MODEL EVALUASI PRODUK PRATIKAN MENGGUNAKAN ALAT POTONG, ALAT UKUR, DAN MESIN PRODUKSI
UNTUK MATA KULIAH PRAKTEK TEKNOLOGI MEKANIK
Oleh: Hariyanto
Dosen Politeknik Perkapalan Negeri Surabaya E-mail: bendoyo_hgr@yahoo.com
Abstrak: Untuk mengembangkan kemampuan/meningkatkan ketrampilam mahasiswa dalam melakukan kegiatan Praktek Teknologi Mekanik, perlu dilakukan beberapa persiapan antara lain; teori penunjang yang membekali mahasiswa dalam mempercepat alih pengetahuan dan ketrampilan yaitu mata kuliah Teknologi Mekanik dan mata kuliah Gambar Teknik. Untuk mencapai kemampuan ketrampilan tersebut diperlukan peralatan pendukung yaitu ; Alat potong , Mesin Produksi dan Alat Ukur dengan beberapa gambar kerja yang digunakan sebagai bahan dalam melakukan kegiatan alih ketrampilan. Gambar kerja (Latihan Mengikir, Mengebor, Mengetap) dan Gambar Klem Paralel beserta ganbar bagiannya (Detail Drawing). Model evaluasi produk dilakukan dengan beberapa kriteria antara lain Kehadiran 10% , Proses Produk 20%, Performen Produk 20%, Akurasi Ukuran Produk 40%, Ketepatan waktu Produk 10%, sebagai gambaran sebanyak 30 Pratikan. Hasil Pratikan dievaluasi dengan Model Evaluasi Produk Pratikan dari data yang ada diolah untuk menentukan nilai akhir Pratikan dengan NA (Nilai Angka) atau NH (Nilai Huruf).
Abstract: To develop student skills in Mechanical Technology Practice activities, need to do some preparation, among others; theory that equip students to transfer of knowledge and skills in Technology Mechanical Engineering and Technical Drawing. To achieve the required capabilities need support equipment i.e; Cutting tools, machines and Measurement Product with some working drawings that are used as ingredients in conducting the transfer of skills. Working Drawings (Filing, Drilling, Tapping) and detail drawing of parallel Clamp. Model evaluation of products made by some criteria such as presence of 10% Product Process 20%, Product performance 20%, Product Dimensions Accuracy 40 %, Product Timeliness 10%, as many as 30 Students Results were evaluated with Student’s Product. Evaluation Model of the existing data is processed to determine the final Student’s value with NA (Numeric Value) or NH (Letter Value).
Kata Kunci: alat ukur, mesin produksi, evaluasi produk, nilai praktikan
Dengan meningkatnya jumlah kelulusan sekolah menengah atas dan banyaknya program pendidikan tingkat lanjutan yang ditawarkan nantinya akan menjadi pilihan calon mahasiswa . Salah satu Pendidikan profesi tidak sedikit menjadi pilihan calon mahasiswa.
Untuk menyelesaikan tingkat pendidikan lanjutan, yang mana pada pendidikan profesi akan memproduk siswa menjadi tenaga terampil dalam melakukan kegiatan Produksi yang berkualitas dan harapan konsumen.
Untuk memenuhi harapan tersebut tentunya diperlukan sarana dan prasarana yang memadai untuk menunjang kebutuhan prakek Teknologi Mekanik dan Model penilaian yang dapat memenuhi harapan dan dipertanggung jawabkan .
Penilaian yang akan dilakukan dalan adalah Model Evaluasi produk pratikan yang telah disepakati lembaga penyelenggara pendidikan antara lain untuk penilaian Produk Pratikan meliputi aspek ; Kehadiran Siswa, Proses Produk, Performen Produk, Akurasi Ukuran, Ketepatan Waktu sebagai pedomannya Model Evaluasi Produk Pratikan diambil tiga jenis mesin Perkakas yaitu (1) Mesin Bubut, (2) Mesin Frais, (3) Mesin Sekrap, (4) Mesin Bor dan Alat Ukur (Mikrometer, Jangka Sorong, Mal Radius dan Height Gauge) dengan beberapa gambar kerja yang digunakan sebagai acuaan dalam melakukan kegiatan alih ketrampilan. Gambar kerja yang digunakan berupa Gambar Susunan Klem Praralel beserta gambar bagiannya. (Detail Drawing) terdiri dari Rahang Tetap, Rahang bergerak, Batang ulir Pemutar, Batang ulir Penahan, Penahan dan Baut Penahan. Jumlah Mahasiswa/Jumlah Pratikan sebanyak 30 siswa.
Tujuan dari model evaluasi produk pratikan adalah untuk memberi gambaran yang benar dengan mengambil data dari hasil produk pratikan yang melakukan kegiatan praktek dan disajikan dalam bentuk nilai angka dan nilai huruf.
