64
BAB III
METODOLOGI PENELITIAN
Bab ini membahas mengenai metode yang digunakan dalam penelitian
untuk pemecahan masalah dimana setiap pembahasan diuraikan dalam bentuk
tahapan terstruktur. Tahapan penelitian dapat dilihat pada gambar 3.1.
3.1 Identifikasi Awal Penelitian
Pada tahap ini dilakukan identifikasi awal penelitian melalui penguraian
dalam bentuk langkah-langah yang sistematis seperti latar belakang permasalahan,
perumusan masalah, perumusan tujuan penelitian serta tinjauan pustaka yang
dilakukan untuk mendapatkan informasi terhadap studi lapangan yang dilakukan.
3.1.1 Latar Belakang Masalah
Latar belakang masalah pada penelitian ini dilakukan pada dua hal utama,
yaitu identifikasi pada tempat penelitian beserta permasalahan yang terjadi serta
penentuan tema penelitian yang sesuai dengan permasalahan yang telah
diidentifikasi sebelumnya.
Pada langkah awal ini dilakukan identifikasi masalah yang terjadi di PT
apa yang sebenarnya terjadi di perusahaan. Pemilihan tempat penelitian ini
didasarkan pada kenyataan bahwa pabrik kemasan kaleng berbahan dasar
Alumunium plate merupakan kebutuhan yang cukup penting dewasa ini. Dengan
teknologi dalam bidang ini yang hampir stagnan, maka sistem perbaikan
manajemen kualitas sangat diperlukan agar perusahaan terus survive dalam
persaingan pasar. Gambar 3.1 menunjukkan tahapan penelitian
3.1.2 Perumusan Masalah
Masalah yang dirumuskan dalam penelitian ini diambil berdasarkan
kondisi yang terjadi pada line body 330 ml (line 2) departemen Two Piece Can PT
United Can Co Ltd. Rumusan masalah disini ingin memperjelas apa Critical to
Quality (CTQ) prioritas can body 330 ml, bagaimankah stabilitas, kapabilitas
proses serta level sigma CTQ prioritas, apa saja kegagalan yang sering terjadi
serta akibatnya pada proses produksi line body 330 ml, faktor-faktor apa saja yang
secara signifikan mempengaruhi terjadinya kecacatan can body 330 ml serta
bagaimana memperbaiki dan mengendalikan kualitas proses produksi line body
330 ml departemen Two Piece Can.
3.1.3 Penetapan Tujuan Penelitian
Tujuan Penelitian merupakan penjabaran dari perumusan masalah. Tujuan
penelitian juga merupakan ouput yang ingin dicapai atau dilakukan dalam sebuah
penelitian. Pada penelitian ini, tujuan difokuskan pada langkah-langkah yang
dilakukan untuk dapat menjawab perumusan masalah, yaitu mengetahui
menganalisa stabilitas proses, kapabilitas proses dan level sigma CTQ prioritas
serta mengidentifikasi faktor-faktor yang secara signifikan menyebabkan
terjadinya kecacatan CTQ prioritas di line body 330 ml, menganalisa modus
kegagalan yang terjadi berikut akibatnya pada proses produksi serta memberikan
usulan perbaikan dan pengendalian proses terhadap masalah yang ditemukan.
3.1.4 Tinjauan Pustaka
Tinjauan pustaka yang dilakukan meliputi gambaran umum produk kaleng
kemasan ukuran 330 ml, pengertian perbaikan kualitas, sistem pengendalian
kualitas, konsep dasar six sigma, penelitian-penelitian six sigma sebelumnya dan
lain-lain. Tinjauan pustaka mempunyai fungsi yang sangat penting karena dapat
digunakan sebagai panduan untuk mendapatkan informasi terhadap studi lapangan
yang dilakukan. Studi literatur juga dilakukan dengan tujuan agar diperoleh
gambaran yang jelas pada masalah yang dibahas dalam penelitian ini, melalui
informasi-informasi yang berupa referensi, arsip perusahaan, laporan penelitian,
buku pedoman six sigma, informasi melalui situs internet mengenai konsep six
sigma dan jurnal-jurnal serta artikel terkait yang berhubungan dengan topik yang
diambil.
