SKRIPSI
Sistem Pemeliharaan Mesin Press
Di PT. Multi Mekanika Serasi
Diajukan Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarjana Strata Satu (S1)
Disusun Oleh :
Nama : Ginda Batara Hasibuan Nim : 41607110058
Jurusan : Teknik Industri
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANA
JAKARTA
LEMBAR PERNYATAAN
Yang bertanda tangan dibawah ini,
Nama : Ginda Batara Hasibuan N.I.M. : 41607110058
Jurusan : Teknik Industri Fakultas : Teknologi Industri
Judul Skripsi : Sistem Pemeliharaan Mesin Press di PT. Multi Mekanika Serasi.
Dengan ini menyatakan bahwa hasil penulisan Skripsi yang telah saya buat ini merupakan hasil karya sendiri dan benar keasliannya. Apabila ternyata di kemudian hari penulisan Skripsi ini merupakan hasil plagiat atau penjiplakkan terhadap karya orang lain, maka saya bersedia mempertanggung jawabkan sekaligus menerima sanksi berdasarkan aturan tata tertib di Universitas Mercu Buana.
Demikian, pernyataan ini saya buat dalam keadaan sadar dan tidak dipaksakan.
Penulis,
LEMBAR PENGESAHAN
Sistem Perawatan Mesin Press
Di PT. Multi Mekanika Serasi
Disusun Oleh :
Nama : Ginda Batara Hasibuan N.I.M. : 41607110058
Jurusan : Teknik Industri
Mengetahui
Pembimbing Koordinator TA / KaProdi
ABSTRAK
Sistem Perawatan Mesin Press
Di PT. Multi Mekanika Serasi
Pentingnya fungsi pemeliharaan dalam dunia industri merupakan hal yang takterbantahkan. Dengan tidak disadari akan berdampak besar terhadap perusahaan jika pemeliharaan tidak dilakukan seperti operasi yang tidak aman, kemacetan produksi, kerugian daya , panas, penerangan dan berbagai fungsi sarana lain yang tidak diketahui untuk masa yang lama.
PT. Multi Mekanika Serasi merupakan suatu perusahaan yang belum menerapkan suatu sistem pemeliharaan yang baik. Dimana saat ini masih menerapkan suatu pemeliharaan yang bersifat darurat. Oleh karena itu dibutuhkan suatu jadwal pemeliharaan dalam memenuhi kebutuhan akan suatu pemeliharaan.
Metode yang digunakan dalam pembentukan jadwal tersebut dengan menerapkan beberapa fungsi analisa yaitu: Analisis Reliability dan Analisa Meintainability factor. Dari hasil analisis reliability disimpulkan berupa laju kerusakan, waktu rata-rata diantara kerusakan, fungsi kehandalan dan analisa maintainability factor disimpulkan berupa waktu rata-rata pemeliharaan korektif, waktu rata-rata pencegahan, waktu rata-rata pemeliharaan, waktu rata-rata pemeliharaan aktif, frekuensi pemeliharaan dan waktu rata-rata down time dari setiap sistem yang berada pada mesin press.
Dari hasil analisa diperoleh bahwa mesin press tersebut memiliki keandalan yang rendah sehinggamesin tersebut sering rusak atau memiliki frekuansi kerusakan yang tinggi, hal ini dapat dilihat dari nilai MTBF yang rendah, sehingga pelaksanaan pemeliharaan yang dilakukan harus lebih efektif.
ABSTRCT
Sistem Pemeliharaan Mesin Press
Di PT. Multi Mekanika Serasi.
The importance of maintenance function at industrial world which are the one can not objection. Unconsciously that will have big impact to the company if maintenance not implement such as operation unsecured, production bottle neck, power, heat, electricity lost, and any infrastructure function never the wiser for one day in the future.
PT. Multi Mekanika Serasi is a company does not implement maintenance as right and they choose corrective maintenance. Because of that maintenance scheduling is a point for they maintenance activity.
Reliability analysis and maintainability factor are method that used for make maintenance schedule. Inferences from reliability analysis are failure rate, mean time between failures, reliability function. And inferences from maintainability factor are mean time corrective maintenance, mean time preventive, mean time maintenance, mean time effective maintenance, maintenance frequency, mean down time to be used at press machine system.
Analysis result are press machine have low reliability, it mean that machine perishable or have high level damage of frequency, that’s could be seen MTBF value is low. It means maintenance activity more effective.
Key words: Preventive maintenance, Corrective maintenance
KATA PENGHANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa, karena berkah dan rahmat-Nya penulis dapat menyelesaikan penulisan skripsi yang berjudul Sistem Pemeliharaan Mesin Press di PT. Multi Mekanika Serasi. Hal ini merupakan salah satu syarat kelulusan pendidikan strata satu Fakultas Teknologi Industri Jurusan Teknik Industri, Universitas Mercubuana.
Terselesaikannya skripsi ini, tentu saja tidak terlepas dari bantuan berbagai pihak yang dirasakan peneliti sangat memberikan kontribusi dalam memudahkan proses penulisan skripsi ini. Untuk itu, peneliti hanya dapat mengucapkan terimakasih yang setulus-tulusnya kepada:
1. Orang tua dan keluarga atas dukungannya secara moril dan materil. 2. Bapak Ir. Herry Agung Prabowo. Msc. Selaku pembimbing
3. Bapak Ir. Muhammad Kholil. MT. Selaku KaProdi Jurusan Teknik Industri. 4. Dosen – dosen yang telah memberikan ilmu yang sangat membantu.
5. Rekan – rekan PT. Multi Mekanika Serasi (Bapak Joko S, Bapak Teguh R) 6. Rekan – rekan Program Kelas Karyawan angkatan 11 tahun 2007 Fakultas
Teknologi Industri, Jurusan Teknik Industri.
7. Semua Pihak yang telah ikut membantu pembuatan skripsi ini.
Penulis manyadari bahwa masih terdapat kekurangan pada skripsi ini. Diharapkan adanya kritik dan saran yang dapat menyempurnakan skripsi ini. Semoga skripsi ini dapat memberikan manfaat bagi pembaca dan penulis sendiri.
Jakarta, Juni 2009
DAFTAR ISI
Halaman Judul ...i.
Halaman Pernyataan ...ii.
Halaman pengesahan ...iii.
Abstraksi ...iv.
Kata Pengantar ...v.
Daftar Isi ...vi.
Daftar Tabel ...x.
Daftar Gambar ...xi.
