ABSTRAK
Dengan semakin ketatnya persaingan antar industri garment saat ini, agar perusahaan dapat tetap bertahan dan berkembang di kemudian hari, hal ini dapat memicu setiap perusahaan garment untuk melakukan segala sesuatu yang terbaik terutama kualitas produk yang dihasilkannya. Hal ini disebabkan karena konsumen semakin selektif dalam memilih produk garment terutama produk pakaian, dimana terdapat beberapa kriteria yang dilihat konsumen di antaranya bahan yang digunakan nyaman, jahitan rapih, tidak terdapat bagian pakaian yang lepas / hilang ketika dibeli sehingga hal ini mengisyaratkan perlunya produk yang berkualitas baik mengenai pemuas kebutuhan manusia akan pakaian tersebut.
Perusahaan Sinar Selatan Garment and Sweater Manufacture yang memproduksi produk rajutan, saat ini masih mengalami permasalahan. Dimana dalam produk yang dihasilkannya ternyata masih banyak terjadi produk-produk cacat khususnya rajutan tangan panjang pria, yaitu sebesar 5.206%. Jenis-jenis cacat yang dihadapi perusahaan adalah cacat rajut, cacat gagal rabut, cacat gagal linking, cacat bolong, dan cacat kotor.
Penelitian ini dilakukan dengan menggunakan metode DMAIC, yaitu dimulai dengan melakukan pengidentifikasian kebutuhan konsumen, penetapan tujuan. Lalu dilanjutkan dengan pengumpulan data perusahaan, data jumlah dan jenis cacat sebanyak 40 data, data yang dikumpulkan berasal dari hasil pengamatan langsung dan wawancara dengan pemilik dan bagian produksi, lalu data diolah meliputi pembuatan stratifikasi untuk menentukan karakteristik cacat, diagram pareto untuk menentukan prioritas penanganan cacat utama, peta kendali untuk mengetahui proses terkendali atau tidak, peta kendali demerit yang menunjukkan keseriusan cacat, menghitung nilai sigma, dimana diketahui tingkat kemampuan perusahaan saat ini berada pada nilai sigma 3.29. Lalu mencari akar penyebab kegagalan dengan menggunakan FTA (Fault Tree Analysis) dan mengidentifikasi dan mencegah failure mode potensial dengan menggunakan FMEA (Failure Mode and Effect Analysis).
Berdasarkan hasil analisis penelitian dapat diusulkan beberapa tindakan perbaikan kualitas dengan berdasar pada langkah DMAIC untuk meningkatkan kualitas produk di antaranya adalah membangun komunikasi yang baik antara pengawas dengan operator produksi, mendiskusikan hal-hal yang mendukung kemajuan perusahaan; menuliskan target produksi dan hasil yang telah diproduksi pada white board; menyediakan papan dan bolpoint untuk menulis kartu produksi yang menempel pada dinding, mengganti alas untuk menaruh produk yang akan digramasi dengan menggunakan meja atau box.
DAFTAR ISI
COVER
LEMBAR PENGESAHAN ... ii
SURAT KETERANGAN PERUSAHAAN ... iii
LEMBAR PERNYATAAN HASIL KARYA PRIBADI ... iv
ABSTRAK ... v
KATA PENGANTAR DAN UCAPAN TERIMA KASIH... vi
DAFTAR ISI... ix
DAFTAR TABEL... xv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN... xviii
BAB 1 PENDAHULUAN ... 1 - 1 1.1 Latar Belakang Masalah... 1 - 1 1.2 Identifikasi Masalah ... 1 - 2 1.3 Perumusan Masalah ... 1 - 4 1.4 Manfaat dan Tujuan Penelitian ... 1 - 5 1.4.1 Manfaat Penelitian ... 1 - 5 1.4.2 Tujuan Penelitian ... 1 - 5 1.5 Pembatasan Masalah ... 1 - 5 1.6 Sistematika Penulisan ... 1 - 6
BAB 2 TINJAUAN PUSTAKA ... 2 - 1 2.1 Definisi Kualitas... 2 - 1 2.1.1 Definisi Kualitas ... 2 - 1 2.1.2 Pentingnya Kualitas ... 2 - 3 2.1.3 Dimensi Kualitas... 2 - 3 2.2 Pengendalian Kualitas... 2 - 4 2.2.1 Pengertian Pengendalian Kualitas... 2 - 4
2.2.2 Siklus Pengendalian Kualitas... 2 - 6 2.3 Six Sigma dalam Manajemen Mutu... 2 - 7 2.3.1 Pengertian Six Sigma... 2 - 7
2.3.2 Manajemen Six Sigma ... 2 - 11 2.3.3 Strategi Manajemen dan Perbaikan Six Sigma... 2 - 13 2.4 Model Perbaikan Proses Six Sigma (DMAIC) ... 2 - 14 2.4.1 Pengertian DMAIC ... 2 - 14 2.4.2 Model Perbaikan Six Sigma (DMAIC) ... 2 - 15 2.4.3 Keuntungan Potensial dan Langkah-langkah Kunci DMAIC... 2 - 19 2.4.4 Alat-alat yang Digunakan dalam Melakukan Model Perbaikan
