HASIL DAN PEMBAHASAN
5.1. Ekstraksi Hasil Pengumpulan Data
5.1.1 Data Permintaan (demand) Konsumen
Pengumpulan data permintaan konsumen pada PT. Sinar Jaya Prakarsa diambil mulai dari bulan Agustus 2002 sampai dengan Juli 2005 (3 tahun). Berikut ini adalah data permintaan untuk produk sandal swallow :
Tabel 5.1 Data Permintaan Bulanan Produk Sandal Swallow Standar
Periode Tahun Bulan Demand Periode Tahun Bulan Demand
1 Agustus 4700 19 Februari 5200 2 September 4870 20 Maret 4800 3 2002 Oktober 5110 21 April 5316 4 Nopember 4540 22 Mei 6600 5 Desember 5360 23 Juni 5530 6 Januari 4149 24 2004 Juli 5360 7 Februari 5283 25 Agustus 6100 8 Maret 4540 26 September 4950 9 April 5110 27 Oktober 5360 10 Mei 5440 28 Nopember 5940 11 2003 Juni 4814 29 Desember 5171 12 Juli 4120 30 Januari 6100 13 Agustus 4950 31 Februari 5280 14 September 5530 32 Maret 6520 15 Oktober 4450 33 2005 April 5860 16 Nopember 5561 34 Mei 5479 17 Desember 4950 35 Juni 5940 18 Januari 6100 36 Juli 6000
Tabel 5.2 Data Permintaan Bulanan Produk Sandal Swallow Sablon
Periode Tahun Bulan Demand Periode Tahun Bulan Demand
1 Agustus 430 19 Februari 448 2 September 550 20 Maret 546 3 2002 Oktober 380 21 April 520 4 Nopember 445 22 Mei 615 5 Desember 470 23 Juni 444 6 Januari 360 24 2004 Juli 570 7 Februari 520 25 Agustus 458 8 Maret 385 26 September 560 9 April 478 27 Oktober 555 10 Mei 465 28 Nopember 469 11 2003 Juni 395 29 Desember 508 12 Juli 466 30 Januari 515 13 Agustus 520 31 Februari 602 14 September 575 32 Maret 496 15 Oktober 480 33 2005 April 505 16 Nopember 540 34 Mei 564 17 Desember 524 35 Juni 495 18 Januari 458 36 Juli 600
5.1.2 Data Waktu Siklus Produk
Waktu siklus dalam memproduksi produk sandal standar dan sablon pada dasarnya sama, hanya saja pada produk sandal sablon terdapat tambahan operasi yaitu operasi penyablonnan sebelum operasi perakitan. Berikut adalah data waktu siklus untuk masing-masing operasi dalam mengolah bahan baku menjadi produk yang siap untuk dijual berdasarkan pengamatan langsung di lapangan dengan pengukuran menggunakan alat bantu stopwatch untuk produk sandal swallow standar dan sablon:
Tabel 5.3 Data Waktu Siklus Sandal Standar dalam Satuan Menit Kegiatan O - 10 ke- O – 1 O – 2 O – 3 O – 4 O – 5 O – 6 O – 7 O – 8 O - 9 A - 1 A-2 A - 3 1 5:26,81 7:28,04 9:43,45 4.00 7:40,00 2:41,81 3:27,14 3,47 5,72 6.53 9.81 1:51,49 2 5:11,92 8:01,66 9:54,97 4.00 7:44,15 2:50,55 3:20,59 3,00 7,19 9.15 8.05 1:37,99 3 5:09,27 7:44,92 10:01,71 4.00 7:36,83 2:54,28 3:25,80 3,25 5,92 6.62 8.83 1:39,50 4 5:45,19 6:58,81 9:57,82 4.00 7:55,00 2:40,14 3:50,00 2,91 5,06 6.29 9.89 1:45,51 5 5:17,52 7:33,27 9:55,89 4.00 8:05,39 2:47,90 3:35,55 4,44 5,51 7.47 9.57 1:53,15 6 5:52,11 7:05,69 9:32,13 4.00 8:12,52 2:49,00 3:33,73 3,50 5,67 8.11 7.52 1:53,22 7 5:22,73 7:26,53 9:44,55 4.00 8:09,27 2:45,42 3:20,04 4,00 6,79 7.18 9.14 1:52,74 8 5:41,68 7:45,39 9:39,93 4.00 8:25,90 2:55,97 3:15,91 3,32 6,77 6.79 8.39 1:45,97 9 5:31,74 7:29,72 9:38,77 4.00 8:22,77 2:53,22 3:40,58 3,00 6,24 6.55 9.71 1:38,99 10 6:05,35 7:19,94 9:35,20 4.00 7:57,41 2:45,52 3:30,87 2,99 5,49 6.32 9.35 1:41,72 11 5:27,92 7:52,63 9:53,33 4.00 8:17,95 2:42,75 3:53,30 3,65 7,37 7.99 9.56 1:41,44 12 5:38,76 7:45,99 9:51,89 4.00 8:02,12 2:55,18 3:27,22 4,26 5,92 9.06 9.18 1:55,31 13 5:27,44 7:31,35 9:45,15 4.00 7:43,64 2:52,57 3:58,69 4,52 6,55 6.41 8.22 1:52,80 14 5:11,98 7:47,12 9:59,21 4.00 8:19,36 2:40,68 3:45,75 3,71 6,30 7.38 7.92 1:40,62 15 5:09,55 7:58,18 9:50,58 4.00 7:44,88 2:58,77 3:37,47 3,48 5,73 7.52 8.75 1:52,07 16 5:23,71 7:25,33 9:01,31 4.00 7:49,72 2:43,23 3:32,35 4,11 7,02 7.96 8.19 1:47,55 17 6:01,66 7:34,78 9:02,16 4.00 8:30,55 2:56,00 3:21,98 3,93 6,11 8.24 7.74 1:45,28 18 5:35,97 7:44,91 9:37,97 4.00 7:56,92 2:39,99 3:23,09 3,00 6,56 6.18 9.40 1:44,95 19 5:07,73 7:38,65 9:53,23 4.00 8:12,37 2:53,52 3:27,51 3.8 6,88 7.72 8.86 1:37,12 20 5:33,54 7:09,13 9:42,88 4.00 7:59,74 2:50,25 3:45,77 3,19 5,96 8.33 8.92 1:37,98 21 5:41,58 7:16,82 9:46,60 4.00 7:50,18 2:47,13 4:09,14 3,77 6,37 7.12 8.52 1:55,44 22 5:49,25 7:41,47 9:44,52 4.00 7:47,43 2:45,88 3:55,50 3,31 6,74 6.27 8.78 1:42,71 23 5:57,69 7:40,63 9:55,92 4.00 7:40,49 2:39,34 3:51,34 3.67 5,77 6.59 8.94 1:52,36 24 5:29,77 7:13,97 9:43,49 4.00 7:53,52 3:03,31 4:06,11 3,10 5,51 8.44 9.03 1:49,92 25 5:22,35 7:27,88 9:56,14 4.00 7:49,07 2:48,66 3:40,96 4,22 5,86 6.35 9.71 1:47,49 26 5:45,13 7:49,21 9:53,36 4.00 8:29,65 2:52,79 3:44,32 3,54 9,55 8.22 8.89 1:45,14 27 5:39,46 7:09,83 9:39,69 4.00 7:56,98 2:53,11 4:07,87 3,88 6,21 6.48 8.99 1:36,68 28 5:19,33 7:55,76 9:37,97 4.00 8:17,71 2:44,00 3:52,79 4,00 5,90 6.50 7.82 1:56,29 29 5:21,70 7:38,50 9:41,04 4.00 8:21,19 2:39,57 3:22,24 3,92 7,28 7.11 9.05 1:39,77 30 5:47,88 8:03,72 9:52,75 4.00 8:09,54 2:39,95 3:48,58 3,45 6,84 7.85 9.18 1:44,31 Total 02:46:16,72 03:51:29,83 4:54:31,20 02:00.0 03:51:52,71 01:24:10,49 01:49:52,19 01:48,39 03:16,79 03:38,73 04:25,91 53:05,76 Keterangan : O – 1 : Pemotongan Awal O – 2 : Pencampuran O – 3 : Pengerollan O – 4 : Pemotongan Lembaran Karet O – 5 : Pengompresan O – 6 : Pendinginan
O – 7 : Pemotongan Spons dan Inspeksi O – 8 : Pelubangan
O – 9 : Perakitan
O –10 : Packaging dan inspeksi, dimana proses packaging terdiri dari : A-1 (packaging 1 pasang sandal), A-2 (packaging 6 pasang sandal), A-3 (packaging 1 karung sandal)
Tabel 5.4 Data Waktu Siklus Sandal Sablon dalam Satuan Menit
Kegiatan O - 11