3.2 Pengumpulan dan Pengolahan Data
Pada tahap ini dilakukan pengumpulan dan pengolahan data. Jenis data yang
digunakan dalam pengumpulan data pada umumnya terdiri dari data primer dan
data sekunder, dimana metode pencarian data-data tersebut dipaparkan sebagai
1. Data Primer (Jenis dan Jumlah Defect)
a. Wawancara (interview) dan Brainstorming
Pengumpulan data diperleh secara langsung dengan jalan studi kasus yang
digunakan adalah open-ended, dimana penliti dapat bertanya kepada
responden kunci yang berfungsi sebagai informan tentang fakta suatu
peristiwa disamping opini mengenai peristiwa yang ada. Pada penelitian ini
wawancara dilakukan kepada staff dan karyawan perusahaan untuk
mengetahui proses produksi yang terjadi serta masalah-masalah yang
dihadapi. Adapun untuk daftar pertanyaan pada proses wawancara disajukan
pada lampiran 8.
b. Kuesioner
Kuesioner yaitu metode pengumpulan data dengan jalan
melakukan penyebaran angket kuesioner terhadap responden pada PT
Coca Cola Botling Indonesia yang beralamat di Jalan Raya Teuku Umar
Km 46 Cibitung-Bekasi yang merupakan salah satu customer PT United
Can Co Ltd dimana hasilnya akan digunakan dalam penentuan CTQ.
Daftar responden wawancara dan kuesioner selanjutnya disajikan
pada Tabel 3.1 berikut ini.
Tabel 3.1 Responden Wawancara dan Kuesioner
NO Responden Jumlah (org)
1 QA Manager 1
2 Incoming 2
2. Data Sekunder
Data sekunder adalah data-data yang diperoleh secara tidak
langsung. Data ini diperoleh dari data historis perusahaan, studi literatur,
penelitian kepustakaan, dokumen-dokumen maupun arsip yang
berhubungan dengan penelitian yang diambil. Adapun data yang diambil
ialah data laporan kualitas bulan Januari sampai Agustus tahun 2013 juga
data-data yang berhubungan dengan perusahaan tempat penelitian.
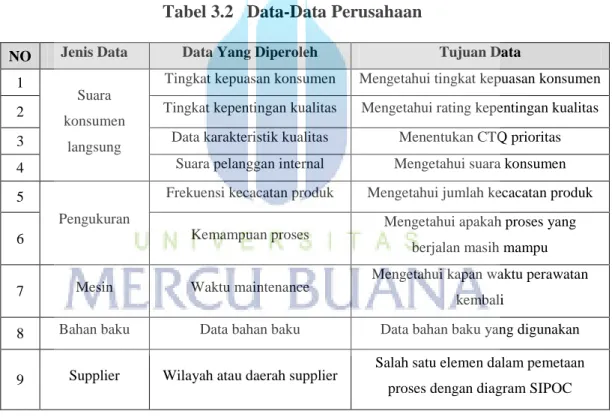
Adapun data-data perusahaan yang digunakan dalam penelitian ini
selanjutnya disajikan pada Tabel 3.2 berikut ini :
Tabel 3.2 Data-Data Perusahaan
NO Jenis Data Data Yang Diperoleh Tujuan Data
1
Suara konsumen
langsung
Tingkat kepuasan konsumen Mengetahui tingkat kepuasan konsumen 2 Tingkat kepentingan kualitas Mengetahui rating kepentingan kualitas 3 Data karakteristik kualitas Menentukan CTQ prioritas 4 Suara pelanggan internal Mengetahui suara konsumen 5
Pengukuran
Frekuensi kecacatan produk Mengetahui jumlah kecacatan produk
6 Kemampuan proses
Mengetahui apakah proses yang berjalan masih mampu
7 Mesin Waktu maintenance
Mengetahui kapan waktu perawatan kembali
8 Bahan baku Data bahan baku Data bahan baku yang digunakan
9 Supplier Wilayah atau daerah supplier
Salah satu elemen dalam pemetaan proses dengan diagram SIPOC
Setelah metode pengumpulan data dilakukan, selanjutnya dilakukan
pengolahan data meliputi kelima tahapan DMAIC meliputi tahap pendefinisian
(Define), pengukuran (Measure), analisis (Analyze), perbaikan (Improve) serta