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ...1
1.2 Permasalahan ...1
1.3 Batasan masalah ...1
1.4 Tujuan Penelitian ...2
1.5 Metodologi Penelitian ...2
1.6 Sistematika Penulisan ...2
BAB II LANDASAN TEORI 2.1 Pengertian Pemeliharaan ...4
2.2 Ruang Lingkup Pemeliharaan ...5
2.3 Tujuan Pemeliharaan ...9
2.4.1 Model Matematis dari Keandalan ...11
2.4.1.1 Fungsi Keandalan ...11
2.4.1.2 Fungsi Laju Kerusakan ...12
2.5 Kurva Laju Kerusakan ...12
2.6 Maintainbility dan Availability ...14
2.6.1 Maintainbility ...14
2.6.2
Ketersediaan dan Kesiapan Sistem Beroperasi ...15
BAB III METODOLOGI PENELITIAN 3.1 Sumber Data ...18
3.2 Metode Pengumpulan Data ...19
3.3 Alat Analisis Data ...19
3.4 Langkah Pengolahan Data ...20
3.5 Cara Analisis ...20
3.6 Tahap Kesimpulan dan Saran ...20
3.7 Bagan Alir ...21
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Sejarah Berdirinya Perusahaan ...22
4.2 Proses Produksi ...22
4.3 Jenis Kerusakan dan Pemeliharaan pada Mesin Press ...24
4.3.1 Jenis Kerusakan pada Mesin Press ...24
4.3.2 Jenis Pemeliharaan pada Mesin Press ...25
4.4 Pengumpulan Data ...26
4.4.2 Data Pemeliharaan Korektif ...27
4.4.3 Data Pemeliharaan Preventif ...27
4.5 Menentikan Nilai Parameter Reliability ...28
4.5.1 Menghitung Laju Kerusakan Mesin Press ...28
4.5.2 Menghitung MTBF Mesin Press ...29
4.5.3 Menghitung Fungsi Ketidakhandalan ...29
4.5.4. Menghitung Keandalan Mesin Press ...30
4.6 Menentukan Nilai Parameter Maintainbility ...31
4.6.1 Menghitung Waktu Rata-Rata Diantara Pemeliharaan (MTBM) pada Mesin Press ...31
4.6.2 Menghitung fpt tiap Kerusakan pada Mesin Press ...32
4.6.3 Mean Maintenance Time (Mct) Tiap-Tiap jenis Kerusakan ...32
4.6.4. Menghitung Waktu Rata-Rata Pemeliharaan Aktif (M) ...33
4.7 Menentukan Mean Maintenance Down Time (MDT) ...34
4.8 Menentukan Nilai Parameter Availibility ...35
4.8.1 Menentukan Operasional Availibility (Ao) Sistem pada Mesin Press ...35
4.8.2 Menentukan Inheren Availibility (Ai) Tiap Sistem Mesin Press ...36
4.8.3 Menghitung Achieved Availibility (Aa) Tiap Sistem Mesin Press ...36
BAB V ANALISIS DAN PEMECAHAN MASALAH
5.1 Analisa Pemeliharaan Mesin Press ...38 5.1.1 Analisis Reliability Mesin Press dengan
Waktu Operasi 3174,75 Jam ...38 5.1.2 Analisis Maintainbility Factor ...40 5.2 Penjadwalan Pemeliharaan Preventif Mesin Press ...43 BAB VI Kesimpulan dan Saran
6.1 Kesimpulan ...44 6.2 Saran ...44 Daftar Pustaka ...46 Lampiran
DAFTAR TABEL
Halaman
Tabel 4.1 Data Jam Kerja Efektif Mesin 26
Tabel 4.2 Data Pemeliharaan Korektif Mesin Press 27 Tabel 4.3 Data Pemeliharaan Preventif Mesin Press 27 Tabel 4.4 Total Waktu Kerusakan Mesin Press 28 Tabel 4.5 Tindakan Preventif dan Korektif Mesin Press 31
DAFTAR GAMBAR
Halaman
Gambar 2.1 Hubungan Antara Berbagai Bentuk Pemeliharaan 5Gambar 2.2 Kurva Laju Kegagalan 12
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Setiap perusahaan harus mampu meningkatkan kualitas dan kuantitas produk yang dihasilkan sesuai dengan permintaan pasar dalam menghadapi persaingan bisnis yang semakin ketat. Untuk itu diperlukan adanya suatu perencanaan penjadwalan pemeliharaan mesin yang baik supaya dapat mencapai tujuan perusahaan yaitu dapat memproduksi dengan efektif dan efisien, memenuhi permintaan pasar, memberikan kepuasan pada konsumen serta memperoleh keuntungan yang tinggi. PT. MULTI MEKANIKA SERASI (MMS) adalah perusahaan yang bergerak dibidang mechanical engineering, design dan machining. Perusahaan ini merupakan perusahaan milik pribadi yang terletak di daerah Cikarang. Perusahaan ini memasarkan produknya di pasar dalam dan luar negeri. Pada P.T. MMS belum terdapat suatu jadwal pemeliharaan mesin yang teratur sehingga perusahaan hanya melakukan pemeliharaan mesin apabila sudah terjadi kerusakan atau break down pada mesin.
1.2. Permasalahan
Permasalahan yang ada pada P.T. MMS ini adalah: Bagaimana menyusun suatu perencanaan penjadwalan pemeliharaan mesin yang teratur.
1.3. Batasan Masalah
• Jenis pemeliharaan yang dilakukan adalah pemeliharaan pencegahan atau preventive.
• Aspek teknis dalam pelaksanaan kegiatan penggantian komponen, seperti: peralatan yang digunakan, tata cara pembongkaran mesin dan lainnya tidak termasuk dalam pembahasan.
• Data historis yang dianggap cukup mendukung penelitian. 1.4. Tujuan Penelitian
• Menentukan Tingkat Keandalan
• Menentukan Evaluasi ketersediaan (availability).
• Menentukan interval waktu penggantian komponen mesin yang optimal. • Menentukan jadwal pemeliharaan mesin yang teratur, karena P.T. MMS tidak
mempunyai jadwal pemeliharaan mesin yang teratur. 1.5. Metodologi Penelitian
• Dalam melaksanakan penelitian Setelah dilakukan penggantian komponen, komponen mesin menjadi seperti baru kembali.
• Mesin-mesin yang sejenis dianggap memiliki karakteristik yang sama. • Data yang diperoleh dari perusahaan adalah benar dan valid.
1.6. Sistcmatika Penulisan • Bab I: Pendahuluan
Bab ini berisi tentang latar belakang, permasalahan, tujuan penelitian, asumsi dan batasan masalah yang digunakan dalam pembuatan tugas akhir ini. • Bab 2: Landasan Teori
Bab ini berisikan tentang teori-teori yang berhubungan dengan permasalahan yang ada, yang dijadikan sebagai dasar acuan untuk mengolah data.
Bab ini berisi langkah-langkah sistematis secara menyeluruh yang dilakukan oleh penulis dalam pengerjaan tugas akhir ini.
• Bab 4: Pengumpulan dan Pengolahan Data
Bab ini berisi tentang data yang telah didapatkan dari hasil penelitian dan cara pengolahan data untuk membahas masalah yang ada.
• Bab 5: Analisa Data
Bab ini memuat analisa dari pengolahan data yang dilakukan pada bab sebelumnya dalam tugas akhir ini.
• Bab 6: Kesimpulan dan Saran
perusahaan maupun pengembangan tugas akhir selanjutnya Bab ini berisi tentang kesimpulan dari analisa data yang dilakukan. Bab ini juga berisi tentang saran dari analisa data yang diperoleh pada bab terdahulu untuk kepentingan.
BAB II
LANDASAN TEORI
2.1. Pengertian Pemeliharaan
Menurut Vincent Gasper, pemeliharaan (maintenance) merupakan suatu kegiatan yang diarahkan pada tujuan untuk menjamin kelangsungan fungsional suatu sistem produksi sehingga dari sistem produksi sehingga dari sistem itu dapat diharapkan menghasilkan out put sesuai dengan yang dikehendaki. Sistem pemeliharaan dapat dipandang sebagai bayangan dari sistem produksi, dimana apabila sistem produksi beroperasi dengan kapasitas yang sangat tinggi maka akan lebih intensif. (Vincent Gasper, 94, Hal; 513)
Pemeliharaan juga dapat didefinisikan sebagai, suatu aktivitas untuk memelihara atau menjaga fasilitas atau peralatan pabrik dan mengadakan perbaikan atau penyesuaian penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang direncanakan. Pada dasarnya terdapat dua prinsip utama dalam sistem pemeliharaan yaitu:
1. Menekan (memperpendek) periode kerusakan (break down period) sampai batas minimum dengan mempertimbangkan aspek ekonomis. 2. Menghindari kerusakan (break down) tidak terencana.
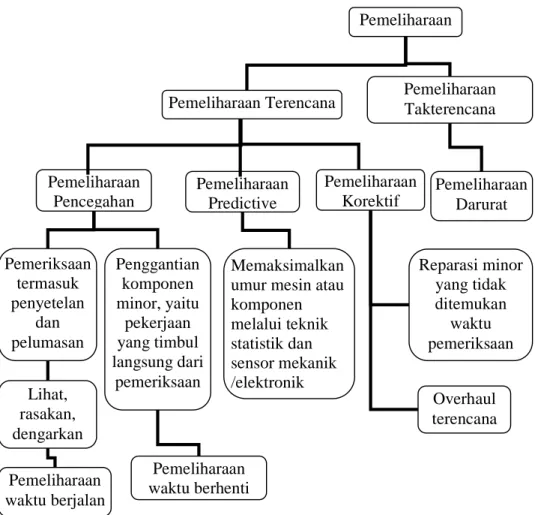
2.2. Ruang Lingkup Pemeliharaan.
Dibawah ini merupakan gambar hubungan antara berbagai bentuk pemeliharaan dan ruang lingkup dari masing-masing bentuk pemeliharaan tersebut:
Dalam sistem pemeliharaan terencana terdapat tiga kegiatan pokok yang berkaitan dengan tindakan pemeliharaan, yaitu:
Pemeliharaan
Pemeliharaan Terencana Pemeliharaan Takterencana
Pemeliharaan Darurat Pemeliharaan Pencegahan Pemeliharaan Predictive Pemeliharaan Korektif Pemeriksaan termasuk penyetelan dan pelumasan Lihat, rasakan, dengarkan Pemeliharaan waktu berjalan Memaksimalkan umur mesin atau komponen melalui teknik statistik dan sensor mekanik /elektronik Penggantian komponen minor, yaitu pekerjaan yang timbul langsung dari pemeriksaan Pemeliharaan waktu berhenti Reparasi minor yang tidak ditemukan waktu pemeriksaan Overhaul terencana
1. Pemeliharaan Pencegahan ( Preventive )
Pemeliharaan ini dimaksudkan untuk menjaga keadaan peralatan sebelum peralatan itu menjadi rusak. Pada dasarnya yang dilakukan adalah pemeliharaan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tak terduga dan menentukan keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi. Dengan demikian semua fasilitas– fasilitas produksi yang mendapatkan pemeliharaan preventif akan terjamin kelancaran kerjanya dan selalu diusahakan dalam kondisi yang siap digunakan untuk setiap proses produksi setiap saat. Hal ini memerlukan suatu rencana dan jadwal pemeliharaan yang sangat cermat dan rencana yang lebih tepat.