Six Sigma (DMAIC)... 2 - 21
2.4.5 Perhitungan Nilai Sigma ... 2 - 31 2.4.6 Fault Tree Analysis (FTA) ... 2 - 32 2.4.7 Failure Mode and Effect Analysis (FMEA) ... 2 - 33
BAB 3 METODOLOGI PENELITIAN... 3 - 1 3.1 Penelitian Pendahuluan ... 3 - 1 3.2 Pengidentifikasian Masalah ... 3 - 1 3.3 Studi Kepustakaan... 3 - 4 3.4 Perumusan Masalah ... 3 - 4 3.5 Manfaat dan Tujuan Penelitian ... 3 - 5 3.5.1 Manfaat Penelitian ... 3 - 5 3.5.2 Tujuan Penelitian ... 3 - 5 3.6 Pembatasan Masalah ... 3 - 5 3.7 Pengumpulan Data ... 3 - 6
3.8 Pengolahan Data... 3 - 6 3.8.1 Stratifikasi ... 3 - 6 3.8.2 Diagram Pareto... 3 - 7 3.8.3 Peta Kendali u ... 3 - 7 3.8.4 Peta Kendali Demerit ... 3 - 7 3.8.5 Proses Sigma Calculation ... 3 - 8
3.9 Analisis Data ... 3 - 9 3.9.1 Analisis Stratifikasi ... 3 - 9 3.9.2 Analisis Diagram Pareto ... 3 - 9
3.9.3 Analisis Peta Kendali u ... 3 - 9 3.9.4 Analisis Peta Kendali Demerit ... 3 - 9 3.9.5 Analisis Hasil Proses Sigma Calculation... 3 - 9 3.9.6 Analisis FTA (Fault Tree Analysis)... 3 - 10 3.9.7 Analisis FMEA (Failure Mode and Effect Analysis)... 3 - 10 3.10 Usulan ... 3 - 10 3.10.1 Usulan Berdasarkan FTA (Fault Tree Analysis)... 3 - 10 3.10.2 Usulan Perbaikan Kualitas ... 3 -11 3.11 Control ... 3 -11 3.12 Kesimpulan dan Saran ... 3 -11
BAB 4 PENGUMPULAN DATA ... 4 - 1 4.1 Data Umum Perusahaan... 4 - 1 4.1.1 Deskripsi Singkat Perusahaan ... 4 - 1 4.1.2 Struktur Organisasi ... 4 - 2 4.1.3 Job Description ... 4 - 2 4.2 Data Bagian Produksi... 4 - 8 4.2.1 Data Mesin yang Digunakan... 4 - 8 4.2.1.1 Mesin Rajut ... 4 - 8 4.2.1.2 Mesin Linking ... 4 - 9 4.2.1.3 Steam ... 4 - 10 4.2.1.4 Mesin Boiler... 4 - 11
4.2.1.5 Kerangka Produk... 4 - 12 4.2.1.6 Mesin Jahit ... 4 - 13 4.2.1.7 Alat Pemasang Barcode ... 4 - 14 4.2.1.8 Alat Pembersih Pakaian dari Kotor (Spray Gun)... 4 - 15 4.2.2 Peta Proses Operasi (OPC)... 4 - 16 4.2.3 Proses Produksi ... 4 - 16
4.3 Jenis-jenis dan Definisi Cacat ... 4 - 20 4.4 Data Jenis-jenis dan Jumlah Cacat... 4 - 23
BAB 5 PENGOLAHAN DATA DAN ANALISIS ... 5 - 1 5.1 Stratifikasi ... 5 - 1 5.1.1 Pengolahan Stratifikasi ... 5 - 1 5.1.2 Analisis Stratifikasi ... 5 - 2 5.2 Diagram Pareto ... 5 - 4 5.2.1 Pengolahan Diagram Pareto... 5 - 4 5.2.2 Analisis Diagram Pareto ... 5 - 6
5.3 Peta Kendali u ... 5 - 6 5.3.1 Peta u Jenis Cacat Gagal Rabut... 5 - 6 5.3.2 Peta u Jenis Cacat Gagal Linking... 5 - 9 5.3.3 Peta u Jenis Cacat Rajut ... 5 - 12 5.3.4 Peta u Jenis Cacat Bolong ... 5 - 14 5.3.5 Peta u Jenis Cacat Kotor ... 5 - 17 5.3.6 Peta u untuk Semua Jenis Cacat... 5 - 20 5.4 Peta Kendali Demerit ... 5 - 22 5.4.1 Pengolahan Peta Kendali Demerit ... 5 - 22 5.4.2 Analisis Peta Kendali Demerit ... 5 - 26 5.5 Proses Sigma Calculation ... 5 - 26
5.5.1 Pengolahan Proses Sigma Calculation... 5 - 26 5.5.2 Analisis Proses Sigma Calculation ... 5 - 28 5.6 FTA (Fault Tree Analysis) ... 5 - 29 5.6.1 Pengolahan FTA (Fault Tree Analysis) ... 5 - 29 5.6.2 Analisis FTA (Fault Tree Analysis)... 5 - 29 5.6.2.1 Fault Tree Analysis untuk Cacat Gagal Rabut... 5 - 29 5.6.2.2 Fault Tree Analysis untuk Cacat Gagal Linking... 5 - 32 5.6.2.3 Fault Tree Analysis untuk Cacat Rajut ... 5 - 34 5.6.2.4 Fault Tree Analysis untuk Cacat Bolong ... 5 - 37 5.6.2.5 Fault Tree Analysis untuk Cacat Kotor... 5 - 39
5.7 FMEA (Failure Mode and Effect Analysis) ... 5 - 42 5.7.1 Pengolahan FMEA (Failure Mode and Effect Analysis) ... 5 - 42 5.7.2 Analisis FMEA (Failure Mode and Effect Analysis)... 5 - 42
5.7.2.1 Analisis Failure Mode and Effect Analysis untuk Jenis 5.8.1 Usulan Berdasarkan FTA (Fault Tree Analysis)... 5 - 61
5.8.1.1 Usulan Berdasarkan FTA (Fault Tree Analysis) untuk Jenis Cacat Gagal Rabut... 5 - 61 5.8.1.2 Usulan Berdasarkan FTA (Fault Tree Analysis) untuk
Jenis Cacat Gagal Linking ... 5 - 63 5.8.1.3 Usulan Berdasarkan FTA (Fault Tree Analysis) untuk