Gambar 3.1 Tahapan Penelitian
Penetapan Tujuan Penelitian Tinjauan Pustaka
Metode D-M-A-I-C DEFINE
Pemetaan Proses Identifikasi kebutuhan pelanggan Perancangan dan Penyebaran Kuesioner I
Uji Validitas dan Reliabilitas Kuesioner Pendefinisian CTQ prioritas
MEASURE
Pengumpulan Data CTQ Prioritas Pengukuran Level Sigma Pengukuran Stabilitas Proses Pengukuran Kapabilitas Proses
ANALYZE
Penulusuran Akar Penyebab Masalah Perancangan dan Penyebaran Kuesioner 2
Analisis Pengaruh Potensial Kegagalan Sumber-Sumber Variasi
IMPROVE & CONTROL
Usulan Rencana Perbaikan Usulan Pengendalian Kualitas Proses
Analisa dan Interpretasi Hasil
Kesimpulan dan Saran Analisa dan
Interpretasi Hasil Kesimpulan dan Saran Pengumpulan dan Pengolahan Data Identifikasi Awal Penelitian
3.2.1 Tahap Pendefinisan (Define)
Pada tahap pendefinisian (Define) ini dilakukan pemetaan proses,
identifikasi kebutuhan pelanggan, perancangan dan penyebaran kuesioner serta
pendefinisan Critical to Quality (CTQ) prioritas.
A. Pemetaan Proses
Pemetaan proses bertujuan untuk mengetahui dan mengidentifikasi proses
produksi can body 330 ml secara umum. Hal ini sangat penting mengingat
penelitian ini sangat erat kaitannya dengan proses produksi yang berlangsung,
khususnya di line body 330 ml (line 2). Untuk mengidentifikasi tahapan ini,
dilakukan wawancara dan brainstorming terhadap para responden pada Tabel 3.1
di atas. Untuk interpretasinya digunakan tool diagram alir (Flow Chart) dengan
membuat Operation Process Control dan diagram SIPOC.
B. Identifikasi Kebutuhan Pelanggan
Pelanggan yang disurvei merupakan pelanggan internal dimana di
dalamnya hanya terdapat pelanggan langsung yaitu orang-orang yang bekerja
pada line body 330 ml. Setelah proses produksi selesai dan sudah melewati
beberapa tahapan inspeksi yang dilakukan oleh bagian quality control, finished
good langsung menuju gudang untuk disimpan atau bahkan langsung dikirim ke
customer (pelanggan eksternal). Pada penelitian ini pelanggan yang disurvei dan
dimaksudkan difokuskan pada beberapa tingkatan karyawan sampai production
manager yang berhubungan dengan produksi pada line body 330 ml yang
dianggap lebih mengetahui secara teknis karakteristik serta kecacatan yang sering
Data dalam penelitian ini berasal dari hasil kuesioner dan wawancara
dengan pihak perusahaan, studi atas data historis berupa inspection report serta
observasi di lantai produksi. Responden wawancara dan kuesioner pada line body
330 ml departemen Two Piece Can dapat dilihat pada Tabel 3.1.
C. Penentuan CTQ Prioritas
Penentuan CTQ prioritas didasarkan pada data sekunder, yaitu laporan
jumlah cacat yang terjadi pada line body 330 ml. Ada beberapa jenis cacat yang
sering muncul dalam memproduksi can body 330 ml, untuk itu dari beberapa jenis
cacat tersebut ditentukan yang memiliki nilai paling besar dan paling berpengaruh
terhadap jumlah produksinya.