Pemeliharaan preventif ini sangat penting karena kegunaannya yang sangat efektif didalam fasilitas–fasilitas produksi yang termasuk dalam golongan “critical unit“ sedangkan ciri–ciri dari fasilitas produksi yang termasuk dalam critical unit ialah kerusakan fasilitas atau peralatan tersebut akan:
• Membahayakan kesehatan atau keselamatan para pekerja • Mempengaruhi kualitas produksi yang dihasilkan
• Menyebabkan kemacetan seluruh proses produksi • Harga dari fasilitas tersebut cukup besar dan mahal
Dalam prakteknya pemeliharaan preventif yang dilakukan oleh suatu perusahaan dapat dibedakan lagi sebagai berikut:
a. Pemeliharaan rutin, yaitu aktivitas pemeliharaan dan perawataan yang dilakukan secara rutin (setiap hari). Misalnya pembersihan peralatan pelumasan oli, pengecekan isi bahan bakar, dan lain sebagainya.
b. Pemeliharaan periodic, yaitu aktivitas pemeliharaan dan pemeliharaan yang dilakukan secara periodic atau dalam jangka waktu tertentu, misalnya setiap 100 jam kerja mesin, lalu meningkat setiap 500 jam sekali, dan seterusnya. Misalnya pembongkaran silinder, penyetelan katup–katup, pemasukan dan pembuangan silinder mesin dan sebagainya.
Pemeliharaan preventif akan menguntungkan atau tidak tergantung pada: a. Distribusi dari kerusakan pada penjadwalan dan pelaksanaan pemeliharaan preventif harus memperlihatkan jenis distribusi dari kerusakan yang ada, karena dengan mengetahui jenis distribusi kerusakan dapat disusun suatu rencana pemeliharaan yang benar– benar tepat sesuai dengan latar belakang mesin tersebut.
b. Hubungan antara waktu pemeliharaan prerventif terhadap waktu, perbaikan, hendaknya diantara kedua waktu ini diadakan keseimbangan dan diusahakan dapat dicapai titik maksimal. Jika ternyata jumlah waktu untuk pemeliharaan preventif lebih lama dari waktu menyelesaikan kerusakan tiba-tiba, maka tidak ada manfaatnya yang nyata untuk mengadakan pemeliharaan preventif, lebih baik ditunggu saja sampai terjadi kerusakan.
Walaupun masih ada suatu factor lain yang perlu diperhatikan yaitu apabila ternyata jumlah kerugian akibat rusaknya mesin cukup besar yang meliputi bianya–biaya:
1. Buruh menganggur 2. Produksi terhenti
3. Biaya penggantian sparepart 4. Kekecewaan konsumen
Walaupun waktu untuk menyelesaikan pemeliharaan preventif sama dengan waktu untuk menyelesaikan kerusakan, pemeliharaan preventif masih dapat dipertimbangkan untuk dilaksanakan.
2. Pemeliharaan korektif ( Corrective )
Pemeliharaan ini dimaksudkan untuk memperbaiki pemeliharaan yang rusak. Pada dasarnya aktivitas yang dilakukan adalah pemeliharaan dan pemeliharaan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan. Kegiatan ini sering disebut sebagai kegiatan perbaikan atau reparasi.
Pemeliharaan korektif dapat juga didefinisikan sebagai perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi akibat tidak dilakukanya pemeliharaan preventif maupun telah dilakukan pemeliharaan preventif tapi sampai pada suatu waktu tertentu fasilitas dan peralatan tersebut tetap rusak. Jadi dalam hal ini, kegiatan pemeliharaan sifatnya hanya menunggu sampai terjadi kerusakan, baru kemudian diperbaiki atau dibetulkan
3. Pemeliharaan Predictive.
Tipe pemeliharaan ini lebih maju dibandingkan dengan dua tipe sebelumnya. Ditandai dengan menggunakan teknik-teknik mutakhir (advance scientific techniques) termasuk statistik probabilitas untuk memaksimalkan waktu operasi dan menghilangkan pekerjaan-pekerjaan yang tidak perlu. Pemeliharaan Predictive juga menggunakan bantuan sensor mekanik/elektronik untuk mendeteksi secara dini jika terjadi penyimpangan/masalah pada sistem. Pemeliharaan predictive dipakai hanya pada sistem-sistem yang akan menimbulakan masalah-masalah serius jika terjadi kerusakan pada mesin atau pada proses-proses yang berbahaya.
2. 3. Tujuan Pemeliharaan
Secara umum pemeliharaan mempunyai tujuan–tujuan yang menurut A. S. Corder adalah untuk:
1. Memungkinkan tercapainya mutu produksi dan kepuasan pelanggan melalui penyesuaian, pelayanan dan pengoperasian peralatan secara tepat.
2. Memaksimalkan umur kegunaan dari sistem.
3. Menjaga agar sistem aman dan mencegah berkembangnya gangguan keamanan.
4. Meminimalkan biaya produksi total yang secara langsung dapat dihubungkan dengan service dan perbaikan.
6. Meminimalkan frekuensi dan kuatnya gangguan terhadap proses operasi.
7. Menyiapkan personel, fasilitas dan metodenya. 8. Agar mampu mengerjakan tugas–tugas pemeliharaan.
( A. S Corder , 92 , Hal ; 81 )
2.4. Pengertian Teori Keandalan ( Reliability)
Keandalan dalam pengertian yang luas dapat dikatakan sebagai ukuran prestasi. Atau dengan kata lain “suatu tingkat penilaian
keberhasilan dari suatu objek yang seperti peralatan, mesin produksi, kendaraan, komputer, dan lain–lain“. Konsep keandalan sebenarnya
muncul akibat perkembangan teknologi modern, pada awalnya ilmuwan mendapat pengalaman berharga pada saat perang dunia kedua berlangsung. Dimana pada masa perang tersebut metode keandalan digunakan untuk pemeliharaan mesin khususnya peralatan perang yang dipakai. Sedangkan menurut Vincent Gaspersz, Keandalan didefinisikan sebagai peluang (Probability). suatu unit atau sistem berfungsi normal jika digunakan menurut kondisi operasi tertentu untuk periode waktu tertentu.
(Vincent Gaspers, 97, Hal; 517)
Reliability juga merupakan probabilitas suatu alat melakukan fungsinya dengan cukup memadai pada periode waktu yang diharapkan dibawah kondisi operasi yang telah ditentukan.
2.4.1. Model Matematis dari Keandalan.
Suatu fungsi matematis telah dikembangkan untuk menghitung besarnya keandalan mesin. Fungsi matematis ini dinyatakan sebagai fungsi dari lamanya waktu operasi mesin, untuk menunjukkan besarnya probabilitas sistem mesin melakukan fungsinya dengan baik pada lamanya waktu operasi tertentu dan dalam kondisi tertentu pula. Oleh sebab itu besarnya keandalan ini berhubungan dengan frekuensi terjadinya kerusakan mesin selama periode tertentu yang ditinjau. Secara teori matematis untuk mengukur keandalan dilihat beberapa factor yakni: • Fungsi keandalan ( Reliability Fanction )
• Fungsi laju kegagalan ( Hazard Function) 2.4.1.1. Fungsi Keandalan.
Secara matematis besarnya keandalan mesin untuk waktu opersai (t) tertentu didapat dari satu dikurangi dengan probabilitas terjadinya kerusakan selama waktu operasi t tersebut. Adapun fungsi keandalannya adalah (Blanchard, 94, Hal; 89):
R (t ) = e- λt R (t ) =
∫
s t f (t ) dt R (t ) = 1- f ( t ) =1-∫
s t f (t ) dtJika t menuju tak terhingga, maka R (t) Menuju nol. F (t) merupakan distribusi fungsi kerusakan atau fungsi ketidakhandalan.
