KATA PENGANTAR
Segala puji bagi Allah SWT yang telah memberikan rahmat dan kasih
sayangnya kepada penulis sehingga penulis dapat menyelesaikan skripsi ini
dengan judul “IMPLEMENTASI KONSEP LEAN THINKING DALAM
MEMINIMASI WASTE PADA PRODUKSI MESIN DIESEL DI PT. TRI RATNA DIESEL INDONESIA GRESIK”. Tiada kata yang pantas untuk diucapkan selain doa yang tulus sebagai ucapan rasa syukur dan terima kasih yang
sedalam-dalamya atas segala yang diberikan-Nya.
Maksud penyusunan skripsi ini adalah untuk memenuhi sebagian
persyaratan dalam memperoleh gelar sarjana Teknik Industri pada Fakultas
Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Dalam kesempatan ini pula dengan segala kerendahan hati penulis
mengucapkan rasa terima kasih kepada pihak-pihak yang telah memberikan
bantuan dalam penyelesaian skripsi ini baik secara langsung maupun tidak
langsung kepada :
1. Bapak Prof. Dr. Ir. Teguh Sudarto, MP. Selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur..
2. Bapak Ir. Sutiyono, MT Selaku Dekan Teknik Industri Universitas Nasional
“Veteran” Jawa Timur.
3. Bapak Ir. H. M.T. Safirin, MT. Selaku Ketua Jurusan Teknik Industri dan
Selaku Dosen Pembimbing I.
4. Ibu Ir. Iriani, MMT Selaku Dosen Pembimbing II.
6. Bapak Sugito selaku General Manager yang telah memberikan fasilitas dan
bantuan kepada penulis dalam rangka penyusunan skripsi ini.
7. Segenap staf dan karyawan PT. TRI RATNA DIESEL INDONESIA yang
telah membantu pelaksanaan penelitian ini.
8. Kedua Orang Tuaku, Bapak dan Ibu yang mendidik dan merawat hingga
dewasa dan senantiasa memberikan nasehat serta motivasi, dan kakak -
kakakku.
9. Teman-teman TI Sore Angkatan ’06, Anita, Fredy, Agus nying2, Umar, Usep,
Iwan, Tino, Wahyu, Dimaz, Apen, Si kembar Ana dan Ani. Makasih
semuanya atas semangatnya yang selalu kalian berikan. Dan teman – teman TI
Sore ’07, dan semuanya.
10.Dan spesial thanks buat Syaftiva Wulandari terima kasih banget sudah kasih
semangat dan supportnya.
Semoga Allah SWT senantiasa memberikan balasan atas kebaikan yang
telah diberikan. Penulis sadar bahwa skripsi ini masih jauh dari sempurna
sehingga saran dan kritik yang membangun sangat diharapkan. Akhir kata,
semoga hasil pemikiran yang tertuang dalam skripsi ini dapat bermanfaat bagi
setiap pembaca pada umumnya dan PT. TRI RATNA DIESEL INDONESIA pada
khususnya.
DAFTAR ISI
KATA PENGANTAR ...i
DAFTAR ISI ...iii
DAFTAR GAMBAR ...vii
DAFTAR TABEL ...viii
DAFTAR LAMPIRAN ...xi
ABSTRAKSI ...x
BAB I PENDAHULUAN 1.1 Latar Belakang ...1
1.2 Perumusan Masalah ...3
1.3 Batasan Masalah ... 3
1.4 Asumsi ... 3
1.5 Tujuan Penelitian ... 3
1.6 Manfaat Penelitian ...4
1.7 Sistematika Penulisan ...4
BAB II TINJAUAN PUSTAKA 2.1 Lean Thinking ...6
2.2 Waste ...8
2.2.1 Tujuh jenis waste ...8
2.3 Jenis – jenis Aktivitas ...12
2.4 Big picture Mapping ...13
2.5 Value Stream Mapping ...16
2.6 Value Stream Analysis Tools ...21
2.7 Cause Effect Diagram ………23
2.8 Peneliti Terdahulu ………. 24
2.8.1 Tugas Akhir yang Ditulis Oleh M.Vina Permata Sarjana Teknik Industri ITS, 2008 ...24
2.8.2 Tugas Akhir yang Ditulis Oleh Dewi Sulistyo Rini Sarjana Teknik Industri ITS, 2007...26
2.8.3 Tugas Akhir yang Ditulis Oleh Felix Dwi P. Sarjana Teknik Industri UPN, 2008...27
BAB III METODE PENELITIAN 3.1 Tempat dan Waktu Penelitian ...28
3.2 Identifikasi dan Definisi Operasional Variabel ...28
3.2.1. VariabeL bebas ...28
3.2.2. Variabe terikat ...30
3.3 Tahap pengumpulan data dan pengolahan data ...30
3.3.1. Membuat Big Picture Mapping ………..31
3.3.2. Melakukan identifikasi waste dan pemilihan tools ………31
BAB IV HASIL DAN PEMBAHASAN
4.1 Pengumpulan Data ...36
4.1.1. Data Aliran Bahan...36
4.1.2. Valsat ………..37
4.2. Big Picture Mapping ………37
4.3 Pengolahan Data...38
4.3.1 Waste Workshop ………...38
4.3.2 Pemilihan Tool dengan Value Stream Analysis Tools (VALSAT) ……. 40
4.4 Big Picture Mapping ...41
4.4.1. Aliran Informasi Produksi Mesin Diesel... 42
4.4.2. Aliran Material Produksi Mesin Diesel ... 44
4.5. Precess Activity Mapping ………... 44
4.6. Analisa dan Pembahasan ... 47
4.6.1 Analisa Waste workshop ... 47
4.6.2 Analisa Pemilihan Tools Dengan VALSAT... 48
4.6.2.1 Analisa Process Activity Mapping ....………..50
4.6.2.1.1 Analisa Tiap Tipe Aktivitas Berdasarkan Jumlah ... 52
4.6.2.1.2 Analisa Tiap Tipe Aktivitas Berdasarkan Waktu ... 55
4.6.3. Analisa Waste ...………... 58
4.6.3.1 Waiting ...………... 58
4.6.3.5 Overproduction ...………. 62
4.6.3.6 Excessive Transportation ...………. 63
4.6.3.7 Unnecessary Inventory ...………. 63
4.6.3. Analisa Big Picture Mapping ...………... 63
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ...65
5.2 Saran ...66
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Tiga kategori Waste... ...11
2.2 Seven Waste Relationships...12
2.3 Simbol Big Picture Mapping ...15
2.4 Contoh Big Picture Mapping ...16
2.5 Matriks seleksi untuk pemilihan value stream mapping tool... ...22
2.6 Fishbone Diagram ...24
3.1 Flowchart pemecahan masalah...32
4.1 Grafik jumlah tiap tipe aktivitas produksi mesin diesel ... 46
4.2. Grafik waktu tiap tipe aktivitas produksi mesin diesel ……….. 47
4.3. Prosentase Jumlah Kategori Aktivitas ………... 51
4.4 Prosentase Waktu Kategori Aktivitas ……….. 51
4.5 Grafik perbandingan jumlah tiap tipe aktivitas ... 52
DAFTAR TABEL
TABEL HALAMAN
2.1 Korelasi tujuh value Stream mapping tools ... ...21
4.1 Ranking Waste ...39
4.2. Rangking Tools ...40
4.3 Jumlah tiap tipe aktivitas ...45
4.4 Waktu tiap tipe aktivitas ...46
4.5 Waktu tiap jenis aktivitas ...54
4.5 Ranking Waste ...48
4.6. Rangking Tools ...49
4.7. Jumlah & prosentase tiap tipe aktivitas ...53
DAFTAR LAMPIRAN
LAMPIRAN I. Gambaran Umum Perusahaan
LAMPIRAN II. Kuisioner Identifikasi Waste (Pemborosan) LAMPIRAN III. Gambar Big Picture Mapping
LAMPIRAN IV. Tabel Hasil Kuisioner
LAMPIRAN V. Tabel Activity Mapping
LAMPIRAN VI. Tabel Perhitungan VALSAT
IMPLEMENTASI LEAN THINKING DALAM MEMINIMASI WASTE PADA PRODUKSI MESIN DIESEL DI PT. TRI RATNA DIESEL
INDONESIA - GRESIK ABSTRAK
Perusahaan PT TRI RATNA DIESEL INDONESIA telah berdiri lebih dari 37 tahun. Seiring dengan ketatnya persaingan, maka perusahaan ini berharap untuk terus berkembang dan bisa menjadi yang terdepan untuk industri mesin diesel di indonesia. Dengan sistem make to order, perusahaan ini akan sangat membutuhkan kepercayaan customer. Maka untuk itu diperlukan peningkatan kinerja dan perbaikan dalam sistem produksi.
Permasalahan yang terjadi adalah pemborosan waktu produksi akibat terdapatnya aktivitas yang tidak efisien atau tidak mempunyai nilai tambah (non value added) dalam berbagai hal termasuk penyediaan bahan baku komponen dari supplier, aliran bahan dari proses awal sampai proses akhir, pergerakan operator yang tidak perlu, pergerakan alat dan mesin yang tidak sesuai kapasitas, proses menunggu, kerja ulang (rework) dan perbaikan lain yang diperlukan.