D. Perancangan dan Penyebaran Kuesioner 1
Kuesioner pertama ini digunakan untuk mencari tingkat kepentingan dan
tingkat kepuasan terhadap karakteristik kebutuhan yang telah teridentifikasi.
Responden dari kuesioner ini berjumlah 11 orang yang terdiri dari para manager,
supervisor, leader dan karyawan line body 330 ml yang mengerti secara detail
proses serta karakteristik kebutuhan body 330 ml tersebut. Berdasarkan
identifikasi, terdapat 2 orang manger, 3 orang supervisr, 2 orang production leader
dan 4 orang karyawan yang memenuhi kriteria di atas.
Penyebaran kuesioner dilakukan melalui 2 tahap yaitu tahap pertama
untuk mendapatkan rating kepentingan dan tahap kedua untuk mendapatkan rating
kepuasan yang secara langsung dilakukan dengan mendatangi ke-11 orang yang
menjadi responden, agar persepsi yang dikemukakan dalam kuesioner sesuai
hasil kuesioner manjadi lebih akurat. Bentuk kuesioner dan hasil pengumpulan
kuesioner akan disajikan dalam Lampiran 3 dan 4.
E. Uji Validitas dan Reliabilias Kuesioner
Pengujian validitas dan reliablitas diakukan untuk mengetahui kevalidan
dan keandalan data yang terkumpul pada kuesioner di lampiran 4. Pengujian
dilakukan menggunakan software SPSS versi 17.00.
Uji validitas menunjukkan sejauh mana suatu alat pengukur itu mengukur
apa yang ingin diukur. Adapun rumus matematisnya adalah sebagai berikut :
r = ... (3.1) dimana : r = angka korelasi n = jumlah responden X = skor pertanyaan no 1 Y = skor total
Suatu pertanyaan dianggap valid jika nilai korelasi berada di atas angka kritis (α =
0,005 berdasarkan R tabel).
Uji reliabilitas adalah suatu angka indeks yang menunjukkan konsistensi
suatu alat pengukur di dalam mengukur gejala yang sama. Teknik pengukuran
reliabilitas yang digunakan adalah teknik Cronbach’s Alpha. Teknik ini mencari
reliabilitas alat ukur dengan skor nilai berupa rentangan antara beberapa nilai.
Rumus yang digunakan adalah :
= ... (3.2)
Dimana :
k = banyaknya butir pertanyaan
= variansi total
Σ = jumlah variansi batir Rumus varian yang digunakan adalah :
σ =
... (3.3)
dimana :
n = jumlah sample
X = nilai skor yang dipilih
Reliabilitas dicapai jika nilai lebih besar dari angka kritis (α = 0,05
berdasarkan R tabel)
Adapun untuk hasil pengujian validitas dan reliabilitas serta Tabel R akan
disajikan dalam Lampiran 5 dan 6.
3.2.2 Tahap Pengukuran (Measure)
Pada tahap pengukuran (measure) dilakukan pengukuran level sigma yang
dilakukan dengan mengkonversikan hasil jumlah kecacatan dalam Defect per
Million Opportunities (DPMO) ke dalam level sigma. Data yang digunakan ialah
data atribut sampling kecacatan CTQ prioritas pada proses produksi line body 330
ml pada bulan Januari sampai Agustus 2013. Pada tahap ini dilakukan pula
pengukuran kapabilitas proses dengan menggunakan indeks kapabilitas yaitu
apabila proses yang telah diukur kapabilitasnya selanjutnya dikonversikan ke
dalam tabel konversi sigma dimana selanjutnya akan diketahui apakah proses
dapat dikatakan baik dan mampu serta sebaliknya dengan menggunakan rule of
A. Pengumpulan Data CTQ Prioritas
Pengukuran CTQ yang diprioritaskan terdapat dalam bagian ini. Data yang
dikumpukan merupakan jenis data sekunder dimana data diambil setelah
karyawan QA (Quality Assurance) melakukan sampling. Data ini akan digunakan
dalam perhitungan level sigma, stabilitas serta kapabilitas proses.
