Pengaruh Variasi Electrode Terhadap Kekerasan dan
Lebar HAZ Pada Material Dengan Metode Pengelasan
SMAW
Andri, Nurul Laili Arifin and Andew Mantik
Batam Polytechnics
Mechanical Engineering Study Program
Jl. Ahmad Yani, Batam Centre, Batam29461, Indonesia
E-mail: [email protected]
Abstrak
Dalam dunia pengelasan saat ini, nilai kekerasan menjadi tolak ukur sebuah produk. Karena pada dasarnya kekerasan akan berbanding lurus dengan kekuatan, khususnya pada material baja karbon. Kekerasan adalah ketahan bahan atau logam terhadap deformasi yaitu deformasi tekan atau indentasi. Pada umumnya pengujian kekerasan bertujuan untuk mengukur tahanan dari bahan atau logam terhadap deformasi plastis. Prinsip pengukurannya adalah dengan memberi gaya tekan melalui sebuah identor pada permukaan bahan atau logam. Kemudian luas atau dimensi atau diameter dari jejak penekanan/indentasi diukur. Tujuan penelitian ini untuk melihat pengaruh variasi electroda saat pengelasan terhadap kekerasan dan lebar HAZ pada material dengan metode SMAW. Electroda yang digunakan adalah E6013, E7016, E7018. Kekerasan material diukur dengan menggunakan Hardness Vickers, pada daerah terpengaruh panas (HAZ) lebar HAZ diketahui dengan melakukan pengujian makro, material yang digunakan adalah baja karbon rendah (low carbon steel). Proses dilakukan dengan menggunakan proses pengelasan SMAW dengan variasi electroda E6013, E7016, dan E7018. Dari hasil pengujian, kekerasan tertinggi dimiliki oleh elektroda E7016 dengan nilai kekerasan 343 HVN dan lebar HAZ yang terbesar terdapat pada elektroda E6013 dengan lebar 2mm yang terjadi pada setiap variasi electroda dapat diketahui.
Kata Kunci: Pengelasan, Kekerasan, HAZ
Abstract
In today's welding world, the value of hardness becomes the grade of a product. Because basically the hardness will be directly proportional to the strength, especially on carbon steel material. Hardness is a material or metal resistance to deformation cause deformation or indentation. In general, hardness testing aims to measure the resistance of a material or metal to plastic deformation. The principle of measurement is by giving a compressive force through an identor on the surface of the material or metal. Then the width or dimension or diameter of the impression / indentation trace is measured. The purpose of this research is to know the effect of electrode variation during welding process for hardness and HAZ width in material by using SMAW welding process. Electrode used are E6013, E7016, E7018. The hardness of material is measured using hardness vickers at HAZ area. HAZ width is known by macro test, material used is low carbon steel. Welding process used is SMAW with variation electrode E6013, E7016, E7018. From the test results, the highest hardness is owned by electrode E7016 with hardness value 343 HVN and width of HAZ is found in electrode E6013 with width 2mm which happened at every variation of electrode.
Keywords : Welding, Hardness, HAZ
1
Pendahuluan
Pengelasan adalah salah satu teknik
penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam penambah dan menghasilkan sambungan yang
kontinyu. Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas, meliputi perkapalan, jembatan, rangka baja, bejana tekan, pipa pesat, pipa saluran, dan lain sebagainya. Teknik pengelasan memiliki banyak keuntungan, yaitu : Fasilitas produksi lebih murah, meningkatkan nilai ekonomis, produktivitas , berat yang lebih ringan dan batas mulur (yield) yang lebih baik. Disamping keuntungan tersebut teknik pengelasan menimbulkan efek yang merugikan, diantaranya: Terjadinya distorsi dan perubahan bentuk (deformasi) oleh pemanasan dan pendinginan cepat, Kerentanan terhadap retak rapuh dari sambungan las lebih besar [1].
