kecepatan dan
menekan tombol select maka akan tertampil menu awal 1.Ukuran Botol,
2.Kecepatan.
Gambar 4.8. Tampilan menu kecepatan Low
4.1.2. Pengujian Pulsa Pada Motor StepperStarwheel
Pengujian pulsa bertujuan untuk mengetahui bahwa motor stepper dapat berputar
dengan sudut yang konstan dan presisi. Pengujian ini akan ditinjau dari selisih sudut yang
dihasilkan saat motor menempuh beberapa kali putaran sudut.
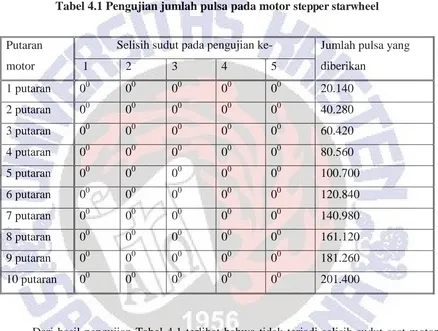
Tabel 4.1 Pengujian jumlah pulsa pada motor stepper starwheel
Dari hasil pengujian Tabel 4.1 terlihat bahwa tidak terjadi selisih sudut saat motor
stepper berputar sesuai jumlah pulsa yang di berikan, dan dapat disimpulkan bahwa motor
stepper dapat bekerja dengan baik.
4.1.3. Pengujian Hasil Capping Botol
Mesin capping sangat besar perannya karena menyangkut segel dari botol. Karena
penutupan yang benar adalah suatu keharusan. Pengujian capping botol ditujukan untuk
mengetahui hasil penyegelan pada botol dengan ukuran botol 60 ml, 75ml, 100ml, dan
120ml. Putaran
motor
Selisih sudut pada pengujian ke- Jumlah pulsa yang
Dari hasil yang telah dicapai, mesin capping yang dirancang mampu menututup dan
menyegel botol dengan ukuran botol 60ml, 75ml, 100ml, 120ml.
4.1.4. Pengujian Kapasitas Produksi
Pada pengujian ini bertujuan untuk mengetahui jumlah kapasitas produksi mesin
dengan ukuran botol 60ml, 75ml, 100ml, dan 120ml tiap jam nya.
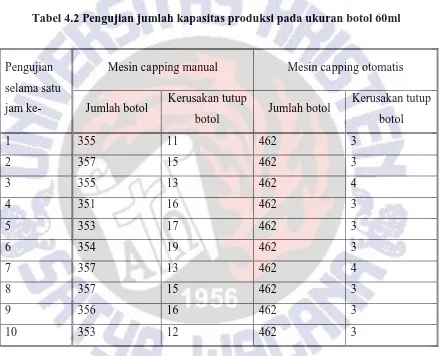
Tabel 4.2 Pengujian jumlah kapasitas produksi pada ukuran botol 60ml
Dari Tabel 4.2 diketahui jumlah produksi rata-rata botol setiap jam pada mesin
capping manual adalah 354,8 dengan kerusakan tutup botol rata-rata adalah 15,7.
Sedangkan pada mesin capping otomatis adalah 462 dengan kerusakan tutup botol rata-rata
adalah 3,2. Menurut hasil rata-rata diketahui bahwa penggunaan mesin otomatis pada
Tabel 4.3 Pengujian jumlah kapasitas produksi pada ukuran botol 75ml
Dari Tabel 4.3 diketahui jumlah produksi rata-rata botol setiap jam pada mesin
capping manual adalah 353,3 dengan kerusakan tutup botol rata-rata adalah 15,9.
Sedangkan pada mesin capping otomatis adalah 462 dengan kerusakan tutup botol rata-rata
adalah 3,3. Menurut hasil rata-rata diketahui bahwa penggunaan mesin otomatis pada
Tabel 4.4 Pengujian jumlah kapasitas produksi pada ukuran botol 100 ml
Dari Tabel 4.4 diketahui jumlah produksi rata-rata botol setiap jam pada mesin
capping manual adalah 358,8 dengan kerusakan tutup botol rata-rata adalah 13,2.
Sedangkan pada mesin capping otomatis adalah 480 dengan kerusakan tutup botol rata-rata
adalah 3,3. Menurut hasil rata-rata diketahui bahwa penggunaan mesin otomatis pada
ukuran botol 100 ml akan meningkatkan produksi botol sebanyak 33,77% dan mengurangi
Tabel 4.5 Pengujian jumlah kapasitas produksi pada ukuran botol 120 ml
Dari Tabel 4.5 diketahui jumlah produksi rata-rata botol setiap jam pada mesin
capping manual adalah 359 dengan kerusakan tutup botol rata-rata adalah 14,9. Sedangkan
pada mesin capping otomatis adalah 491 dengan kerusakan tutup botol rata-rata adalah 3,4.
Menurut hasil rata-rata diketahui bahwa penggunaan mesin otomatis pada ukuran botol 120
ml akan meningkatkan produksi botol sebanyak 36,76% dan mengurangi kerusakan tutup
4.1.5. Pengujian Kapasitas Produksi Menurut Kecepatan Mesin
Pengujian ini dilakukan untuk mengetahui kapasitas produksi saat alat disetting
pada kecepatan high dan kecepatan low.
4.1.5.1. Kapasitas Produksi Saat Kecepatan Low
Tabel 4.6 Jumlah kapasitas produksi rata-rata menggunakan kecepatan low
Ukuran botol Jumlah produksi rata-rata per-jam
60 ml 462 botol
75 ml 462 botol
100 ml 480 botol
120 ml 491 botol
Dari Tabel 4.6 diketahui bahwa mesin capping pada kecepatan low didapat jumlah
botol rata-rata tiap ukuran per-jam nya adalah 473,75.
4.1.5.2. Kapasitas Produksi Saat Kecepatan High
Kecepatan high pada mesin capping ini masih belum terpenuhi dan belum berhasil.
Dikarenakan motor stepper pada crimping tidak bisa menerima pemberian sinyal yang
terlalu cepat sehingga pembacaan sinyal yang diberikan pada motor stepper tidak dapat