BAB 4
PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA
4.1 Pengumpulan DataPT.Inti Pantja Press Industri memiliki flow process dalam penangan produk (
press part ) yang berlaku untuk semua produk sebelum dikirim ke konsumen yaitu :
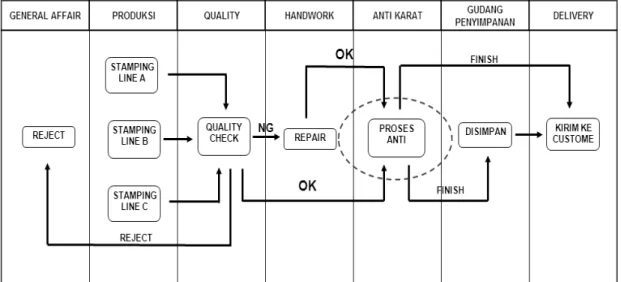
Gambar 4.1: Flow Process Penanganan Produk
Dimana produk atau press part dikerjakan di area produksi, setelah diproduksi part akan di cek oleh quality, jika hasilnya ok maka akan langsung dikirim ke area penyemprotan anti karat. Jika NG maka akan di repair diarea handwork setelah itu di kirim ke area penyemprotan anti karat, jika part itu reject maka akan discrap/dibuang oleh bagian general affair dengan persetujuan bagian quality. Setelah part masuk ke proses penyemprotan anti karat maka part akan disimpan diarea inventory sebagai
buffer stock dan ada pula yang langsung dikirim ke konsumen tergantung pada jadwal pengiriman dan sesuai dengan permintaan konsumen.
4.1.1 Proses penyemprotan Anti Karat
Gambar 4.2 : Area Anti Karat
Proses penyemprotan anti karat berfungsi untuk mencegah timbulnya karat pada produk yang dihasilkan. Proses anti karat sendiri adalah proses terakhir sebelum produk dikirim kepada pelanggan. Semua barang yang telah melalui proses pengerjaan dan diperiksa dengan hasil yang baik, langsung dikirim ke area anti karat untuk dilakukan penyemprotan cairan anti karat sebelum disimpan pada gudang penyimpanan. Produk yang telah disemprot anti karat tidak semuanya disimpan pada gudang penyimpanan, tetapi ada juga yang langsung dikirim kepada pelanggan.
Adapun urutan dari proses penyemprotan anti karat adalah :
1. Semua finished part hasil proses, disemprot anti karat sebelum disimpan pada gudang penyimpanan atau sebelum dikirim ke konsumen.
2. Part dalam pallet disemprot pada 5 posisi, yaitu depan, belakang, kanan, kiri, dan atas.
3. Standar penyemprotan adalah merata.
4. Beri tanda stempel OK semprot pada part identification card.
Gambar 4.4 : Spray ( Semprotan )
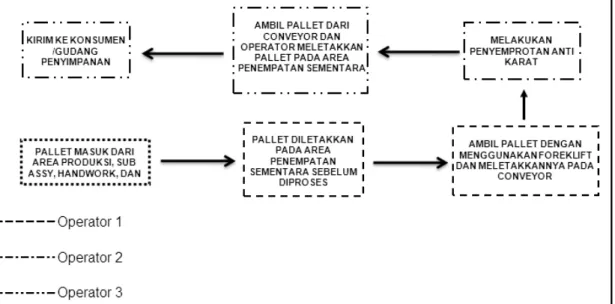
4.1.2 Flow Process Penyemprotan Anti Karat
Proses penyemprotan anti karat diawali dengan masuknya part dari proses produksi yang disimpan oleh operator produksi ke area inventory tepatnya pada area penempatan sementara proses penyemprotan anti karat. Setelah pallet-pallet yang akan diproses berada pada tempat penempatan sementara proses anti karat, lalu pallet-pallet tersebut akan di proses. Proses pertama yang dilakukan oleh pekerja adalah meletakkan pallet satu demi satu pada
conveyor, conveyor sendiri terdiri dari 19 panggung. Setiap proses peletakkan
pallet berlangsung, conveyor harus berputar sebanyak 2 kali. Putaran pertama untuk peletakkan pallet dan putaran kedua untuk proses penyemprotan. Setelah 19 panggung yang terdapat pada conveyor terisi pallet semua, pekerja segera turun dari foreklift dan berpindah area kerja ke atas conveyor untuk melakukan proses yang kedua yaitu penyemprotan cairan anti karat. Proses ketiga adalah penurunan pallet yang telah diproses dari conveyor, dan proses
yang terakhir adalah meletakkan pallet tersebut ke gudang penyimpanan atau ke area pengiriman.