B. Pengukuran Level Sigma
Salah satu parameter kunci keberhasilan penerapan konsep six sigma dapat
dilihat dari hasil perhitungan level sigma pada output proses yang merupakan
ukuran pencapaian target menuju tingkat kegagalan nol (zero defect) dimana
semakin tinggi level sigma akan membuat tngkat kecacatan yang diproduksi per
satu juta kesempatan (DPMO) semakin rendah, sehingga produk tersebut akan
semakin memenuhi ekspektasi dari pelanggan. Langkah-langkah dalam mengukur
level sigma ialah sebagai berikut :
1. Menghtung jumlah kecacatan tiap unit produk
Defect per unit = ... (3.4)
Dimana : D = Unit yang cacat
U = Unit yang diinspeksi
2. Menghitung total peluang kecacatan
Total Opportunities = U x OP ... (3.5)
Dimana : U = Unit yang diinspeksi
OP = Opportunities
3. Menghitung jumlah kecacatan tiap peluang kecacatan
Defect Per Opportunities (DPO) =
a) Mengukur jumlah kecacatan tiap satu juta peluang terjadinya
kecacatan. Rumus DPMO terdapat pada persamaan (2.1)
b) Mengukur level sigma yang dilakukan dengan
mengkonversikan tingkat kecacatan yang diproduksi per satu
juta kesempatan (DPMO) yang dapat dilihat pada tabel di
lampiran 7.
Perhitungan level sigma ini menggunakan konsep dari six sigma Motorola
dimana pada prosesnya mengizinkan bergesernya nilai target rata-rata (mean)
setiap CTQ individual dari proses sebesar ± 1,5 sigma.
C. Pengukuran Stabilitas Proses
Pada bagian ini dilakukan stabilitas proses dimana proses ini
menggambarkan kondisi proses untuk menghasilkan suatu produk yang nilainya
stabil (tidak mudah berubah) dari waktu ke waktu. Tahap ini dilakukan untuk
mengetahui apakah suatu proses telah stabil dimana stabilitas ini merupakan
syarat untuk perhitungan kapabilitas proses.
Tools yang digunakan untuk mengidentifikasi stabilitas proses adalah
menggunakan peta kendali proses. Penelitian ini menggunakan peta kendali p
dimana peta ini digunakan untuk mengukur proporsi jumlh unit cacat. Peta
kendali p dapat digunakan apabila ukuran contoh (n) adalah konstan.
Langkah-langkah pembuatan peta kendali p :
1. Menentukan ukuran contoh/subgrup (k) yang cukup besar (n>30)
2. Mengumpulkan banyaknya subgrup (k) sedikitnya 20-25 subgrup
3. Menghitung proporsi total cacat (p) untuk setiap subgrup
5. Menghitung batas kendali untuk peta kendali p :
Rumus dalam perhitungan UCL mengacu pada persamaan (2.4)
Rumus dalam penghitungan LCL mengacu pada persamaan (2.5)
6. Plot datadari setiap subgrup yang diperiksa dan amati apakah data
tersebut berada dalam pengendalian atau tidak.
D. Pengukuran Kapabilitas Proses
Kapabilitas proses merupakan parameter six sigma yang dilihat dari sudut
pandang proses itu sendiri. Kapabilitas proses menunjukkan kemampuan dari
proses untuk dapat memenuhi spesifikasi yang diinginkan, baik spesifikasi target
maupun batas-batas toleransi. Pada pengukuran kapabilitas proses data atribut,
terdapat dua jenis penghitungan yaitu kapabilitas proses yang digunakan untuk
mengukur tingkat kemampuan proses berdasarkan output rata-rata kecacatan proses yang dihasilkan ( ) serta indeks kapabilitas proses yang digunakan untuk mengukur kemampuan proses bersaing secara kompetitif di pasar global berdasarkan batas-batas level sigma ( ).