Pada setiap kawat las SMAW memiliki kode pada kangdungan flux yang berbeda seperti E7018, memiliki arti, E = Electrode, 70 = 70.000Psi (Kekuatan Tarik), 1 = All position, 8 = Penetrasi las sedang, daya AC/DC, kandungan selaputnya serbuk besi 25%-40%, hydrogen
rendah. Sedangkan E7016 memiliki arti, E=
Electrode , 70 = 70.000 Psi (Kekuatan Tarik), 1 =
All position, 6 = Electrode jenis ini mengandung
hydrogen yang rendah (kurang dari 0,5%) sehingga deposit las juga dapat bebas dari porositas. Dan Electrode E6013 memiliki arti yang berbeda, yaitu E=Electrode, 60 = 60.000 Psi (Kekuatan Tarik), 1 = All Position, 3 = mengandung lebih banyak kalium memudahkan pemakaian pada Voltage mesin yang rendah.
Electrode dengan diameter kecil kebanyakan diapakai untuk pengelasan pelat tipis[2].
Uji kekerasan atau hardness test merupakan salah satu cara untuk mengetahui kekuatan atau ketahanan suatu bahan atau material. Sedangkan kekerasan (hardness) itu sendiri ialah salah satu sifat mekanik dari suatu material selain sifat fisik dan teknologi yang dimilikinya. Pasalnya, kekerasan didefinisikan sebagai kemampuan suatu material untuk menahan beban indentasi atau penetrasi (penekanan)[3].
H A Z (Heat Affected Zone) merupakan daerah yang dipengaruhi panas dan juga logam dasar yang bersebelahan dengan logam las yang
selama proses pengelasan mengalami siklus termal pemanasan dan pendinginan cepat, sehingga terjadi perubahan struktur akibat pemanasan tersebut disebabkan daerah yang mengalami pemanasan yang cukup tinggi[4].
Pada penelitian ini akan dibahas mengenai pengaruh variasi electrode pada material low carbon steel dengan tebal 12mm terhadap kekerasan dan lebar HAZ.
2
Metodologi Penelitian
Pengambilan data pada pengujian dilakukan di Workshop Welding Politeknik Negeri Batam dengan ketentuan sebagai berikut :
2.1 Flowchart Penelitian
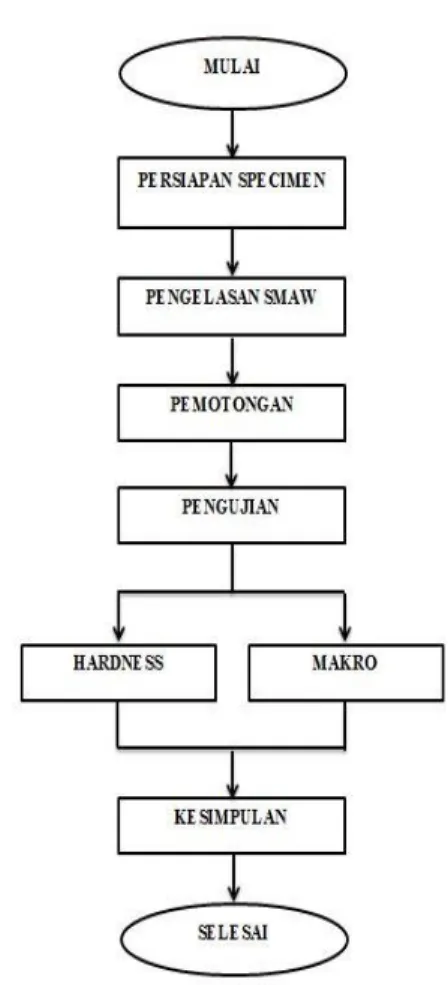
Gambar 1. Diagram Alur Penelitian
Flow chart berfungsi untuk membantu proses penelitian dari tahap mulai, persiapan spesimen dalam hal material yang digunakan, kawat yang digunakan dll. Kemudian variabel pengelasan bertujuan untuk membandingkan
antara satu dengan yang lain. Kemudian pemotongan benda uji dan pengujian setelah itu kesimpulan yang di dapat dari analisa proses selama proses pengerjaan.
2.2Persiapan Spesimen
Spesimen yang digunakan adalah carbon steel material dengan ukuran 200mm x 150mm x 12mm.
Gambar 2.Ukuran Specimen
Spesifikasi komposisi kimia dilakukan dengan menggunakan pengujian spectro.