Jenis Cacat Rajut ... 5 - 65 5.8.1.4 Usulan Berdasarkan FTA (Fault Tree Analysis) untuk
Jenis Cacat Bolong... 5 - 67 5.8.1.5 Usulan Berdasarkan FTA (Fault Tree Analysis) untuk
Jenis Cacat Kotor ... 5 - 68
KESIMPULAN DAN SARAN... 6 - 1 6.1 Kesimpulan ... 6 - 1
6.2 Saran... 6 - 4
DAFTAR PUSTAKA ... xix LAMPIRAN
KOMENTAR DOSEN PENGUJI ... xxi DATA PENULIS ... xxii
DAFTAR TABEL
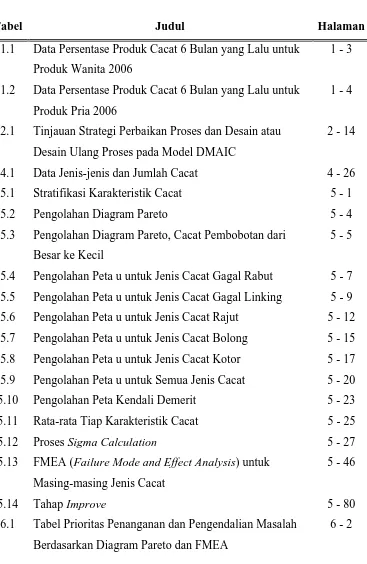
Tabel Judul Halaman
1.1 Data Persentase Produk Cacat 6 Bulan yang Lalu untuk Produk Wanita 2006
1 - 3
1.2 Data Persentase Produk Cacat 6 Bulan yang Lalu untuk Produk Pria 2006
1 - 4
2.1 Tinjauan Strategi Perbaikan Proses dan Desain atau Desain Ulang Proses pada Model DMAIC
2 - 14
4.1 Data Jenis-jenis dan Jumlah Cacat 4 - 26
5.1 Stratifikasi Karakteristik Cacat 5 - 1
5.2 Pengolahan Diagram Pareto 5 - 4
5.3 Pengolahan Diagram Pareto, Cacat Pembobotan dari Besar ke Kecil
5 - 5
5.4 Pengolahan Peta u untuk Jenis Cacat Gagal Rabut 5 - 7 5.5 Pengolahan Peta u untuk Jenis Cacat Gagal Linking 5 - 9
5.6 Pengolahan Peta u untuk Jenis Cacat Rajut 5 - 12
5.7 Pengolahan Peta u untuk Jenis Cacat Bolong 5 - 15
5.8 Pengolahan Peta u untuk Jenis Cacat Kotor 5 - 17
5.9 Pengolahan Peta u untuk Semua Jenis Cacat 5 - 20
5.10 Pengolahan Peta Kendali Demerit 5 - 23
5.11 Rata-rata Tiap Karakteristik Cacat 5 - 25
5.12 Proses Sigma Calculation 5 - 27
5.13 FMEA (Failure Mode and Effect Analysis) untuk Masing-masing Jenis Cacat
5 - 46
5.14 Tahap Improve 5 - 80
6.1 Tabel Prioritas Penanganan dan Pengendalian Masalah Berdasarkan Diagram Pareto dan FMEA
6 - 2
DAFTAR GAMBAR
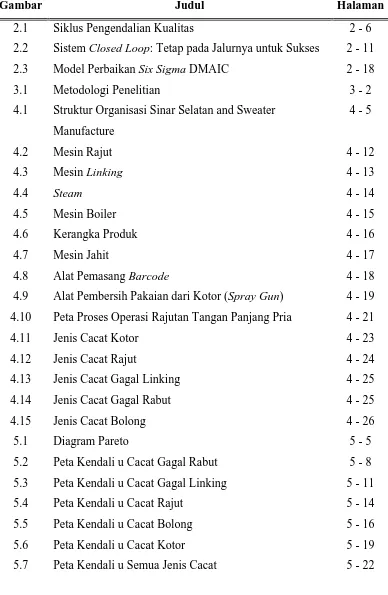
Gambar Judul Halaman
2.1 Siklus Pengendalian Kualitas 2 - 6
2.2 Sistem Closed Loop: Tetap pada Jalurnya untuk Sukses 2 - 11
2.3 Model Perbaikan Six Sigma DMAIC 2 - 18
3.1 Metodologi Penelitian 3 - 2
4.1 Struktur Organisasi Sinar Selatan and Sweater Manufacture
4.9 Alat Pembersih Pakaian dari Kotor (Spray Gun) 4 - 19 4.10 Peta Proses Operasi Rajutan Tangan Panjang Pria 4 - 21
Gambar Judul Halaman
5.8 Peta Kendali Demerit 5 - 26
5.9 Fault Tree Analysis untuk Jenis Cacat Gagal Rabut 5 - 30 5.10 Fault Tree Analysis untuk Jenis Cacat Gagal Linking 5 - 33 5.11 Fault Tree Analysis untuk Jenis Cacat Rajut 5 - 36 5.12 Fault Tree Analysis untuk Jenis Cacat Bolong 5 - 38 5.13 Fault Tree Analysis untuk Jenis Cacat Kotor 5 - 40
5.14 Layout Staf 5 - 42
5.15 Papan Usulan untuk Target Produksi 5 - 63
5.16 Usulan Daftar Kebersihan Gudang Bahan Baku 5 - 69
5.17 Layout dan Meja Usulan untuk Mendukung Pekerjaan
Staf
5 - 71
5.18 Box Usulan untuk Produk yang akan Digramasi 5 - 72 5.19 Papan Usulan untuk Mendukung Pekerjaan Staf 5 - 72
DAFTAR LAMPIRAN
Lampiran Judul Halaman
1 Severity, Occurrence, and Detection Criteria for Design FMEA
L - 1
2 Simbol-simbol Fault Tree Analysis L - 3
3 Tabel Konversi Six Sigma L - 4
4 Tabel Check sheet L - 5
5 Tabel Stratifikasi L - 6
6 Tabel Lembar Kerja Peta Kendali L - 7
7 Gambar Ventilasi pada Ruang Produksi L - 8
Lampiran 1
Severity, Occurrence, and Detection Criteria for Design FMEA
Dampak Kegagalan (Severity)
Akibat Kriteria Severity Ranking
Hazardous Without Warning
Tingkat yang sangat tinggi ketika mode kegagalan potensial mempengaruhi keamanan pengoperasian dan atau melibatkan peraturan
pemerintah tanpa peringatan.
10
Hazardous With Warning
Tingkat yang sangat tinggi ketika mode kegagalan potensial mempengaruhi keamanan pengoperasian dan atau melibatkan peraturan
pemerintah dengan peringatan.
9
Very High Item tidak beroperasi dengan kehilangan fungsi utama. 8
High Item dapat berfungsi tetapi pada tingkat pengurangan performansi.
Konsumen merasa tidak puas. 7
Moderate Item dapat berfungsi, tetapi tidak ada kenyamanan. Konsumen yang
berpengalaman merasa tidak puas. 6
Low
Item dapat berfungsi, tetapi kenyamanan berada pada tingkat pengurangan performansi. Konsumen yang berpengalaman sebagian
merasa tidak puas.