Penelitian ini akan memberikan saran perbaikan dalam produksi dengan cara mengidentifikasi waste yang terjadi selama produksi dengan menggunakan pendekatan Lean Thinking. Untuk memberikan gambaran jelas mengenai proses produksi perusahaan digunakan Big Picture Mapping. Langkah selanjutnya adalah pengidentifikasiaan waste berdasar 7 jenis waste yang di kemukakan Shigeo Singo, untuk mengetahui waste yang dominan terjadi saat produksi. Waste yang terjadi dipetakan dengan tools berdasarkan VALSAT.
Dari hasil penelitian, waste yang sering terjadi adalah waiting, inappropriate processing, dan defect. Dari ketiga waste ini diberikan rekomendasi perbaikan. Dan Process Activity Mapping didapatkan prosentase untuk jumlah pada tiap kategori aktivitas Value Added (Operasi) sebanyak 12 aktivitas atau 60 %, Non Value Added (Delay dan Storage) sebanyak 3 aktivitas atau 15%, Necessary but Non Value Added (Transportasi & Inspeksi) sebanyak 5 aktivitas atau 25%. Sedangkan prosentase dari waktu yaitu yang dibutuhkan pada tiap kategori aktivitas yaitu Value Added (Operasi) sebanyak 17970 detik atau 71.67 %, Non Value Added (Delay dan Storage) sebanyak 3960 detik atau 16.11%, Necessary but Non Value Added (Transportasi & Inspeksi) sebanyak 2760 detik atau 12.21 %.
BAB I PENDAHULUAN
1.1. Latar Belakang
Setiap perusahaan dituntut untuk mengerahkan segala sumber daya yang
ada, guna meningkatkan performansi kinerjanya agar perusahaan tetap eksis dan
mampu meraih posisi yang dominan dalam kelasnya. Salah satu cara yang dapat
dilakukan adalah memperbaiki sistem produksi perusahaan agar berjalan dengan
baik. Sehingga nantinya hasil dari produksi tersebut yang dilemparkan ke pasaran
memiliki mutu yang lebih baik.
PT. Tri Ratna Diesel Indonesia merupakan perusahaan manufaktur yang
bergerak dalam bidang industri mesin yang memproduksi mesin diesel secara
make to order, akan tetapi dalam pembuatan produk tersebut terjadi pemborosan (waste) yaitu banyaknya produk reject (cacat) sehingga terjadi penumpukan barang di gudang untuk pengerjaan ulang (rework). Pemborosan ini sebagai
sesuatu yang tidak memberikan nilai tambah. Ide utamanya adalah pencapaian
secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste)
yang akhirnya adalah meningkatkan profit perusahaan agar lebih besar dalam
persaingan dengan perusahaan lain yang sama - sama memproduksi produk mesin
diesel.
Permasalahan yang terjadi di PT. Tri Ratna Diesel Indonesia tersebut pada
akhirnya akan berdampak pada pemborosan waktu produksi akibat terdapatnya
aliran bahan dari proses awal sampai proses akhir, pergerakan operator yang tidak
perlu, pergerakan alat dan mesin yang tidak sesuai kapasitas, proses menunggu,
kerja ulang (rework) dan perbaikan lain yang diperlukan. Aktivitas – aktivitas ini merupakan bentuk pemborosan yang harus dihilangkan agar aliran nilai (value
stream) dapat berjalan lancar. Oleh sebab itu pendekatan Lean Thinking sangat membantu menyelesaikan permasalahan yang ada di PT. Tri Ratna Diesel
Indonesia.
Lean Thinking adalah pedekatan sistematis yang bertujuan untuk
mengidentifikasi serta mengurangi atau menghilangkan waste. Waste
didefinisikan sebagai suatu bentuk pemborosan dimana hal ini tidak menambah
value terhadap produk. Dalam upaya mengidentifikasi dan meminimasi waste
tersebut menggunakan Big Picture Mapping serta Value Stream Analysis Tools
untuk detail yang lebih lanjut.
Berdasarkan permasalahan yang terjadi maka perusahaan membutuhkan
suatu metode penyelesaian. Sebagai hasil akhir dari metode Lean Thinking
diharapkan waste yang terjadi di lantai produksi dapat berkurang sehingga produk atau komponen tersedia tepat pada waktunya, dalam jumlah yang tepat dan pada
tempat yang tepat pula. Dengan demikian persediaan dapat ditekan seminim
mungkin dan proses produksi akan mengalir, tidak tersendat-sendat sehingga
1.2. Perumusan masalah
Berdasarkan uraian latar belakang, maka permasalahan yang akan dibahas
pada penelitian ini adalah bagaimana mengurangi waste pada proses produksi dengan menggunakan pendekatan Lean Thinking.
1.3. Batasan masalah
Batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian terfokus pada waste yang terjadi pada proses produksi PT.Tri Ratna Diesel Indonesia.
2. Produk yang diteliti hanya produk Mesin Diesel tipe DI 900 H.
3. Jenis waste yang diteliti adalah tujuh tipe waste yang telah didefinisikan oleh Shigeo Shingo.
1.4.Asumsi
Asumsi yang digunakan dalam penelitian ini adalah :
1. Pada bagian produksi tidak mengalami perubahan kebijakan oleh
perusahaan.
2. Respoden di anggap mengerti VALSAT.
1.5 Tujuan
Tujuan yang ingin dicapai dalam penelitian Tugas Akhir ini adalah sebagai
berikut :
2. Mengetahui aktivitas-aktivitas kunci pada toolProcess Activity
Mapping (Value added, non value added, dan necessary but not value added) yang berpengaruh terhadap sistem di perusahaan.
1.6. Manfaat Penelitian
Adapun manfaat yang didapatkan dari penelitian ini adalah:
1. Perusahaan dapat mengetahui waste yang selama ini tidak terdeteksi.
2. Perusahaan mengetahui root cause dari waste yang ditemukan. 3. Memberikan masukan kepada perusahaan berkaitan dengan
langkah-langkah untuk meminimasi waste sehingga dapat melakukan
perbaikan dan peningkatan produktivitas yang berkesinambungan.
1.7. Sistematika Penulisan
Untuk mempermudah pemahaman atas materi – materi yang dibahas
dalam skripsi ini maka berikut ini akan diuraikan secara garis besar isi dari
masing–masing bab sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi penjelasan mengenai latar belakang serta permasalahan
yang akan diteliti dan dibahas. Juga diuraikan tentang tujuan, manfaat
penelitian, serta batasan dan asumsi yang digunakan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi teori – teori dasar yang berkaitan Lean Thinking yang
BAB III METODE PENELITIAN
Bab ini berisi urutan langkah – langkah pemecahan masalah secara
sistematis mulai dari perumusan masalah dan tujuan yang ingin
dicapai, studi pustaka, pengumpulan data dan metode analisis data.
BAB IV ANALISA DAN PEMBAHASAN
Bab ini berisikan uraian tentang langkah-langkah pengumpulan data,
pengolahan data, dan penganalissa data yang telah dikumpulkan dan
hasilnya diharapkan menjadikan sebagai bahan pertimbangan akan
kemungkinan penerapan metode tersebut.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisikan uraian tentang kesimpulan dan saran penelitian
lanjutan yang bisa dilakukan
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Lean Thinking
Definisi Lean yang dikemukakan oleh Connecticut’s Manufacturing
Resource Center adalah suatu pedekatan sistematis yang bertujuan untuk
mengidentifikasi serta mengurangi atau menghilangkan waste (non value-adding
activity/ aktivitas yang tidak bernilai tambah). Pendekatan ini dilakukan melalui
improvement secara berkelanjutan sehingga produk yang dihasilkan sesuai dengan
keinginan konsumen (pull system) dalam rangka pencapaian kesempurnaan.
Sebagaimana pula yang didefinisikan oleh Peter Tyszewicz, 2004 yaitu Lean
sebagai suatu filosofi pemahaman akan waste sebagai pemicu utama dari waktu siklus, biaya dan kualitas yang ditimbulkan. Waste didefinisikan sebagai seluruh
aktivitas yang mengkonsumsi waktu, sumber daya serta ruang tetapi tidak
berkontribusi untuk memuaskan kebutuhan konsumen.
Secara sederhana Lean Thinking diterjemahkan sebagai pemikiran yang ramping. Konsep ini dapat dikatakan pula sebagai konsep efisiensi yang bertujuan
meminimalkan atau menghilangkan waste. Dimana efisiensi menjadi target yang
ingin dicapai setiap perusahaan dalam rangka mencapai low cost. Pada awalnya konsep ini dipelopori oleh Taichi Ohno dan Sensei Shigeo Shingo pada sistem
produksi Toyota di Jepang. Lean thinking menyaring intisari dari pendekatan
1. Specify what creates value from the customers perspective
Value didefinisikan oleh konsumen. Dalam arti perusahaan mengidentifikasi kebutuhan konsumen dan menciptakan value berdasarkan
sudut pandang konsumen. Hal ini menjadi salah satu competitive
advantage yang harus dimiliki, untuk itu perusahaan menginvestigasikan waktu dan resources dalam pemahaman aplikasi akhir dari produk dengan tujuan melihat value yang diinginkan konsumen.