ke- O - 1 O - 2 O - 3 O - 4 O – 5 O - 6 O - 7 O – 8 O-9 O - 10 A - 1 A-2 A - 3 1 5:26,81 7:28,04 9:43,45 4.00 7:40,00 2:41,81 3:27,14 3,47 15.11 5,72 6.53 9.81 1:51,49 2 5:11,92 8:01,66 9:54,97 4.00 7:44,15 2:50,55 3:20,59 3,00 14.07 7,19 9.15 8.05 1:37,99 3 5:09,27 7:44,92 10:01,71 4.00 7:36,83 2:54,28 3:25,80 3,25 15.97 5,92 6.62 8.83 1:39,50 4 5:45,19 6:58,81 9:57,82 4.00 7:55,00 2:40,14 3:50,00 2,91 16.85 5,06 6.29 9.89 1:45,51 5 5:17,52 7:33,27 9:55,89 4.00 8:05,39 2:47,90 3:35,55 4,44 16.44 5,51 7.47 9.57 1:53,15 6 5:52,11 7:05,69 9:32,13 4.00 8:12,52 2:49,00 3:33,73 3,50 14.29 5,67 8.11 7.52 1:53,22 7 5:22,73 7:26,53 9:44,55 4.00 8:09,27 2:45,42 3:20,04 4,00 15.8 6,79 7.18 9.14 1:52,74 8 5:41,68 7:45,39 9:39,93 4.00 8:25,90 2:55,97 3:15,91 3,32 17.06 6,77 6.79 8.39 1:45,97 9 5:31,74 7:29,72 9:38,77 4.00 8:22,77 2:53,22 3:40,58 3,00 15.55 6,24 6.55 9.71 1:38,99 10 6:05,35 7:19,94 9:35,20 4.00 7:57,41 2:45,52 3:30,87 2,99 15.09 5,49 6.32 9.35 1:41,72 11 5:27,92 7:52,63 9:53,33 4.00 8:17,95 2:42,75 3:53,30 3,65 14.66 7,37 7.99 9.56 1:41,44 12 5:38,76 7:45,99 9:51,89 4.00 8:02,12 2:55,18 3:27,22 4,26 15.73 5,92 9.06 9.18 1:55,31 13 5:27,44 7:31,35 9:45,15 4.00 7:43,64 2:52,57 3:58,69 4,52 16.91 6,55 6.41 8.22 1:52,80 14 5:11,98 7:47,12 9:59,21 4.00 8:19,36 2:40,68 3:45,75 3,71 17.02 6,30 7.38 7.92 1:40,62 15 5:09,55 7:58,18 9:50,58 4.00 7:44,88 2:58,77 3:37,47 3,48 15.69 5,73 7.52 8.75 1:52,07 16 5:23,71 7:25,33 9:01,31 4.00 7:49,72 2:43,23 3:32,35 4,11 15.62 7,02 7.96 8.19 1:47,55 17 6:01,66 7:34,78 9:02,16 4.00 8:30,55 2:56,00 3:21,98 3,93 15.27 6,11 8.24 7.74 1:45,28 18 5:35,97 7:44,91 9:37,97 4.00 7:56,92 2:39,99 3:23,09 3,00 15.46 6,56 6.18 9.40 1:44,95 19 5:07,73 7:38,65 9:53,23 4.00 8:12,37 2:53,52 3:27,51 3.8 17.22 6,88 7.72 8.86 1:37,12 20 5:33,54 7:09,13 9:42,88 4.00 7:59,74 2:50,25 3:45,77 3,19 9:07 5,96 8.33 8.92 1:37,98 21 5:41,58 7:16,82 9:46,60 4.00 7:50,18 2:47,13 4:09,14 3,77 16.71 6,37 7.12 8.52 1:55,44 22 5:49,25 7:41,47 9:44,52 4.00 7:47,43 2:45,88 3:55,50 3,31 15.92 6,74 6.27 8.78 1:42,71 23 5:57,69 7:40,63 9:55,92 4.00 7:40,49 2:39,34 3:51,34 3.67 16.19 5,77 6.59 8.94 1:52,36 24 5:29,77 7:13,97 9:43,49 4.00 7:53,52 3:03,31 4:06,11 3,10 16.55 5,51 8.44 9.03 1:49,92 25 5:22,35 7:27,88 9:56,14 4.00 7:49,07 2:48,66 3:40,96 4,22 17.11 5,86 6.35 9.71 1:47,49 26 5:45,13 7:49,21 9:53,36 4.00 8:29,65 2:52,79 3:44,32 3,54 15.82 9,55 8.22 8.89 1:45,14 27 5:39,46 7:09,83 9:39,69 4.00 7:56,98 2:53,11 4:07,87 3,88 15.31 6,21 6.48 8.99 1:36,68 028 5:19,33 7:55,76 9:37,97 4.00 8:17,71 2:44,00 3:52,79 4,00 15.62 5,90 6.50 7.82 1:56,29 29 5:21,70 7:38,50 9:41,04 4.00 8:21,19 2:39,57 3:22,24 3,92 16.09 7,28 7.11 9.05 1:39,77 30 5:47,88 8:03,72 9:52,75 4.00 8:09,54 2:39,95 3:48,58 3,45 15.53 6,84 7.85 9.18 1:44,31 Total 02:46:16,72 03:51:29,83 4:54:31,20 02:00.0 03:51:52,71 01:24:10,49 01:49:52,19 01:48,39 07:57,04 03:16,79 03:38,73 04:25,91 53:05,76 Keterangan : O – 1 : Pemotongan Awal O – 2 : Pencampuran O – 3 : Pengerollan
O – 4 : Pemotongan Lembaran Karet O – 5 : Pengompresan O – 6 : Pendinginan
O – 7 : Pemotongan Spons dan Inspeksi O – 8 : Pelubangan
O – 9 : Penyablonan
O – 10 : Perakitan
O –11 : Packaging dan inspeksi, dimana proses packaging terdiri dari : A-1 (packaging 1 pasang sandal), A-2 (packaging 6 pasang sandal), A-3 (packaging 1 karung sandal)
5.1.3 OPC (Operation Process Chart) Produk
Berdasarkan proses produksi perusahaan, maka OPC untuk memproduksi sandal standar dan sablon adalah sebagai berikut:
PETA PRO
Produk : Sandal S
Dibuat Oleh : Ratna K
Tanggal Pembuatan : 7 Oktob
PETA PRO
Produk : Sandal S
Dibuat Oleh : Ratna K
Tanggal Pembuatan : 7 Oktob
5.2. Pengolahan Data
5.2.1 Perhitungan Target Produksi
Untuk dapat memenuhi permintaan konsumen, diperlukan target produksi yaitu jumlah minimal produk yang harus diproduksi perusahaan. Dalam menentukan target produksi, digunakan beberapa metode peramalan untuk menentukan besarnya jumlah permintaan konsumen pada periode mendatang dengan berdasarkan pada plot data permintaan tiga tahun yang lalu untuk menentukan metode-metode yang tepat.
5.2.1.1 Plot Data Permintaan
Sebelum melakukan peramalan terhadap permintaan, dilakukan dahulu plot data masa lalu yang akan digunakan agar dapat memperkirakan metode-metode peramalan yang sesuai dengan pola data permintaan. Pada kasus ini digunakan data historis permintaan dari bulan Agustus 2002 hingga Juli 2005 (selama 3 tahun). Berikut merupakan hasil dari plot terhadap data historis permintaan :
Data Permintaan Sandal Swallow
0 2000 4000 6000 8000 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 Periode Per m in ta an Demand
Data Demand Sandal Swallow Bersablon 0 200 400 600 800 1 4 7 10 13 16 19 22 25 28 31 34 Periode Demand
Grafik 5.2 Plot Data Permintaan Sandal Swallow Sablon
5.2.1.2 Pemilihan Metode Peramalan yang digunakan
Berdasarkan pola data yang dihasilkan, dapat terlihat bahwa data permintaan sandal swallow baik untuk yang standar maupun bersablon menunjukkan pola data horizontal (data stasioner) yang mengandung pola trend. Untuk itu dengan melakukan studi pustaka, maka beberapa metode peramalan yang sesuai dengan pola data yang berlaku adalah : metode Double Moving Average (DMA), Holt, Quadratik, dan Regresi Linier.
Pemilihan metode peramalan yang paling tepat/sesuai untuk digunakan dilakukan dengan menguji keempat metode diatas dengan statistik ketepatan peramalan yang ditinjau dari besarnya error yang terdapat pada setiap metode, yaitu : MAE, MSE, dan MAPE. Pada bab ini hanya ditampilkan tabel perhitungan dengan metode yang menghasilkan MAE, MSE, dan MAPE terkecil, tabel perhitungan dengan metode-metode lainnya dapat dilihat pada lampiran.