Adapun langkah-langkah dalam mengukur kapabilitas proses ialah sebagai
berikut :
1. Mengukur Kapabilitas Proses Output Rata-Rata Proses
Penelitian ini menggunakan data atribut dengan menggunakan kapabilitas proses output rata-rata proses berikut :
Rumus dalam pengukuran kapabilitas proses terdapat pada
persamaan (2.6).
Indeks kapabilitas proses dilakukan dengan cara mengkonversi level sigma
yang didapatkan dari tahap pengukuran level sigma sebelumnya dengan cara
interpolasi dari Tabel 3.3 berikut ini :
Tabel 3.3 Konversi Level Sigma, Indeks Kapabilitas Proses dan DPMO Level Sigma Pergeseran Proses ± 1,5 σ DPMO 3 0,5 66.803 4 0,833 6.2 5 1,167 233 6 1,5 3,4 Sumber : Mc Fadden, 1993
Perlu diketahui pula bahwa pengukuran kapabilitas proses hanya dapat
dilakukan apabila proses berada dalam kondisi yang terkendali pada tahap
stabilitas proses. Jika proses sudah stabil, maka pengukuran kemampuan proses
dapat dilakukan, namun jika proses belum stabil maka proses harus dstabilkan
terlebih dahulu dengan membuang data yang keluar batas spesifikasi.
3.2.3 Tahap Analisis (Analyze)
Pada tahap ini dilakukan analisis akar penyebab masalah serta
menganalisis pengaruh potensial kegagalan sumber-sumber variasi penyebab
permasalahan dengan menganalisa Failure Modes Effect Analysis (FMEA)
A. Penelusuran Akar Penyebab Masalah
Pada tahap ini akan dianalisis dan ditelusuri akar variasi penyebab masalah
yang menyebabkan penyimpangan pada proses produksi dimana fokus six sigma
ialah mengurangi variasi karena setiap individu atau organisasi yang menjadi pelanggan perusahaan akan “merasakan” variasi itu, bukan merasakan rata-rata.
Analisis akar penyebab permasalahan dalam penelitian ini ialah dengan Root
Cause Analysis (RCA) menggunakan alat bantu kualitas Fishbone Diagram
melalui langkah-langkah sebagai berikut :
1. Mengidentifikasi permasalahan
2. Mengumpulkan data dan informasi diman pada penelitian ini
menggunakan metode observasi langsung, wawancara serta
brainstorming dengan pihak perusahaan
3. Menyeleksi penyebab yang menggangu kualitas proses dimana dalam
penelitian ini akan menggunakan tool diagram Fishbone dengan 6M yaitu
Manpower (manusia), Method (Metode), Measurement (pengukuran),
Material (bahan baku), Machine (mesin) dan Mother nature (lingkungan)
4. Spesifik dalam menentukan permasalahan dan penyebabnya
5. Mengidentifikasi apa saja yang menjadi penyebab yang mengakibatkan
defect terseleksi
6. Menganalisa secara detil keseluruhan hasil dari diagram Fishbone yang
telah diidentifikasi.
B. Perancangan dan Penyebaran Kuesioner 2
Kuesioner ke-2 ini digunakan untuk mencari nilai Severity, Occurence dan
(FMEA). FMEA dalam penelitian ini membahas khusus pada bagian mesin dan
peralatan dikarenakan FMEA lebih optimal apabila diterapkan pada permasalahan
hardware, seperti mesin dan peralatan. Responden dari kuesioner ini berjumlah 15
orang, terdiri dari para pimpinan dan karyawan produksi line body 330 ml yang
mengerti secara detil proses produksi can body 330 ml tersebut dimana dilakukan
wawancara dan pengisian kuesioner secara langsung dengan mendatangi
responden, agar persepsi yang dikemukakan dalam kuesioner sesuai dengan
persepsi yang diterima oleh responden. Adapun bentuk kuesioner dan hasil
pengumpulan kuesioner akan disajikan dalam lampiran 8.