5
Very Low Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat disadari oleh
sebagian besar konsumen. 4
Minor Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat disadari oleh
sebagian konsumen. 3
Very Minor Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat disadari oleh
konsumen tertentu. 2
None Tidak ada efek 1
Sumber: http://www.quality-one.com/services/fmea/fmeacri.cfm
Kemungkinan Kegagalan (Occurrence)
Probabilitas Kegagalan Kemungkinan Kegagalan Ranking
>= in 2 10
Remote : Kegagalan mau tidak mau <= 1 in 1500000 1 Very High : Kegagalan hampir tidak
dapat diacuhkan
High : Kegagalan yang berulang-ulang
Moderate : Kegagalan yang sekali-kali
Low : Kegagalan relatif sedikit
Sumber: http://www.quality-one.com/services/fmea/fmeacri.cfm
Kemudahan Mendeteksi (Detectability)
Deteksi Kriteria Detectability Ranking
Absolute Uncertainty
Kontrol desain tidak dapat mendeteksi penyebab potensial dan mode kegagalan atau tidak ada kontrol desain 10
Very Remote Kesempatan sangat jarang mendeteksi penyebab potensial dan mode
kegagalan 9
Remote Kesempatan jarang dalam kontrol desain mendeteksi penyebab
potensial dan mode kegagalan 8
Very Low Kesempatan sangat rendah dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan 7
Low Kesempatan rendah dalam kontrol desain mendeteksi penyebab
potensial dan mode kegagalan 6
Moderate Kesempatan tengah-tengah dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan 5
Moderately High Kesempatan tengah-tengah sedikit besar dalam kontrol desain
mendeteksi penyebab potensial dan mode kegagalan 4
High Kesempatan besar dalam kontrol desain mendeteksi penyebab
potensial dan mode kegagalan 3
Very High Kesempatan sangat besar dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan 2
Almost Certain Kontrol desain pasti dapat mendeteksi penyebab potensial dan mode
kegagalan 1
Sumber: http://www.quality-one.com/services/fmea/fmeacri.cfm
*Note: Zero (0) rankings for Severity, Occurrence or Detection are not allowed
Lampiran 2
Simbol-simbol Fault Tree Analysis
Sumber: (11, 513)
Sumber: (11, 514)
Lampiran 3
Tabel Konversi Six Sigma
Lampiran 4
Tabel Lembar Kerja Check sheet
Bolong Rajut Gagal Linking Gagal Rabut Kotor Jenis Cacat
Total Cacat Produk
ke-Lembar Kerja Check Sheet
Produk: Pemeriksa:
Tanggal Periksa: Departemen:
Lampiran 5
Lembar Kerja Stratifikasi
Kritis Mayor Minor No Jenis Cacat Karakteristik Cacat
Lampiran 6
Tabel Lembar Kerja Peta Kendali
Lampiran 7
Gambar Ventilasi pada Ruang Produksi
BAB 1
PENDAHULUAN
1.1Latar Belakang Masalah
Kebutuhan manusia sangatlah beragam, salah satunya adalah pakaian. Saat ini, pakaian merupakan bidang usaha yang digeluti oleh banyak perusahaan karena pangsa pasarnya sangat besar yang disebabkan karena setiap orang membutuhkan pakaian sehingga menimbulkan persaingan yang relatif tinggi.
Benda pemuas kebutuhan (pakaian) sangat berhubungan dengan masalah kualitas, dimana setiap orang dalam memilih pakaiannya cenderung untuk memilih pakaian yang memiliki kualitas yang baik, seperti bahan yang digunakan nyaman dipakai, jahitannya rapih, tidak terdapat bagian pakaian yang lepas atau hilang ketika akan dibeli, dengan kata lain konsumen menginginkan produk pakaian yang tidak terdapat cacat. Berdasarkan beberapa kriteria konsumen dalam memilih pakaian ini, dapat disimpulkan bahwa hal ini merupakan gejala yang mengisyaratkan akan perlunya produk yang berkualitas baik mengenai pemuas kebutuhan manusia akan pakaian.
Perlunya peningkatan kualitas pakaian ini mendorong setiap perusahaan yang bergerak dalam bidang garment untuk senantiasa melakukan perbaikan kualitas akan produk yang dihasilkannya. Peningkatan kualitas pada setiap perusahaan garment memicu adanya persaingan untuk menjadi yang terbaik dan memiliki image sebagai perusahaan garment dengan kualitas yang tidak diragukan lagi, dimana keberadaan dan image yang disandang perusahaan tersebut bertujuan agar perusahaan tersebut dapat terus bertahan bahkan berkembang di
kemudian hari.
Perlunya upaya untuk peningkatan kualitas akan produk yang dihasilkan ini, dialami juga oleh perusahaan Sinar Selatan Garment and Sweater Manufacture. Perusahaan ini bergerak dalam bidang usaha rajutan, dimana produk yang dihasilkannya adalah produk lokal dan produk ekspor. Produk lokal terdiri dari pakaian perempuan (rajutan tangan panjang berzipper, rajutan tangan panjang
Bab 1 Pendahuluan 1 - 2
berkancing, rajutan tangan panjang, rajutan berkerah tangan pendek) dan pakaian pria (rajutan tangan panjang, rajutan tangan pendek, rajutan berkerah tangan pendek). Kualitas produk perusahaan ini perlu ditingkatkan, karena dalam
memproduksi produk rajutan ini masih cukup banyak cacat pada produk yang dapat mengurangi kualitas dari produk tersebut. Produk cacat yang terjadi di perusahaan ini dari total produksi per bulannya, dapat dilihat pada Tabel 1.1 Data Persentase Produk Cacat 6 Bulan yang Lalu untuk Produk Wanita dan Tabel 1.2 Data Persentase Produk Cacat 6 Bulan yang Lalu untuk Produk Pria. Persentase banyaknya produk cacat yang terjadi ini sangat berpengaruh pada perusahaan tersebut, diantaranya dapat meningkatkan kebutuhan akan bahan, tenaga kerja, waktu yang digunakan dalam memproduksi produk tersebut, sehingga dapat dikatakan bahwa biaya produksi akan meningkat.
Berdasarkan masalah tersebut di atas, untuk membantu pihak perusahaan dalam memperbaiki kualitas produknya, Penulis akan mencoba menerapkan metode DMAIC pada Sinar Selatan Garment and Sweater Manufacture ini. Dengan menerapkan metode ini, diharapkan agar perusahaan dapat melakukan perbaikan kualitas produk yang dihasilkan sehingga dapat meminimasi produk-produk cacat.