2.4.1.2 Fungsi Laju Kerusakan ( Hazard Function )
Laju kerusakan (failure rate) merupakan laju dimana kerusakan terjadi pada interval waktu yang ditetapkan. Laju kerusakan (λ) dirumaskan sebagai berikut (Benjamin S. Blanchard , 94 , Hal ; 89):
λ=
t f
dimana : λ = Laju kerusakan
f = jumlah kerusakan yang terjadi t = Waktu Operasi keseluruhan 2.5. Kurva Laju Kerusakan
Pada dasarnya laju kerusakan (failure rate) akan berubah sepanjang umur dari populasi sistem atau komponen. Dengan demikian laju kerusakan akan tergantung pada perubahan waktu. Laju kerusakan suatu komponen akan mengikuti pola dasar seperti terlihat dalam kurva laju kerusakan atau yang lrbih dikenal kurva kamar mandi (Bathup hazard rate curve), dan dari kurva ini masa pakai suatu produk dapat dibagi menjadi 3 periode waktu atau phasa seperti pada gambar dibawah ini:
λ
Burn in region Useful in region Wear – out regionA B C Waktu Gambar 2.2 Kurva laju kegagalan ( Vincent Gasper , 94 , Hal 518. )
Pada kurva laju kegagalan terdapat tiga periode yang memperlihatkan karakteristik produk selama umur gunanya ( life cycle ).
Pada fase A disebut “Periode infant mortality” merupakan interval waktu saat awal yang menjelaskan bahwa alat–alat yang baru diproduksi oleh pabrik apabila digunakan pada mulanya untuk suatu masa tertentu memiliki tingkat kerusakan tertentu (tidak nol). Terdapat beberapa alasan munculnya kegagalan operasi suatu komponen pada periode ini:
a. Pengendalian mutu di pabrik yang kurang baik. b. Metode pemrosesan di pabrik yang kurang baik.
c. Penggunaan material dan pekerja yang berada di bawah standar. d. Start up dan instalasi yang salah.
e. Kesukaran – kesukaran dalam perakitan. f. Kesalahan – kesalahan manusia dan proses.
Pada fase B disebut sebagai “useful life period”, yang merupakan suatu periode masa pakai alat dengan laju kegagalan komponen yang bersifat konstans. Terdapat beberapa alasan munculnya kerusakan dalam periode ini: a. Kerusakan – kerusakan yang tidak dapat dijelaskan (tidak menentu) b. Kesalahan manusia, melampaui masa pakai, kerusakan alamiah
c. Kerusakan yang tidak dapat dihindarkan, dalam hal ini pemeliharaan preventif menjadi tidak bermanfaat .
Pada fase C disebut sebagai “wear out periode”, dimana laju kegagalan komponen pada periode ini cenderung meningkat. Beberapa alasan yang mendorong timbulnya kerusakan pada periode ini antara lain: a. Pemeliharaan yang tidak tepat
b. Pemakaian yang salah karena gesekan.
c. Pemakaian karena komponen telah disimpan lama. d. Praktek over houl yang salah
e. Berkarat, serta kerusakan yang timbul secara perlahan–lahan . f. Telah dirancang masa pakai produk yang pendek.
2.6. Maintainbility dan Availability 2.6.1. Maintainbility
Maintainbility adalah probabilitas mesin yang mengalami kerusakan dapat dioperasikan kembali dalam suatu selang down time tertentu. Untuk mengoptimumkan maintainabilitas sistem ada dua factor yang perlu diperhatikan yaitu model pemeliharaan (maintenance model) dan perancangan untuk mendapatkan tingkat maintainabilitas tertentu.
Jika f(t) adalah fungsi density probabilitas terhadap waktu yang dibutuhkan untuk mempengaruhi tindakan (repair, overhaul, atau replacement). Maka maintainability dari suatu peralatan dapat didefinisikan sebagai berikut:
∫
Tt
f
0)
(
dt1. Mean Time Between Maintenance (MTBM). Waktu rata–rata diantara pemeliharaan yaitu:
Meliputi kebutuhan pemeliharaan preventif (terjadwal) dan pemeliharaan korektif (tidak terjadwal)
MTBM = an Pemelihara Frekuensi operasi waktu Total fpt = MTBM xMTBM ) ( 1− λ
Dimana : λ = laju kerusakan
fpt = laju pemeliharaan preventif 2. Waktu rata – rata pemeliharaan aktif ( M ) M = MTBM ( λx Mct) + (f pt x Mpt )
Dimana : Mct = Waktu rata-rata pemeliharaan korektif Mpt = Waktu rata – rata pemeliharaan preventif 3. Rata – rata Down Time (MDT)
MDT = M + LDT + ADT
Dimana: LDT = logistic delay time ADT = administrative delay time
2.6.2.Ketersediaan (Availability) dan Kesiapan Sistem Beroperasi
(Operational Readiness).
Ketersediaan (availability) suatu sistem atau peralatan adalah kemampuan sistem atau peralatan tersebut dapat beroperasi secara memuaskan pada saat tepat pada waktunya dan pada keadaan yang telah ditentukan.Waktu total dalam perhitungan ketersediaan didasarkan pada
waktu operasi, waktu untuk perbaikan waktu administrasi dan logistik. Status system didasarkan pada horizon waktu. Secara definisi ada 3 macam ketersediaan (availability) yaitu:
1) Inheren Availability ( Ai )
Kemungkinan suatu system atau peralatan dalam keadaan ideal (kesiapan tersedianya peralatan, suku cadang, teknisi) yang beroperasi secara memuaskan pada tiap waktu yang telah ditentukan. Hal ini tidak termasuk waktu kegiatan pemeliharaan pencegahan, waktu administrasi dan logistik.
Inheren availability dapat dinyatakan dalam: Ai =
Mct MTBF
MTBF +
Dimana : MTBF = Mean Time Between Failure
Mct = Mean Time Corective Maintenance Time 2) Achieved Availability (Aa )
Secara definisi sama dengan inheren availability, hanya Aa waktu kegiatan pencegahan dimasukkan sehingga achieved availability dinyatakan dalam: Aa = M MTBM MTBM +
Dimana: MTBM = Mean Time Between Maintenance M = Waktu rata – rata pemeliharaan aktif
3) Operasional Availability ( Ao )
Probabilitas suatu sistem atau peralatan dalam keadaan sebenarnya (actual) akan beroperasi secara memuaskan.
Operasional availability dinyatakan dalam: Ao =
MDT MTBM
MTBM +
BAB III
METODOLOGI PENELITIAN
Hasil penelitian yang baik ditentukan oleh metodologi penelitian yang tersusun secara baik dan terstruktur. Pada bab ini akan dipaparkan langkah penelitian, kajian induktif dan deduktif untuk membuktikan bahwa penelitian yang dilakukan jelas sumbernya, model yang digunakan analisa hasil dan kesimpulan yang diambil.
3.1. Sumber Data
Data yang diperlukan terdiri dari primer dan sekunder, yaitu:
a. Data primer merupakan data yang diperoleh langsung dari sumber yang diamati dan dicatat untuk pertama kalinya, meliput:
1. Data umum perusahaan 2. Data pemeliharaan korektif 3. Data pemeliharaan preventif 4. Data jam kerja efektif mesin
b. Data sekunder merupakan data yang diperoleh bukan dari informasi langsung perusahaan melainkan dari sumber–sumber lain, meliputi: 1. Studi kepustakaan yang berhubungan dengan manajemen
pemeliharaan
2. Disiplin ilmu pengetahuan lainnya yang mendukung dan mempunyai hubungan dengan topik penelitian yang diambil.
3.2. Metode Pengumpulan Data
Penelitian ini dilakukan dilapangan tempat pengambilan data. Untuk keperluan tersebut diperlukan teknik pengambilan data seperti berikut: a. Sumber Data Primer, melalui (wawancara langsung) yaitu mengadakaan
wawancara langsung dengan pihak–pihak yang berkaitan dengan masalah yang akan diteliti, hal ini adalah pihak perusahaan dari bagian maintenance sebagai pembimbing untuk keperluan penelitian tersebut. Data yang dikumpulkan antara lain:
1. Data umum perusahaan 2. Data pemeliharaan korektif 3. Data pemeliharaan preventif 4. Data jam kerja efektif mesin
b. Sumber Data Sekunder, yaitu melalui observasi dengan mengamati jalannya proses produksi dari bahan baku, bahan setengah jadi sampai proses akhir.
c. Studi Pustaka dimaksudkan untuk menggali landasan teori yang berhubungan dengan masalah penelitian, yang berasal dari perpustakaan, perusahaan yang bersangkutan sertaa literature–literature terdahulu yang sesuai dengan penelitian, sebagai acuan untuk penelitian ini dapat dilihat pada daftaar pustaka.