2. Identify all steps across the whole value stream
Mengidentifikasikan semua langkah yang diperlukan untuk perancangan,
pemesanan, produksi produk yang tercakup sebagai whole value stream. Tahapan identifikasi dalam value stream untuk menentukan value adding
activity dan necessary non-value adding activity. Dengan mengetahui
value stream keseluruhan aktivitas produksi dapat dipahami dan diukur sehingga non-value adding activity dapat diketahui dan diminimasi.
3. Make those actions that create value flow
Melakukan tindakan yang menciptakan aliran nilai dengan menghilangkan
waste sehingga dalam proses produksi dari stasiun kerja satu dengan stasiun kerja lainnya tidak ada gangguan, pengulangan, menunggu atau
aliran balik.
4. Only make what is pulled by the customer just-in-time
Hanya membuat produk sesuai yang dibutuhkan konsumen dan pada
waktu yang tepat. Untuk itu perusahaan harus responsif dan penyediaan
5. Strive for perfection by continually removing successive layers of waste
Usaha yang dilakukan untuk mencapai kesempurnaan dengan cara
menghilangkan secara bertahap dan berkelanjutan (continue) waste atau pemborosan yang ditemukan.
2.2 Waste
2.2.1 Tujuh jenis waste
Hal utama yang menjadi perhatian dalam menciptakan suatu proses
produksi yang efektif dan efisien adalah meminimalkan atau menghilangkan
Non-Value Adding dan Necessary but Non-Value Adding dimana kedua aktivitas tersebut menimbulkan waste. Sesuai dengan konsep Lean Thinking yang bertujuan
untuk meminimalkan atau menghilangkan waste, maka diperlukan pemahaman
mengenai jenis-jenis waste. Berikut 7 waste yang didefinisikan oleh Shigeo Shingo (Hines et all , 2000) yaitu :
1. Overproduction
Merupakan kegiatan produksi yang berlebihan dalam arti memproduksi
produk yang melebihi kebutuhan atau memproduksi produk lebih cepat
dari jadwal yang dibuat. Hal ini menyebabkan aliran informasi atau barang
menjadi tidak lancar sehingga dapat menghambat kualitas dan
produktivitas. Overproduction juga menimbulkan tumpukan WIP yang
banyak serta inventory berlebih. 2. Defects
pengerjaan, atau rendahnya peformansi pengiriman barang. Defects ini mengakibatkan timbulnya biaya serta tingginya komplain dari konsumen
karena ketidakpuasan terhadap produk.
3. Unnecessary inventory
Merupakan penyimpanan dan penundaan produk yang berlebihan dan
delay informasi produk atau material. Unnecessary inventory ini cenderung meningkatkan lead time dan menambah kebutuhan akan space
atau ekspansi gudang sehingga akan menyebabkan peningkatan biaya dan
penurunan pelayanan terhadap konsumen.
4. Inappropriate processing
Proses kerja yang dilakukan dengan menggunakan prosedur atau sistem
yang tidak tepat, penggunaan peralatan atau mesin yang tidak sesuai
dengan kapasitas dan kemampuan dalam suatu operasi kerja.
5. Excessive transportation
Terjadinya pergerakan yang berlebihan dari manusia, informasi, produk
atau material sehingga menimbulkan pemborosan waktu, usaha dan biaya.
Transport adalah proses pemindahan material atau work in process dari satu stasiun kerja ke stasiun kerja lainnya. Dapat dikatakan pula transport
merupakan kegiatan yang penting tetapi tidak menambah nilai suatu
produk. Salah satu indikasi pemborosan ini berkaitan dengan layout lantai produksi dan fasilitas penyimpanan, sehingga menyebabkan jarak tempuh
yang jauh ketika melakukan perpindahan dan kemungkinan besar akan
6. Waiting
Merupakan kondisi dimana terjadi ketidakaktifan manusia, informasi,
material atau produk dalam periode yang cukup lama sehingga
menyebabkan aliran terganggu dan memperpanjang lead time. Selang
waktu saat operator menunggu aliran produk dari proses sebelumnya dapat
disebut sebagai Waiting. Kegiatan menunggu ini dapat disebabkan karena kecepatan produksi pada satu stasiun kerja lebih cepat atau lambat
daripada stasiun kerja lainnya.
7. Unnecessary motion
Terjadi ketika operator melakukan pergerakan yang kurang perlu sehingga
menyebabkan proses menjadi lambat dan lead time akan lama. Pergerakan yang kurang perlu ini seperti pencarian komponen yang tidak terdeteksi
tempat penyimpanannya, gerakan tambahan dalam pengoperasian mesin.
Dapat disebabkan oleh buruknya kondisi tempat kerja yang menyebabkan
rendahnya tingkat ergonomi dan ketidakkonsistensian work method.
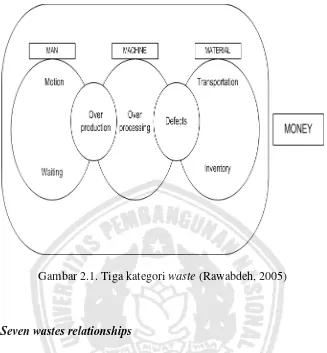
2.2.2 Tiga Kategori Waste
Rawabdeh (2005) mengelompokkan ketujuh waste ke dalam tiga kategori yang terkait dengan man, machine, dan material. Kategori man meliputi motion,
waiting, dan overproduction. Kategori machine meliputi overprocessing dan
overproduction, sedangkan kategori material meliputi transportation, inventory, dan defects. Ketiga kategori tersebut berupa aktivitas atau kondisi yang pada
Gambar 2.1. Tiga kategori waste (Rawabdeh, 2005)
2.2.3 Seven wastes relationships
Ketujuh jenis waste yang didefinisikan oleh Shigeo Shingo bersifat
inter-dependent dan masing-masing memiliki suatu pengaruh terhadap jenis lainnya atau secara bersamaan dipengaruhi oleh jenis yang lainnya. Seperti terlihat pada
Gambar 2.2, pada jenis waste overproduction yang mempengaruhi timbulnya
jenis waste inventory. Waste overproduction ini menghabiskan dan memerlukan jumlah raw material yang banyak, untuk itu perlu untuk penyimpanan raw
material dan produksi lebih banyak. Hal ini dapat menghabiskan space lantai, karena penyimpanan raw material dan work-in-process ini dianggap sebagai bentuk inventory untuk sementara waktu. Hubungan diantara waste ini sangatlah
Gambar 2.2. Seven wastes relationships (Rawabdeh, 2005)
2.3 Jenis-jenis aktivitas
Terkait dengan waste atau pemborosan, maka diperlukan pula pemahaman
atas ketiga tipe operasi atau aktivitas yang dikerjakan pada suatu perusahaan.
Khususnya dalam suatu proses produksi, ketiga tipe aktivitas tersebut adalah
(Hines et all.,2000) :
1. Non-Value Adding (NVA)
Merupakan aktivitas yang tidak memberikan nilai tambah dilihat dari
2. Necessary but Non-Value Adding (NNVA)
Merupakan aktivitas yang tidak menambah nilai tambah tetapi mungkin
akan penting bagi proses yang ada. Contohnya adalah aktivitas berjalan
untuk pengambilan parts, unpacking deliveries dan memindahkan tool dari
satu tangan ke tangan yang lain. Untuk meminimalkan tipe operasi ini
dapat dilakukan hal seperti membuat perubahan pada prosedur operasi
menjadi lebih sederhana dan mudah seperti perubahan layout, kerjasama
dengan supplier. 3. Value Adding (VA)
Merupakan aktivitas yang memberikan nilai tambah pada suatu material
atau produk yang diproses. Seperti halnya dengan aktivitas memproses
raw material atau semi finished goods dengan penggunaan manual labor. Contohnya adalah sub assembly, forging raw material dan painting body
work.
2.4 Big Picture Mapping
Big Picture Mapping merupakan suatu tool yang digunakan untuk menggambarkan sistem secara keseluruhan beserta value stream yang terdapat pada perusahaan. Gambaran ini digunakan untuk dapat menvisualisasikan aliran
informasi dan aliran fisik dari sistem yang ada, mengidentifikasikan keberadaan
waste serta menggambarkan lead time yang dibutuhkan berdasarkan masing-masing karakteristik proses yang terjadi. Secara umum Big Picture Mapping
secara luas tetapi dengan tingkat detail masih rendah. Terdapat lima langkah
dalam pembuatan Big Picture Mapping, yaitu sebagai berikut :
1. Identifikasi keseluruhan kebutuhan konsumen seperti jumlah produk yang
dibutuhkan oleh konsumen, jumlah produk yang dikirim dalam suatu
waktu, frekuensi pengiriman, pola pemesanan dan hal lain yang relevan.
2. Penggambaran aliran informasi seperti informasi dari konsumen pada
perusahaan (peramalan, pembatalan dll), pihak mana yang menangani
informasi tsb, berapa lama informasi tersebut muncul hingga diproses,
pihak mana saja yang dilewati hingga informasi mengalir ke supplier,
informasi apa yang disampaikan perusahaan kepada supplier sesuai
spesifikasi pesanan.