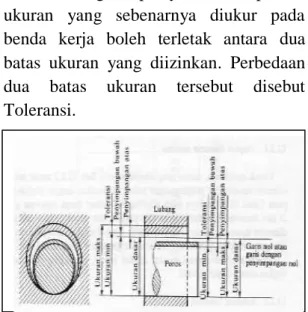
Pada suatu proses produksi ketidak telitian ukuran tidak dapat dihindari, suatu komponen transmisi
tidak dapat dibuat setepat ukuran yang diminta. Agar persyaratan dipenuhi ukuran yang sebenarnya diukur pada benda kerja boleh terletak antara dua batas ukuran yang diizinkan. Perbedaan dua batas ukuran tersebut disebut Toleransi.
Gambar 1. Toleransi Batas Toleransi dan Suaian
Batas toleransi diberikan pada suatu komponen, supaya komponen tersebut dapat berfungsi dengan sesuai pada suatu sistim rakitan, dan memenuhiu suatu kondisi dimana suatu saat komponen tersebut harus diperbaiki atau diganti dengan yang baru.Pada Gambar 2 dapat diterjemahkan Ukuran Poros 30 h6. Dimana h6 telah ditulis 0 dan –0,013 artinya ukuran yang diizinkan batas bawah 29,987 dan batas atas 30,000 untuk Ukuran Lubang 30 F7 dimana F7 telah ditulis – 0,041 dan – 0,020 artinya ukuran yang diizinkan batas bawah 29,959 dan batas atas 29,980.
Simbol dan Toleransi Setempat
Apabila toleransi yang berhubungan dengan posisi nominal simetris tanda ± dapat digunakan Toleransi setempat adalah pemeriksaan yang dilakukan pada sebagian panjang . Toleransi setempat besarnya berada diantara nilai maksimum dan nilai minimum yang telah ditentukan, contoh:
Panjang 15 ± 0,01 berarti ukuran yang diizinkan 15,01 dan 14,99.
Panjang 25 ± 0,06 berarti ukuran uang diizinkan 25,06 dan 24,94
Gambar 3. Toleransi Setempat
Lambang untuk Menyatakan Cara Pengerjaan, Besar Toleransi Dan Arah Bekas Pengerjaan
Lambang cara pengerjaan dan besar toleransi dapat dilihat pada Gambar 4.
Gambar 4. Lambang pengerjaan dan besar toleransi
Keterangan Gambar 3:
a = Nilai kekasaran Ra dalam Mikrometer = Angka kelas kekasaran N1 – N12 b = Cara produksi , pengerjaan c = Panjang contoh
d = Arah bekas pengerjaan e = Kelonggaran pemesinan f = Nilai kekasaran lain ( dalam kurung )
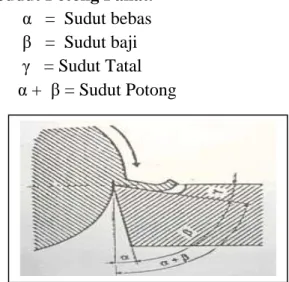
Sudut Potong Pahat. α = Sudut bebas β = Sudut baji γ = Sudut Tatal α + β = Sudut Potong
Gambar 5. Sudut Potong Pahat Putaran ( n )
Untuk menghitung putaran benda kerja pada mesin Bubut dapat digunakan formula putaran seperti dibawah ini.
(n) = 1000 . Vc / π. d Dimana: ( n ) = putaran ( rpm ) π = 3,14 d = diameter ( mm ) 1000 = m mm Vc = kecepatan potong (m/menit)
untuk jenis pahat HSS dan jenis bahan ST 37 perhatikan Tabel 1.