3.3. Alat Analisis Data
Pada Penelitian ini digunakan alat analisis sebagai Analisis keandalan yang menganalisis keandalan mesin pada saat penelitian.
3.4. Langkah Pengolahan Data
Langkah–langkah dalam pengolahan data adalah sebagai berikut: 1. Pengumpulan data di lapangan.
2. Menghitung tingkat keandalan mesin–mesin produksi.
3. Menentukan jadwal pemeliharaan preventif.
3.5. Cara Analisis
Cara analisis pada penelitian ini adalah sebagai berikut:
1. Menganalisa hasil perhitungan keandalan mesin dan menentukan jadwal pelaksaan pemeliharaan preventif.
2. Menganalisis perbandingan metode kebijaksanaan perusahaan dengan metode hasil pengolahan data yang telah dihasilkan sehingga menghasilkan perbandingan pemeliharaan yang minimum dalam pemeliharaan preventif tersebut.
3.6. Tahap Kesimpulan dan Saran.
Kesimpulan merupakan pernyataan singkat, jelas dan tepat tentang apa yang diperoleh atau dapat dijabarkan dari hipotesis, sehingga dapat menjawab tujuan dan dapat menyelesaikan permasalahan yang ada. Saran memuat berbagai pendapat atau masukan, saran berdasarkan pengalaman, kesulitan, temuan yang baru yang belum diteliti dan berbagai kemungkinan arah kebijakan perusahaan dan penelitian berikutnya.
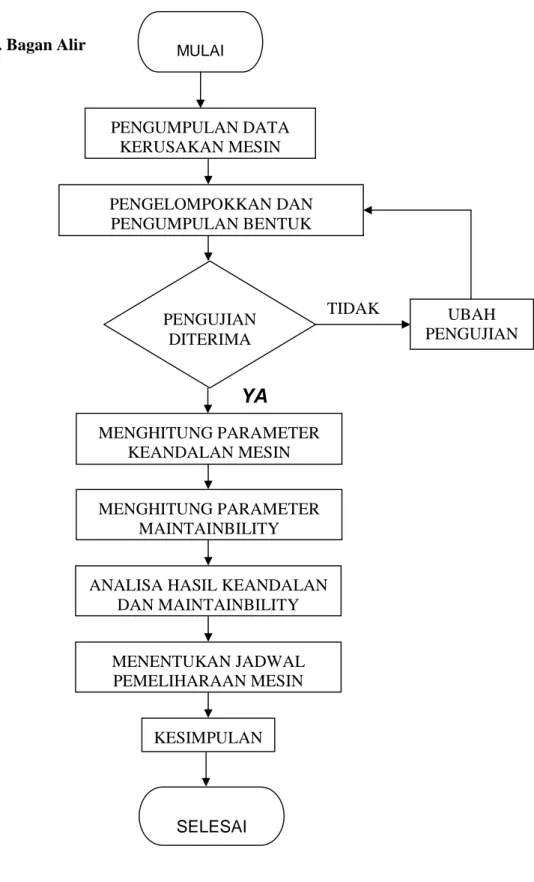
3.7. Bagan Alir PENGUMPULAN DATA KERUSAKAN MESIN MULAI SELESAI
YA
Gambar 3.1. Bagan Alir Penelitian MENGHITUNG PARAMETER
KEANDALAN MESIN MENGHITUNG PARAMETER
MAINTAINBILITY
ANALISA HASIL KEANDALAN DAN MAINTAINBILITY MENENTUKAN JADWAL PEMELIHARAAN MESIN KESIMPULAN PENGUJIAN DITERIMA PENGELOMPOKKAN DAN PENGUMPULAN BENTUK TIDAK UBAH PENGUJIAN
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Sejarah Berdirinya Perusahaan
PT.Multi Mekanika Serasi (MMS) adalah perusahaan perseorangan yang bergerak dibidang Fabrication, Machining, Automation yang berlokasi di daerah kawasan industri JABABEKA. Pendirian perusahaan MMS berawal pada tanggal 16 Juni 1999. Akhirnya pada tanggal 20 Oktober 2000 PT.MMS mulai beroperasi, dengan status Perseroan Terbatas dengan jumlah karyawan sebanyak 75 orang. 4.2 Proses produksi
PT. MMS dalam berproses memiliki tahap yang sangat beragam namun dalam pembahasan tersebut penulis mengambil proses mesin press untuk membuat satu barang jadi mulai dari bahan baku. Proses pembuatan barang tersebut, secara garis besar dapat dibagi tiga tahap, yaitu:
A. Tahap Persiapan 1. Penerimaan Order
Pada tahap ini perusahaan menerima order dari konsumen untuk pembuatan suatu produk, dari order yang diterima diketahui berapa banyak pesanan maka perusahaan dapat menentukan berapa banyak coil yang akan dibutuhkan, jenis coil yang akan digunakan, mesin dan dies yang digunakan sampai pada penentuan waktu berapa lama suatu produk dibuat.
B . Tahap Proses Produksi.
Produk yang dihasilkan adalah hasil dari beberapa proses dalam mesin press yang sedemikian rupa sehingga membentuk produk tertentu yang dikerjakan oleh mesin press. Menurut prinsip kerjanya perpressan terdiri dari dua jenis yaitu:
a. Perkakas potong
Proses kerja yang termasuk dalam perkakas potong adalah: • Blanking • Piercing • Cropping • Trimming • Shaving • Notching • Lanzing • Parting b. Perkakas pembentuk
Yang termasuk dalam proses perkakas pembentuk antara lain: • Bending • Deep drawing • Stamping • Collar drawing • Curling • Crimping • Coining
C. Finishing
1. Inspecting
Inspecting adalah tahap terakhir dari proses. Produk hasil pressan
diterima, diperiksa, diperbaiki, diukur, dan dikemas kemudian diserahkan pada departement Finishing. Tugas proses inspecting adalah memberi nilai pada produk, memperbaiki, mengumpan balik kesalahan keproses produksi sebelumnya dan menentukan jumlah tingkat kecacatan produk. Adapun proses inspecting yaitu: produk dari ruang mesin press diterima diruang pemeriksaan, produk dilewatkan diatas alat inspecting sehingga cacat pada produk terlihat jelas, apabila terdapat cacat seperti bengkok, tergores, pressan tidak sempurna, dan sebagainya dapat diperbaiki oleh operator.
D. Pengemasan
Proses pengemasan adalah proses mengemas produk setelah proses inspecting untuk dikirim ke pemesan.
4.3. Jenis Kerusakan Dan Pemeliharaan Pada Mesin Press. 4.3.1. Jenis Kerusakan Pada Mesin Press.
Terjadinya kerusakan pada mesin press diakibatkan karena lamanya mesin beroperasi dan juga beban yang dihasilkan dalam proses produksi. Kerusakan pada mesin press yang terjadi dalam enam bulan ini dapat diklasifikasikan dengan menurut sistem yang berada pada mesin press yaitu:
37 Yang termasuk sistem dies dalam mesin press antara lain: Dies, Punch, Slide, Bolstre, Clutch pressure gauge, Die hight indicator, Connector for ejector, Approach prevention ring, Die lifter, Graphic load meter, Slide gib.
2. Sistem Hidrolik.
Yang termasuk dalam system Hidrolik adalah: Hand oil pump, Automatic grease pump, Flywheel, Balancing pressure operation Box, Die cushion pressure operation, Autodrain filter, Hydraulic unit, Drain cock, Crown.
3. Sistem Elektrik.
Yang termasuk dalam komponen minor adalah: Crank shaft angel indicator, Light curtain operation panel, Main motor, Control enclosure, Controller, Operating panel, Run button pedestal, Connector for power source.
Dengan dikelompokannya berdasarkan jenis sistem maka akan mempermudah dalam pengumpulan data, analisa data, serta kebijaksanaan tindakan pemeliharaan yang akan dilakukan terhadap mesin press.