Gambar 4.5: Flow Process Penyemprotan Anti Karat
4.1.3 Data Waktu Proses
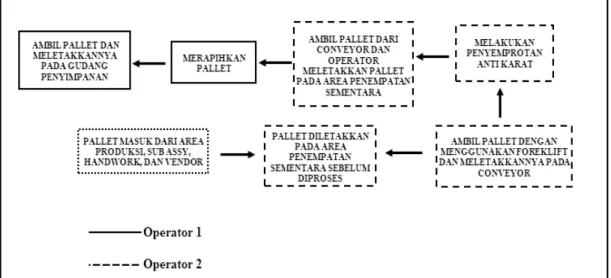
Proses penyemprotan anti karat dilakukan oleh 2 orang operator yang masing-masing tugasnya adalah :
1
2
3
4
5
7
6
PALLET MASUK DARIAREA PRODUKSI
PALLET DILETAKKAN PADA AREA PENEMPATAN
SEMENTARA
PROSES PENGAMBILAN DAN PELETAKAN PALLET PADA
KONVEYOR PROSES PENYEMPROTAN ANTI KARAT PENGAMBILAN PALLET DARI KONVEYOR PENYIMPANAN PENGIRIMAN KE KONSUMEN
1. Operator pertama
a. M eletakkan pallet pada konveyor
b. M elakukan proses penyemprotan anti karat
c. M enurunkan pallet pada konveyor dan meletakkannya pada area penempatan sementara.
2. Operator kedua
a. M erapihkan pallet sebelum dan sesudah pallet dinaikkan ke konveyor. b. M engambil pallet diarea penempatan sementara ke area inventory dan ke
area pengiriman ke konsumen.
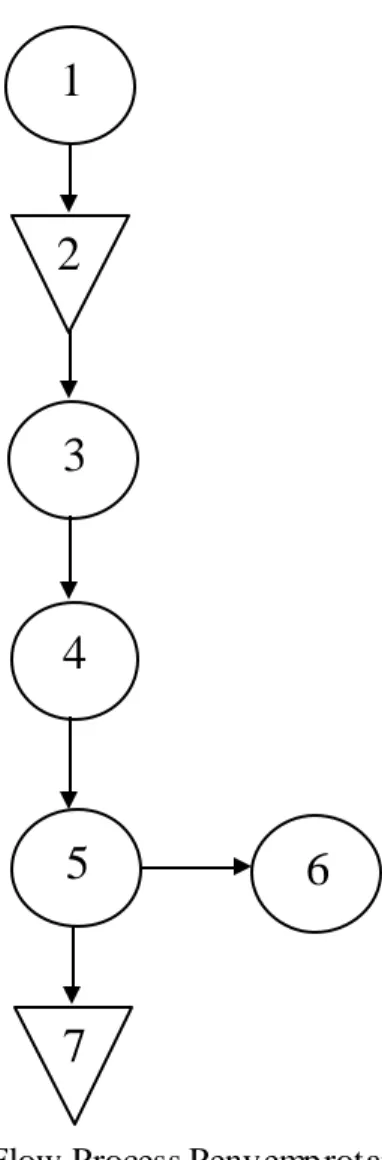
Dari pembagian kerja tersebut dapat digambarkan flow process pengerjaan penyemprotan anti karat.