Tabel 1 Kecepatan Potong Pahat HSS dan jenis bahan ST 37
Menghitung kecepatan putar End Mild Cutter pada mesin Frais dengan menggunakan formula berikut:
( n ) = 1000 . Vc/π.d
Tabel 2: Cutting Speed
METODE PENELITIAN Bahan St 37 ukuran 56 x 35 x 12 mm (30 ) St 37ukuran 112 x 19 x 19 mm (15 ), St 37ukuran 112 x 19 x 19 mm (15 ), St 37 ukuran Ø 16 x 90 mm ( 15 ), St 37 ukuran Ø 16 x 100 mm (15 ), St 37 ukuran 32 x 16 x 2 mm ( 15 ), Baut ukuran M5 x 10 ( 15 ),
Gambar 6: Material Praktek Alat
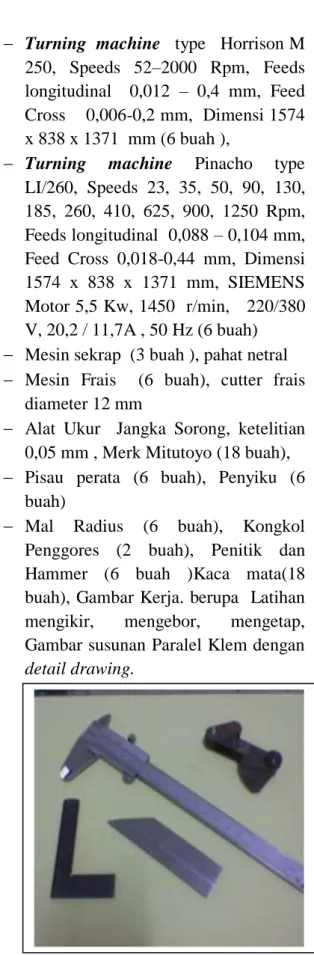
Alat potong (Kikir (30), Tap (6), Sney (12), Gergaji besi (6)
Turning machine type Horrison M 250, Speeds 52–2000 Rpm, Feeds longitudinal 0,012 – 0,4 mm, Feed Cross 0,006-0,2 mm, Dimensi 1574 x 838 x 1371 mm (6 buah ),
Turning machine Pinacho type LI/260, Speeds 23, 35, 50, 90, 130, 185, 260, 410, 625, 900, 1250 Rpm, Feeds longitudinal 0,088 – 0,104 mm, Feed Cross 0,018-0,44 mm, Dimensi 1574 x 838 x 1371 mm, SIEMENS Motor 5,5 Kw, 1450 r/min, 220/380 V, 20,2 / 11,7A , 50 Hz (6 buah)
Mesin sekrap (3 buah ), pahat netral
Mesin Frais (6 buah), cutter frais diameter 12 mm
Alat Ukur Jangka Sorong, ketelitian 0,05 mm , Merk Mitutoyo (18 buah),
Pisau perata (6 buah), Penyiku (6 buah)
Mal Radius (6 buah), Kongkol Penggores (2 buah), Penitik dan Hammer (6 buah )Kaca mata(18 buah), Gambar Kerja. berupa Latihan mengikir, mengebor, mengetap, Gambar susunan Paralel Klem dengan
detail drawing.
Gambar 8: Kongkol Penggores
Gambar 9: Alat Potong
Gambar 10: Mesin Bubut
Gambar 11 : Mesin Frais
Gambar 12 : Mesin Sekrap Metode Penilaian
Penilaian Produk Pratikan
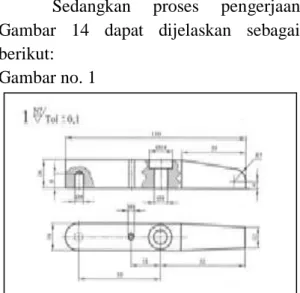
Penilaian produk pratikan dilakukan setelah Pratikan menyelesaikan Gambar kerja (1) Latihan mengikir, mengebor dan mengetap dengan 8 x pertemuan atau 4 x 50 x 8 (1600 menit), Kemudian dilanjutkan Gambar Kerja (2) Paralel Klem dengan dilengkapi gambar detail diberikan selama 4 x 50 x 9 (1800 menit) dikerjakan dalam team work (1 unit Paralel Klem 3 mahasiswa).
Gambar kerja yang dimaksud adalah sebagai berikut:
Gambar 13: Mengikir, Mengebor, Mengetap
Untuk Gambar 13 masing masing Mahasiswa memproduk sesuai gambar sedangkan untuk gambar 14 dikerjakan 3 Mahasiswa sudah dalam bentuk 1 unit Paralel Klem dengan team work dengan produk evaluasi nilai sama misal Mahasiswa dengan nomer urut absen 10, 11, 12 menghasilkan 1 unit Paralel Klem dengan nilai 76.
Penilaian Produk Pratikan diberi-kan dengan beberapa kriteria, antara lain: 1. Kehadiran ( 5 - 10 % )
2. Proses Produk ( 20 - 30 % ) 3. Performence Produk ( 10 - 20 % ) 4. Akurasi Ukuran Produk (40 - 50 % ) 5. Ketepatan Waktu ( 10 - 20 % ).
(Sumber data : Pengumuman Direktur Nomer : 4022/K12/AK/2010 ,tanggal 23 Agustus 2010 berlaki semester Ganjil tahun ajaran 2010/201 ).
Besar nilai diberikan 0–100 pada masing masing 1 s/d 5, untuk perubahan nilai angka ke nilai Huruf sebagai berikut:
Nilai angka 80 - 10, Nilai Huruf A Nilai angka 71 - 80 , Nilai Huruf AB Nilai angka 66 - 70 , Nilai Huruf B Nilai angka 61 - 65 , Nilai Huruf BC Nilai angka 56 - 60 , Nilai Huruf C Nilai angka 41 - 55 , Nilai Huruf D Nilai angka 0 - 40 , Nilai Huruf E.