TABEL I
SPESIFIKASI BAJA LOW CARBON STEEL
2.4 Pengelasan Spesimen
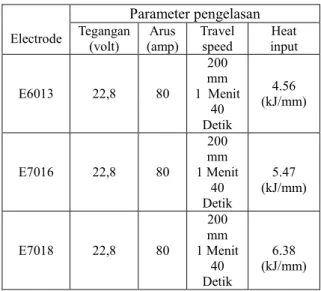
Alat yang digunakan dalam penelitian ini adalah mesin las SMAW, Proses pengelasan dilakukan dengan posisi 1G. Untuk filler metal sendiri menggunakan 3 jenis electrode, yaitu : E6013, E7016 dan E7018 dengan diameter 2,6mm. Parameter yang digunakan untuk pengelasan SMAW dengan bahan baja karbon rendah dengan tebal 12mm.Dengan Ampere dan Voltage yang sama, yaitu : 80 A dan 22,8 V dengan
sudut pengelasan 45O dan Travel Speed yang
berbeda-beda setiap electrode. Pada saat pengelasan dilakukan pengukuran travel speed., Kemudian parameter tersebut disubtitusikan ke persamaan (1), persamaan heat input.
TABEL II
TEGANGAN DAN ARUS YANG DIGUNAKAN Parameter pengelasan Electrode Tegangan (volt) (amp) Arus Travel speed input Heat
E6013 22,8 80 200 mm 1 Menit 40 Detik 4.56 (kJ/mm) E7016 22,8 80 200 mm 1 Menit 40 Detik 5.47 (kJ/mm) E7018 22,8 80 200 mm 1 Menit 40 Detik 6.38 (kJ/mm)
Rumus Heat Input
Hi = A.V x 0.06
𝑆 . . . (1)
Keterangan:
Hi = Heat Input (Kj/In or Kj/min) A = Ampere (amps)
V = Voltage (volts)
S = Travel Speed (in/min or mm/min)
2.5 Pemotongan Spesimen
Pemotongan spesimen dilakukan menggunakan gergaji besi (Bandsaw) pada setiap masing-masing jenis electrode yang digunakan. Seperti yang ditampilkan pada gambar 3.
2.6 Pengujian Kekerasan
Tujuan Pengujian dilakukan dengan alat uji Hardness Vickers model HVS-1000A dengan beban 9.8 N dan dwell time 20 detik. Lokasi pengujian dilakukan pada daerah Fuzion Zone (4x), HAZ (3x), dan Base Metal (3x) seperti yang ditampilkan pada Gambar 4.
Gambar 4. Lokasi pengujian kekerasan
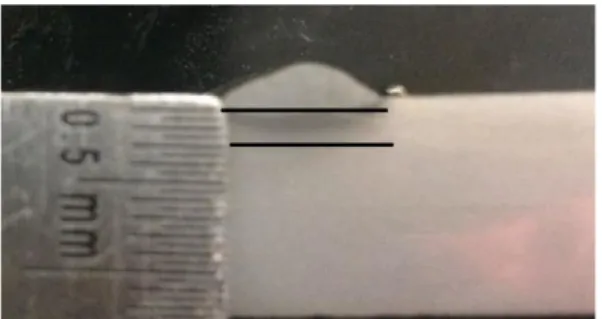
2.7 Pengujian Makro
Pengujian Makro dilakukan dengan menggunakan Camera Digital dengan 5 Mega Pixel. Pengukuran lebar HAZ dilakukan dengan menggunakan mistar baja. untuk masing-masing lebar HAZ dengan electroda yang berbeda-beda. Spesimen disiapkan melalui langkah-langkah yaitu dengan pengamplasan dan etching. Spesimen diamplas dengan urutan amplas yang terkasar hingga terhalus dengan urutan grit size 80-800 CW. Spesimen di Etching menggunakan cairan nital (alkohol + asam nitrat) dengan komposisi 95% Alkohol dan 5% asam nitrat. Lokasi pengujian dilakukan pada daerah HAZ seperti yang ditampilkan pada gambar 5.