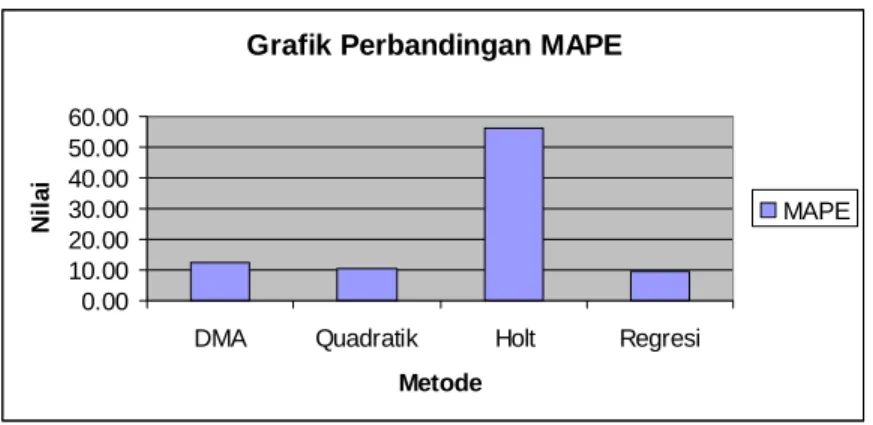
5.2.1.3 Perbandingan MAE, MSE dan MAPE Tiap Metode
5.2.1.3.1 Perbandingan pada Sandal Standar
Tabel 5.5 Tabel Perbandingan MAE, MSE dan MAPE pada Sandal Standar
Perhitungan DMA Quadratik Holt Regresi
MAE 608.73 483.10 546.00 383.06
MSE 560180.76 368033.85 427905.78 220975.98
MAPE 11.48 8.74 10.80 7.34
Grafik Perbandingan MAE
0.00 200.00 400.00 600.00 800.00
DMA Quadratik Holt Regresi
Metode
Ni
la
i
MAE
Grafik 5.3 Perbandingan MAE Sandal Standar
Grafik Perbandingan MSE
0.00 100000.00 200000.00 300000.00 400000.00 500000.00 600000.00
DMA Quadratik Holt Regresi
Metode
N
ila
i
MSE
Grafik 5.4 Perbandingan MSE Sandal Standar
Grafik Perbandingan MAPE
0.00 5.00 10.00 15.00
DMA Quadratik Holt Regresi
Metode
Ni
la
i
MAPE
Dengan melihat grafik perbandingan MAE, MSE dan MAPE, terlihat bahwa metode Regresi Linier memiliki MAE, MSE dan MAPE yang paling kecil diantara metode yang lainnya. Oleh karena itu peramalan untuk sandal standar digunakan metode Regresi.
5.2.1.3.2 Perbandingan pada Sandal Sablon
Tabel 5.6 Perbandingan MAE, MSE dan MAPE pada Sandal Bersablon
Perhitungan DMA Quadratik Holt Regresi
MAE 62.66 52.32 273.81 45.59
MSE 6117.31 3952.44 78841.08 2891.39
MAPE 12.55 10.27 57.35 9.38
Grafik Perbandingan MAE
0.00 50.00 100.00 150.00 200.00 250.00 300.00
DMA Quadratik Holt Regresi
Metode
N
ila
i
MAE
Grafik 5.6 Perbandingan MAE Sandal Sablon Grafik Perbandingan MSE
0.00 20000.00 40000.00 60000.00 80000.00
DMA Quadratik Holt Regresi
Metode
Ni
la
i
MSE
Grafik Perbandingan MAPE 0.00 10.00 20.00 30.00 40.00 50.00 60.00
DMA Quadratik Holt Regresi
Metode
Ni
la
i
MAPE
Grafik 5.8 Perbandingan MAPE Sandal Sablon
Dengan melihat grafik perbandingan MAE, MSE dan MAPE, terlihat bahwa metode DMA (Double Moving Average), Quadratik dan metode Regresi Linier memiliki MAE, MSE dan MAPE yang hampir seimbang. Namun metode Regresi Linier merupakan metode yang dipilih untuk sandal bersablon, hal ini dikarenakan metode Regresi Linier memiliki MAE, MSE dan MAPE yang terendah.
5.2.1.4 Peramalan Permintaan
Peramalan permintaan dimaksudkan untuk mendapatkan perkiraan permintaan untuk 3 bulan ke depan dengan menggunakan data historis penjualan.
5.2.1.4.1 Peramalan Permintaan untuk Sandal Standar dengan Metode Regresi
Linier
Peramalan untuk sandal standar dilakukan dengan menggunakan metode Regresi Linier, menimbang bahwa nilai MAE, MSE dan MAPE dari metode ini lebih rendah dari metode-metode lainnya. Berikut merupakan hasil dari peramalan dengan menggunakan metode regresi linier pada sandal standar:
396900 -536760 2195312490 -2849047530 = =4674.22 2 2) ( ) ( ) )( ( ) ( x x n y x xy n b Σ − Σ Σ Σ − Σ = 2 ) 630 ( ) 14910 ( 36 ) 191083 )( 630 ( ) 3484623 ( 36 − − = 396900 -536760 120382290 -125446428 = =36.21 • Periode 37 Y = 4674.22 + (36.21) (36) 37 = 5977.78 • Periode 38 Y = 4674.22 + (36.21) (37) 38 = 6013.99 • Periode 39 Y = 4674.22 + (36.21) (38) 39 = 6050.20
Contoh perhitungan ketepatan metode peramalan : 1. Error pada periode 1
e1 = X1 −F1
= 4700 - 4674.22 = 25.78
2. Nilai tengah galat absolut (mean absolute error)
n e MAE n t t
∑
= = 1 = 383.06 36 26 . 13790 =3. Nilai tengah galat kuadrat ( mean squared error ) n e MSE n t t
∑
= = 1 2 220975.98 36 7955135.27 = =4. Deviasi standar galat (standard deviation of error)
(
1)
1 2 − =∑
= n e SDE n i i 476.75 1 36 7955135.27 = − =5. Nilai tengah deviasi absolut (mean absolute deviation)
∑
− = Y Y n MAD i 1 (17109) 475.25 36 1 = =6. Galat Persentase (Percentage Error) pada periode 1
100 1 1 1 × − = Y F Y PE t 100 0.55 4700 4674.22 -4700 × = =
7. Nilai Tengah Galat Persentase (Mean Percentage Error)
n PE MPE n i i
∑
= = 1 0.80 36 28.77 - =− =8. Mean Absolute PercentageError
n PE MAPE n i i
∑
= = 1 7.34 36 264.33 = =5.2.1.4.2 Peramalan Permintaan untuk Sandal Sablon dengan Metode Regresi
Linier
Peramalan untuk sandal bersablon dilakukan dengan menggunakan metode Regresi Linier, menimbang bahwa nilai MAE, MSE dan MAPE dari metode ini lebih rendah dibandingkan metode-metode lainnya. Berikut merupakan hasil dari peramalan dengan menggunakan metode regresi linier:
Contoh perhitungan : Y = a + bx 2 2 2 ) ( ) ( ) )( ( ) )( ( x x n xy x x y a Σ − Σ Σ Σ − Σ Σ = 2 ) 630 ( ) 14910 ( 36 ) 325843 )( 630 ( ) 14910 )( 17911 ( − − = a 396900 -536760 205281090 -267053010 = =441.67 2 2) ( ) ( ) )( ( ) ( x x n y x xy n b Σ − Σ Σ Σ − Σ = 2 ) 630 ( ) 14910 ( 36 ) 17911 )( 630 ( ) 325843 ( 36 − − = 396900 -536760 11283930 -11730348 = =3.20 • Periode 37 Y = 441.67 + (3.20) (36) = 556.87 37 • Periode 38 Y = 441.67 + (3.20) (37) = 560.07 38 • Periode 39 Y = 441.67 + (3.20) (38) = 563.27 39 Contoh perhitungan ketepatan metode peramalan : 1. Error pada periode 1
2. Nilai tengah galat absolut (mean absolute error) n e MAE n t t
∑
= = 1 = 45.60 36 1641.54 =3. Nilai tengah galat kuadrat ( mean squared error )
n e MSE n t t
∑
= = 1 2 2891.41 36 104090.90 = =4. Deviasi standar galat (standard deviation of error)
(
1)
1 2 − =∑
= n e SDE n i i 54.53 1 36 104090.90 = − =5. Nilai tengah deviasi absolut (mean absolute deviation)
∑
− = Y Y n MAD i 1 (1867.00) 51.86 36 1 = =6. Galat Persentase (Percentage Error) pada periode 1
100 1 1 1 × − = Y F Y PE t 100 2.71 430 441.67 -430 × =− =
7. Nilai Tengah Galat Persentase (Mean Percentage Error)
n PE MPE n i i
∑
= = 1 1.27 36 45.56 - =− = 8. Mean Absolute PercentageErrorn PE MAPE n i i
∑
= = 1 9.39 36 337.86 = =5.2.2 Perencanaan Agregat
Sebelum melakukan perencanaan agregat diperlukan data mengenai kapasitas produksi baik reguler maupun lembur beserta biaya-biaya dalam produksi. Perencanaan agregat dilakukan dengan menggunakan metode transportasi. Perusahaan tidak melakukan subkontrak dengan perusahaan lain sehingga perhitungan dalam subkontrak tidak dilakukan.