Penulis merangkum penelitiannya melalui Tugas Akhir yang berjudul
”ANALISIS DAN USULAN PERBAIKAN KUALITAS DENGAN METODE DMAIC DI SINAR SELATAN GARMENT AND SWEATER MANUFACTURE”.
1.2Identifikasi Masalah
Permasalahan yang dihadapi perusahaan Sinar Selatan Garment and
Sweater Manufacture adalah dalam produk rajutan yang dihasilkannya ternyata masih banyak terjadi produk-produk cacat yang timbul, dimana untuk produk yang diamati (rajutan tangan panjang pria) yaitu dengan rata-rata per bulan sebesar 5.206%. Produk ekspor tidak diteliti, karena perusahaan berfokus pada produk lokal, produk ekspor sudah memiliki kualitas yang baik, yang ditandai dengan sedikitnya produk cacat dan kualitas diperhatikan dengan ketat daripada
Bab 1 Pendahuluan 1 - 3
produk lokal, serta produk lokal memiliki tingkat penjualan yang tinggi. Peningkatan yang harus dilakukan adalah mengenai kualitas produk yang dihasilkan, karena cacat produk menyangkut kualitas atau mutu dari suatu produk.
Adapun jenis-jenis cacat yang dihadapi perusahaan Sinar Selatan Garment and Sweater Manufacture adalah cacat rajut, cacat gagal rabut, cacat gagal linking, cacat bolong, dan cacat kotor.
Penelitian ini dilakukan untuk meneliti produk pakaian pria, yaitu rajutan tangan panjang, karena rajutan tangan panjang ini merupakan produk yang selalu diproduksi dan memiliki model yang tidak banyak berubah. Dimana produk rajutan tangan panjang ini memiliki model yang umum dan bentuknya tidak banyak berubah sehingga menjadi patokan penelitian yang dilakukan Penulis.
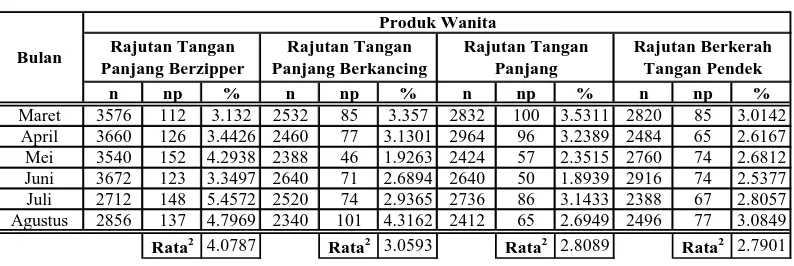
Produk rajutan tangan panjang untuk pria ini dipilih Penulis karena model ini memiliki tingkat penjualan yang paling tinggi dan memiliki persentase cacat yang paling tinggi diantara model-model lainnya. Persentase cacat untuk masing-masing produk dapat dilihat pada Tabel 1.1 dan Tabel 1.2 di bawah ini.
Tabel 1.1
Data Persentase Produk Cacat 6 Bulan yang Lalu untuk Produk Wanita 2006
n np % n np % n np % n np %
Maret 3576 112 3.132 2532 85 3.357 2832 100 3.5311 2820 85 3.0142 April 3660 126 3.4426 2460 77 3.1301 2964 96 3.2389 2484 65 2.6167 Mei 3540 152 4.2938 2388 46 1.9263 2424 57 2.3515 2760 74 2.6812 Juni 3672 123 3.3497 2640 71 2.6894 2640 50 1.8939 2916 74 2.5377 Juli 2712 148 5.4572 2520 74 2.9365 2736 86 3.1433 2388 67 2.8057 Agustus 2856 137 4.7969 2340 101 4.3162 2412 65 2.6949 2496 77 3.0849
Rata2 4.0787 Rata2 3.0593 Rata2 2.8089 Rata2 2.7901
Bulan Rajutan Tangan
Sumber : Perusahaan Sinar Selatan Garment and Sweater Manufacture
Bab 1 Pendahuluan 1 - 4
Tabel 1.2
Data Persentase Produk Cacat 6 Bulan yang Lalu untuk Produk Pria 2006
n np % n np % n np %
Maret 3744 196 5.235 3288 101 3.0718 3624 112 3.0905 April 3648 184 5.0439 2244 136 6.0606 2712 86 3.1711 Mei 3744 173 4.6207 2652 125 4.7134 2964 133 4.4872 Juni 3756 186 4.9521 3780 96 2.5397 3780 82 2.1693 Juli 3768 195 5.1752 3120 138 4.4231 2628 76 2.8919 Agustus 3688 229 6.2093 3600 147 4.0833 3312 98 2.9589
Rata2 5.206 Rata2 4.1486 Rata2 3.1282
Rajutan Berkerah
Masih banyaknya produk cacat yang terjadi, dapat menyebabkan kualitas semakin menurun yang dapat mempengaruhi minat konsumen terhadap produk yang dihasilkan. Hal tersebut dapat membuat konsumen tidak puas. Dimana dampak ketidakpuasan konsumen tersebut berimbas pada perusahaan tersebut, diantaranya adalah keuntungan atau profit perusahaan akan berkurang, image konsumen pada perusahaan tersebut akan berubah, konsumen cenderung berpaling pada perusahaan lain.
Untuk mengatasi masalah tersebut, perusahaan memerlukan suatu perbaikan kualitas produk yang baik, yaitu dengan menerapkan suatu sistem yang komprehensif dan fleksibel untuk mencapai, memberi support, dan memaksimalkan proses usaha, yang berfokus pada pendekatan yang berbeda dan lebih baik bagi perbaikan bisnis. Salah satu metode perbaikan kualitas six sigma yaitu metode DMAIC (Define, Measure, Analyze, Improve, Control) akan digunakan pada penelitian ini.
1.3Perumusan Masalah
Perumusan masalah yang dibahas dalam penelitian Tugas Akhir ini, adalah sebagai berikut:
1. Jenis cacat apa saja yang mempengaruhi kualitas produk yang dihasilkan? 2. Bagaimana tingkat kemampuan perusahaan saat ini?