4.3.2. Jenis Pemeliharaan Pada Mesin Press.
Tindakan pemeliharaan yang dilakukan pada mesin press adalah sebagai berikut:
38 Merupakan tindakan pemeliharaan rutinitas yang dilaksanakan setiap hari yang meliputi: pembersihan, pengecekan sensor dan pelumasan.
2. Tindakan Pemeliharaan Mingguan
Merupakan tindakan pemeliharaan tingkat yang dilakukan secara periodic atau berkala yaitu satu minggu sekali-sekali yang meliputi kegiatan pengecekan terhadap daya kerja mesin.
3. Tindakan Pemeliharaan Berat ( Pemeliharaan Overhoul ) Merupakan tindakan pemeliharaan tingkat berat yang bersifat restoratif, dilakukan overhoul, perbaikan mesin total.
Dengan adanya pemeliharaan yang baik dan dilakukan teratur maka akan membuat mesin dapat beroperasi dengan optimal dan kualitas produk juga akan lebih baik.
4.4. Pengumpulan Data
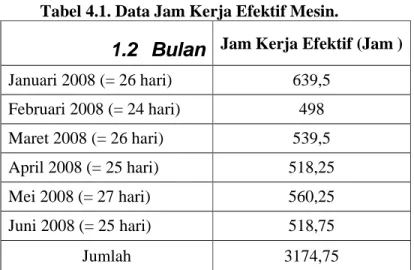
4.4.1. Data Jumlah Jam Kerja Mesin.
Data waktu jumlah jam kerja efektif mesin press sebagai berikut. Tabel 4.1. Data Jam Kerja Efektif Mesin.
1.2 Bulan
Jam Kerja Efektif (Jam )Januari 2008 (= 26 hari) 639,5 Februari 2008 (= 24 hari) 498 Maret 2008 (= 26 hari) 539,5 April 2008 (= 25 hari) 518,25 Mei 2008 (= 27 hari) 560,25 Juni 2008 (= 25 hari) 518,75 Jumlah 3174,75
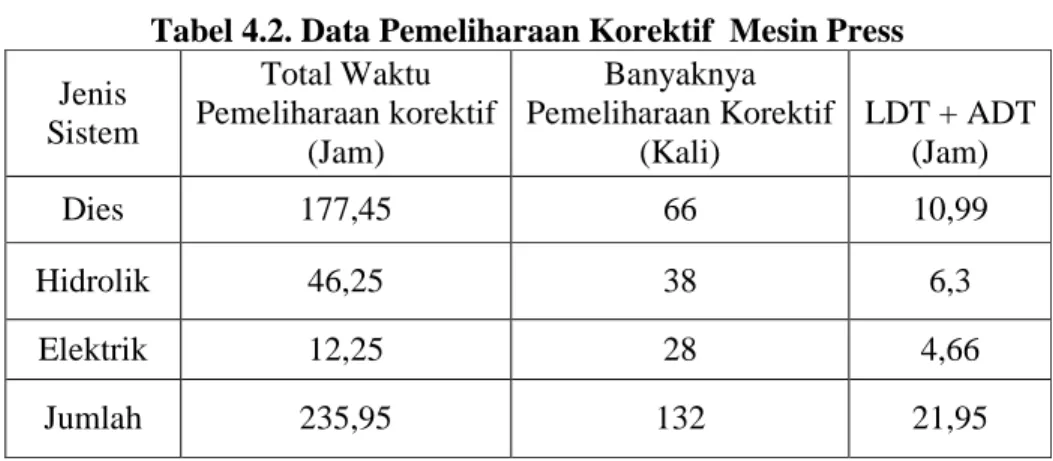
39 4.4.2. Data Pemeliharaan Korektif
Tabel 4.2. Data Pemeliharaan Korektif Mesin Press Jenis Sistem Total Waktu Pemeliharaan korektif (Jam) Banyaknya Pemeliharaan Korektif (Kali) LDT + ADT (Jam) Dies 177,45 66 10,99 Hidrolik 46,25 38 6,3 Elektrik 12,25 28 4,66 Jumlah 235,95 132 21,95
Keterangan: Mct = Waktu rata – rata pemeliharaan korektif LDT = Logistic Delay Time
ADT = Administrative Delay Time Dimana:
Total Waktu Pemeliharaan korektif Mct =
Banyaknya Pemeliharaan korektif
235,95
= = 1,7875 jam 132
4.4.3 Data Pemeliharaan Preventif
Tabel 4.3. Data Pemeliharaan Preventif Mesin Press Jenis Pemeliharaan Total Waktu Pemeliharaan Preventif (Jam) Banyaknya Pemeliharaan Preventif (Kali) LDT + ADT (Jam) Pemeliharaan Mingguan 144 24 0,25
Keterangan: Mpt = Waktu rata – rata pemeliharaan preventif LDT = logistic delay time
40
Dimana:
Total waktu pemeliharaan preventif Mpt =
Banyaknya pemeliharaan preventif
144 = = 6 jam
24
4.5. Menentukan Nilai Parameter Reliability
Reliability merupakan probabilitas suatu alat melakukan fungsinya
dengan cukup memadai pada periode waktu yang diharapkan dibawah kondisi operasi yang telah ditentukan.
4.5.1 Menghitung Laju Kerusakan (λ) Mesin Press
Persamaan matematis yang digunakan untuk mencari laju kurusakan dengan menggunakan rumus:
Banyaknya Pemeliharaan Korektif λ =h(t)=
Jumlah Jam Efektif Operasi Mesin Tabel 4.4 Total Waktu Kerusakan Mesin Press Jenis Sistem Total Waktu Pemeliharaan
Korektif (Jam) Jumlah Pemeliharaan Korektif (kali) Dies 177,45 66 Hidrolik 46,25 38 Elektrik 12,25 28 Jumlah 235,95 132
Laju kerusakan tiap – tiap jenis sistem: 1 . Laju kerusakan untuk sistem Dies 0,02Kerusakan / jam 75 , 3174 66 = = λ
41 2. Laju kerusakan untuk sistem Hidrolik
0,011Kerusakan / jam 75 , 3174 38 = = λ
3. Laju kerusakan untuk sistem Elektrik 0,008Kerusakan / jam 75 , 3174 28 = = λ
4.5.2. Menghitung MTBF Mesin Press.
Persamaan matematis yang digunakan adalah:
MTBF =
λ θ = 1
1. MTBF untuk sistem Dies MTBF = 50 02 , 0 1 = jam
2. MTBF untuk sistem Hidrolik
MTBF = 100 011 , 0 1 = jam
3. MTBF untuk system Elektrik
MTBF = 125 008 , 0 1 = jam
4.5.3. Menghitung Fungsi Ketidakhandalan F (t)
Fungsi ketidakhandalan dapat diartikan peluang mesin akan rusak pada waktu (t).
Persamaan matematis yang digunakan: F ( t ) = 1 – e-λt
42 1. Untuk sistem Dies.
Untuk t ( = 8 jam ) maka F (t = 8 ) = 1- e – 0,02 x 8 = 1- 0, 852
= 0,148 = 14,8 % 2. Untuk sistem Hidrolik.
Untuk t ( = 8 jam ) maka F (t = 8) = 1- e – 0,011 x 8 = 1- 0,915
= 0,085 = 8,5 % 3. Untuk sistem Elektrik.
Untuk t ( = 8 jam ) maka F (t = 8 ) = 1- e – -0,008 x 8 = 1- 0,938
= 0,062 = 6,2 % 4.5.4. Menghitung Keandalan Mesin Press.
Persamaan yang digunakan untuk menghitung keandalan mesin press adalah : R (t ) = e - λ t
1. Keandalan sistem Dies. untuk t = 8
R (t) = e - λ t
= 2,71828 - 0,02 x 8 = 0,852 = 85,2 %
43 2. Keandalan sistem Hidrolik.
untuk t = 8 R (t) = e - λ t
= 2,71828 - 0,011x 8 = 0,915 = 91,5 % 3. Keandalan sistem Elektrik.
untuk t = 8 R (t) = e - λ t
= 2,71828 - 0,008 x 8 = 0,938 = 93,8 % 4.6. Menentukan Nilai Parameter Maintainbility
4.6.1 Menghitung Waktu Rata–Rata Diantara pemeliharaan (MTBM) Pada Mesin Press.
Waktu rata–rata diantara pemeliharaan meliputi pemeliharaan (terjadwal) dan pemeliharaan korektif (tidak terjadwal).Rumus yang digunakan adalah:
Total Waktu Efektif Operasi Mesin MTBM =
Frekuensi Pemeliharaan Preventif
Tabel 4.5. Tindakan preventif dan korektif mesin press
Jenis sistem Dies Hidrolik Elektrik
Tindakan Preventif (kali) 24 24 24
Tindakan Korektif (kali) 66 38 28
Waktu Operasi 3174,75 3174,75 3174,75
44 1. MTBM untuk sistem Dies.