5.2.2.1 Pengujian Waktu Siklus
Pengumpulan data waktu siklus dilakukan sebanyak 30 kali untuk kemudian dilakukan uji keseragaman data dan uji kecukupan data sesuai dengan tingkat ketelitian dan tingkat keyakinan.
Uji keseragaman data dilakukan untuk memastikan data yang diambil telah seragam. Uji keseragaman data dilakukan dengan mengaplikasikan peta kendali (Control Chart). Batas-batas kendali yang dibentuk dari data merupakan batas seragam tidaknya data. Yang perlu diperhatikan dalam pengujian keseragaman adalah data yang berada didalam batas-batas kendali karena jika terdapat data diluar dari batas-batas kendali maka data tersebut tidak dimasukkan dalam perhitungan selanjutnya. Sehingga perhitungan selanjutnya hanya menggunakan data-data yang berada dalam batas-batas kendali.
Uji kecukupan data dilakukan untuk memastikan data yang diambil telah cukup dan dapat mewakili waktu proses produksi tiap operasi secara keseluruhan dalam perusahaan. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat
ketelitian. Tingkat ketelitian dan keyakinan dinyatakan dalam bentuk persentase. Dalam pengujian ini digunakan tingkat ketelitian 5% dan tingkat keyakinan 95% memberi arti bahwa diperbolehkan rata hasil pengukurannya menyimpang sejauh 5% dari rata-rata sebenarnya; dan kemungkinan berhasil mendapatkannya adalah 95%.
Berikut merupakan data waktu siklus yang telah dikonversikan ke dalam satuan detik :
Tabel 5.9 Waktu Siklus Sandal Standar dalam Satuan Detik
Kegiatan O - 10
ke- O - 1 O – 2 O - 3 O – 4 O - 5 O – 6 O - 7 O - 8 O – 9 A-1 A-2 A-3 1 326.81 700.04 583.45 4.00 460.00 161.81 207.14 3.47 5.72 6.53 9.81 111.49 2 311.92 481.66 594.97 4.00 464.15 170.55 200.59 3.00 7.19 9.15 8.05 97.99 3 309.27 464.92 601.71 4.00 456.83 174.28 205.80 3.25 5.92 6.62 8.83 99.50 4 345.19 418.81 597.82 4.00 475.00 160.14 230.00 2.91 5.06 6.29 9.89 105.51 5 317.52 453.27 595.89 4.00 485.39 167.90 215.55 4.44 5.51 7.47 9.57 113.15 6 352.11 425.69 572.13 4.00 492.52 169.00 213.73 3.50 5.67 8.11 7.52 113.22 7 322.73 446.53 584.55 4.00 489.27 165.42 200.04 4.00 6.79 7.18 9.14 112.74 8 341.68 465.39 579.93 4.00 505.90 175.97 195.91 3.32 6.77 6.79 8.39 105.97 9 331.74 449.72 578.77 4.00 502.77 173.22 220.58 3.00 6.24 6.55 9.71 98.99 10 365.35 439.94 575.2 4.00 477.41 165.52 210.87 2.99 5.49 6.32 9.35 101.72 11 327.92 472.63 593.33 4.00 497.95 162.75 233.30 3.65 7.37 7.99 9.56 101.44 12 338.76 465.99 591.89 4.00 482.12 175.18 207.22 4.26 5.92 9.06 9.18 115.31 13 327.44 451.35 585.15 4.00 463.64 172.57 238.69 4.52 6.55 6.41 8.22 112.80 14 311.98 467.12 599.21 4.00 499.36 160.68 225.75 3.71 6.30 7.38 7.92 100.62 15 309.55 478.18 590.58 4.00 464.88 178.77 217.47 3.48 5.73 7.52 8.75 112.07 16 323.71 445.33 601.31 4.00 469.72 163.23 212.35 4.11 7.02 7.96 8.19 107.55 17 361.66 454.78 602.16 4.00 510.55 176.00 201.98 3.93 6.11 8.24 7.74 105.28 18 335.97 464.91 577.97 4.00 476.92 159.99 203.09 3.00 6.56 6.18 9.40 104.95 19 307.73 458.65 593.23 4.00 492.37 173.52 207.51 3.80 6.88 7.72 8.86 97.12 20 333.54 429.13 582.88 4.00 479.74 170.25 225.77 3.19 5.96 8.33 8.92 97.98 21 341.58 436.82 586.6 4.00 470.18 167.13 249.14 3.77 6.37 7.12 8.52 115.44 22 349.25 461.47 584.52 4.00 467.43 165.88 235.50 3.31 6.74 6.27 8.78 102.71 23 357.69 460.63 583.92 4.00 460.49 159.34 231.34 3.67 5.77 6.59 8.94 112.36 24 329.77 431.97 583.49 4.00 473.52 183.31 246.11 3.10 5.51 8.44 9.03 109.92 25 322.35 447.88 596.14 4.00 469.07 168.66 220.96 4.22 5.86 6.35 9.71 107.49 26 345.13 469.21 593.36 4.00 509.65 172.79 224.32 3.54 9.55 8.22 8.89 105.14 27 339.46 429.83 579.69 4.00 476.98 173.11 247.87 3.88 6.21 6.48 8.99 96.68 28 319.33 475.76 577.97 4.00 497.71 164.00 232.79 4.00 5.90 6.5 7.82 116.29 29 321.7 458.5 581.04 4.00 501.19 159.57 202.24 3.92 7.28 7.11 9.05 99.77 30 347.88 483.72 592.75 4.00 489.54 159.95 228.58 3.45 6.84 7.85 9.18 104.31 Total 9976.72 13889.83 17641.61 240.00 13972.71 5050.49 6592.19 108.39 190.79 218.7 265.91 3185.51
Tabel 5.10 Waktu Siklus Sandal Sablon dalam Satuan Detik
Kegiatan O - 11
ke- O – 1 O - 2 O - 3 O - 4 O - 5 O - 6 O - 7 O - 8 0 - 9 O - 10 A-1 A-2 A-3 1 326.81 700.04 583.45 4.00 460.00 161.81 207.14 3.47 15.11 5.72 6.53 9.81 111.49 2 311.92 481.66 594.97 4.00 464.15 170.55 200.59 3.00 14.07 7.19 9.15 8.05 97.99 3 309.27 464.92 601.71 4.00 456.83 174.28 205.80 3.25 15.97 5.92 6.62 8.83 99.50 4 345.19 418.81 597.82 4.00 475.00 160.14 230.00 2.91 16.85 5.06 6.29 9.89 105.51 5 317.52 453.27 595.89 4.00 485.39 167.90 215.55 4.44 16.44 5.51 7.47 9.57 113.15 6 352.11 425.69 572.13 4.00 492.52 169.00 213.73 3.50 14.29 5.67 8.11 7.52 113.22 7 322.73 446.53 584.55 4.00 489.27 165.42 200.04 4.00 15.80 6.79 7.18 9.14 112.74 8 341.68 465.39 579.93 4.00 505.90 175.97 195.91 3.32 17.06 6.77 6.79 8.39 105.97 9 331.74 449.72 578.77 4.00 502.77 173.22 220.58 3.00 15.55 6.24 6.55 9.71 98.99 10 365.35 439.94 575.2 4.00 477.41 165.52 210.87 2.99 15.09 5.49 6.32 9.35 101.72 11 327.92 472.63 593.33 4.00 497.95 162.75 233.30 3.65 14.66 7.37 7.99 9.56 101.44 12 338.76 465.99 591.89 4.00 482.12 175.18 207.22 4.26 15.73 5.92 9.06 9.18 115.31 13 327.44 451.35 585.15 4.00 463.64 172.57 238.69 4.52 16.91 6.55 6.41 8.22 112.80 14 311.98 467.12 599.21 4.00 499.36 160.68 225.75 3.71 17.02 6.30 7.38 7.92 100.62 15 309.55 478.18 590.58 4.00 464.88 178.77 217.47 3.48 15.69 5.73 7.52 8.75 112.07 16 323.71 445.33 601.31 4.00 469.72 163.23 212.35 4.11 15.62 7.02 7.96 8.19 107.55 17 361.66 454.78 602.16 4.00 510.55 176.00 201.98 3.93 15.27 6.11 8.24 7.74 105.28 18 