Bab 1 Pendahuluan 1 - 5
3. Bagaimana prioritas penanganan utama mengenai cacat pada produk yang dihasilkan?
4. Faktor-faktor apa saja yang menyebabkan cacat produk?
5. Hal apa saja yang dapat diusulkan untuk memperbaiki kualitas produk yang diproduksi?
1.4Manfaat dan Tujuan Penelitian 1.4.1Manfaat Penelitian
Manfaat dari penelitian yang dilakukan Penulis adalah untuk memenuhi persyaratan akademik mencapai gelar Sarjana Strata 1, melalui laporan Tugas Akhir ini.
1.4.2Tujuan Penelitian
Adapun tujuan penelitian yang akan dicapai Penulis, adalah sebagai berikut:
1. Dapat mengidentifikasikan jenis-jenis cacat yang dapat mempengaruhi kualitas produk yang dihasilkan.
2. Dapat mengetahui tingkat kemampuan perusahaan saat ini.
3. Dapat menentukan prioritas penanganan utama mengenai cacat pada produk yang dihasilkan.
4. Dapat mengetahui faktor-faktor apa saja yang menyebabkan cacat produk. 5. Dapat memberikan usulan untuk memperbaiki kualitas produk yang
diproduksi.
1.5Pembatasan Masalah
Pembatasan masalah yang digunakan Penulis dalam melakukan penelitian ini, adalah sebagai berikut:
1. Produk yang diamati adalah 1 produk, yaitu produk rajutan tangan panjang untuk pria, karena produk ini memiliki model yang tidak banyak berubah dan selalu diproduksi serta memiliki tingkat penjualan yang tinggi.
Bab 1 Pendahuluan 1 - 6
2. Produk yang dipilih adalah produk lokal karena perusahaan berfokus pada produk lokal dengan tingkat penjualan dan persentase cacat tinggi.
3. Penulis melakukan tahapan DMAIC hanya sampai pemberian usulan pada
tahap Improve dan Control.
1.6Sistematika Penulisan
Sistematika penulisan dalam penulisan Tugas Akhir ini terdiri dari 6 bab, yaitu sebagai berikut:
BAB 1 PENDAHULUAN
Bab 1 ini menjabarkan tentang latar belakang masalah, identifikasi masalah, perumusan masalah, pembatasan masalah, manfaat dan tujuan penelitian serta sistematika penulisan.
Latar Belakang Masalah
Mengungkapkan latar belakang timbulnya masalah penelitian yang akan dibahas, serta menguraikan hal yang sangat berkaitan dengan masalah tersebut. Latar belakang ini menjelaskan situasi permasalahan yang ada atau issue yang perlu diteliti. Di sini, Penulis menjelaskan hal yang mendorong tumbuhnya masalah sehingga dapat diungkapkan kondisi dan situasi internal maupun eksternal, hal yang berkaitan secara langsung maupun tidak langsung, serta keadaan yang mempercepat tumbuhnya masalah penelitian.
Identifikasi Masalah
Mengungkapkan hal-hal apa saja yang menjadi inti permasalahan yang akan dijabarkan dan diteliti dalam memperbaiki dan mengendalikan masalah kualitas di perusahaan Sinar Selatan Garment and Sweater Manufacture. Masalah perlu diuraikan secara jelas dengan identifikasi masalah pokoknya dan seluruh
masalah yang akan dibahas.
Perumusan Masalah
Masalah dirumuskan dalam kalimat tanya karena masalah tersebut harus mampu dijawab oleh hasil penelitian dan kesimpulan penelitian. Dengan demikian akan memudahkan bagi pembaca untuk mengetahui cakupan masalahnya dan jumlah masalah yang akan diteliti.
Bab 1 Pendahuluan 1 - 7
Manfaat dan Tujuan Penelitian
Bagian ini mengungkapkan untuk apa Penulis mengemukakan masalah tersebut dan hal-hal apa saja yang ingin dicapai Penulis dalam pembahasan
masalah itu.
Tujuan penelitian dirumuskan dalam bentuk kalimat pernyataan yang berasal dari perumusan masalah. Dengan demikian, terlihat bahwa antara perumusan masalah dengan tujuan penelitian sangat erat kaitannya.
Pembatasan Masalah
Berisi batasan-batasan mengenai masalah yang akan diteliti, seperti produk yang akan diamati, dengan tujuan untuk mempermudah atau untuk mempersempit ruang lingkup yang akan diteliti Penulis.
Sistematika Penulisan
Berisi penjelasan dari setiap pokok-pokok bahasan yang disusun atas pasal demi pasal, bab demi bab yang dituangkan dalam daftar isi, yang dijelaskan secara singkat.
BAB 2 TINJAUAN PUSTAKA
Bab 2 ini berisi pengembangan uraian yang terdapat pada masalah penelitian, penelaahan masalah penelitian berdasarkan teori-teori, konsep-konsep maupun bacaan-bacaan. Bab 2 ini merupakan dasar teoritis bagi Penulis untuk menjawab setiap masalah penelitian dan untuk memperdalam pengetahuan Penulis atas masalah yang akan diteliti, membantu pembahasan dan penguraian lebih lanjut terhadap masalah, membantu interpretasi hasil pengolahan data.
BAB 3 METODOLOGI PENELITIAN
Bab 3 ini berisi penjabaran secara terperinci mengenai tahap-tahap yang dilakukan Penulis dalam melakukan penelitian dari awal sampai akhir yang secara garis besar telah disinggung dalam bab pendahuluan, sehingga penyusunan Tugas Akhir ini dapat terlaksana dengan baik.
Bab 1 Pendahuluan 1 - 8
BAB 4 PENGUMPULAN DATA
Bab 4 ini berisi data yang dikumpulkan Penulis berupa data umum perusahaan (deskripsi singkat perusahaan, struktur organisasi dan job description),
data bagian produksi (data mesin dan peralatan yang digunakan dalam proses produksi, Peta Proses Operasi (OPC) beserta dengan proses produksinya), jenis-jenis dan definisi cacat yang disertai dengan gambar jenis-jenis-jenis-jenis cacat, serta data yang dikumpulkan Penulis melalui pengamatan yang Penulis lakukan, berupa tabel pengamatan untuk produk yang diamati, yang kemudian akan diolah pada bab 5.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab 5 ini berisi proses penyederhanaan data ke dalam bentuk yang lebih dipahami pembaca. Data yang diolah dihasilkan melalui hasil pengumpulan data yang dilakukan Penulis, yaitu melalui pengamatan yang Penulis lakukan. Selain itu berisi penganalisaan terhadap data yang sudah selesai diolah. Dalam bagian ini, Penulis membahas hasil pengolahan data tersebut dengan memberikan interpretasi atau penafsiran yang objektif berdasarkan teori atau konsep yang telah disusun dalam Bab 2, yang pembahasannya lebih memperjelas atau mempertajam hasil penelitian.