MTBM = 35,27 66 24 75 , 3174 = + jam
2. MTBM untuk sistem Hidrolik MTBM = 51,2 38 24 75 , 3174 = + jam
3. MTBM untuk sistem Elektrik MTBM = 28 24 75 , 3174 + = 61,05 jam
4.6.2. Menghitung fpt tiap kerusakan pada mesin press.
fpt adalah frekuensi pemeliharaan aktif, Persamaan yang digunakan:
MTBM MTBMx fpt =1−( λ)
1. fpt untuk sistem Dies:
0085 , 0 27 , 35 ) 02 , 0 27 , 35 ( 1 = − = x fpt pemeliharaan / jam
2. fpt untuk sistem Hidrolik:
0,008 2 , 51 ) 011 , 0 2 , 51 ( 1 = − = x fpt pemeliharaan / jam
3. fpt untuk sistem Elektrik:
0,0083 05 , 61 ) 008 , 0 05 , 61 ( 1 = − − = fpt pemeliharaan / jam
4.6.3. Mean Maintenance Time (Mct) Tiap – Tiap Jenis Kerusakan Total waktu pemeliharaan korektif
Mct =
45 1. Untuk sistem Dies.
Mct = 2,68 66 45 , 177 = Jam 2. Untuk sistem Hidrolik.
Mct = 1,21 38 25 , 46 = Jam 3. Untuk sistem Elektrik.
Mct = 0,43 28 25 , 12 = Jam
4.6.4. Menghitung Waktu rata – rata pemeliharaan Aktif ( M )
M = fpt fptxMpt xMct + + λ λ ) ( ) (
1. Waktu rata – rata pemeliharan aktif sistem Dies. M = fpt fptxMpt xMct + + λ λ ) ( ) ( = 3,67jam 0285 , 0 1046 , 0 =
2. Waktu rata – rata pemeliharan aktif sistem Hidrolik M = fpt fptxMpt xMct + + λ λ ) ( ) ( = 3,23jam 019 , 0 06131 , 0 =
3. Waktu rata – rata pemeliharan aktif sistem Elektrik. M = fpt fptxMpt xMct + + λ λ ) ( ) ( = 3,27jam 0163 , 0 05324 , 0 =
46 4.7. Menentukan Mean Maintenance Down Time (MDT)
Mean Maintenance down time adalah total waktu manakala mesin tidak dapat beroperasi, dimana persamaan untuk MDT adalah:
MDT = M− + ( LDT + ADT ) LDT = logistik down time ADT = Administratif down time
1 . MDT untuk sistem Dies
∑
LDT+ ADTcm = 10,99 jam∑
LDT+ ADTpm=0,25jamRata –rata LDT+ ADT = 0,12
24 66 25 , 0 99 , 10 = + + jam MDT = M + ( LDT + ADT cm ) + ( LDT +ADT pm ) = 3,67 + 0,12 jam = 3,79 Jam 2. MDT untuk sistem Hidrolik
∑
LDT +ADTcm=6,3jam∑
LDT+ADT pm = 0,25 jamRata –rata LDT+ ADT = 0,16 24 38 55 , 6 3 , 3 = + + MDT = M + (ADT +LDT cm) + ( ADT + LDT pm ) = 3,23 + 0,16 = 3,39 jam
47 3. MDT untuk sistem Elektrik
∑
LDT +ADTcm=4,66jam∑
LDT +ADTpm=0,25jamRata –rata LDT+ ADT = 0,09 24 28 25 , 0 66 , 4 = + + MDT = − M+ ( LDT + ADT cm) + ( LDT + ADT pm ) = 3,27 + 0,09 = 3,36 jam
4.8. Menentukan Nilai Parameter Avalibility
4.8.1 Menghitung Operasional Availibility (Ao) Sistem Pada Mesin Press Operasional Avability adalah probabilitas suatu sistem atau peralatan jika digunakan di bawah kondisi yang telah ditetapkan dalam operasi lingkungan yang nyata akan beroperasi memuaskan jika dioperasikan.
Operasional availability dinyatakan dengan persamaan:
Ao =
MDT MTBM
MTBM + 1. Ao untuk sistem Dies
Ao = 0,902 90,2% 79 , 3 27 , 35 27 , 35 = = +
2. Ao untuk sistem Hidrolik
Ao = 0.938 93,8% 39 , 3 2 , 51 2 , 51 = = +
48 3 . Ao untuk sistem Elektrik
Ao = 0,948 94,8% 366 , 3 05 , 61 05 , 61 = = +
4.8.2. Menghitung Inheren Availibility (Ai) Tiap Sietem Mesin Press
Inheren availability adalah probabilitas bahwa mesin atau peralatan, jika dibawah kondisi tertentu dalam lingkungan yang ideal (yakni secara tepat tersedia tool spare part) akan beroperasi memuaskan pada sembarang waktu yang dibutuhkan. Inherent availability dinyatakan dengan persamaan:
Ai =
Mct MTBF
MTBF + 1. Ai untuk sistem Dies Ai = 0,95 95% 68 , 2 50 50 = = +
2. Ai untuk sistem Hidrolik Ai = 0.988 98,8% 21 , 1 100 100 = = +
3 . Ai untuk sistem Elektrik
Ai = 0,9965 99,65% 43 , 0 125 125 = = +
4.8.3. Menghitung Achieved Availibility (Aa) Tiap Sistem Mesin Press Probabilitas bahwa peralatan atau mesin bila digunakan dalam kondisi yang ideal akan beroperasi memuaskan pada sembarang waktu. Definisi ini hampir sama dengan Ai, hanya pemeliharaan preventif diikutkan.
49 Achieved availability dinyatakan dengan persamaan:
Aa =
M MTBM
MTBM + 1. Aa untuk sistem Dies.
Aa = 0,905 90,5% 67 , 3 27 , 35 27 , 35 = = +
2. Aa untuk sistem Hidrolik.
Aa = 0,941 94,1% 23 , 3 2 , 51 2 , 51 = = +
3. Aa untuk sistem Elektrik. Aa = 0,949 94,9% 27 , 3 05 , 61 05 , 61 = = +
50
BAB V
ANALISIS DAN PEMECAHAN MASALAH
5.1. Analisa Pemeliharaan Mesin Press.
5.1.1 Analisis Reliaability Mesin Press dengan waktu operasi 3174,75 jam. 1. Sistem Dies
a. Laju kerusakan (λ) = h (t) = 0,02 Kerusakan/jam
Jadi mesin press akan mengalami kerusakan pada sistem dies sebanyak 0,02 kerusakan /jam
b.Waktu rata-rata diantara kerusakan/Mean Time Between Failure (MTBF) atau ekspektasi rata-rata hidup mesin/mean life = 50 jam, yang berarti bahwa mesin akan mengalami kerusakan untuk sistem dies setelah rata-rata beroperasi selama 50 jam atau 2,7 hari, dan nilai ini juga menunjukan umur operasi mesin.
c. Keandalan Realiability R (t = 8) = 85,2 % dengan nilai tersebut diatas mesin tergolong sering mengalami kerusakan dan Reliabilitynya rendah.
d.Fungsi distribusi komulatif F(t) atau disebut juga fungsi ketidakhandalan (Distribusi kerusakan) atau peluang mesin akan rusak pada waktu (t) adalah sebesar 14,8%. Jadi mesin press selama beroperasi 8 jam peluang akan mengalami kerusakan pada sistem dies adalah 14,8 %, sehingga mesin press peluang akan rusaknya cukup besar.