335.97 464.91 577.97 4.00 476.92 159.99 203.09 3.00 15.46 6.56 6.18 9.40 104.95 19 307.73 458.65 593.23 4.00 492.37 173.52 207.51 3.80 17.22 6.88 7.72 8.86 97.12 20 333.54 429.13 582.88 4.00 479.74 170.25 225.77 3.19 16.38 5.96 8.33 8.92 97.98 21 341.58 436.82 586.6 4.00 470.18 167.13 249.14 3.77 16.71 6.37 7.12 8.52 115.44 22 349.25 461.47 584.52 4.00 467.43 165.88 235.50 3.31 15.92 6.74 6.27 8.78 102.71 23 357.69 460.63 583.92 4.00 460.49 159.34 231.34 3.67 16.19 5.77 6.59 8.94 112.36 24 329.77 431.97 583.49 4.00 473.52 183.31 246.11 3.10 16.55 5.51 8.44 9.03 109.92 25 322.35 447.88 596.14 4.00 469.07 168.66 220.96 4.22 17.11 5.86 6.35 9.71 107.49 26 345.13 469.21 593.36 4.00 509.65 172.79 224.32 3.54 15.82 9.55 8.22 8.89 105.14 27 339.46 429.83 579.69 4.00 476.98 173.11 247.87 3.88 15.31 6.21 6.48 8.99 96.68 28 319.33 475.76 577.97 4.00 497.71 164.00 232.79 4.00 15.62 5.90 6.5 7.82 116.29 29 321.7 458.5 581.04 4.00 501.19 159.57 202.24 3.92 16.09 7.28 7.11 9.05 99.77 30 347.88 483.72 592.75 4.00 489.54 159.95 228.58 3.45 15.53 6.84 7.85 9.18 104.31 Total 9976.72 13889.83 17641.61 240.00 13972.71 5050.49 6592.19 108.39 477.04 190.79 218.7 265.91 3185.51
Dalam pengujian waktu siklus ini dilakukan pada operasi 1 hingga 10 dan pada operasi 1 hingga 11 pada sandal sablon kecuali untuk operasi 4, hal ini disebabkan karena operasi 4 dilakukan secara otomatis menggunakan mesin (tanpa campur tangan manusia) sehingga waktu siklus yang didapatkan sama dengan waktu baku baik untuk sandal standar maupun sablon. Oleh karena itu tidak perlu dilakukan pengujian keseragaman dan kecukupan data. Berikut contoh perhitungan pengujian keseragaman dan kecukupan data :
Tabel 5.11 Uji Keseragaman Data O-1 Kegiatan O – 1 Ke- i X k x
( )
x x i −( )
2 x xi − 2 i x 1 326.81 -5.75 33.03 106804.78 2 311.92 -20.64 425.90 97294.09 3 309.27 -23.29 542.30 95647.93 4 345.19 12.63 159.58 119156.14 5 317.52 322.14 -15.04 226.12 100818.95 6 352.11 19.55 382.31 123981.45 7 322.73 -9.83 96.58 104154.65 8 341.68 9.12 83.22 116745.22 9 331.74 -0.82 0.67 110051.43 10 365.35 342.72 32.79 1075.36 133480.62 11 327.92 -4.64 21.50 107531.53 12 338.76 6.20 38.47 114758.34 13 327.44 -5.12 26.19 107216.95 14 311.98 -20.58 423.43 97331.52 15 309.55 323.13 -23.01 529.34 95821.20 16 323.71 -8.85 78.28 104788.16 17 361.66 29.10 846.97 130797.96 18 335.97 3.41 11.65 112875.84 19 307.73 -24.83 616.40 94697.75 20 333.54 332.52 0.98 0.97 111248.93 21 341.58 9.02 81.41 116676.90 22 349.25 16.69 278.65 121975.56 23 357.69 25.13 631.65 127942.14 24 329.77 -2.79 7.77 108748.25 25 322.35 340.13 -10.21 104.19 103909.52 26 345.13 12.57 158.07 119114.72 27 339.46 6.90 47.65 115233.09 28 319.33 -13.23 174.96 101971.65 29 321.70 -10.86 117.88 103490.89 30 347.88 334.70 15.32 234.78 121020.49 Total 9976.72 1995.34 7455.26 3325286.66 x 332.56 δ 16.03 x δ 7.17 3δx 21.51 BKA 354.07 BKB 311.05Langkah-langkah perhitungan : 1. Mencari rata-rata subgroup n X X i k ∑ =
Dimana : n = ukuran subgroup, yaitu banyaknya data dalam satu subgroup k = jumlah subgroup yang terbentuk
Xi = data pengamatan Contoh Perhitungan : 322.14 5 1610.71 5 317.52 345.19 309.27 311.92 326.81 1= + + + + = = k X
2. Mencari rata-rata keseluruhan k X X = ∑ k 332.56 6 1995.34 = = X
3. Menghitung simpangan baku dari waktu penyelesaian
(
)
2 1 − − =∑
N X Xiσ di mana : N = jumlah pengamatan
16.03 1 30 7455.26 = − = σ
4. Menghitung simpangan baku dari distribusi rata-rata subgroup
7.17 5 03 . 16 = = = n x σ σ
5. Menghitung batas kendali
BKA = x+3.σx = 332.56 + ( 3 x 7.17) = 354.07
BKB = x−3.σx = 332.56 − ( 3 x 7.17) = 311.05
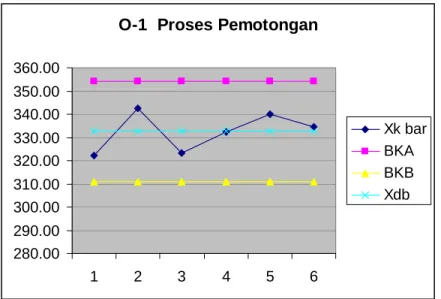
Hasil batas-batas kendali yang didapatkan, kemudian dapat diplot ke dalam grafik peta kendali sebagai berikut :
O-1 Proses Pemotongan 280.00 290.00 300.00 310.00 320.00 330.00 340.00 350.00 360.00 1 2 3 4 5 6 Xk bar BKA BKB Xdb
Grafik 5.9 Peta Kendali O – 1
Melalui peta kendali ini dapat diamati bahwa tidak terdapat data (Xk bar) yang keluar dari batas kendali atas (BKA) dan batas kendali bawah (BKB) sehingga dapat dinyatakan bahwa data pada O – 1 telah seragam.
Setelah pengujian keseragaman data, dilakukan uji kecukupan data. Berikut contoh perhitungan dalam uji kecukupan data untuk O – 1 adalah :
Rumus :
(
)
2 2 2 ' ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ − =∑
∑
∑
Xj Xj Xj N S K Ndimana : N’ = jumlah pengamatan yang seharusnya dilakukan
N = Jumlah pengamatan yang aktual (setelah dikurangi pengamatan diluar BKA/BKB)
K = tingkat keyakinan = 95%
S = tingkat ketelitian = 5% = 0,05 Jika N’≤ N, maka jumlah pengamatan sudah cukup Jika N’> N, maka jumlah pengamatan belum cukup
Besar tingkat keyakinan adalah 0,95 (95%), namun nilai ini haruslah diolah dahulu dengan membaginya menjadi 2 (karena dua arah), sehingga didapatkan hasilnya adalah 0,475. Kemudian nilai tersebut dicek dengan menggunakan tabel kurva normal yang terdapat pada lampiran, sehingga didapatkan nilai K adalah sebesar 1,96.
2 2 9976.72 (9976.72) ) 3325286.66 30 ( 05 . 0 96 . 1 ' ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎣ ⎡ × = N 3.45 9976.72 472.92 2 . 39 9976.72 6 99534941.9 2 99758599.7 2 . 39 ' 2 2 = ⎥⎦ ⎤ ⎢⎣ ⎡ × = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ = N
Karena N’ < N, maka dapat disimpulkan bahwa jumlah pengamatan sudah cukup untuk mewakili waktu proses produksi tiap operasi secara keseluruhan dalam perusahaan.
Untuk uji keseragaman, grafik peta kendali dan uji kecukupan data operasi-operasi produksi lainnya dapat dilihat pada lampiran.