BAB 6 KESIMPULAN DAN SARAN
Bab 6 ini berisi kesimpulan yang dikemukakan dengan singkat, padat dan jelas dengan berdasarkan pada hasil penelitian yang sudah dilakukan. Kesimpulan ini merupakan jawaban yang diperoleh untuk pemecahan masalah penelitian, dan dapat mengukur sejauh mana tujuan penelitian dapat tercapai.
Bab ini disertai dengan saran yang merupakan sumbangan pemikiran Penulis berupa rekomendasi yang diambil dari hasil analisis dan pembahasan serta hasil kesimpulan. Saran dapat berisikan juga sumbangan pemikiran untuk mengembangkan penulisan lebih lanjut.
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian yang dilakukan, dapat dijabarkan kesimpulan yang merupakan akhir dari proses penelitian ini, yaitu sebagai berikut:
1. Jenis cacat yang yang mempengaruhi kualitas produk yang dihasilkan pada Sinar Selatan Garment and Sweater Manufacture adalah sebagai berikut beserta dengan klasifikasi karakteristik cacatnya:
a. Jenis cacat bolong termasuk ke dalam karakteristik cacat kritis. b. Jenis cacat rajut termasuk ke dalam karakteristik cacat mayor.
c. Jenis cacat gagal linking termasuk ke dalam karakteristik cacat kritis. d. Jenis cacat gagal rabut termasuk ke dalam karakteristik cacat kritis. e. Jenis cacat kotor termasuk ke dalam karakteristik cacat minor.
2. Tingkat kemampuan perusahaan saat ini adalah perusahaan mencapai nilai
sigma sebesar 3.29, dengan nilai DPMO sebesar 36900, yang artinya
perusahaan hanya melakukan kesalahan atau kegagalan sebanyak 36900 kali dari sejuta kesempatan yang ada.
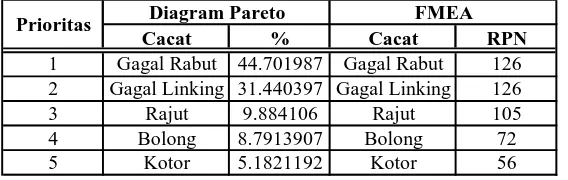
3. Prioritas penanganan utama mengenai cacat pada produk yang dihasilkan dapat dilakukan dengan menggunakan Diagram Pareto atau FMEA. Berdasarkan Diagram Pareto dan FMEA, jenis cacat yang mendapat prioritas penanganan cacat utama adalah dengan persentase yang paling besar yaitu cacat gagal rabut sebesar 44.7020%. Berikut ini adalah ringkasan penentuan prioritas penanganan dan pengendalian masalah utama di Sinar Selatan
Garment and Sweater Manufacture:
Bab 6 Kesimpulan dan Saran 6 - 2
Tabel 6.1
Tabel Prioritas Penanganan dan Pengendalian Masalah Berdasarkan Diagram Pareto dan FMEA
Cacat % Cacat RPN
1 Gagal Rabut 44.701987 Gagal Rabut 126 2 Gagal Linking 31.440397 Gagal Linking 126
3 Rajut 9.884106 Rajut 105
4 Bolong 8.7913907 Bolong 72
5 Kotor 5.1821192 Kotor 56
Diagram Pareto FMEA
Prioritas
Sumber: Hasil Perhitungan Penulis, 2006
4. Faktor-faktor yang dapat menyebabkan cacat produk adalah: a. Tidak ada spesifikasi pembelian jarum.
b. Kurangnya rak untuk menyimpan produk jadi atau setengah jadi. c. Tidak ada jadwal pemeriksaan lampu secara berkala.
d. Kurangnya pengawasan pada operator produksi.
e. Kurangnya kedisiplinan operator produksi dalam bekerja. f. Ventilasi kurang.
g. Tidak adanya job specification yang jelas. h. Tidak ada spesifikasi pembelian bahan baku. i. Tidak adanya prosedur kerja secara tertulis. j. Tidak adanya pemberitahuan target produksi. k. Kurangnya pengawasan pada operator kebersihan.
l. Adanya kesalahan dalam menentukan rencana penggunaan bahan baku. m. Tidak tersedianya peralatan untuk mencegah oli berceceran.
n. Tidak adanya jadwal perawatan mesin.
o. Tidak adanya fasilitas yang dapat mendukung pekerjaan staf.
5. Hal-hal yang dapat diusulkan untuk memperbaiki produk yang diproduksi adalah:
a. Membuat spesifikasi pembelian jarum untuk keperluan produksi dengan melakukan uji coba awal pada jarum yang akan digunakan.
Bab 6 Kesimpulan dan Saran 6 - 3
b. Menyediakan rak untuk produk jadi atau setengah jadi agar produk tertata rapi, mempermudah pengambilan, produk tidak menumpuk di ruang produksi.
c. Mengatur jadwal pemeriksaan lampu secara berkala, agar lampu dapat berfungsi sebagaimana mestinya, mendukung pekerjaan operator produksi. d. Pengawasan pada operator produksi diperketat agar kelalaian operator
produksi tidak terjadi, yaitu mereview kembali tugas dari pengawas agar pengawasan pada operator produksi terkendali dan operator produksi bekerja dengan penuh tanggung jawab.
e. Membangun komunikasi antara pengawas dengan operator produksi, sering berdiskusi mengenai hal-hal yang mendukung kemajuan perusahaan.
f. Menambah ventilasi atau exhaust fan agar lingkungan kerja nyaman. g. Menetapkan job specification yang jelas yaitu berdasarkan kepribadian,
dapat dipercaya, kemampuan (dengan melalui suatu test), memiliki pengalaman minimal 1 tahun, kerapihan dan kecepatan dalam bekerja. h. Melakukan riset bahan baku, seperti persentase ciut, luntur dan kendala
produksi yang ditimbulkan dengan memakai bahan tersebut, sehingga dapat ditentukan spesifikasi bahan baku tersebut.