Proses Pengerjaan .
Proses pengerjaan Gambar 13 dapat dijelaskan sebagai berikut:
1. Perilksa ukuran benda kerja tidak kurang dari ukuran gambar kerja degan jangka sorong.
2. Cekam benda kerja pada ragum meja kemudian ratakan bidang 1 dengan kikir segi empat kasar.periksa kerataan dengan pisau perata
3. Ratakan bidang 2 dan bidang 3 dengan menggunakan dengan alat pisau perata dan penyiku
4. Ratakan bidang 4, dengan memperhatikan ukuran yang ada pada Gambar 13 dengan alat ukur jangka sorong ukuran sesuai toleransi gambar Tol ± 0,2 ukuran yang benar tebal 11,2 / 10,8 mm. 5. Ratakan untuk bidang 5 dan 6
dengan ukuran 34,2 / 33,8 mm dan 54,8 / 55,2 mm.
6. Buat gambar kedudukan titik pengeboran dan titik yang lain dengan menggunakan konkol penggores (Gambar 8)
7. Buat radius pada bagian ujung/ sudut benda kerja dengan kikir dan periksa dengan mal Radius .
8. Buat lubang dengan mata bor yang sesuai gambar dengan mesin bor Ø 5 tiga lubang , Ø 5 M6, Ø 6,8 --> M8, Ø 8,5 M10 dan Ø 12.
9. (8). Buat ulir dalam M6 dengan Tap M6, M8 dengan Tap M8, M10 dengan Tap M10.
10. Gergaji Lurus berakhir pada lubang diameter 5 perhatikan gambar kerja dengan benar.
11. Champer semua sisi benda kerja ± 0,2 mm. Gambar 13 selesai.
Sedangkan proses pengerjaan Gambar 14 dapat dijelaskan sebagai berikut:
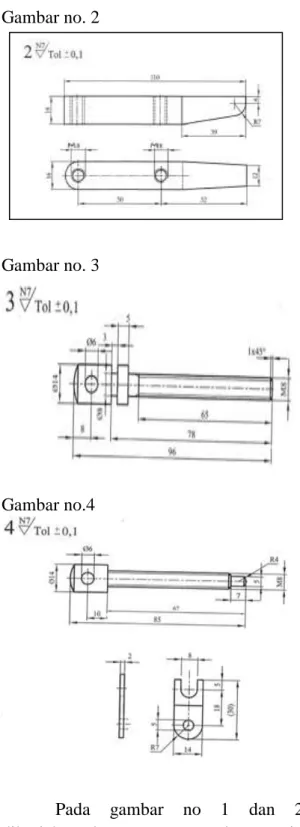
Gambar no. 2
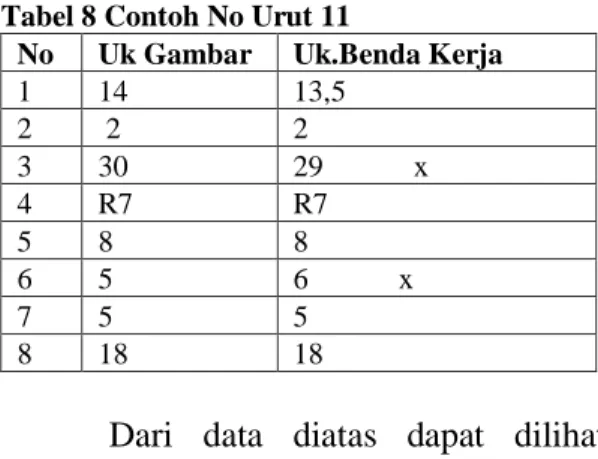
Gambar no. 3
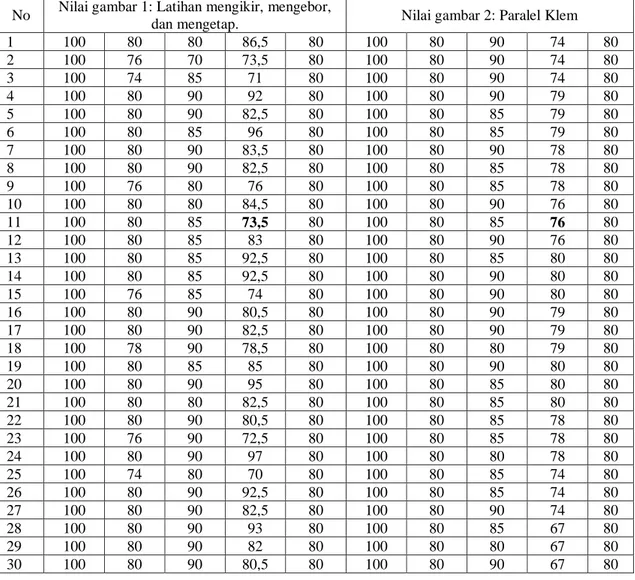
Gambar no.4
Pada gambar no 1 dan 2 dikerjakan dengan menggunakan mesin frais.