5.2.2.2 Perhitungan Waktu Baku
Dalam melakukan perhitungan waktu baku, melibatkan faktor penyesuaian dan kelonggaran. Faktor penyesuaian diberikan agar hasil perhitungan dapat mencerminkan waktu yang sewajarnya atau yang normal. Sedangkan kelonggaran diberikan kepada pekerja untuk hal-hal seperti kebutuhan pribadi, menghilangkan rasa fatique, dan gangguan-gangguan yang mungkin terjadi yang tidak dapat dihindarkan oleh pekerja. Perhitungan waktu baku dilakukan dengan menggunakan metode Westinghouse. Berikut merupakan tabel perhitungan waktu baku untuk setiap operasi:
Tabel 5.12 Perhitungan Waktu Baku untuk Sandal Standar
Pekerjaan Elemen Wr P Wn K Wb Total
Penyelarasan (WS)
Pemotongan O - 1 332.56 0.04 345.86 0.32 456.54 456.54detik/1 batch 456.54detik/1 batch
(15lembar sponge)
Pencampuran O - 2 462.99 0.07 787.08 0.23 609.34 609.34detik/1 batch
609.34detik/1 batch
(15lembar sponge)
Pengerollan O - 3 2928.05 -0.08 2693.81 0.32 714.13 714.13detik/1 batch
714.13detik/1 batch
(15lembar sponge)
Pemotongan 4.00 detik/1 lembar
300 detik/1 batch Lembaran Karet O - 4 4.00 - 4.00 - 4.00 Karet Pengompresan O - 5 482.08 0.06 511.05 0.14 582.60 582.60 detik/5
lembar proses 1 kali 1747.8 detik/1 batch
Karet (1 sponge)
5
sponge Pendinginan O - 6 168.35 -0.05 159.93 0.14 182.32 182.32 detik/1 sponge orang 10 273.48 detik/1 batch
(16 pasang sandal)
Pemotongan
Spons 250.50 detik/1 sponge proses 1 kali detik/1 batch 1252.50
dan Inspeksi O - 7 219.74 0 219.74 0.14 250.50 (16 pasang sandal)
3
sponge
Pelubangan O - 8 3.61 0.09 3.94 0.14 4.49 4.49/1 pasang sandal
30 orang
35.92 detik/1 batch
Perakitan O - 9 6.36 -0.01 6.3 0.14 7.18 7.18/1 pasang sandal
48 orang 35.9 detik/1 batch O - 10 (A-1) 7.29 6.71 7.85 7.85 detik/1 pasang sandal 20orang O - 10 (A-2) 8.86 8.15 9.54 9.54 detik/6 pasang sandal 10orang 246.69 detik/1 batch
Packaging O - 10 (A-3) 106.22 -0.08 97.72 0.17 114.33 114.33 detik/1 batch
Contoh langkah perhitungan untuk waktu baku O – 1 adalah : Waktu rata-rata = N Xi Wr=
∑
= 332.56 30 9976.72 = detik Waktu normal = Wn=Wr x p = 332.56 x (1+0.04) = 345.86 detik Waktu baku = Wb=Wn x(
1+k)
= 345.86 x (1+0.32) = 456.54 detikSedangkan untuk penyelarasan dilakukan agar waktu tiap-tiap operasi yang menghasilkan satuan produk yang berbeda dapat disesuaikan semuanya menjadi satuan batch (karung). Hal ini dikarenakan perusahaan menjual produknya per karung. Sehingga tiap-tiap operasi harus dikonversikan dalam satuan produk batch (karung) Sebagai contoh pada O – 1 karena waktu baku operasi telah menghasilkan satuan batch maka pada penyelarasan tidak mengalami perubahan. Lain halnya dengan O – 4, contoh langkah perhitungan penyelarasan pada O – 4 adalah sebagai berikut :
Keterangan :
1 batch = 240 pasang sandal 1 batch = 15 sponge 1 sponge = 16 pasang sandal 1 sponge terdiri dari 5 lembar karet
Wb = 4,00 detik per 1 lembar karet
Sehingga WS O – 4 dalam satuan produk batch :
WS = 15 sponge/batch x 5 lembar karet/sponge x 4,00 detik/lembar karet = 300 detik/batch
= 5 menit/batch
Setelah didapatkan WS untuk tiap operasi, data waktu dalam WS kemudian diolah untuk mendapatkan WS untuk menghasilkan satu batch dengan cara:
Tabel 5.7 Peramalan Sandal Standar dengan Metode Regresi Linier Contoh perhitungan : Y = a + bx 2 2 2 ) ( ) ( ) )( ( ) )( ( x x n xy x x y a Σ − Σ Σ Σ − Σ Σ = 2 ) 630 ( ) 14910 ( 36 ) 3484623 )( 630 ( ) 14910 )( 191083 ( − − = a
1 2 3
O-1 O-2 O-3 O-4 O - 5 O-6 O - 7 O-8
456.54 609.34 714.13 300 1747.80 273.48 1252.50 35.92 35.9 246.69
O-9
O-1 O-2 O-3 O-4
O-10
O-1 O-2 O-3 O-4
O - 5 O-6 O - 7 O-8 O-9 O-10
O - 5 O-6 O - 7 O-8 O-9 O-10
O-1 O-2 O-3 O-4 O - 5 O-6 O - 7 O-8 O-9 O-10 4
dst
1747.80
1747.80
1747.80
waktu dalam detik Produksi
Gambar 5.3 Urutan Alokasi Pembebanan Kerja Pada Mesin Keterangan : WS produk 1 = 456,54 + 609,34 + 714,13 + 300 + 1747,8 + 273,48 + 1252,5 + 35,92 + 35,9 + 246,69 = 5673,3 detik/batch WS produk 2 = 7421,1 - 5673,3 = 1747,80 detik/batch WS produk 3 = 9168,9 - 7421,1 = 1747,8 detik/batch WS produk 4 = 10916,7 - 9168,9 = 1747,80 detik/batch
Perhitungan untuk WS produk 5 dan seterusnya akan juga menunjukkan hasil yang serupa dengan WS produk 2,3 dan 4. Dengan demikian maka dapat disimpulkan bahwa WS rata-rata untuk menghasilkan satu batch produk adalah operasi yang memiki WS terbesar, yaitu : operasi 5 dengan WS = 1747,8 detik/batch atau 29,07 menit/batch yang berarti diperlukan 29,07 menit untuk menghasilkan 1 karung sandal.
Demikian pula dengan sandal sablon karena operasi pada sandal sablon hampir sama, hanya terdapat penambahan operasi penyablonan. Dimana hal ini tidak akan mempengaruhi WS rata-rata karena pada sandal sablon, operasi yang memiliki WS terbesar juga adalah operasi 5. Sehingga WS rata-rata sandal standar dan sablon adalah sama yaitu 29,07 menit/batch.
Tabel 5.13 Perhitungan Waktu Baku untuk Sandal Sablon
Pekerjaan Elemen Wr P Wn K Wb Total Penyelarasan Pemotongan O – 1 332.56 0.04 345.86 0.32 456.54 456.54detik/1 batch 456.54detik/1 batch (15lembar sponge) Pencampuran O – 2 462.99 0.07 787.08 0.23 609.34 609.34detik/1 batch 609.34detik/1 batch (15lembar sponge) Pengerollan O – 3 2928.05
-0.08 2693.81 0.32 714.13 714.13detik/1 batch 714.13detik/1 batch (15lembar sponge) Pemotongan 4.00 detik/1 lembar 300 detik/1 batch Lembaran Karet O – 4 4.00 - 4.00 - 4.00 Karet Pengompresan O – 5 482.08 0.06 511.05 0.14 582.60 582.60 detik/5 lembar proses 1 kali 1747.8 detik/1 batch Karet (1 sponge) 5 sponge Pendinginan O – 6 168.35 0.05 - 159.93 0.14 182.32 182.32 detik/1 sponge 10 orang 273.48 detik/1 batch (16 pasang sandal) Pemotongan Spons 250.50 detik/1 sponge proses 1 kali 1252.50 detik/1 batch Dan Inspeksi O – 7 219.74 0 219.74 0.14 250.50 (16 pasang sandal) 3 sponge Pelubangan O – 8 3.61 0.09 3.94 0.14 4.49 4.49/1 pasang sandal 30 orang 35.92 detik/1 batch Penyablonan 0 – 9 15.31 0.08 - 14.63 0.17 17.12 17.12detik/1 pasang sandal 10 orang 410.88 detik/1 batch Perakitan O - 10 6.36 0.01 6.3 0.14 7.18 - 7.18/1 pasang sandal 48 orang 35.9 detik/1 batch
O - 11 (A-1) 7.29 6.71 7.85 7.85 detik/1 pasang sandal 20orang O - 11 (A-2) 8.86 8.15 9.54 9.54 detik/6 pasang sandal 10orang 246.69 detik/1 batch Packaging O - 11 (A-3) 106.22
-0.08 97.72 0.17 114.33 114.33 detik/1 batch
5.2.2.3 Perhitungan Kapasitas Produksi
Perencanaan agregat dilakukan pada bulan Agustus, September dan Oktober 2005 sehingga dilakukan perhitungan kapasitas produksi pada bulan-bulan tersebut. Untuk mengetahui kapasitas produksi maka harus diketahui dahulu jam kerja normal untuk melakukan produksi. Diketahui bahwa perusahaan melakukan produksi selama 24 jam/hari. Sedangkan pada hari minggu dan hari libur nasional, perusahaan tidak
beroperasi. Namun jika terdapat kekurangan produksi maka hari minggu akan digunakan perusahaan untuk berproduksi (lembur).