Dengan pembagian tugas operator tersebut maka dapat dilihat bahwa hanya ada 2 stasiun kerja yang masing-masing stasiun kerja dikerjakan oleh satu operator dan didapat waktu proses penyemprotan anti karat sebagai berikut :
a. Input pallet per-hari
Tabel 4.1 : Input pallet per-hari
Data di atas menunjukkan jumlah input pallet per-hari yang rata-ratanya 339 pallet. Dengan data tersebut dapat dihitung rata-rata waktu input pallet Proses penyemprotan anti karat yaitu:
¾ Tingkat keyakinan proses yang merupakan standard PT.IPPI untuk proses penyemprotan anti karat adalah 85%
¾ Waktu kerja dalam 1 shift = 8jam
Hari ke- Jumlah
Pallet/hari 1 253 2 324 3 386 4 393 Rata-rata pallet 339 P Q Tc =
Dimana :
¾ Tc = Waktu siklus ¾ Q = Output
¾ P = Periode waktu tertentu
Jadi waktu proses input pallet
= 72.2 detik per-pallet =
8 x 85% x 3600 detik
339
b. Output pallet
Waktu yang dibutuhkan dalam proses penyemprotan anti karat adalah sebagai berikut :
Tabel 4.2 : Waktu proses ( detik ) A B C D A B C D A B C D A B C D Peletakkan Pallet 40 49 51 41 45 39 46 43 40 40 46 50 44 32 31 41 Penyemprotan 16 14 15 13 27 18 22 19 18 20 23 16 18 16 20 20 Pengambilan Pallet 40 49 51 43 45 39 46 44 40 40 47 50 45 40 39 42 Peletakkan & Merapihkan Pallet 55 56 54 51 50 53 51 55 52 53 50 54 50 57 52 55 Total 151 168 171 148 167 149 165 161 150 153 166 170 157 145 142 158 Aktivitas Hari ke-1 Hari ke-2 Hari ke-3 Hari ke-4
Data diatas menggunakan satuan detik dengan keterangan sebagai berikut :
A. Pengambilan waktu proses dilakukan pada awal bekerja sekitar pukul 08.00 – 09.00 wib.
B. Pengambilan waktu proses dilakukan sekitar pukul 10.30 – 11.30, yang merupakan waktu menjelang istirahat.
C. Pengambilan waktu proses dilakukan sekitar pukul 13.30 – 14.00, yang merupakan waktu setelah istirahat.
D. Pengambilan waktu proses dilakukan sekitar pukul 15.00 – 16.00, yang merupakan waktu sebelum pulang kerja.
Dari data diatas dapat dihitung waktu proses per-pallet 9 Waktu yang dihasilkan pada hari ke-1
= 151 + 168 + 171 + 149
4 = 159.75 detik
9 Waktu yang dihasilkan pada hari ke-2
= 167 + 149 + 165 + 161
4 = 160.5 detik
9 Waktu yang dihasilkan pada hari ke-3
= 150 + 153 + 166 + 170
4 = 159.75 detik
9 Waktu yang dihasilkan pada hari ke-4
= 157 + 126 + 135 + 158
4 = 144 detik
Untuk rata-rata waktu yang dihasilkan untuk proses penyemprotan anti karat adalah :
= 156 detik
= Hari ke-1 + Hari ke-2 + Hari ke-3 + Hari ke-4 4
= 159.75 + 160.5 + 159.75 + 144 4
Jadi kemampuan input pallet pada proses penyemprotan anti karat di PT.INTI PANTJA PRESS INDUSTRI dengan mempertimbangkan standar yang ada adalah :
¾ Tingkat keyakinan proses yang merupakan standard PT.IPPI untuk proses penyemprotan anti karat adalah 85%
¾ Waktu kerja dalam 1 shift = 8jam
= 157 pallet per hari 8 x 85% x 3600
156
= Jumlah jam kerja x Effisiensi x Detik dalam 1 jam Waktu Proses
=
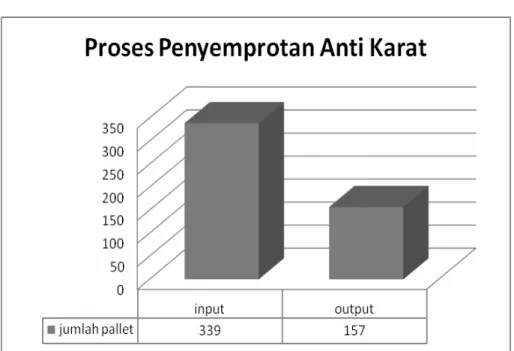
Dari data diatas dapat dilihat bahwa input dan output pallet pada proses penyemprotan anti karat tidak seimbang yaitu hanya memiliki presentasi 46,3% saja.