C. Analisis Pengaruh Potensial Kegagalan Sumber-Sumber Variasi
Pada tahap ini dilakukan analisis dan perhitungan secara detail setiap
sumber variasi penyebab masalah dan menentukan prioritas penanganan
perbaikan permasalahan yang disebabkan oleh faktor penyebab yang telah
diidentifikasi sebelumnya dengan menggunakan tools FMEA. Rumus dalam
perhitungan FMEA terdapat pada persamaan (2.7).
Nilai severity, Occurrence dan Detection diperoleh berdasarkan hasil
kuesioner dengan production leader line body 330 ml, karyawan yang bekerja di
line body 330 ml, maintenance supervisor, production supervisor, QA manager
dan production manager yang memahami karakteristik can body 330 ml lebih
mendalam. Adapun hasil wawancara tersebut disajikan dalam lampiran 8.
Langkah-langkah dalam penggunaan tools FMEA untuk mendapatkan
nilai RPN (Risk Priority Number) tertinggi menurut Stamatis (1995) yaitu sebagai
1. Identifikasi Sistem (System Function)
Tahap awal dalam menganalisa FMEA adalah dengan menidentifikasi
sistemnya terlebih dahulu.
2. Identifikasi Kegagalan Potensial (Potential Failure Mode)
Langkah selanjutnya menidentfikasi masalah-masalah atau kegagalan
potensial yang menyebabkan sistem tidak memenuhi atau tidak
mencapai fungsi utamanya.
3. Identifikasi Akibat Kegagalan (Potential Effect Of Failure)
Pada langkah ketiga ini dilakukan analisis akibat atau dampak yang
timbul pada masing-masing masalah kegagalan yang telah
diidentifikasi pada potential failure mode.
4. Analisis Tingkat Keseriusan Kegagalan (Severity Of Effect)
Langkah selanjutnya dilakukan analisis seberapa besar dampak yang
ditimbulkan oleh kegagalan-kegagalan yang muncul pada sistem.
5. Identifikasi Sebab-Sebab Kegagalan (Potential Causes Of Failure)
Pada tahap ini dilakukan identifikasi sebab-sebab apa saja yang
menyebabkan kegagalan pada proses produksi can body 330 ml,
misalnya dengan menggunakan tool Fishbone diagram.
6. Analisis Frekuensi Kegagalan (Occurrence)
Langkah keenam ini dilakukan analisis terhadap seberapa sering
kegagalan terjadi.
7. Metode Deteksi Kegagalan (Detection Methode)
Pada tahap ini dilakukan identifikasi metode untuk mendeteksi
8. Analisis Tingkat Pendeteksian (Detection)
Pada langkah kedelapan ini dilakukan analisis tingkat keyakinan dan
kesulitan metode deteksi. Analisis dilakukan terhadap semua metode
deteksi yang telah dirumuskan pada detection method.
9. Penghitungan Risk Priority Number (RPN)
Pada tahap ini dilakukan perhitungan RPN untuk mengidentifikasi
failure mode yang perlu diprioritaskan untuk dianalisis dan ditindak
lanjuti, karena dianggap menjadi sumber kegagalan utama sistem.
Penghitungan RPN yaitu dengan cara mengalikan tingkat severity
dengan tingkat occurrence dan dengan tingkat detection.
3.2.4 Tahap Perbaikan (Improve) dan Pengendalian (Control)
Pada tahap ini diberikan usulan perbaikan dan pengendalian yang
didapatkan dari interpretasi hasil. Tahap perbaikan dilakukan untuk segi
manajerial dan teknis berdasarkan hasil yang didapatkan pada tahap sebelumnya.
Tahap pengendalian dilakukan agar proses selalu dapat berjalan dalam kondisi
baik dan menjamin bahwa perbaikan yang ada dijalankan sehingga cacat serta
kegagalan pada proses produksi can body 330 ml tidak terulang kembali.
A. Usulan Perbaikan (Improve)
Usulan perbaikan diberikan berkaitan dengan pentuan dan implementasi
solusi-solusi berdasarkan hasil analisa yang telah dilakukan sebelumnya pada fase
analyze. Rencana-rencana tindakan perbaikan perlu dibuat suatu rencana tindakan
yang disusun dalam suatu tabel dengan menggunakan metode 5W+2H, dimana
(Where), waktu pelaksanaa (When), orang yang mengerjakan (Who) dan metode
yang dipakai (How), namun analisa How much tidak dilakukan mengingat
penelitian ini tidak memperhitungkan biaya.