Berikut merupakan perhitungan kapasitas produksi baik reguler (normal) maupun lembur untuk :
• Bulan Agustus 2005 o Untuk Sandal Standar
Minggu Senin Selasa Rabu Kamis Jumat Sabtu 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
28 29 30 31
Gambar 5.4 Kalender Bulan Agustus Total jam kerja regular :
- Jam kerja normal penuh waktu(senin-kamis, sabtu)=22hari x 21jam = 462 jam - Jam kerja normal isirahat panjang(jumat) = 4 hari x 20 jam = 80 jam - Total jam kerja normal pada bulan Agustus 2005 = 462 + 80 = 542 jam
Data kapasitas produksi diambil dari hasil perhitungan kapasitas produksi dengan rumus: WS x JK x HK K = 60'
Karena telah diketahui jam kerja pada bulan Agustus 2005 maka rumusnya menjadi :
Kapasitas Produksi Normal
WS lanx erjaSatuBu JumlahJamK 60' = = batch menit menit x 1 / 07 , 29 ' 60 542 = 1118,68 ~ 1118 batch
Perusahaan memiliki 6 lini produksi untuk memproduksi sandal, dengan demikian maka total kapasitas produksi normal perusahaan adalah :
K total = K X jumlah lini produksi = 1118 batch X 6 lini produksi = 6708 batch (karung)
Jam kerja lembur yang ada pada PT. Sinar Jaya Prakarsa adalah setiap hari minggu dalam setiap bulan. Sehingga kapasitas lemburnya adalah :
Kapasitas oduksiNormal batch x jalembur jam rmal jamKerjaNo Pr / 07 , 29 ' 60 ) ker ( − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ +
Pada bulan Agustus hanya terdapat 4 hari minggu sehingga : Jam kerja lembur = 4 hari x 21 jam/hari = 84 jam
Kapasitas Produksi Lembur Bulan Agustus 2005 :
= Kapasitas oduksiNormal batch x jalembur jam janormal jam Pr / 07 , 29 ' 60 ) ker ker ( − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + = batch batch menit menit x 1118 1 / 07 . 29 ' 60 ) 84 542 ( + − = 174.05 batch ~ 174 batch K total = K X jumlah lini produksi
= 174 batch X 6 lini produksi = 1044 batch (karung)
Dengan demikian maka perusahaan memiliki kapasitas produksi lembur sebanyak 1044 batch pada bulan Agustus 2005.
o Sandal Sablon
Kapasitas produksi untuk sandal bersablon sama dengan sandal standar, perbedaannya terletak pada lini produksi. Pada sandal sablon hanya memiliki 1 lini produksi saja. Dengan demikian maka didapatkan :
- Kapasitas reguler adalah 1118 karung - Kapasitas lembur adalah 174 karung • Bulan September 2005
o Sandal Standar
Minggu Senin Selasa Rabu Kamis Jumat Sabtu
1 2 3
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Gambar 5.5 Kalender Bulan September
- Jam kerja normal penuh waktu(senin-kamis, sabtu)= 21hari x 21jam= 441 jam - Jam kerja normal isirahat panjang(jumat) = 4 hari x 20 jam = 80 jam - Total jam kerja normal pada bulan September 2005 = 441 + 80 = 521 jam
Kapasitas Produksi Normal =
batch menit menit x 1 / 07 , 29 ' 60 521 = 1075,34 batch ~ 1075 batch
K total = 1075 batch X 6 lini produksi = 6450 batch (karung) Pada bulan September hanya terdapat 4 hari minggu sehingga :
Jam kerja lembur = 4 hari x 21 jam/hari = 84 jam Kapasitas Produksi Lembur Bulan September 2005 :
= batch batch menit menit x 1075 1 / 07 . 29 ' 60 ) 84 521 ( + − = 173.71 batch ~ 173 batch K total = K X jumlah lini produksi = 173 batch X 6 lini produksi = 1038 batch (karung)
Dengan demikian maka perusahaan memiliki kapasitas produksi lembur sebanyak 1038 batch pada bulan September 2005.
o Sandal Sablon
- Kapasitas reguler adalah 1075 karung - Kapasitas lembur adalah 173 karung • Bulan Oktober 2005
o Sandal Standar
Minggu Senin Selasa Rabu Kamis Jumat Sabtu
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Gambar 5.6 Kalender Bulan Oktober
- Jam kerja normal penuh waktu (senin-kamis, sabtu)= 22hari x 21jam=462 jam - Jam kerja normal isirahat panjang(jumat) = 4 hari x 20 jam = 80 jam - Total jam kerja normal pada bulan Oktober 2005 = 462 + 80 = 542 jam
Kapasitas Produksi Normal =
batch menit menit x 1 / 07 , 29 ' 60 542 = 1118,68 batch ~ 1118 batch
K total = 1118 batch X 6 lini produksi = 6708 batch (karung) Pada bulan Oktober terdapat 5 hari minggu sehingga :
Jam kerja lembur = 5 hari x 21 jam/hari = 105 jam Kapasitas Produksi Lembur Bulan Oktober 2005 :
= batch batch menit menit x 1118 1 / 07 . 29 ' 60 ) 105 542 ( − + = 217,39 batch ~ 217 batch
K total = K X jumlah lini produksi
= 217 batch X 6 lini produksi = 1302 batch (karung)
Dengan demikian maka perusahaan memiliki kapasitas produksi lembur sebanyak 1302 batch pada bulan Oktober 2005.
o Sandal Sablon
- Kapasitas reguler adalah 1118 karung - Kapasitas lembur adalah 217 karung
Berikut tabel kapasitas produksi reguler dan lembur bulan Agustus, September dan Oktober 2005:
Tabel 5.14 Peramalan, Kapasitas Produksi Reguler dan Lembur Sandal Standar
Bulan Peramalan Permintaan Kapasitas Produksi Reguler Kapasitas Produksi lembur Agustus 5978 6708 batch (karung) 1044 batch (karung) September 6014 6450 batch (karung) 1038 batch (karung) Oktober 6051 6708 batch (karung) 1302 batch (karung)
Tabel 5.15 Peramalan, Kapasitas Produksi Reguler dan Lembur Sandal Sablon
Bulan Peramalan Permintaan Kapasitas Produksi Reguler Kapasitas Produksi lembur Agustus 557 1118 batch (karung) 174 batch (karung) September 561 1075 batch (karung) 173 batch (karung) Oktober 564 1118 batch (karung) 217 batch (karung)
5.2.2.4 Perhitungan Biaya-biaya dalam Perencanaan Agregat
Dalam perencanaan agregat terdapat beberapa biaya-biaya yang berpengaruh, yaitu : biaya produksi reguler, biaya produksi lembur dan biaya simpan produk. Berdasarkan brainstorming yang dilakukan dengan pihak perusahaan maka perhitungan biaya-biaya tersebut baik untuk sandal standar dan sablon adalah sebagai berikut :
• Biaya Produksi untuk sandal standar - Biaya Produksi Reguler
Biaya produksi reguler ± 55% dari harga jual produk
Harga jual produk = Rp 900.000 per karung , sehingga didapatkan : Biaya produksi reguler = 55% x Rp 900.000 per karung
= Rp 495.000 per karung - Biaya Produksi Lembur
Biaya produksi lembur ± 30% lebih besar dari biaya produksi reguler, maka : Biaya produksi lembur = 30% dari biaya produksi regular
= (30% x Rp 495.000 ) + Rp. 495.000 = Rp 643.500 per karung
• Biaya Produksi untuk Sandal Sablon - Biaya Produksi Reguler
Biaya produksi reguler ± 60% dari harga jual produk
Harga jual produk = Rp 900.000 per karung , sehingga didapatkan :
Biaya produksi reguler = 60% x Rp900.000 / karung = Rp 540.000 / karung - Biaya Produksi Lembur
Biaya produksi lembur ± 30% lebih besar dari biaya produksi reguler, maka : Biaya produksi lembur = 30% dari biaya produksi regular
= (30% x Rp 540.000 ) + Rp. 540.000 = Rp 702.000 per karung
• Biaya Simpan per karung per bulan sandal standar dan Sablon
Untuk biaya simpan sandal standar dan sablon adalah sama karena disimpan pada gudang barang jadi yang sama.
Biaya simpan = (Biaya sewa/tahun/m2 x luas tanah) + perkiraan biaya
Luas tanah didapatkan dengan menghitung kapasitas penyimpanan gudang barang jadi, yaitu :
Luas 1 pallet = 1,6m2 , 1 pallet berisi 15 karung.
Disimpan di gudang (rak) dengan ditumpuk menjadi 3 tingkat pallet, sehingga 1 rak = 15 Karung x 3 tingkat = 45 karung/rak
Jumlah rak yang ada = 25 rak
Luas tanah untuk menyimpan rak = 25 rak x 1,6 m2 = 40 m2
Tabel 5.16 Penentuan perkiraan biaya simpan Barang Jadi
Kategori Biaya Sebagai Persentase
dari Nilai Persediaan
Biaya penyimpanan, seperti 5%
Penyusutan, biaya operasi, pajak asuransi (3 - 10%) Biaya penanganan bahan baku, termasuk 2% peralatan, sewa atau penyusutan, listrik, biaya operasi (1 - 3.5%) Biaya tenaga kerja karena penanganan tambahan 3%
(3 - 5%)
Biaya investasi, seperti biaya pinjaman, pajak 8%
dan asuransi persediaan (6 - 24%)
Pencurian, tergores, dan kelalaian 2%
(2 - 5%)
Biaya keseluruhan penanganan persediaan 20%
Biaya simpan = (Biaya sewa/tahun/m2 x luas tanah) + perkiraan biaya = (Rp 200.000 x 40m2 ) + 20% = Rp9.600.000
Kapasitas penyimpanan gudang = 25 rak x 45 karung = 1125 karung produk
Biaya simpan per karung/tahun = Biaya simpan ÷ kapasitas penyimpanan gudang = Rp 9.600.000 ÷ 1125 unit
= Rp 8533,33/karung/tahun
Biaya simpan per karung/bulan = Rp 8533,33/karung/tahun ÷ 12 bulan/tahun = Rp 711,11/karung/bulan
5.2.2.5 Perencanaan Agregat dengan Metode Transportasi
Perencanaan agregat dilakukan dengan menggunakan metode transportasi berdasarkan data-data yang telah didapatkan sebelumnya, yaitu : kapasitas produksi dan perhitungan biaya-biaya produksi dan biaya simpan.