3. Penggambaran aliran fisik seperti waktu tunggu sebelum pesanan dikirim,
pola pengiriman. Aliran fisik tersebut dari arah supplier, sedangkan dari
internal perusahaan seperti dititik mana dilakukan proses inspeksi, waktu
siklus tiap titik, berapa banyak produk dibuat dan dipindahkan tiap titik,
waktu penyelesaian tiap operasi, waktu berpindah di stasiun kerja, serta
titik bottleneck yang terjadi.
4. Penghubungan antara aliran informasi dan aliran fisik seperti rencana
produksi yang diuraikan menjadi jadwal produksi yang digunakan,
instruksi kerja bagi operator di lantai produksi, dari dan untuk apa
informasi dan instruksi dikirim, kapan dan dimana biasanya terjadi
5. Pelengkapan peta dengan informasi lead time, value adding time dari keseluruhan proses yang ditempatkan dibawah gambaran aliran yang
dibuat.
Simbol-simbol yang digunakan dalam Big Picture Mapping adalah sebagai
berikut :
Gambar 2.3. Simbol Big Picture Mapping (Going Lean,2000)
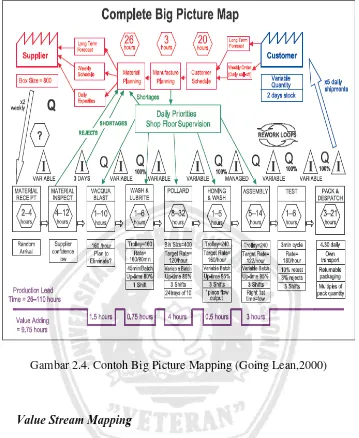
Contoh penggambaran sistem secara keseluruhan dengan Big Picture
Gambar 2.4. Contoh Big Picture Mapping (Going Lean,2000)
2.5 Value Stream Mapping
Value Stream Mapping merupakan suatu tool yang digunakan untuk memetakan value stream secara detail. Value stream didefinisikan sebagai aktivitas-aktivitas khusus dalam suatu supply chain yang diperlukan untuk
perancangan, pemesanan dan penetapan suatu spesifik produk atau value (Hines.
aliran material tetapi juga aliran informasi. Pemetaan ini dilakukan untuk
mengidentifikasi tahapan-tahapan value added dan non value added, selanjutnya
mengeliminasi waste yang ditemukan. Berikut tujuh toolsdetailed mapping value
stream yang umum digunakan yaitu (Hines.et all, 2000) : 1. Process Activity Mappping
Process activity mapping umumnya digunakan pada aktivitas di lantai produksi. Namun penggunaannya tidak hanya pada lingkup perusahaan
tetapi juga pada area lain dalam supply chain. Konsep dasar tool ini aktivitas dikategorikan dalam beberapa kategori seperti operasi,
transportasi, inspeksi, delay dan storage. Kemudian mengelompokkannya kedalam tipe aktivitas yaitu value adding activities, necessary non value
adding activities, dan non value adding activities. Lima tahapan pada
Process Activity Mapping adalah : 1. Pemahaman akan aliran proses
2. Identifikasi waste
3. Pertimbangkan apakah proses dapat rearrange menjadi rangkaian yang lebih efisien.
4. Pertimbangkan aliran yang lebih baik dengan mengikutsertakan
aliran layout yang berbeda serta rute transportasi.
5. Pertimbangkan apakah semua yang telah dilakukan pada tiap-tiap
proses benar-benar diperlukan dan apa yang terjadi jika hal yang
2. Supply Chain Response Matrix
Supply chain response matrix merupakan grafik hubungan antara lead time
dan inventory, sehingga dapat diketahui kenaikan atau penurunan tingkat persediaan yang terjadi dan panjang lead time pada area supply chain.
Pada grafik ini terdapat 2 axis yaitu pada vertical axis yang menunjukkan rata-rata jumlah inventory pada spesifik poin dalam supply chain, sedangkan horizontal axis menunjukkan kumulatif lead time dari produk
baik internal maupun eksternal. Supply chain response matrix ini bertujuan untuk mempertahankan dan meningkatkan service level kepada konsumen
setiap jalur distribusi dengan biaya rendah.
3. Production Variety Funnel
Production variety funnel merupakan teknik pemetaan visual dengan melakukan plot pada sejumlah variasi produk yang dihasilkan dalam tiap
tahapan proses manufaktur. Teknik ini digunakan untuk mengidentifikasi
titik dimana sebuah produk diproses menjadi beberapa produk yang
spesifik serta membantu menentukan target perbaikan, pengurangan
inventory dan membuat perubahan untuk proses dari produk. 4. Quality Filter Mapping
Quality filter mapping merupakan tool untuk mengidentifikasi
permasalahan kualitas pada supply chain dan selanjutnya untuk
menciptakan tingkat kualitas baik internal maupun eksternal semaksimal
mungkin seperti keinginan konsumen. Terdapat tiga tipe cacat kualitas
Product defect yaitu cacat fisik produk yang lolos proses inspeksi
hingga sampai ketangan konsumen
Scrap defect yaitu cacat fisik produk yang berhasil diidentifikasi
pada proses inspeksi. Cacat jenis ini sering disebut juga dengan
internal defect.
Service defect yaitu permasalahan yang dirasakan customer
berkaitan dengan cacat kualitas pelayanan. Hal yang terkait dengan
cacat kualitas pelayanan seperti ketidaktepatan waktu pengiriman
(terlambat atau terlalu cepat), permasalahan dokumentasi,
kesalahan proses packing maupun labeling, kesalahan jumlah
(quantity), dan permasalahan faktur. 5. Demand Amplification Mapping
Demand amplification mapping merupakan pemetaan untuk memvisualisasikan perubahan demand sepanjang jalur supply chain dalam
interval waktu tertentu. Pada pemetaan ini, vertical axis menggambarkan jumlah demand sedangkan horizontal axis menggambarkan interval waktu.
Tool ini dapat digunakan dalam pengambilan keputusan dan analisa lebih lanjut baik untuk mengantisipasi adanya perubahan permintaan memanage
fluktuasi, mengevaluasi kebijakan batch sizing dan penjadwalan serta
6. Decision Point Analysis
Decision point analysis merupakan tool yang digunakan untuk menentukan titik dimana aktual demand dilakukan dengan sistem pull
sebagai dasar untuk membuat forecast pada sistem push pada supply chain
atau dengan kata lain titik batas dimana produk dibuat berdasarkan
demand aktual dan setelah titik ini selanjutnya produk dibuat dengan melakukan forecast.
7. Physical Structure
Physical structure merupakan tool yang dapat digunakan untuk memahami
sebuah kondisi supply chain di industri. Hal ini diperlukan untuk memahami kondisi dan fungsi-fungsi bagian dari supply chain untuk
berbagai level industri. Dengan adanya pemahaman tersebut kondisi
industri, bagaimana operasi dapat dimengerti. Dan dapat mengarahkan
perhatian pada area yang mungkin belum mendapatkan perhatian yang
cukup.
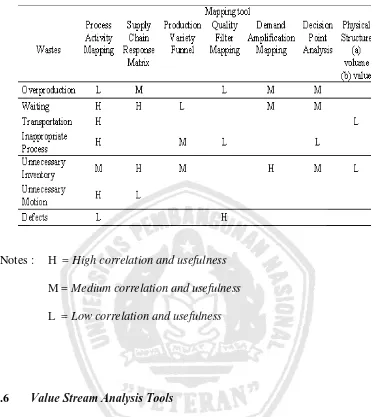
Pemakaian tools yang tepat didasarkan pada kondisi perusahaan itu sendiri dan dilakukan dengan menggunakan value stream mapping tool seperti
Tabel 2.1. Korelasi tujuh value stream mapping tools (Hines,2000)
Notes : H = High correlation and usefulness
M = Medium correlation and usefulness
L = Low correlation and usefulness
2.6 Value Stream Analysis Tools
Value stream analysis tools (VALSAT) merupakan metodologi dinamis yang digunakan untuk membuat value stream yang efektif (Hines. et all, 2000). Metodologi ini secara signifikan memiliki kelebihan daripada metode tradisional
analisa pendekatan perbaikan. Pendekatan VALSAT mampu mencakup
pengukuran subyektif dan obyektif untuk dimasukkan dalam suatu perhitungan.