51 2. Sistem Hidrolik.
a. Laju kerusakan (λ) = h (t) = 0,011 jam
Jadi mesin press akan mengalami kerusakan pada system hidrolik sebanyak 0,011 kerusakan/jam
b.Waktu rata-rata diantara kerusakan/Mean Time Between Failure (MTBF) atau ekspektasi rata-rata hidup mesin/mean life = 100 jam, yang berarti bahwa mesin akan mengalami kerusakan setelah rata-rata beroperasi selama 100 jam dan nilai ini juga menunjukan umur operasi mesin.
c. Keandalan Realiability R (t = 8) = 91,5% dengan nilai tersebut diatas mesin tergolong sering mengalami kerusakan dan Reliabilitynya rendah.
d.Fungsi distribusi komulatif F(t) atau disebut juga fungsi ketidakhandalan (Distribusi kerusakan) atau peluang mesin akan rusak pada waktu t(8)jam adalah sebesar = 8,5%. Jadi mesin press selama beroperasi 8 jam peluang akan mengalami kerusakan pada sistem hidrolik adalah 8,5%, sehingga mesin press peluangnya akan mengalami kerusakan cukup besar
3. Sistem Elektrik
a. Laju kerusakan (λ) = h (t) = 0,008 jam
Jadi mesin press akan mengalami kerusakan pada sistem elektrik sebesar 0,008 kerusakan/jam
52 b.Waktu rata-rata diantara kerusakan/Mean Time Between Failure (MTBF) atau ekspektasi rata-rata hidup mesin/mean life = 125 jam, yang berarti bahwa mesin akan mengalami kerusakan setelah rata-rata beroperasi selama 125 jam dan nilai ini juga menunjukan umur operasi mesin.
c. Keandalan Realiability R (t=8) = 93,8 % dengan nilai tersebut diatas mesin tergolong sering mengalami kerusakan dan Reliabilitynya sedang.
d.Fungsi distribusi komulatif F(t) atau disebut juga fungsi ketidakhandalan ( Distribusi kerusakan) atau peluang mesin akan rusak pada waktu t = 8 jam adalah sebesar 6,2%. Jadi mesin press selama beroperasi 8 jam peluang akan mengalami kerusakan pada sistem adalah 6,2%, sehingga mesin press peluangnya akan mengalami kerusakan cukup besar 5.1.2. Analisis Maintainability Factor
Maintainability factors adalah faktor-faktor yang menunjukan suatu sifat dari rekayasa sistem dan mempunyai karakteristik untuk memudahkan dalam pemeliharaan, ketapatan, keselamatan dan factor ekonomis dalam melaksanakan fungsi. Analisis Maintainability factors mencakup fungsi-fungsi berikut:
1. Sistem Dies
a. Waktu rata-rata pemeliharaan korektif atau mean corrective maintenance time (Mct) = 2,68jam.
53 b. Waktu rata-rata pencegahan/mean preventive maintenance time
(Mpt) = 6jam.
c. Waktu rata-rata diantara pemeliharaan (termasuk corrective dan preventive) mean time between maintenance (MTBM) = 35,27jam. Jadi mesin press harus diadakan pemeliharaan untuk kerusakan pada sistem dies tiap 35,27 jam
d. Frekuensi pemeliharaan individu terjadwal/frekuensi preventive time (fpt) = 0,0085jam.
e. Waktu rata-rata pemeliharaan aktif/mean maintenance (M)=3,67jam
f. Waktu rata-rata down time (MDT) = 3,79jam. Jadi rata – rata down time yang ditimbulkan akibat kerusakan pada sistem dies adalah 3,79 Jam
2.Sistem Hidrolik
a. Waktu rata-rata pelaksanaan koreksi/ mean corrective maintenance time (Mct) = 1,21jam.
b. Waktu rata-rata pencegahan/mean preventive maintenance time (Mpt) = 6jam.
c. Waktu rata-rata diantara pemeliharaan (termasuk corrective dan preventive) mean time between maintenance (MTBM) = 51,2jam. Jadi mesin press akan diadakan pemeliharaan setelah beroperasi selama =51,2 jam
54 d. Frekuensi pemeliharaan individu terjadwal/frekuensi preventive
time (fpt) = 0,008 jam.
e. Waktu rata-rata pemeliharaan aktif/mean maintenance (M)=3,23jam
f. Waktu rata-rata down time (MDT) = 3,39jam. Jadi rata- rata down time yang ditimbulkan akibat sistem hidrolik adalah 3,39 jam 3. Sistem Elektrik.
a. Waktu rata-rata pelaksanaan koreksi/ mean corrective maintenance time (Mct) = 0,43 jam.
b. Waktu rata-rata pencegahan/mean preventive maintenance time (Mpt) = 6 jam.
c. Waktu rata-rata diantara pemeliharaan (termasuk corrective dan preventive) mean time between maintenance (MTBM) = 61,05 jam. Jadi mesin press akan diadakan pemeliharaan setelah beroperasi selama = 61,05 jam
d. Frekuensi pemeliharaan individu terjadwal/frekuensi preventive time (fpt) = 0,0083jam.
e. Waktu rata-rata pemeliharaan aktif/mean maintenance (M) = 3,27 jam.
55 5.2. Penjadwalan Pemeliharaan Preventif Mesin Press.
Didalam menentukan kapan akan dilakukan pemeliharaan preventif digunakan analisis sebagai berikut:
1. Jika melihat hasil MTBF maka mesin akan mengalami kerusakan rata – rata pada opersi selama 50 jam (2,4 hari) untuk kerusakan pada sistem dies, 100 jam (4,9 hari) untuk kerusakan pada sistem hidrolik, dan 125 jam (6,1 hari) untuk kerusakan pada sistem elektrik. Sehingga mesin harus mendapat pemeliharaan sebelum waktu operasi diatas. Atau lebih tepatnya mesin harus dirawat setelah waktu operasi selama 35,27 jam untuk sistem dies, 51,2 jam untuk sistem hidrolik dan 61,05 jam untuk sistem elektrik. dimana waktu diatas merupakan MTBM nya atau waktu rata-rata pemeliharaannya.
2 Jika melihat hasil F (t) atau peluang mesin akan rusak untuk mesin beroperasi selama 8 jam sebesar 14,8 % untuk sistem dies, 8,5 % untuk sistem hidrolik dan 6,2 % untuk sistem elektrik. Maka mesin press selama beroperasi 8jam peluang rusaknya cukup besar, sehingga perlu mendapat pemeliharaan harian.
56
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Dari hasil penelitian dapat disimpulkan sebagai berikut:
Mesin Press pada departement produksi memiliki keandalan yang rendah (Sistem Dies 85,2%, Sistem Hidrolik 91,5%, Sistem Elektrik
93,8%)sehingga mesin Press tersebut sering rusak atau mempunyai
frekuensi kerusakan yang tinggi, hal ini dapat dilihat dari nilai MTBF Mesin yang rendah (Sistem Dies 50 jam, Sistem Hidrolik 100 jam, Sistem Elektrik 125 jam) sehingga pelaksanaan perawatan yang dilakukan harus lebih efektif.
Tindakan perawatan terhadap mesin Press pada saat ini masih kurang baik. hal ini bisa dilihat dari besarnya prosentase tingkat ketersediaan (kesiapan) pada mesin tersebut kecil. Terdapat komponen - komponen dalam mesin Press yang harus selalu dicek atau diperiksa, yaitu pada sistem dies. Pada sistem tersebut sering mengalami kerusakan, waktu perbaikannya memerlukan waktu yang lama, akan mempengaruhi kualitas produk, serta harga dari komponen tersebut mahal.
6. 2. Saran
Melihat hasil analisis kesimpulan diatas maka saran-saran yang ingin disampaikan:
57 melibatkan seluruh karyawan baik bagian produksi atau bagian maintenance untuk melakukan perawatan yaitu berupa tindakan pelumasan dan pembersihan.
2. Setiap sebelum pengoperasian mesin atau set up mesin operator harus memperhatikan atau cek kebersihan kondisi mesin karena jika mengalami kerusakan ditengah mesin beroperasi maka kualitas produk akan jelek.
3. Mesin - mesin Press diberi penomoran berdasarkan kondisi mesin, yang dilihat dari distribusi dan frekuensi kerusakannya sehingga akan mempermudah dalam penanganan perawatannya.
58
Daftar Pustaka
1. Gaspersz, Vincent. 1994. Nuansa Menuju Perbaikan Kualitas dan
Produktifitas. Jakarta: Penerbit Universitas Trisakti.
2. ---. 1992. Analisa Sistem Terapan Berdasarkan Pendekatan Teknik Industri. Bandung: Penerbit Tarsito.
3. Matthew P, Stephens. 2004. Productivity and Reliability Based
Maintenance Management. New Jersey: Pearson Prentice Hall.
4. Palmer, Doc. 1999. Maintenance Planning and Scheduling Handbook. New York: Mc. Graw-Hill.
5. Salvendy, Gavriel. 1992. Handbook of Industrial Engineering. Indiana: John Wiley & Sons, Inc.
59