Untuk memenuhi kekurangan pallet yang akan diproses, operator proses penyemprotan anti karat melakukan over time atau lembur pada hari kerja biasa ( senin-jum’at )dan hari libur khususnya hari sabtu. Untuk penerapan
system lembur berdasarkan pada Keputusan M enteri Tenagakerja dan Transmigrasi Republik Indonesia tentang waktu kerja lembur dan upah kerja lembur.
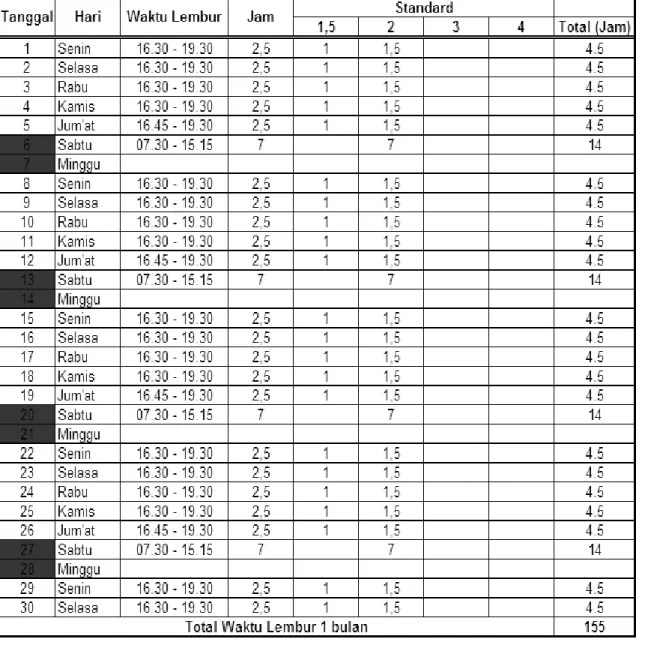
Untuk waktu lembur pada hari biasa ( Senin-jum’at ) menerapkan waktu lembur dari jam 16.30 sampai dengan jam 19.30 dengan total waktu lembur 2,5jam dan untuk hari libur ( Sabtu, M inggu/hari libur nasional ) menerapkan waktu lembur dari jam 07.30 sampai dengan jam 15.15 dengan total waktu lembur 7 jam. Untuk waktu lembur pada proses penyemprotan anti karat adalah sebagai berikut :
Tabel 4.3 : Data waktu over time man power ( jam )
Tabel diatas adalah data waktu lembur operator proses penyemprotan anti karat yang setiap bulannya memiliki jam lembur 155 jam. Waktu lembur dilakukan setiap hari kerja dan hari libur (sabtu).
Estimasi untuk gaji/upah operator PT IPPI menerapkan upah sebesar Rp.3.500.000 ( sudah termasuk transport dan tunjangan lain-lain ). Jadi untuk upah per jam operator adalah :
Upah / Gaji 173 Rp. 3.500.000 173 = Rp. 20.231 / jam = = 4.2 Analisa Data
Berdasarkan data-data diatas dapat di analisa bahwa dalam proses penyemprotan anti karat memiliki produktifitas yang tidak maksimal. Dapat dilihat dari output dan input yang tidak seimbang yaitu :
Diagram 4.1 : Input & Output Pallet
Target pengerjaan dari area anti karat adalah jumlah input pallet yang masuk pada area penyemprotan anti karat dapat dikerjakan 100% pada waktu normal jam kerja, tapi pada kenyataannya jumlah pallet yang dapat dikerjakan setiap harinya tidak mencapai 50% dari jumlah input pallet.