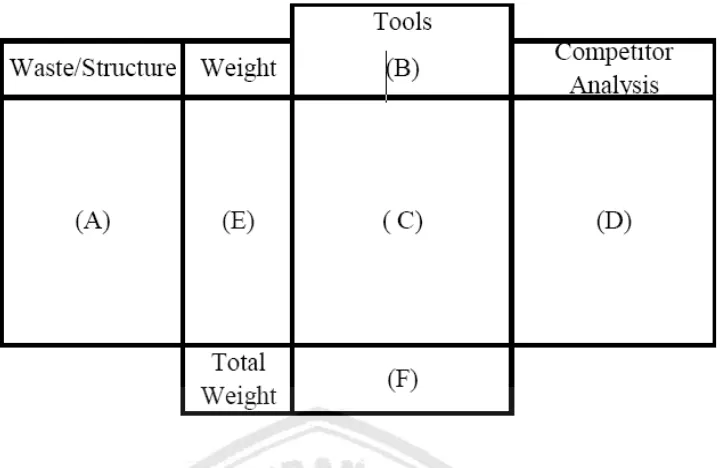
Gambaran dasar dari metode ini dapat dilihat seperti pada Gambar 2.5 sebagai
Gambar 2.5. Matriks seleksi untuk pemilihan value stream mapping tool
(Hines. et all,2000)
Pada gambar matriks tersebut, kolom A berisi tujuh waste yang terjadi pada perusahaan. Pada kolom E terdapat pembobotan dari masing-masing waste
yang didapatkan dari hasil kuisoner yang diisi oleh bagian yang terkait. Kolom B
merupakan tools pada value stream mapping. Kolom C adalah korelasi antara kolom A dan B dimana nilai korelasi antar keduanya ada 3 macam yaitu high
correlation dengan bobot 9, medium correlation dengan bobot 3, low correlation
dengan bobot 1. Selanjutnya masing-masing bobot dikalikan dengan bobot yang
ada pada kolom D setelah didapatkan hasilnya maka dijumlahkan dan diletakkan
pada kolom E dan nilai yang tertinggi adalah yang terpilih. Pemilihan lebih dari
2.7. Cause Effect Diagram
Diagram ini disebut juga dengan diagram tulang ikan karena bentuknya
seperti ikan (gambar 2.2). Selain itu disebut juga dengan diagram Ishikawa karena
yang menemukan adalah Prof. Ishikawa yang berasal dari Jepang. Diagram ini
digunakan untuk menganalisa dan menemukan faktor-faktor yang berpengaruh
secara signifikan dalam menentukan karakteristik kualitas output kerja, mencari
penyebab-penyebab yang sesungguhnya dari suatu masalah. Penyebab
permasalahan dapat dijabarkan dalam beberapa hal utama antara lain : manusia,
mesin/peralatan lain, material, metode kerja, dan lingkungan kerja. Diagram ini
berguna untuk :
1. Mengumpulkan ide dan masukan-masukan merupakan dasar dari
brainstorming terstruktur
2. Mengelompokkan penyebab-penyebab yang mungkin sehingga dapat
diidentifikasi banyak kemungkinan.
Cause and Effect Diagram ini mempunyai keuntungan yaitu :
1. Menganalisa kondisi sesungguhnya untuk tujuan peningkatan kualitas
service atau produk, penggunaan sumber yang efisien dan mengurangi
biaya.
2. Mengurangi kondisi yang menyebabkan ketidaksesuaian dan komplain
dari customer
3. Melakukan standarisasi terhadap operasional yang telah ada maupun akan
datang
Gambar 2.6, Fishbone Diagram
2.8. Peneliti Terdahulu
Dari penelitian yang sudah ada dengan menggunakan pendekatan ataupun
penerapan Lean Manufacturing, maka peneliti menggunakan metode ini dengan melihat peneliti terdahulu sebagai acuan untuk mengerjakan tugas akhir ini,
diantaranya adalah :
2.8.1. M.Vina Permata, 2008
“Pendekatan lean thinking dalam meminimasi waste pada sistem pemenuhan order guna mengurangi biaya dan waktu (Studi Kasus : PT.Kasa Husada Wira Jatim)”
HSD 40/80 yaitu 396-969 jam. Sedangkan value added time sebesar 227.66 jam.
2. Dari waste workshop yang dilakukan pada bagian terkait didapatkan peringkat pembobotan waste. Tiga waste dengan peringkat teratas adalah
waiting, unnecessary inventory, excessive transportation. Setelah didapatkan pembobotan waste, selanjutnya dilakukan pemilihan tool
dengan menggunakan Value Stream Analysis Tools (VALSAT). Tiga
tools yang digunakan adalah Process Activity Mapping, Supply Chain
Response Matrix dan Demand Amplification Mapping.
3. Pada tool Process Activity Mapping, didapatkan prosentase untuk jumlah pada tiap kategori aktivitas yaitu :
Value Added (Operasi) sebanyak 24 aktivitas atau 36.92 %.
Non Value Added (Delay dan Storage) sebanyak 15 aktivitas atau
23.08%.
Necessary but Non Value Added (Transportasi & Inspeksi) sebanyak
26 aktivitas atau 40.00%.
Sedangkan prosentase dari waktu yang dibutuhkan pada tiap kategori
aktivitas yaitu :
Value Added (Operasi) sebanyak 13660 menit atau 33.04 %.
Non Value Added (Delay dan Storage) sebanyak 27150 menit atau
65.67%.
Necessary but Non Value Added (Transportasi & Inspeksi)sebanyak
4. Alternatif perbaikan yang diberikan adalah dengan penambahan mesin
tenun, mesin ukur serta perbaikan tambahan lainnya. Dengan
menggunakan tool Process Activity Mapping maka estimasi penurunan waktu sesudah perbaikan menjadi 29420 menit dari waktu semula yaitu
41340 menit. Perubahan cukup signifikan terjadi pada aktivitas delay
menjadi 13710 menit dari waktu semula yaitu 22830 menit.
2.8.2. Dewi Sulistyo Rini, 2007
“Penerapan Konsep Lean Thinking Untuk Mengurangi Waste Pada Perusahaan Plastik Sumber Jaya”
1. Waste yang sering terjadi di perusahaan plastik Sumber Jaya
berdasarkan 7 jenis waste yang dikemukakan Shigeo Singo adalah
waiting atau menunggu kemudian inappropriate processing dan
overproduction..
2. Berdasarkan analisa dari hasil pengamatan langsung di lapangan
terjadinya pemborosan berupa: waiting disebabkan oleh penumpukan pesanan, sehingga proses produksi harus menunggu produk lain
iselesaikan. Juga karena waktu set up mesin yang memakan waktu
cukup lama. Unappropriate processing disebabkan karena operator yang kurang teliti dalam melakukan aktivitasnya. Overproduction terjadi
karena kapasitas produksi tiap bagian yang berbeda jauh akibat
perbedaan jam kerja yang signifikan
2.8.3. Felix Dwi P. ,
“Penerapan Pendekatan Process Value Analysis Untuk Mengidentifikasi Dan Mengurangi Waste Dan Non Value Added Activity Dalam Proses Layanan Pasien Rawat Jalan Rsu Haji Surabaya”
1. Kontribusi terbesar lead time layanan instalasi rawat jalan adalah aktivitas
Operasi, yaitu 1803 detik atau 100%
3878 1803
46,49% dari keseluruhan
waktu. Disusul kemudian aktivitas delay dengan waktu 1440 detik atau
100% 3878
1440
37,13%, aktivitas transportasi dengan waktu 355 detik atau
sekitar 100%
3878 355
9,15%, dan aktivitas inspeksi dengan waktu 280 detik
atau sekitar 100%
3878 280
7,22% dari keseluruhan waktu.
2. Efisiensi, dalam hal ini mereduksi waktu tercapai. Setelah terjadi perbaikan,
waktu yang dibutuhkan pada proses pelayanan kesehatan di Instalansi Rawat
Jalan Rumah Sakit Haji Surabaya adalah 3878 detik atau 1 jam 5 menit 3
detik. Berarti telah terjadi pengurangan waktu yang cukup panjang yaitu
1495 detik atau 24 menit 55 detik per orang (dari 5373 detik pada current
state map).
3. Dari aktivitas sebelum perbaikan sebanyak 38 aktivitas setelah perbaikan
menjadi 34 aktivitas sehingga terjadi proses eliminasi aktivitas sebanyak 4
aktivitas sebagai berikut menggeser pintu lemari, cek arsip, resep dikirim ke
meja dan menuju ke meja yang mana keempat aktivitas tersebut termasuk
BAB III
METODE PENELITIAN
3.1. Lokasi dan Waktu Penelitian
Dalam pengambilan data pada tugas akhir ini, penulis mengambil dan
mengumpulkan data dari Pabrik PT. Tri Ratna Diesel Indonesia yang
memproduksi mesin diesel yang berlokasi di Jl. Raya Bambe KM. 19.3 Gresik.
Sedangkan penelitian ini dilaksanakan pada bulan Januari 2010 sampai data yang
diperlukan sudah cukup.
3.2. Tahap Identifikasi
Dalam identifikasi variabel terdapat variabel-variabel yang didapatkan
berdasarkan data dari perusahaan yang digunakan dalam penerapan Lean
Manufacturing beserta definisi operasionalnya. Variabel-variabel tersebut adalah sebagai berikut:
3.2.1 Variabel Bebas
Variabel bebas adalah suatu variabel yang mempunyai nilai berubah-ubah
dan mempengaruhi variasi perubahan nilai variabel terikat, variabel tersebut
meliputi :
1. Produksi berlebihan (over production)
Overproduction merupakan kegiatan menghasilkan barang melebihi permintaan / keinginan sehingga menambah alokasi sumber daya
2. Menunggu (waiting)
Waiting adalah proses menunggu kedatangan material, informasi, peralatan dan perlengkapan.
3. Transportasi (transportation)
Bahan baku yang disediakan oleh vendor biasanya tidak dikirim langsung di tempat pekerjaan tetapi ditampung dahulu di gudang kemudian
diangkut menuju workshop.