Dari hasil analisa sumber-sumber variasi penyebab masalah melalui
metode FMEA pada tahap sebelumnya, maka pertama akan diberikan usulan
perbaikan untuk nilai RPN (Risk Priority Number) tertinggi. Proyek peningkatan
kualitas six sigma dilakukan dengan melakukan tindakan perbaikan terhadap
proses dan komunikasinya yang dilakukan secara menyeluruh. Usulan perbaikan
berikutnya berkaitan sangat erat terhadap hasil langkah penentuan Critical to
Quality (CTQ). Selain itu juga dilakukan Action planning for Failure Modes yang
menyangkut usulan rencana perbaikan pada proses yang secara umum bertujuan
untuk menghilangkan sumber variasi khusus (special-causes variation) agar
mampu menungkatkan pengendalian dan kapabilitas proses menuju tingkat
kinerja 6-sigma (zero defect).
Dengan memperhatikan hal tersebut di atas, maka perbaikan pada suatu
karakteristik teknis tertentu akan dapat berdampak positif pada peningkatan
kualitas karakteristik teknis lainnya serta dapat mengakomodasi keinginan
pelanggan di beberapa aspek kebutuhan. Usulan perbaikan diberikan jika dalam
hasil pengukuran pengendalian dan kapabilitas prosesnya mempunyai
permasalahan pada proses yang berkaitan erat dengan kualitas produk.
B. Usulan Pengendalian (Control)
Usulan pengendalian diberikan berkaitan dengan penentuan dan
implemntasi solusi-solusi berdasarkan hasil analisa yang telah dilakukan
diberikan lebih dititikberatkan pada pengendalian terhadap kualitas prosesnya
dalam pencapaian tingkat 6-sigma. Usulan pengendalian juga harus melihat
usulan perbaikan sebelumnya agar proses selalu dapat berjalan dalam kondisi
yang baik dan menjamin bahwa perbaikan yang ada dijalankan sehngga cacat
serta kegagalan di tempat yang sama tidak terulang kembali sehingga target
pencapaian menuju zero defect diharapkan dapat tercapai.
3.3 Analisa dan Interpretasi Hasil
Pada tahap ini dilakukan analisa dan interpretasi hasil dari penelitian yang
dilakukan. Bagian ini terdiri dari analisa dan interpretasi hasil terhadap kelima
tahap dalam six sigma DMAIC yaitu Define, Measure, Analyze, Improve dan
Control. Secara jelas akan dianalisa CTQ prioritas yang didapatkan, pengukuran
stabilitas, kapabilitas proses dan level sigma, menganalisa penyebab kecacatan
dan menganalisa tabel FMEA serta menganalisa usulan perbaikan dan
pengendalian proses yang diberikan kepada perusahaan. Pada tahap ini dapat
diketahui dan dianalisis apakah perusahaan mampu dalam menjalankan
prosesnya, pada tingkat sigma berapa perusahaan berproduksi, apakah
sebelumnya telah dilakukan upaya-upaya perbaikan, semuanya akan dianalisis
pada tahap ini. Akan tetapi untuk melakukan analisa dan interpretasi terhadap
proyek six sigma yang sudah dilakukan dibutuhkan waktu yang tidak sedikit, oleh
karenanya untuk tahap analisa dan interpretasi hasil tidak akan diberikan pada
3.4 Kesimpulan dan Saran
Tahap ini merupakan tahapan terakhir dari penelitian yang di dalamnya
berisi kesimpulan penelitian yang dikemukakan dari hasil analisa penelitian dan
pemecahan persoalan serta saran-saran perbaikan yang dikemukakan dari hasil
analisa penelitian yang dilengkapi juga dengan saran-saran perbaikan untuk