Gambar 5. Lokasi pengukuran lebar HAZ
3
Analisis Data dan Pembahasan
Dari hasil pengujian makro yang dilakukan diperoleh hasil lebar HAZ dan tingkat kekerasan yang berbeda-beda. Dapat dilihat pada tabel dibawah ini.Gambar 6. Hasil Macro E6013
Gambar 7. Hasil Macro E7016
Gambar 8. Hasil Macro E7018
TABEL III
DATA PENGUKURAN LEBAR HAZ
Dari tabel diatas menunjukkan hasil dari lebar HAZ pengelasan. Pada lebar HAZ yang tertinggi terdapat pada elektroda E7018 dibandingkan E6013 dan E7016. Elektroda E7018 memiliki lebar HAZ yaitu 2 mm dan E6013 dan E7016 memiliki lebar HAZ yang sama yaitu 1,5 mm.
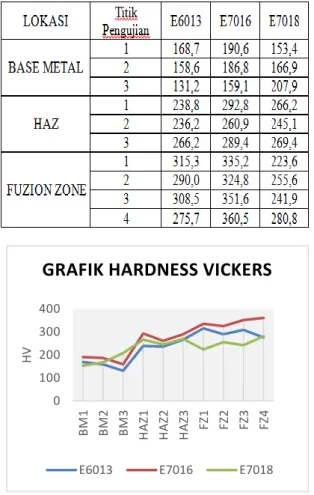
TABEL IV
DATA HARDNESS VICKERS TESTING
Gambar 9. Grafik Hardness Vickers
TABEL V
NILAI RATA-RATA HARDNESS VICKERS
Elektrode Base Metal HAZ Weld Metal E6013 152.8 247 297.3 E7016 178.8 281 343 E7018 176 260.2 250.4
Gambar 10. Diagram Hardness Vickers
Dari gambar grafik diatas menyatakan bahwa tingkat kekerasan yang tertinggi dimiliki oleh elektroda E7016 dengan nilai kekerasan 343 HVN pada bagian weld metal. Sedangkan, untuk nilai terendah pada bagian weld metal dimiliki oleh elektroda E7018 dengan nilai kekerasan sebesar 250.4 HVN. Untuk tingkat kekerasan pada Base Metal dengan nilai tertinggi yaitu pada elektroda E7016 dan nilai yang terendah terdapat pada elektroda E6013. Sedangkan pada bagian HAZ dengan tingkat kekerasan yang tertinggi terdapat pada elektroda E7016 dan tingkat terendah pada terdapat pada elektroda E6013.
Kesimpulan
Hasil dari analisa yang diperoleh selama
penelitian yaitu, lebar HAZ yang terbesar
terdapat pada elektroda E7018 dengan lebar 2
mm. Sedangkan, untuk
tingkat kekerasan pada pengujian Hardness Vickers, kekerasan tertinggi dimiliki oleh elektroda E7016 dengan nilai kekerasan 343.0 HVN pada bagian weld metal.dan nilai terendah pada bagian weld metal dimiliki oleh elektroda E7018 dengan nilai kekerasan sebesar 250.4 HVN. 0 100 200 300 400 B M 1 B M 2 B M 3 H A Z1 H A Z2 H A Z3 FZ1 FZ2 FZ3 FZ4 HV
GRAFIK HARDNESS VICKERS
E6013 E7016 E7018
0 100 200 300 400
E6013 E7016 E7018
K EK ER A SA N (H VN )
DIAGRAM RATA-RATA
HARDNESS VICKERS
Referensi
[1] Wiryosumarto,H, dan Okumura,T, (2000),
Teknologi Pengelasan Logam, Pradnya Paramita, Jakarta.
[2] AWS A5.1/A5.1M:2004,Specification For Carbon Steel Electrodes For Shielded Metal Arc Welding.
[3] Sutomo, Budi Gunawan (2010). Sepintas tentang Uji Keras Material (Hardness Test). [4] Heat Affected Zone (HAZ) : Definition. https://inspectioneering.com/tag/heat+affected+zo ne, 20-maret-2017.
[5] American Society Of Mechanical Engineering, 2015, BPVC Section IX: Qualification Standardfor Welding, Brazing, and Fusing Procedure; Welder; Brazer; and Welding; Brazing; and Fusing Operator, New York.