Perhitungan persentase pengerjaan :
Persentase di atas jelas sekali menunjukkan ketidakseimbangan antara input pallet dengan output pallet pada area anti karat. Untuk mengejar target pengerjaan agar mencapai angka 100%, PT IPPI harus melemburkan karyawan pada area penyemprotan anti karat.
4.2.1 Keseimbangan Lintasan Produksi ( Line Balancing )
Dari data-data yang diperoleh diatas diketahui bahwa adanya ketidak seimbangan input dan output sehingga menimbulkan berbagai masalah. Untuk menyeimbangkan proses penyemprotan anti karat bisa dihitung
minimal stasiun kerja yang ideal agar tersjadi keseimbangan antara input dan output : m
∑
Tei i=1 = 2.2 = 3 stasiun kerja N x Tc = N min = 156 2 x 72.2Dari data-data tersebut di olah dengan menggunakan diagram tulang ikan agar dapat dilihat penyebab dominan yang menyebabkan proses penyemprotan anti karat tidak maksimal. Adapun analisa data menggunakan diagram tulang ikan adalah sebagai berikut :
Diagram 4.2 : Diagram Tulang Ikan
Dari diagram tukang ikan tersebut dapat dilihat bahwa penyebab tidak maksimalnya proses penyemprotan anti karat adalah karena kurangnya operator yang mengerjakan proses penyemprotan anti karat dan tidak seimbangnya metode kerja antara operator sehingga menimbulkan berbagai dampak seperti :
a. Area penempatan sementara pallet sebelum diproses berantakan.
b. Operator mendapatkan pekerjaan tambahan yaitu merapihkan pallet, sedangkan pada flow process penyemprotan anti karat tidak ada proses merapihkan pallet.
c. Tidak seimbangnya pembagian kerja dan tidak adanya pertukaran pekerjaan diantara kedua operator sehingga dapat menimbulkan kejenuhan.
d. Adanya kemungkinan pallet yang sudah diproses akan terproses kembali karena area berantakan.
Gambar 4.7 : Area proses anti karat yang berantakan
4.2.2 Biaya Yang Timbul Tidak Maksimalnya Produktifitas
Biaya yang timbul karena adanya ketidakseimbangan proses penyemproyan anti karat yang dilihat dari input dan output pallet adalah operator selama 1 bulan memiliki waktu lembur untuk mengerjakan sisa pallet yang ada sebanyak 155 jam/bulan.
Diamana :
9 Waktu lembur 155 jam/bulan 9 Jumlah operator 2 orang 9 Hari kerja 22 hari
9 Upah per-jam Rp. 20.231/jam
Jadi biaya yang timbul akibat tidak maksimalnya proses penyemprotan anti karat adalah :
Waktu lembur per-bulan x Upah per-jam x Jumlah operator
155 jam per-bulan x Rp. 20.231 per-jam x 2 operator = Rp. 6.271.610,-/bulan 4.3 Analisa dan Pembahasan
4.3.1 Rencana Perbaikan
Rencana perbaikan yang dilakukan adalah sesuai dengan penyebab dominan dari tidak maksimalnya produktifitas proses penyemprotan anti karat yaitu penambahan man power atau operator dan pembagian kerja antar operator yang merata. Dari hasil analisa di atas man power atau operator yang dibutuhkan adalah sebanyak 3 orang, jadi penambahan man power adalah 1 orang.
Dengan bertambahnya 1 orang operator pada proses penyemprotan anti karat tersebut maka pembagian kerja juga akan dirubah kareana yang sebelumnya memiliki 2 stasiun kerja dirubah menjadi 3 stasiun kerja dan
dilakukan pembagian kerja operator yang seimbang dan adanya pertukaran pekerjaan yang dimaksudkan agar operator tidak merasa jenuh atas pekerjaan yang monoton.