1. Periksa ukuran bahan tidak kurang dari ukuran gambar dengan jangka sorong
2. Cekam pada ragum mesin dengan menggunakan paralel Pad (ganjal)
dan setting putaran pisau frais dengan formula : (n) = 1000 . Vc/π. d 3. N 320 rpm.
4. Potong muka 0,5 mm dan cekam balik potong menjadi 16 mm.
5. Sisi lain lakukan sama langkah 3 6. Cekam padaragum mesin panjang
benda melebihi sisi ragun dan potong sisi 0,5 kemudian cekam balik potong menjadi 110 mm.
7. Marking dengan penggores sesuai gambar pada benda .
8. Cekam kemiringan gambar sejajar mulut ragum dilebihkan 1 mm diatas mulut ragun dan lakukan pemotongan.
9. Potong sama dengan langkah 1 s/d 7 utuk benda yang ke 2.
10. Untuk radius luar dikikir dan periksa dengan mal radius hingga sama gambar.
11. Lakukan untuk benda yang ke 2. 12. Buat lubang di mesin bor diameter 5
pada benda no bagian 2 tembus. Dan pasangkan benda no bagian 1 bor sama sama dengan no bagian 2 sedalam 1 mm
13. Pada benda no bagian 2 Buat lubang diameter 6,8 dan ulir dalam dengan Tap M8 dan Tangkai Tap cekam pada ragum bangku kerja sesuai gambar.
14. Pada benda no bagian 1 buat lubang diameter sedalam 8 mm, lubang diameter 4,2 mm , ulir dalam M5. Buat lubang dan lakukan counterbor sesuai gambar.
Untuk gambar no 1 dan no 2 dapat juga dikerjakan dimesin sekrap untuk ukuran 16 x 16 x 110.
Pada gambar no. 3 dan no. 4 dikerjakan di mesin Bubut, sebagai berikut:
1. Periksa ukuran bahan tidak kurang ukuran gambar dengan jangka sorong 2. Cekam benda kerja pada chunk mesin
bubut rahang 3 ujung bebas 25 mm . seting mesin putaran 350 rpm
3. Setting pahat rata dan potong muka , potong menjadi dimeter 14 mm 4. Cekam balik potong sesuai gambar
dimeter 7,8 mm sejauh 78 mm.no bagian 3, no bagian 4 diameter 7,8 sejauh 67 mm
5. Buat alur ukuran sesuai gambar no bagian 3
6. Untuk no 4 sama langkah 1 s/d 4 7. Buar radius kedua benda sesuai
gambar pahat radius periksa dengan mal radius.
8. Buat ulir luar dengan Sney M8 kedua benda, cekam pada chuck kepala tetap di mesin Bubut dengan didukung poros kepala lepas (tail stock) agar ulir lurus mesin off ( mati).
Pada Gambar 14 penahan dapat dikerjakan di bangku kerja dan dilubang dengan mata bor sesuai gambar. Pada proses perakitan masing masing no bagian 1 sampai 4 disesuaikan gambar susunan Paralel Klem (Gambar 14).
PEMBAHASAN
Pengambilan Data Nilai
Pengambilan data nilai dilakukan setelah Pratikan menyelesaikan gambar kerja 1. Untuk nilai dapat dijelaskan dengan formulasi berikut:
Untuk dimensi benda kerja mengacu pada toleransi ukuran yang telah ditentukan
pada gambar kerja, misalnya ukuran panjang 55 mm 55,2/54,8, Lebar 34 mm 33,8 / 34,2 , Tebal 11 mm 11,2/10,8 ukuran yang benar. Selanjutnya dibuat formulasi untuk Penilaian Latihan mengikir, Mengebor dan Mengetap.