4. Proses yang tidak tepat (inappropriate processing)
Terjadi dalam situasi dimana terdapat ketidaksempurnaan proses atau
metode operasi produksi yang diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya ataupun kesalahan prosedur atau sistem
operasi.
5. Persediaan yang tidak perlu (unnecessary inventory)
Persediaan yang tidak perlu dapat berupa penyimpanan inventory
melebihi volume gudang yang ditentukan, material yang rusak karena terlalu lama disimpan atau terlalu cepat dikeluarkan dari tempat
penyimpanan, material yang sudah kadaluarsa.
6. Gerakan yang tidak perlu (unnecessary motion)
Melibatkan konsep ergonomis pada tempat kerja, dimana operator
melakukan gerakan-gerakan yang seharusnya bisa dihindari, misalnya
komponen dan kontrol yang terlalu jauh dari jangkauan double handling,
7. Kecacatan (defect)
Cacat terjadi dalam empat cara yaitu ketidaksempurnaan produk,
kurangnya tenaga kerja pada saat proses berjalan, adanya alokasi tenaga
kerja untuk proses pengerjaan ulang (rework) dan tenaga kerja
menangani pekerjaan klaim dari pelanggan.
3.2.2 Variabel Terikat
Variabel terikat yaitu variabel yang nilainya tergantung dari variasi
perubahan variabel bebas, yaitu :
Process Activity Mapping
Pada toolProcess Activity Mapping (Value added, non value added, dan
necessary but not value added) yang berpengaruh terhadap sistem di perusahaan.
3.3. Tahap Pengumpulan dan Pengolahan Data
Pada tahapan ini selanjutnya dilakukan pengumpulan dan pengolahan data.
Aktivitas pengumpulan data dilakukan dengan beberapa cara yaitu dengan
melakukan penyebaran kuisioner, pengambilan data malalui pengamatan secara
langsung, pengambilan data historis perusahaan, diskusi dan wawancara dengan
pihak perusahaan. Selanjutnya dilakukan pengolahan terhadap data tersebut.
Adapun kegiatan yang termasuk pada tahap pengumpulan, pengolahan data pada
3.3.1 Membuat Big Picture Mapping
Pembuatan Big Picture Mapping betujuan untuk menggambarkan dan
memberikan pemahaman mengenai sistem produksi secara keseluruhan
beserta aliran nilai (Value Stream) yang terdapat dalam perusahaan. Sehingga
nantinya diperoleh gambaran mengenai aliran informasi dan aliran fisik dari
sistem yang ada, mengidentifikasi dimana terjadinya waste, serta
mnggambarkan lead time yang dibutuhkan berdasar dari masing-masing
karakteristik proses yang terjadi.
3.3.2. Melakukan identifikasi waste dan pemilihan tools
Pada fase ini dilakukan pembobotan waste yang sering terjadi dalam
Value stream produksi, dimana pembobotan nantinya didasarkan pada seven
waste pada value stream Mapping yang didefinisikan oleh Shigeo Shingo.
Untuk melakukan pembobotan maka peneliti menyebarkan kuisioner dan
berdiskusi kepada masing-masing supervisor divisi yang terlibat dalam
sistem produksi. Dari hasil pembobotan nantinya, kemudian dilakukan
pemilihan tool yang tepat dengan menggunakan Value Stream Analysis Tool
(VALSAT).
3.3.3. Melakukan detail mapping
Tahapan ini merupakan tahapan pengolahan data yang dilakukan
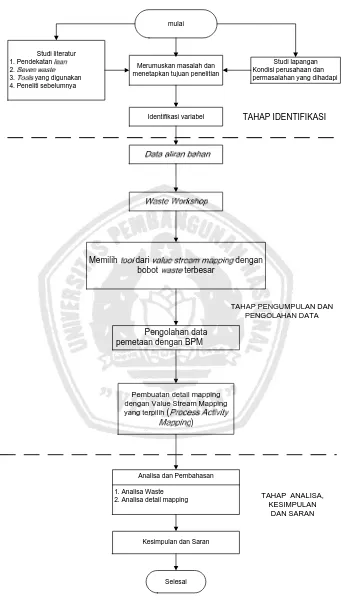
3.5. Penjelasan Flowchart Pemecahan Masalah
1. Langkah I : Mulai
Pada langkah ini merupakan awal dari proses pemecahan masalah dengan
studi pengenalan dari perusahaan yang menjadi tempat penelitian.
2. Langkah II : Studi literatur
Studi literatur bermanfaat untuk meningkatkan pemahaman landasan teori
dari permasalahan yang akan diteliti, serta menunjang dan mempermudah
bagi penelitian untuk merumuskan masalah penelitian tersebut, yang
meliputi konsep produktivitas, pendekatan lean, seven waste, tools yang
digunakan untuk memecahkan permasalahan, dan peneliti sebelumnya.
3. Langkah III : Studi lapangan
Pada Studi lapangan, peneliti melakukan observasi secara langsung pada
perusahaan. Observasi ini dilakukan untuk memahami whole stream secara keseluruhan pada sistem pemenuhan order produk mesin diesel DI 900 L
pada PT. Tri Ratna Diesel Indonesia Gresik.
4. Langkah IV : Merumuskan masalah dan menetapkan tujuan penelitian
Langkah ini merupakan perumusan masalah yang disusun berdasarkan
latar belakang dari masalah yang ada kemudian ditentukan metode yang
tepat dalam penyelesaian permasalahan tersebut, dan menetapkan tujuan
penelitian agar dapat diketahui tipe-tipe dan penyebab terjadinya waste
serta dapat memberikan usulan perbaikan pada perusahaan.
5. Langkah V : Identifikasi variabel
6. Langkah VIII : Pengumpulan data
Pada langkah ini peneliti melakukan pengumpulan data yang meliputi data
aliran bahan atau proses produksi, data waktu produksi, data biaya serta
pengumpulan data hasil kuisioner 7 waste.
7. Langkah IX : Pengolahan data
Langkah ini merupakan pengolahan data dengan cara melakukan pemetaan
dengan Big Picture Mapping, dimana tools ini digunakan untuk
menggambarkan sistem secara keseluruhan dan value stream sistem
produksi, dimana tool ini diharapkan mampu memberikan gambaran dan
pemahaman secara umum dari sistem produksi perusahaan (dalam hal
memproduksi mesin diesel).
8. Langkah X :Metode VALSAT
Langkah ini menunjukan bahwa pegolahan data juga menggunakan
metode VALSAT, dimana metode VALSAT ini digunakan untuk
memetakan secara detail waste pada aliran nilai yang fokus pada value
adding process.
9. Langkah XI : Pengolahan kuisioner
Pada tahap ini dilakukan pengolahan kuisioner untuk mengetahui dan
menetapkan bobot waste yang telah diberikan kepada karyawan dilantai
produksi, dan dari pengolahan tersebut akan diketahui rata-rata waste yang terjadi.
10.Langkah XII : Pemilihan tool dengan matrix
VALSAT lalu hasil tersebut digunakan untuk melakukan pemilihan tool
dengan matrix.
11.Langkah XIII : Perhitungan produktivitas
Langkah ini menunjukan perhitungan produktivitas awal guna
memberikan usulan perbaikan.
12.Langkah XIV : Analisa dan pembahasan
Pada tahap ini dilakukan pembahasan mengenai hasil pengolahan data
yang telah dilakukan beserta pengembangan analisa berdasarkan informasi
yang telah diperoleh.
13.Langkah XV : Kesimpulan dan saran
Langkah ini memberikan ringkasan ulang atau kesimpulan terutama
mengenai hal–hal penting yang menjadi tujuan penelitian yang dilakukan.
Selain itu juga memberikan saran-saran demi perbaikan perusahaan
Dalam tahap ini dilakukan analisa dan pembahasan lebih detail mengenai
detailed mapping, waste yang berhasil diidentifikasi. Pada tahap ini juga dilakukan analisa terhadap penyebab dari waste tersebut. Kemudian memberikan rekomendasi dan rancangan perbaikan khususnya pada
pengurangan biaya dan waktu.
3.6. Tahap Kesimpulan dan Saran
Dalam tahap ini dilakukan analisa dan pembahasan lebih detail
mengenai detailed mapping, waste yang berhasil diidentifikasi. Pada tahap ini juga dilakukan analisa terhadap penyebab dari waste tersebut. Kemudian
BAB IV
HASIL DAN PEMBAHASAN
4.1. Pengumpulan Data 4.1.1. Data Aliran Bahan
Aliran bahan atau aliran fisik dimulai dari proses kedatangan material dari
supplier yang meliputi Crank case, Crank shaft, Cam Shaft dan komponen – komponen yang lainnya. Dari data historis perusahaan didapatkan kedatangan material yang dibutuhkan untuk membuat mesin diesel bisa langsung dipenuhi,
sehingga kedatangan material tidak terlalu lama menghabiskan waktu
(menunggu). Material yang telah sampai ke perusahaan langsung di periksa atau
dicek apakah sudah sesuai dengan spesifikasi dan memenuhi standar toleransi QC
(Quality Control) yang telah dibuat perusahaan. Apabila material yang dikirim
supplier sudah sesuai dengan standar QC perusahaan maka akan dilanjutkan dengan proses berikutnya. Namun, apabila tidak sesuai dengan standar toleransi
QC perusahaan akan dikembalikan kepada supplier.