Untuk pembagian kerja setiap operator adalah sebagai berikut : 1. Operator pertama
M engambil pallet dari area penempatan sementara dan meletakkannya diarea konveyor ( area penyemprotan ) 2. Operator kedua
M elakukan proses penyemprotan anti karat 3. Operator ketiga
M engambil pallet dari konveyor dan meletakkannya diarea penyimpanan atau area pengiriman.
Selain dari pembagian tugas dari setiap operator, dilakukan juga rotasi kerja antar ke-3 operator penyemprotan anti karat yang yang dilakukan setiap hari atau setiap minggu, hal ini dimaksudkan agar :
1. Agar operator tidak jenuh karena mengerjakan kegiatan yang sama setiapa hari
2. M enghindarkan operator dari efek yang ditimbulkan oleh cairan penyemprotan anti karat yaitu gangguan pernafasan, walaupun operator proses penyemprotan anti karat sudah memakai alat pelindung diri.
Gambar 4.9 : Flow process rotasi tugas operator
4.3.2 Evaluasi Hasil 4.3.2.1 Waktu proses
Untuk waktu proses input dan output proses penyemprotan anti karat setelah adanya perbaikan segi operator dan pada proses kerja adalah sebagai berikut :
1
3
a. Input pallet
Tabel 4.4 : Input pallet per-hari
Data di atas menunjukkan jumlah input pallet per-hari yang rata-ratanya 339 pallet. Dengan data tersebut dapat dihitung rata-rata waktu input pallet Proses penyemprotan anti karat yaitu:
¾ Tingkat keyakinan proses yang merupakan standard PT.IPPI untuk proses penyemprotan anti karat adalah 85%
¾ Waktu kerja dalam 1 shift = 8jam
Jadi waktu proses input pallet adalah
= 72.2 detik per-pallet =
8 x 85% x 3600 detik
339
Hari ke- Jumlah
Pallet/hari 1 253 2 324 3 386 4 393 Rata-rata pallet 339
b. Output pallet
Waktu yang dibutuhkan dalam proses penyemprotan anti karat dengan penambahan operator dan pembagian kerja yang telah disesuaikan adalah sebagai berikut :
1. Operator Pertama membutuhkan waktu proses sebesar :
Tabel 4.5 : Waktu proses operator pertama ( detik )
A B C D A B C D A B C D A B C D Mengambil & Meletakkan pallet ke konveyor 35 43 43 37 40 32 40 36 36 34 42 43 40 32 35 36 Rata-rata Aktivitas 20 21 19.5 19.5
Hari ke-1 Hari ke-2 Hari ke-3 Hari ke-4
2. Operator kedua membutuhkan waktu proses :
Tabel 4.6 : Waktu peoses operator kedua ( detik )
A B C D A B C D A B C D A B C D Penyemprotan 20 23 18 19 25 20 20 19 19 20 21 18 20 18 21 19
Rata-rata 20 21 19.5 19.5
Hari ke-1 Hari ke-2 Hari ke-3 Hari ke-4 Aktivitas
3. Operator ketiga membutuhkan waktu proses :
Tabel 4.7 : Waktu proses operator ketiga ( detik
) A B C D A B C D A B C D A B C D Pengambilan & Meletakkan pallet ke area penempatan sementara 37 35 36 34 34 32 37 33 39 33 39 35 36 36 35 34 Rata-rata 35.5 34 36.5 35.25
Hari ke-1 Hari ke-2 Hari ke-3 Hari ke-4 Aktivitas
Data diatas menggunakan satuan detik dengan keterangan sebagai berikut :
A. Pengambilan waktu proses dilakukan pada awal bekerja sekitar pukul 08.00 – 09.00 wib.
B. Pengambilan waktu proses dilakukan sekitar pukul 10.30 – 11.30, yang merupakan waktu menjelang istirahat.
C. Pengambilan waktu proses dilakukan sekitar pukul 13.30 – 14.00, yang merupakan waktu setelah istirahat.
D. Pengambilan waktu proses dilakukan sekitar pukul 15.00 – 16.00, yang merupakan waktu sebelum pulang kerja.
Dari data diatas dapat dihitung rata-rata waktu proses per-pallet dimana waktu proses per-pallet dihitung berdasarkan waktu proses operator kesatu dan operator ketiga. Operator kesatu tidak
ditambahkan karena proses kerja operator kedua bersamaan dengan proses kerja operator kesatu dan ketiga.