Tabel 3 Contoh No Urut 11
No Ukuran Gambar Ukuran Benda Kerja 1 Ø 5 (10,9 ) 5 Ø 5 5 2 Ø 5 (17,9 ) 5 Ø 5 5 3 Ø 5 (24,9) 5 Ø 5 5 4 Ø 12(45,17) 5 Ø 12 5 5 R 10 4 R 10 2 6 R 10 4 R 10 3 7 M 6 ( 8,10 ) 10 M 6 10 8 M 8 (18,10 ) 10 M 8 10 9 M 10 (30,10 ) 10 M 10 10 10 55 10 54,5 x 0 11 34 10 34,6 x 0 12 11 10 10,8 10 13 Gergaji 1 4 Gergaji 1 3 14 Gergaji 2 4 Gergaji2 3 15 Gergaji 3 4 Gergaji 3 2,5 Data Tabel 3 total nilai ukuran = 73,5, ukuran 54,5 dan 34,6 tidak memenuhi toleransi gambar kerja. Penilaian gambar kerja 2 (Paralel Klem) Berikut ini diberikan formulasi untuk penilaian gambar kerja 2 untuk benda kerja no bagian 1: Tabel 4 Contoh No Urut 11 No Uk Gambar Uk.Benda Kerja 1 110 110 2 16 16 3 16 16 4 Ø 5 Ø 5 5 8 8 6 Ø 8 Ø 8 7 Ø 14 Ø 14 8 39 40 x 9 R7 R7 10 4 4 11 12 11 x 12 52 53 x 12 18 18
14 M5 M5
15 50 50
Dari data Tabel 4 diatas dapat dilihat untuk no 8, 11, 12 tidak benar maka Penilaian dapat dihitung jumlah yang benar.
13 x 100 / 15 = 86,67 (1) Untuk penilaian gambar kerja 2 untuk benda kerja no bagian 2.
Tabel 5 Contoh No Urut
No Uk Gambar Uk.Benda Kerja
1 110 110 2 16 16 3 16 16 4 M 8 M 8 5 M 8 M 8 6 39 38 x 7 R7 R7 8 4 4 9 12 11 x 10 52 53 x 11 50 50
Dari data diatas dapat dilihat untuk no 6,9,10 tidak benar maka Penilaian dapat dihitung jumlah yang benar
8 x 100 / 11 = 72,73 (2)
Untuk penilaian gambar kerja 2 untuk benda kerja no bagian 3.
Tabel 6 Contoh No Urut 11
No Uk Gambar Uk.Benda Kerja
1 Ø 14 Ø 14 2 Ø 6 Ø 6 3 3 3 4 5 5 5 1 x 45° 1 x 45° 6 M 8 M 8 7 65 64 x 8 78 78 9 96 96 10 Ø 8 Ø7,5 x 11 8 7 x
Dari data diatas dapat dilihat untuk no 7,10,11 tidak benar maka
Penilaian dapat dihitung jumlah yang benar.
8 x 100 / 11 = 72,73 (3)
Untuk penilaian gambar kerja 2 untuk benda kerja no bagian 4 adalah sebagai berikut.
Tabel 7 Contoh No Urut 11
No Uk Gambar Uk.Benda Kerja
1 Ø 14 Ø 14 2 Ø 6 Ø 6 3 R4 R4 4 M 8 M 8 5 Ø 5 Ø 5 6 7 6 x 7 67 65 x 8 85 85
Dari data diatas dapat dilihat untuk no 6, 7 tidak benar maka Penilaian dapat dihitung jumlah yang benar
6 x 100 / 8 = 75 (4)
Untuk penilaian gambar kerja 2 untuk benda kerja no bagian 4 ;
Tabel 8 Contoh No Urut 11
No Uk Gambar Uk.Benda Kerja
1 14 13,5 2 2 2 3 30 29 x 4 R7 R7 5 8 8 6 5 6 x 7 5 5 8 18 18
Dari data diatas dapat dilihat untuk no 3,6 tidak benar maka Penilaian dapat dihitung jumlah yang benar
6 x 100 / 8 = 75 (5) .