i. Menempelkan prosedur kerja secara tertulis demi kelancaran pekerjaan yang dilakukan operator produksi.
j. Memberi tahu target produksi yang harus dicapai secara tertulis, melalui papan pencatat hasil produksi dan target produksi.
k. Meningkatkan pengawasan pada operator kebersihan melalui catatan hal-hal apa saja yang harus dilakukan dan dicheck list pada catatan tersebut.
l. Mengatur ulang perencanaan bahan baku agar penggunaan bahan baku terdistribusi dengan baik dan tidak terjadi penyimpanan bahan baku yang terlalu lama.
m. Menyediakan peralatan mendukung kebersihan area kerja dan tidak merusak produk, memberikan pengarahan pada operator produksi untuk
Bab 6 Kesimpulan dan Saran 6 - 4
membersihkan fasilitas atau peralatan di lantai produksi setelah selesai digunakan.
n. Memberikan pengarahan pada operator untuk selalu menjaga kebersihan
terutama kebersihan area mesin agar operator yang selesai menggunakan fasilitas di perusahaan dapat selalu membersihkannya.
o. Menyediakan fasilitas yang mendukung pekerjaan staf. Fasilitas ini dapat berupa dengan menyediakan papan sebagai alas untuk menulis sehingga tidak bersentuhan langsung dengan produk dan pada papan tersebut terdapat bolpoint yang menempel padanya, mengganti alas untuk produk yang akan digramasi dengan meja atau box.
6.2 Saran
Adapun saran yang diusulkan untuk Sinar Selatan Garment and sweater Manufacture adalah sebagai berikut:
1. Menyediakan tempat sampah dan wastafel agar kebersihan dapat lebih terjaga dengan tidak hanya mengandalkan petugas kebersihan saja.
2. Staf dalam melakukan pekerjaannya (mengecek gramasi, mengukur berat dan menghitung jumlah produk) sebelumnya harus melakukan koordinasi dengan pihak operator produksi agar pekerjaan yang dilakukan staf tidak menyebabkan produk rusak.
3. Mengatur tempat kerja masing-masing operator produksi agar mendapatkan posisi dan tempat kerja yang nyaman serta tidak membosankan, sehingga produktivitas dapat meningkat.
4. Setiap individu di perusahaan menjaga kebersihan tempat kerja, lingkungan dan kebersihan dirinya sendiri.
5. Sebaiknya perusahaan melakukan penelitian lebih lanjut mengenai pengaturan penjadwalan atau rencana penggunaan bahan baku (pengaturan inventory
control) agar persediaan bahan baku tidak terlalu lama disimpan.
6. Sebaiknya perusahaan melakukan penelitian lebih lanjut mengenai penelitian bagaimana intensitas cahaya di ruangan produksi dan jumlah lampu yang ada,
Bab 6 Kesimpulan dan Saran 6 - 5
apakah sudah memadai dan mendukung pekerjaan setiap operator yang ada di ruangan produksi.
7. Sebaiknya perusahaan melakukan penelitian lebih lanjut mengenai pengaturan
ulang layout pabrik atau tata letak ruang pabrik, karena terdapat penempatan yang kurang tepat, yaitu seperti tempat pengecekan gramasi, berat dan jumlah produk terletak jauh dari ruang produksi untuk menghemat waktu transport.
DAFTAR PUSTAKA
1. Besterfield, Dale H.; “Quality Control”, Fourth Edition, Prentice Hall International Editions, 1994.
2. Gaspersz, Vincent.; “Metode Analisis untuk Peningkatan Kualitas: ISO
9001: 2000, Clause 8: Measurement, Analysis and Improvement”, PT
Gramedia Pustaka Utama, Jakarta, 2001.
3. Gaspersz, Vincent.; “Sistem Manajemen Kinerja Terintegrasi Balanced
Scorecard dengan Six Sigma untuk Organisasi Bisnis dan Pemerintah”,
PT Gramedia Pustaka Utama, Jakarta, 2002.
4. Grant, Eugene L. Dan Richard S. Leavenworth.; “Pengendalian mutu
Statistis”, Edisi Keenam, Jilid 1, Erlangga, 1996.
5. Kurniawan, Agung.; ”Implementasi Pengendalian Kualitas Six Sigma
dengan Menggunakan Metode DMAIC pada Lini Produksi Final D serta Lini Top Cabinet dan CD-Changer Departemen Audio PT. Sharp Yasonta Indonesia”, Universitas Gunadarma, 2005.
http://library.gunadarma.ac.id/go.php?id=jbptgunadarma-gdl-grey-2005-agungkurni-473
6. Miranda, S.T. dan Drs. Amin Widjaja Tunggal, Ak. MBA.; “Six Sigma:
Gambaran Umum Penerapan Proses dan Metode-metode yang Digunakan untuk Perbaikan GE, Motorola”, Harvarindo, 2002.
7. Muis, Rudijanto ST., MT.; ”Diktat Kuliah Rekayasa Kualitas”, Universitas Kristen Maranatha, Bandung, 2005.
8. Nasution, Drs. M. Nur, M.Sc., A.P.U.; “Manajemen Mutu Terpadu (Total
Quality Management)”, Edisi Kedua, Ghalia Indonesia, 2005.
9. Pande, Pete dan Larry Holpp.; “Berpikir Cepat Six Sigma”, ANDI Yogyakarta, 2003.
10.Pande, Peter S., Robert P. Neuman, Roland R. Cavanagh.; “The Six Sigma
Way: Bagaimana GE, Motorola, dan Perusahaan Terkenal Lainnya
Mengasah Kinerja Mereka”, ANDI Yogyakarta, 2003.
11.Pyzdek, Thomas.; “The Six Sigma Handbook: Panduan Lengkap untuk
Greenbelts, Blackbelts, dan Manajer pada Semua Tingkat”, Edisi
Pertama, Salemba Empat, Jakarta, 2002.
12.Six Sigma dalam Manajemen Mutu.
http://72.14.253.104/search?q=cache:zK1Kbbg3LRoJ:www.angelfire.com/mo
on/artemisia_diana/Files/UTSManajemenMutu.doc+FMEA&hl=id&gl=id&ct
=clnk&cd=51&lr=lang_id
13.Tim Asisten Rekayasa Kualitas.; ”Panduan Praktikan Modul V DMAIC”, Universitas Kristen Maranatha, Bandung, 2005.