PENGARUH VARIASI FRAKSI VOLUME, TEMPERATUR CURING DAN POST-CURING TERHADAP KARAKTERISTIK TEKAN KOMPOSIT EPOXY - HOLLOW GLASS MICROSPHERES IM30K - ITS Repository
Teks penuh
Gambar
![Gambar 2.1 Hasil pengujian tekan dengan hollow glass microspheres type K46[2].](https://thumb-ap.123doks.com/thumbv2/123dok/1815163.2100334/23.420.110.326.136.476/gambar-hasil-pengujian-tekan-dengan-hollow-glass-microspheres.webp)
![Gambar 2.11 Interface Epoxy-HGM[10].](https://thumb-ap.123doks.com/thumbv2/123dok/1815163.2100334/36.420.155.312.164.255/gambar-interface-epoxy-hgm.webp)
![Gambar 2.14 Struktur semicristaline pada polimer[14].](https://thumb-ap.123doks.com/thumbv2/123dok/1815163.2100334/41.420.150.304.141.282/gambar-struktur-semicristaline-pada-polimer.webp)


Dokumen terkait
Penambahan serat ijuk pada komposit matriks epoxy dapat meningkatkan kekuatan tarik bahan yaitu dengan pengisian serat ijuk tiga lapis menghasilkan kekuatan tarik
Tugas Akhir berjudul : ” PENGARUH VARIASI FRAKSI VOLUME PADA KOMPOSIT SERBUK KAYU JATI BERMATRIK EPOXY DENGAN VARIASI PERBANDINGAN 70%:30%, 60%:40% DAN 50%:50%
Hasil yang didapatkan dari penelitian ini yaitu komposit dengan penambahan fraksi volume HGM sebanyak 15%-16% dan di- curing pada temperatur 90°C selama 24 jam
Dari tabel 4.1 dapat dilihat pada tipe struktur chopped, woven dan continue menunjukkan kekuatan tegangan tarik yang semakin meningkat seiring penambahan fraksi
Dari hasil pengujian komposit epoxy berpenguat serat tebu dengan variasi fraksi volume serat 10% yang sudah dilakukan dapat dilihat pada gambar 4.1 bahwa nilai rata-rata
Waktu penahanan 5 jam menghasilkan kekuatan tarik yang lebih tinggi dibandingkan dengan waktu penahanan 3 jam apabila sebelum melewati temperatur transisinya (Tg)..
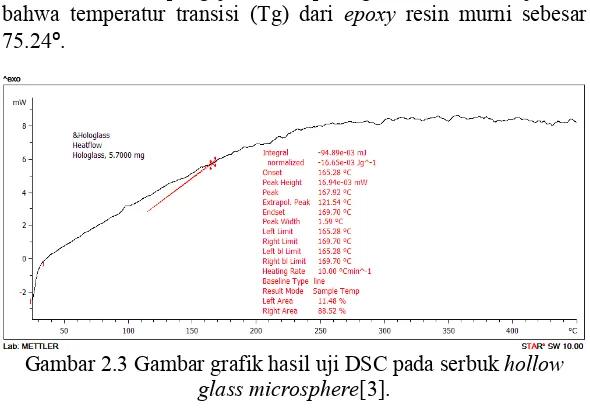
Apabila dibandingkan dengan nilai tegangan ultimate yang dimiliki material komposit epoxy HGM yaitu sebesar 121,29 Mpa, maka material tidak aman digunakan pada C
Dari hasil SEM pola patahan komposit dengan penambahan fraksi volume HGM 15% yang di post-curing pada temperatur 110°C selama 5 jam pada gambar 10, dapat dilihat pola