9 Waktu rata-rata yang dihasilkan pada hari ke-1 = Rata-rata operator ke-1 + Rata-rata operator ke3 = 39.5 detik + 35.5 detik = 75 detik
9 Waktu rata-rata yang dihasilkan pada hari ke-2 = Rata-rata operator ke-1 + Rata-rata operator ke3 = 37 detik + 34 detik = 71 detik
9 Waktu rata-rata yang dihasilkan pada hari ke-3 = Rata-rata operator ke-1 + Rata-rata operator ke3 = 38.75 detik + 36.5 detik = 72.25 detik
9 Waktu rata-rata yang dihasilkan pada hari ke-4 = Rata-rata operator ke-1 + Rata-rata operator ke3 = 35.75 detik + 35.25 detik = 71detik
Untuk rata-rata waktu yang dihasilkan untuk proses penyemprotan anti karat adalah :
= 73 detik
75 + 71 + 75.25 + 72 4
= Hari ke-1 + Hari ke-2 + Hari ke-3 + Hari ke-4 4
Jadi kemampuan input pallet pada proses penyemprotan anti karat di PT.INTI PANTJA PRESS INDUSTRI dengan mempertimbangkan standar yang ada adalah :
¾ Tingkat keyakinan proses yang merupakan standard PT.IPPI untuk proses penyemprotan anti karat adalah 85%
¾ Waktu kerja dalam 1 shift = 8jam
= 335 pallet per hari 8 x 85% x 3600
73
= Jumlah jam kerja x Effusiensi x Detik dalam 1 jam Waktu Proses
=
Dengan bertambahnya output pallet presentase pengerjaan penyemprotan anti karat menjadi :
Jumlah Input Pallet
335
339
= 98.80% Persentase Pengerjaan
Jumlah Output Pallet
x 100% =
Diagram 4.3 : Input dan Output Pallet
4.3.2.2 Biaya yang Timbul
Baiya yang timbul akibat adanya penambahan operator proses penyemprotan anti karat yaitu biaya gaji operator sebesar Rp. 3.500.000,- dan juga biaya yang ditimbulkan akibat masih adanya sisa pallet yang belum dip roses yaitu 339 – 335 = 4 pallet per hari.
Biaya akibat lembur operator :
= Jumlah pallet x waktu proses per pallet = 4 x 73 detik per pallet
= 292 detik/hari = 0.081 jam/hari
= Waktu proses x Jumlah hari dalam 1 bulan = 0,081 x 22 hari
= 1,78 Jam/bulan
Jadi dalam satu bulan mengeluarkan biaya untuk melemburkan operator penyemprotan anti karat adalah :
Karena jumlah jam lembur yang dihasilkan hanya 1,78 jam/bulan, jadi dapat dikerjakan dalam waktu lembur hari kerja biasa yaitu senin – jum’at dengan jumlah waktu lembur satu hari yaitu 2,5 jam. Untuk biaya yang dikeluarkan adalah sebagai berikut :
= Jumlah waktu lembur operator x Upah lembur per jam x Jumlah operator
= 4,5 jam x Rp. 20.231,- per jam x 3 = Rp. 273.119,- per bulan
Keterangan :
4,5 jam didapat dari perkalian jam kerja lembur sesuai dengan peraturan pemerintah yaitu 1 jam pertama dikalikan 1,5 jam sedangkan 1-7 jam berikutnya akan dikalikan 2.
= (1 x 1,5) + (1,5 x 2)
Berdasarkan data diatas seluruh biaya yang dikeluarkan karena adanya perbaikan di area penyemprotan anti karat adalah :
= Biaya penambahan operator + Biaya akibat lembur
= Rp. 3.500.000 + Rp. 273.119