Pengolahan Data
Penilaian untuk gambar kerja 2 dapat dihitung sebagai berikut:
Nilai gambar kerja 2 no bagian 1 86,67 (1) Nilai gambar kerja 2 no bagian 2 72,73 (2) Nilai gambar kerja 2 no bagian 3 72,73 (3) Nilai gambar kerja 2 no bagian 4 75 (4) Nilai gambar kerja 2 no bagian 5 75 (5)
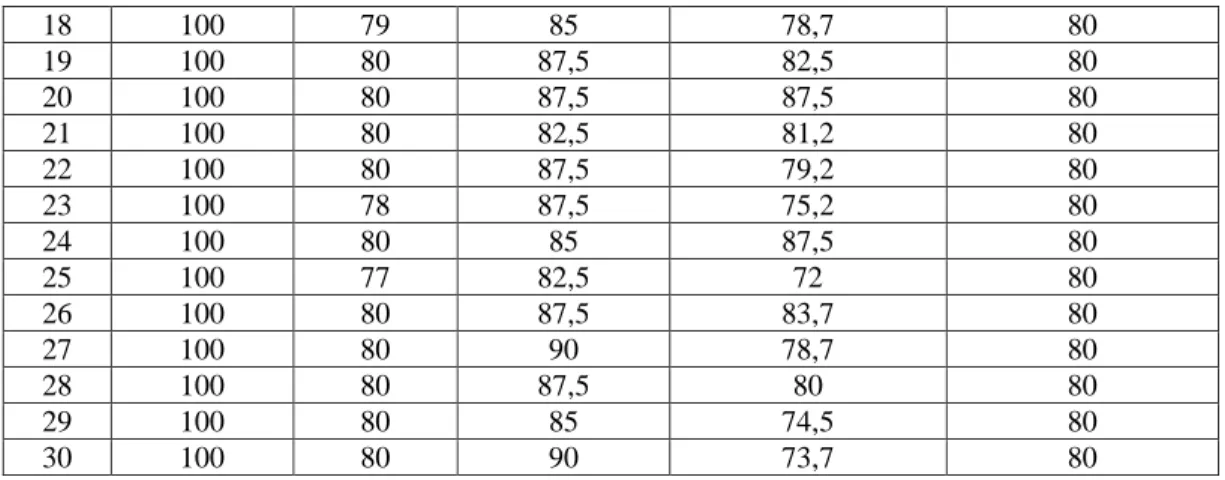
Tabel 3: Data Nilai Pratikan
No Nilai gambar 1: Latihan mengikir, mengebor,
dan mengetap. Nilai gambar 2: Paralel Klem
1 100 80 80 86,5 80 100 80 90 74 80 2 100 76 70 73,5 80 100 80 90 74 80 3 100 74 85 71 80 100 80 90 74 80 4 100 80 90 92 80 100 80 90 79 80 5 100 80 90 82,5 80 100 80 85 79 80 6 100 80 85 96 80 100 80 85 79 80 7 100 80 90 83,5 80 100 80 90 78 80 8 100 80 90 82,5 80 100 80 85 78 80 9 100 76 80 76 80 100 80 85 78 80 10 100 80 80 84,5 80 100 80 90 76 80 11 100 80 85 73,5 80 100 80 85 76 80 12 100 80 85 83 80 100 80 90 76 80 13 100 80 85 92,5 80 100 80 85 80 80 14 100 80 85 92,5 80 100 80 90 80 80 15 100 76 85 74 80 100 80 90 80 80 16 100 80 90 80,5 80 100 80 90 79 80 17 100 80 90 82,5 80 100 80 90 79 80 18 100 78 90 78,5 80 100 80 80 79 80 19 100 80 85 85 80 100 80 90 80 80 20 100 80 90 95 80 100 80 85 80 80 21 100 80 80 82,5 80 100 80 85 80 80 22 100 80 90 80,5 80 100 80 85 78 80 23 100 76 90 72,5 80 100 80 85 78 80 24 100 80 90 97 80 100 80 80 78 80 25 100 74 80 70 80 100 80 85 74 80 26 100 80 90 92,5 80 100 80 85 74 80 27 100 80 90 82,5 80 100 80 90 74 80 28 100 80 90 93 80 100 80 85 67 80 29 100 80 90 82 80 100 80 80 67 80 30 100 80 90 80,5 80 100 80 90 67 80
Tabel 4: Nilai Pratikan Gambar 1 dan Gambar 2
No Rata-rata
Kehadiran Proses Perfomen Akurasi Ukuran. Ketepatan.Waktu
1 100 80 85 80,2 80 2 100 78 80 73,7 80 3 100 77 87,5 72 80 4 100 80 90 85 80 5 100 80 87,5 80,7 80 6 100 80 85 87 80 7 100 80 90 80,7 80 8 100 80 87,5 80,2 80 9 100 78 82,5 77 80 10 100 80 85 89,2 80 11 100 80 74,86 74,7 80 12 100 80 87,5 79,5 80 13 100 80 85 86,2 80 14 100 80 87,5 86,2 80 15 100 78 87,5 77 80 16 100 80 90 79,7 80 17 100 80 90 80,7 80
18 100 79 85 78,7 80 19 100 80 87,5 82,5 80 20 100 80 87,5 87,5 80 21 100 80 82,5 81,2 80 22 100 80 87,5 79,2 80 23 100 78 87,5 75,2 80 24 100 80 85 87,5 80 25 100 77 82,5 72 80 26 100 80 87,5 83,7 80 27 100 80 90 78,7 80 28 100 80 87,5 80 80 29 100 80 85 74,5 80 30 100 80 90 73,7 80
Tabel 5: Nilai Rata-rata dan Nilai Huruf Praktikan
No Rata-rata Nilai Rata2 Nilai Huruf Kehadiran 10% Proses 20% Performance 20% Ak Uk. 40% Ket. Wkt 10% 1 10 16 17 32,78 8 83,78 A 2 10 15,6 16 29,48 8 79,08 AB 3 10 15,4 17,5 28,8 8 79,7 AB 4 10 16 18 34 8 86 A 5 10 16 17,5 32,28 8 83,78 A 6 10 16 17 34,8 8 85,8 A 7 10 16 18 32,28 8 84,28 A 8 10 16 17,5 32,78 8 84,28 A 9 10 15,6 16,5 33,88 8 83,9 A 10 10 16 17 35,68 8 86,28 A 11 10 16 17 29,6 8 80,6 A 12 10 16 17,5 31,8 8 83,3 A 13 10 16 