Material yang telah memenuhi standar (QC passed) akan dibawa menuju
gudang bahan baku. Material ini nantinya akan disiapkan untuk mengalami
serangkaian proses sampai menjadi sebuah produk mesin diesel sesuai dengan
4.1.2. Valsat
Dalam pengumpulan data, langkah pertama yang dilakukan adalah dengan
mengadakan interview dan kuisioner kepada beberapa personel produksi.
Interview ini dilakukan untuk mengetahui waste apa yang sering muncul dalam proses produksi perusahaan. Sebagai data tabulasi dan perhitungan metode Value
Stream Analysis untuk penentuan Value Stream Mapping. Pertama-tama kepada kepala rekam medik. Penulis menjelaskan apakah yang dinamakan waste tersebut
dan contoh-contoh daripada waste yang biasa timbul dalam perusahaan, seperti
waiting, overproduction, transport, inappropriate processing, unnecessary motion, dan defect. Setelah adanya kesepahaman persepsi, mereka diminta pendapat secara lisan, waste manakah yang sering muncul dalam proses produksi PT. Tri Ratna Diesel Indonesia, sesuai dengan apa yang sudah mereka temui saat
ini.
4.2. Big Picture Mapping
Pada penelitian ini, tool Big Picture Mapping digunakan untuk
menggambarkan whole stream PT. Tri Ratna Diesel Indonesia dalam pemenuhan
order Mesin Diesel tipe DI 900 H. Dimana pemahaman terhadap gambaran whole
stream atau sistem secara keseluruhan ini merupakan salah satu tahapan yang penting dalam mengevaluasi Value Stream yang ada didalamnya.
Dalam menggunakan tool Big Picture Mapping ini terdapat simbol simbol yang umum digunakan seperti yang telah dijelaskan pada bab sebelumnya. Dalam
konsumen. Aliran informasi dimulai dengan pemesanan yang dilakukan oleh
konsumen. Sedangkan aliran fisik atau material dimulai dari pengiriman bahan
menuju proses pertama pada lantai produksi. Selanjutnya dari kedua aliran ini
akan didapatkan pula informasi mengenai lead time dan value adding time.
Selanjutnya informasi ini dapat digunakan untuk mengidentifikasi dimana terjadi
waste/ pemborosan.
4.3. Pengolahan Data
4.3.1. Waste Workshop
Kuisioner pembobotan waste merupakan tahapan untuk mengidentifikasi
waste yang terjadi pada perusahaan. Terdapat tujuh jenis pemborosan yang akan diidentifikasi. Sebelumnya peneliti juga melakukan proses wawancara.
Wawancara ini dilakukan untuk menyamakan persepsi berkaitan dengan tiap-tiap
jenis waste. Setelah memahami tiap-tiap jenis waste, kemudian bagian terkait mengisi pembobotan waste sesuai dengan keadaan sebenarnya pada perusahaan. Kuisioner ini disebarkan pada bagian-bagian yang terkait yaitu :
Gudang Raw Material & Barang Jadi
Laboratorium QC
Produksi mesin diesel
Staf produksi
Detail kuisioner beserta penjelasannya terdapat pada lampiran 5 dan 6.
Tabel 4.1. Ranking Waste
No Waste Rata-Rata Ranking
1 Overproduction 5.2 5
2 Defects 5.8 3
3 Unnecessary Inventory 4.8 7
4
Inappropriate Processing
6.2 2
5 Excessive Transportation 5.0 6
6 Waiting 8.8 1
7 Unnecessary Motion 5.2 4
Dari hasil kuisioner tersebut di atas terlihat bahwa hasil rata – rata yang
tertinggi ada pada tipe pemborosan Waiting. Urutannya adalah sebagai berikut : 1) Waiting
2) Inappropriate Processing
3) Defects
4) Unnecessary Motion
5) Overproduction
6) Excessive Transportation
4.3.2. Pemilihan Tool dengan Value Stream Analysis Tools (VALSAT)
Pada setiap waste yang terjadi telah dibobotkan sehingga dapat diketahui
waste yang paling besar terjadi. Selanjutnya dilakukan pemilihan tools dengan
menggunakan VALSAT (Value Stream Analysis Tool). Penentuan dengan
menggunakan tool ini yaitu dengan mengalikan skor rata-rata tiap waste dengan matriks kesesuaian. Selengkapnya terdapat pada lampiran 6.
Tabel 4.2. Rangking Tools
No Value Stream Analysis Tools TOTAL Ranking
1 Process Activity Mapping (PAM) 255.5 1
2 Supply Chain Response Matrix
(SCRM) 143.6 2
3 Production Variety Funnel (PVF) 41.8 6 4 Quality Filter Mapping (QFD) 61.8 5
5 Demand Amplification Mapping
(DAM) 85.2 3
6 Decision Point Analysis (DPA) 62.6 4 7 Physical Structure (PS) 9.8 7
Keterangan :
1. PAM : Process Activity Mapping
2. SCRM : Supply Chain Response Matrix
3. DAM : Demand Amplification Mapping
4. DPA : Decision Point Analysis
5. QFM : Quality Filter Mapping
4.4. Big Picture Mapping
Pada penelitian ini, tool Big Picture Mapping digunakan untuk
menggambarkan whole stream PT. Tri Ratna Diesel Indonesia dalam pemenuhan
order mesin diesel DI 900 L. Dimana pemahaman terhadap gambaran whole
stream atau sistem secara keseluruhan ini merupakan salah satu tahapan yang penting dalam mengevaluasi Value Stream yang ada didalamnya.
Dalam menggunakan tool Big Picture Mapping ini terdapat simbol simbol
yang umum digunakan seperti yang telah dijelaskan pada bab sebelumnya. Dalam
pemetaan ini terdapat dua aliran penting yang akan divisualisasikan yaitu aliran
informasi, aliran fisik/ material dan keterkaitannya dalam pemenuhan order dari
konsumen. Aliran informasi dimulai dengan pemesanan yang dilakukan oleh
konsumen. Sedangkan aliran fisik atau material dimulai dari pengiriman bahan
menuju proses pertama pada lantai produksi. Selanjutnya dari kedua aliran ini
akan didapatkan pula informasi mengenai lead time dan value adding time. Selanjutnya informasi ini dapat digunakan untuk mengidentifikasi dimana terjadi
waste/ pemborosan. Adapun gambar Big Picture Mapping (BPM) dapat dilihat pada lampiran III.
Dari penggambaran Big Picture Mapping dapat diketahui informasi lead
time adalah 5 hari sedangkan value added time sebesar 21 jam (1 hari). Berikut penjelasan aliran informasi dan aliran material yang terangkum dalam Big Picture
4.4.1. Aliran Informasi Produksi Mesin Diesel
Aliran informasi ini digunakan untuk mengetahui bagaimana informasi
pemenuhan order tranformator yang digunakan oleh PT. Tri Ratna Diesel
Indonesia mulai dari konsumen sampai proses produksi dijalankan. Informasi ini
diperoleh dengan melakukan wawancara pada tiap departemen yang terlibat
secara langsung dengan proses pemenuhan produksi. Berikut adalah aliran
iformasi yang dimaksud diatas :
o Aliran informasi dimulai dari konsumen melakukan pemesanan produk
trafo ke bagian marketing PT. Tri Ratna Diesel Indonesia dalam bentuk produk order (PO).
o Berdasarkan pemesanan tersebut, bagian marketing PT. Tri Ratna Diesel
Indonesia meneruskan informasi pada bagian sales purchase dan sales
order untuk merekap dari order yang diterima. Kemudian meneruskan informasi kepada bagian PPC.
o Pada bagian PPC melakukan pendataan dengan membuat dokumen
Planning Purchasing Order (PPO) dan Job Order (JO), untuk dokumen
PPO diteruskan ke bagian purchasing untuk membuat dokumen
Purchasing Order (PO) Yang kemudian meneruskan informasi ke bagian
warehouse utnuk memeriksa stok barang Finished Good. Apabila stok barang masih mencukupi maka bagian PPC akan membuat rencana
pengiriman dan sales purchasing membuat order confirmation sesuai jadwal dari bagian PPC.
bekerja sama dengan, bagian produksi, dan bagian penjualan tentang
informasi yang menyebutkan besarnya penjualan yang ditargetkan oleh
bagian penjualan. Berdasarkan informasi ini bagian PPC akan
merencanakan berapa jumlah mesin dieselyang akan diproduksi serta
dilengkapi dengan kebutuhan bahan baku terlebih dahulu memeriksa
persediaan material di dalam gudang dan memeriksa jadwal produksi.
Jadwal yang dikeluarkan oleh bagian PPC nantinya berupa Job Order (JO)
yang dikirimkan kepada bagian ware house dan bagian produksi. Beberapa informasi yang terdapat pada JO antar lain :
Jumlah material yang dibutuhkan.