17 34,48 8 85,48 A 14 10 16 17,5 34,48 8 85,98 A 15 10 15,6 17,5 30,8 8 81,9 A 16 10 16 18 31,88 8 83,88 A 17 10 16 18 32,28 8 84,28 A 18 10 15,8 17 31,48 8 82,28 A 19 10 16 17,5 33 8 84,5 A 20 10 16 17,5 35 8 86,5 A 21 10 16 16,5 32,48 8 82,98 A 22 10 16 17,5 31,68 8 83,18 A 23 10 15,6 17,5 30,2 8 81,3 A 24 10 16 17 35 8 86 A 25 10 15,4 16,5 28,8 8 78,7 AB 26 10 16 17,5 33,48 8 84,98 A 27 10 16 18 31,48 8 83,48 A 28 10 16 17,5 32 8 83,5 A 29 10 16 17 29,8 8 89,8 A 30 10 16 18 29,48 8 81,48 A
Untuk no urut 11 benda kerja setelah diperiksa ukuran dengan berpedoman pada toleransi ukuran yang
ditampilkan pada gambar kerja 1 Latihan Mengikir, Mengebor dan Mengetap Nilai angka 73,5.
Gambar 15 Produk Hasil Praktikan
Sedangkan untuk gambar no 2 setelah benda kerja dengan mengguna-kan mesin Frais, Mesin Bubut, Mesin, Sekrap, Mesin Bor, Alat potong : Tap dan Sney berpedoman pada toleransi ukuran yang ditampilkan Nilai Pratikan no urut 11 sebesar = 76,43.
PENUTUP Kesimpulan
Produk Benda kerja setelah diperiksa ukuran dengan berpedoman pada toleransi ukuran yang ditampilkan pada gambar kerja 1 Latihan Mengikir, Mengebor dan Mengetap Sedangkan untuk gambar no 2 setelah benda kerja dengan menggunakan mesin Frais, Mesin Bubut, Mesin Sekrap, Mesin Bor, Alat potong: Tap dan Sney berpedoman pada toleransi ukuran .Dan proses pengolahan perhitungan nilai dapat disimpulkan Nilai Akhir Pratikan yang mendapat nilai dibawah 80 (AB) sebanyak 3 Pratikan dan nilai diatas 80 (A) sebanyak 27 Pratikan. Hasil Produk Pratikan dapat dilihat pada Gambar 15.
DAFTAR RUJUKAN
Duddy Arisandy. 1986. Teori Kalibrasi Mesin Perkakas, Politeknik Manufaktur Bandung Institut Teknologi Bandung
G.Takeshi Sato & N. Sugiarto H. 1994.
Menggambar Mesin Menurut Standart Iso
Hariyanto. 2004. Pengantar Praktek Teknologi Mekanik I. Politeknik
Perkapalan Negeri Surabaya–ITS. Hariyanto. 2010. “Studi Eksperimen
Pengaruh Speeds, Feeding, Dan Posisi Pahat Pada Test Dinamik Turning Machine Terhadap Kualitas Kekasaran Produk “ Artikel Jurnal Teknik Mesin ”Otopro” diterbitkan oleh Fakultas Teknik Mesin Fakultas Teknik Universitas Negeri Surabaya. Vol.6.No.2 November 2010 , ISSN – 1858 – 411X, hal 56 – 66.
Hariyanto. 2012. dengan Judul “ Metode Pendekatan Evaluasi Produk Pratikan Mengoperasikan Mesin Gerinda dan Mesin Bubut untuk Mata kuliah Praktek Mesin Perkakas. Jurnal Teknik Mesin Kajian Keilmuan dan Pembelajaran, Oktober 2012 Mesin Universitas Negeri Malang Pengumuman Direktur Nomer : 4022 / K12 / AK / 2010 ,tanggal 23 Agustus 2010 berlaku semester Ganjil tahun ajaran 2010 / 2011 PhillipC,Wankat & Frank S, Oreovicz.
1992. PengajaranTeknik, Purdue University, McGraw-Hill
Pranowo Sidi, Jobsheet Praktek Mesin
Perkakas Jurusan Teknik
Permesinan Kapal Politeknik
Perkapalan Negeri Surabaya