Jenis produk yang akan diproduksi
Rencana produksi per hari
Jumlah mesin yang digunakan
o Bagian gudang membuat dokumen tranfer yaitu Laporan Persediaan
Barang (LPB) kemudian diserahkan kepada bagian produksi digunakan
untuk proses produksi.
o Bagian produksi dapat melaksanakan pekerjaan.
o Setelah proses produksi selesai dikerjakan, bagian produksi membuat
Report Ap Finish (RAP) yang diserahkan kepada ware house.
o Bagian marketing siap untuk mengirim barang dari gudang ke customer
4.4.2. Aliran Material Produksi Mesin Diesel
Dengan menggambarkan aliran material ini dapat diketahui pergerakan
material untuk proses mesin diesel guna pemenuhan order produk mesin diesel
PT. Tri Ratna Diesel Indonesia. Secara garis besar aliran fisik di PT. Tri Ratna
Diesel Indonesia adalah sebagai berikut:
o Pada bagian Purchasing yang menerima laporan dari gudang bahan baku
dan bagian PPC melakukan pemesanan material kepada supplier dengan
mengeluarkan surat jalan dan PO (Purchasing Order).
o Material yang datang diterima oleh bagian gudang dan dicocokkan dengan
surat jalan dan PO (Purchasing Order) yang dibuat oleh bagian
purchasing.
o Bagian Quality bertugas untuk memeriksa kualitas dari material yang
dipesan. Hal ini dilakukan untuk mengurangi resiko kegagalan dalam
produksi, jika terdapat kerusakan maka bagian QC akan membuat
sertifikat penolakan untuk barang tersebut dan barang akan dikembalikan
ke supplier, sebaliknya jika tidak ada kerusakan maka bagian QC akan
membuat sertifikat pelulusan dan disampaikan ke gudang
4.5. Process Activity Mapping
Process Activity Mapping digunakan untuk menggambarkan seluruh aktivitas-aktivitas disetiap tahapan produksi mesin diesel DI 900 L secara
berurutan dan hal-hal yang terkait antara lain waktu yang dibutuhkan setiap
dapat diidentifikasi penyederhanaan proses utuk selanjutnya memberikan
rekomendasi terhadap waste yang terjadi. Langkah-langkah dalam pembuatan
PAM antara lain :
Mencatat seluruh aktivitas-aktivitas termasuk waktu yang dibutuhkan,
operator yang terlibat, jarak perpindahan material dan mesin/ alat bantu
yang digunakan.
Tiap-tiap aktivitas didefinisikan terlebih dahulu pada 5 tipe aktivitas yaitu
Operation (O), Transportation (T), Inspection (I), Delay (D), Storage (S).
Mengelompokkan aktivitas-aktivitas tersebut ke dalam kategori Value
Added, Non Value Added dan Necessary but Non Value Added.
Selengkapnya penggambaran Process Activity Mapping (PAM) dapat
dilihat pada lampiran 5. Berikut merupakan jumlah aktivitas dan waktu aktivitas
yang didapat dari Process Activity Mapping :
Tabel 4.3 Jumlah tiap tipe aktivitas
O T I D S
Jumlah aktivitas 12 2 3 2 1
Prosentase (%) 60% 10% 15% 10% 5%
Dari jumlah tiap tipe aktivitas tersebut digambarkan dalam grafik
jumlah aktivitas (prosentase)
60% 10%
15% 10% 5%
0% 10% 20% 30% 40% 50% 60% 70% operation
Transport Inspect Delay storage
Gambar 4.1. Grafik jumlah tiap tipe aktivitas produksi mesin diesel
Pada setiap masing-masing jumlah aktivitas dapat diketahui pula waktu
aktivitas yang dibutuhkan tiap aktivitas yaitu sebagai berikut :
Tabel 4.4 Waktu tiap tipe aktivitas
O T I D S
Waktu aktivitas (Detik) 17610 840 2160 1200 2760
Prosentase (%) 71.7 % 3.42 % 8.79 % 4.88 % 11.23 %
Dari waktu tiap tipe aktivitas tersebut digambarkan dalam grafik
waktu (presentase)
0.00% 20.00% 40.00% 60.00% 80.00%
operation transport inspect storage delay
Gambar 4.2. Grafik waktu tiap tipe aktivitas produksi mesin diesel
4.6.Analisa Dan Pembahasan
4.6.1. Analisa Waste Work Shop
Waste work shop merupakan aktivitas penyebaran kuisioner kepada bagian yang terkait sehingga mampu menangkap permasalahan waste yang terjadi pada
PT. Tri ratna Diesel Indonesia. Sebelumnya proses wawancara dan diskusi
dilakukan dengan pihak perusahaan untuk menyamakan persepsi berkaitan dengan
tiap jenis waste secara teori maupun waste yang terjadi di perusahaan. Hal ini
dilakukan agar proses identifikasi menjadi lebih tepat. Adapun bagian yang terkait
adalah bagian-bagian terkait mulai dari bagian penerimaan bahan baku (raw
material) hingga bagian barang jadi. Bagian terkait yang melakukan pengisian kuisioner waste adalah :
Gudang Raw Material & Barang Jadi
Berikut merupakan hasil rekap dari penyebaran kuisioner berdasarkan
urutan teratas yang berarti sering terjadi pada perusahaan, sedangkan urutan
terbawah yang berarti jarang terjadi pada perusahaan.
Tabel 4.5 Ranking Waste
No Waste Rata-Rata Ranking
7 Unnecessary Inventory 4.8 7
Dari ranking waste tersebut, permasalahan waste yang sering terjadi pada produksi mesin diesel menurut peringkat adalah Waiting, Unnecessary Inventory
dan Excessive Transportation.
4.6.2. Analisa Pemilihan Tools dengan VALSAT
produksi mesin diesel. Dengan tool ini akan dilakukan identifikasi value stream
proses produksi kasa, waste yang terjadi secara lebih detail serta penyebabnya.
Setelah pembobotan dilakukan dengan mendapatkan hasil peringkat waste
yang terjadi maka selanjutnya melakukan pemilihan tool dengan metode
VALSAT (Value Stream Analysis Tools). Pemilihan tools ini dilakukan untuk mengidentifikasi lebih detail dari waste yang terjadi. Berikut rekap tabel hasil
pemilihan tools VALSAT :
Tabel 4.6 Rangking Tools
No Value Stream Analysis Tools TOTAL Ranking
1 Process Activity Mapping (PAM) 255.4 1
6 Production Variety Mapping (PVM) 41.8 6
7 Physical Structure (PS) 9.8 7
teratas adalah Process Activity Mapping, Supply Chain Response Matrix dan
Demand Amplification Mapping.
Penggambaran detail mapping ini dilakukan dengan menggunakan data-data
aktual perusahaan yang diambil secara langsung oleh peneliti dan menggunakan
data-data historis perusahaan, sehingga mapping yang digambarkan benar-benar dapat memperlihatkan keadaan perusahaan yang sebenarnya saat ini.
4.6.2.1. Analisa Process Activity Mapping
Process Activity Mapping (PAM) merupakan tool yang digunakan untuk mengidentifikasikan proses produksi mesin diesel secara lebih detail dan
mengelompokkan aktivitas-aktivitas yang terjadi kedalam 3 kategori yaitu Value
Added, Necessary Non Value Added atau Non Value Added. Sehingga selanjutnya dapat mengidentifikasi kemungkinan menyederhanakan aktivitas untuk
mengurangi lead time. Hasil dari pemetaan Process Activity Mapping
selengkapnya dapat dilihat pada lampiran 5.
Hal-hal yang terkait dalam pembuatan Process Activity Mapping ini
adalah jenis aktivitas, waktu aktivitas, jarak, jumlah operator dan kategori
aktivitas. Secara keseluruhan terdapat 20 aktivitas yang terdiri dari Operation,
Transportation, Inspection, Delay dan Storage. Berikut merupakan kategori dari masing-masing tipe aktivitas :
Value Added meliputi aktivitas operasi
Necessary Non Value Added meliputi aktivitas transportasi dan aktivitas
Dari pemetaan Process Activity Mapping dapat diketahui terdapat 12 (60 %) aktivitas value added, 3 (15 %) aktivitas necessary non value added dan 5 (25
%) aktivitas non value added Seperti terlihat pada Gambar 4.3 berikut :
Prosentase Jumlah Kategori Aktivitas
60% 15%
25% value added
necessary non value added
non value added
Gambar 4.3. Prosentase Jumlah Kategori Aktivitas
Sedangkan prosentase waktu kategori aktivitas dapat dilihat pada Gambar
4.4 berikut :
Prosentase Waktu Kategori Aktivitas
71.70% 16.11%
12.21% value added
necessary non value added
non value added
Dari Gambar 4.4 dapat terlihat bahwa dari segi waktu yang dibutuhkan,
kategori aktivitas value added memiliki prosentase terbesar yaitu 71.70 %,
necessary non value added memiliki prosentase terkecil yaitu 16.11%. Sedangkan sisanya termasuk aktivitas non value added. Adapun penjelasan dari masing
masing 5 tipe aktivitas dapat dilihat sebagai berikut.
4.6.2.1.1 Analisa Tiap Tipe Aktivitas Berdasarkan Jumlah
Penggambaran dalam bentuk grafik jumlah dan prosentase dari jumlah tiap
tipe aktivitas dapat dilihat pada Gambar 4.5. dan Tabel 4.7 beserta penjelasannya
sebagai berikut :