5.2.2.5.1 Perencanaan Agregat Sandal Standar
Pada produk sandal standar diketahui bahwa pada bulan Juli 2005 terdapat sisa produk sebanyak 120 karung sebagai inventori (persediaan awal). Berikut perhitungan perencanaan agregat sandal standar dengan menggunakan metode transportasi :
Tabel 5.17 Perencanaan Agregat Metode Transportasi pada Sandal Standar
Periode Permintaan Total
Periode Produksi Aug (1) Sept (2) Okt (3)
Kapasitas tak terpakai Kapasitas 0 711.11 1422.22 Persediaan Awal 120 0 120 120 495000 495711.11 496422.22 Regular 5858 850 6708 5858 607500 608211.11 608922.22 Aug(1) Lembur 1044 1044 0 495000 495711.11 Regular 6014 436 6450 6014 607500 608211.11 Sept(2) Lembur 1038 1038 0 495000 Regular 6051 657 6708 6051 607500 Okt(3) Lembur 1302 1302 0 Permintaan 5978 6014 6051 5327 23370 Lose Sale 0 0 0 Biaya Reguler : Rp8,871,885,000.00 Biaya Lembur : Rp0.00 Biaya Penyimpanan : 0 Total Biaya : Rp8,871,885,000.00 Contoh Perhitungan : Persediaan awal = 120
Biaya kegiatan produksi reguler/normal ( r ) = Rp 495.000 Biaya kegiatan produksi lembur ( l ) = Rp 607.500 Biaya penyimpanan per periode ( g ) = Rp 711,11
Periode permintaan 1 (Agustus) dengan jumlah permintaan 5978 karung Agustus : biaya reguler = Rp 495.000 / karung
biaya lembur = Rp 607.500 / karung
Periode permintaan 2 (September) dengan jumlah permintaan 6014 unit Agustus : biaya reguler = Rp 495.000 + Rp 711,11 = Rp 495.711,11/ karung
September : biaya reguler = Rp 495.000 / karung biaya lembur = Rp 607.500 / karung
Sedangkan untuk mengisi kolom-kolom yang ada, yang harus diperhatikan adalah biaya yang terkecil dari satu periode tersebut dan melihat minimum dari kapasitas produksi dan permintaan. Contoh perhitungan pada periode 1 (Agustus) :
Permintaan = 5978 karung
Kapasitas reguler = 6708 karung Kapasitas lembur = 1044 karung
Jika ditinjau dari biaya terkecil dari periode ini, didapatkan bahwa produksi reguler memiliki biaya terkecil. Sehingga produksi dilakukan secara reguler. Namun jika kapasitas reguler tidak dapat memenuhi seluruh permintaan, maka dilihat kembali produksi lainnya (produksi reguler/lembur periode ini dan sebelumnya jika ada) yang memiliki biaya terkecil dan masih tersedia kapasitas untuk produksinya. Pada periode Agustus ini terlihat bahwa kapasitas reguler telah dapat memenuhi seluruh permintaan. Sehingga digunakan :
Kapasitas reguler sebanyak 6708 karung, sehingga kapasitas tidak terpakai: Kapasitas reguler sebanyak : 6708 – 5858 = 850 karung
Kapasitas lembur sebanyak : 1044 – 0 = 1044 karung Perhitungan perencanaan agregat dapat disimpulkan sebagai berikut :
Tabel 5.18 Kesimpulan Hasil Perhitungan Perencanaan Agregat Sandal Standar
Production Plan
Periode Demand Regular Overtime Ending Production Production Inventory
1 5978 5858 0 0
2 6014 6014 0 0
3 6051 6051 0 0
Ending Inventory = ( beginner Inventory + regular + overtime ) – demand Periode 1 = ( 120 + 5858 + 0 ) – 5978 = 0
Periode 2 = ( 0 + 6014 + 0 ) – 6014 = 0 Periode 3 = ( 0 + 6051 + 0 ) – 6051 = 0 Total Biaya produksi selama satu tahun :
= ( 17923 X Rp 495.000) + (0 X Rp 607.500) + ( 0 x Rp 711,11) = Rp 8.871.885.000 + Rp 0 + Rp 0 = Rp 8.871.885.000
5.2.2.5.2 Perencanaan Agregat Sandal Sablon
Pada produk sandal sablon diketahui bahwa tidak terdapat sisa produk pada bulan Juli 2005 sehingga inventori (persediaan awal) adalah 0. Berikut perhitungan perencanaan agregat sandal sablon dengan menggunakan metode transportasi :
Tabel 5.19 Perencanaan Agregat Metode Transportasi pada Sandal Bersablon
Periode Permintaan Total
Periode Produksi Aug (1) Sept (2) Okt (3)
Kapasitas tak terpakai Kapasitas 0 711.11 1422.22 Persediaan Awal 0 0 0 0 540000 540711.11 541422.22 Regular 557 561 1118 557 702000 702711.11 703422.22 Aug(1) Lembur 174 174 0 540000 540711.11 Regular 561 514 1075 561 702000 702711.11 Sept(2) Lembur 173 173 0 540000 Regular 564 554 1118 564 702000 Okt(3) Lembur 217 217 0 Permintaan 557 561 564 2193 3875 1682 Lose Sale 0 0 0 Biaya Reguler : Rp908,280,000.00 Biaya Lembur : Rp0.00 Biaya Penyimpanan : 0 Total Biaya : Rp908,280,000.00
Perhitungan perencanaan agregat dapat disimpulkan sebagai berikut :
Tabel 5.20 Kesimpulan Hasil Perhitungan Perencanaan Agregat Sandal Sablon
Production Plan
Periode Demand Regular Overtime Ending Production Production Inventory 1 557 557 0 0 2 561 561 0 0 3 564 564 0 0
Total 1682 1682 0 0
Ending Inventory = ( beginner Inventory + regular + overtime ) – demand Periode 1 = ( 0 + 557 + 0 ) – 532 = 0
Periode 2 = ( 0 + 561 + 0 ) – 553 = 0 Periode 3 = ( 0 + 564 + 0 ) – 574 = 0 Total Biaya produksi selama satu tahun :
= (1682 X Rp 540.000) + (0 X Rp 702.000) + ( 0 x Rp 711,11) = Rp 908.280.000 + Rp 0 + Rp 0
= Rp 908.280.000
5.2.3 Konversi Agregat
Perencanaan agregat menghasilkan besarnya produksi yang harus dilakukan tiap bulan. Namun untuk membuat jadwal induk produksi (JIP) atau dikenal dengan Master Production Schedule (MPS) diperlukan data-data dalam satuan mingguan. Oleh karena itu hasil dari perencanaan agregat perlu dikonversikan ke dalam satuan mingguan.
5.2.3.1 Konversi Agregat Sandal Standar
Berikut merupakan tabel perhitungan dan contoh perhitungan konversi agregat pada sandal standar :
Tabel 5.21 Konversi Agregat Sandal Standar
Hari/ Hari/ Forecast/ Disagregasi Agregat/ Disagregasi Kapasitas/ Disagregasi Minggu
Minggu Bulan Bulan Forecast Bulan MS Bulan KPT 1 6 26 5978 1380 5858 1352 7752 1788 2 6 26 5978 1380 5858 1352 7752 1788 3 5 26 5978 1150 5858 1127 7752 1490 4 6 26 5978 1380 5858 1352 7752 1788 3 26 5978 690 5858 676 7752 894 5 2 25 6014 482 6014 482 7488 599 6 6 25 6014 1444 6014 1444 7488 1797 7 6 25 6014 1444 6014 1444 7488 1797 8 6 25 6014 1444 6014 1444 7488 1797 5 25 6014 1203 6014 1203 7488 1497 9 1 26 6051 233 6051 233 8010 308 10 6 26 6051 1397 6051 1397 8010 1848 11 6 26 6051 1397 6051 1397 8010 1848 12 6 26 6051 1397 6051 1397 8010 1848 13 6 26 6051 1397 6051 1397 8010 1848 14 1 26 6051 233 6051 233 8010 308
Contoh Perhitungan untuk minggu ke – 1 :
Hari/Minggu dan hari/bulan didapatkan dari kalender per bulan, yang merupakan hari kerja perusahaan. Forecast/bulan didapatkan dari hasil peramalan pada pembahasan sebelumnya.
Konversi Forecast = Forecast Bulan
Bulan Hari Minggu Hari / / / × = 545978 1379, 26 6 = × ~ 1380
Konversi Master Schedule = Agregasi Bulan Bulan Hari Minggu Hari / / / × = 5858 1351,85 26 6 × = ~ 1352
Konversi KPT = Kapasitas Bulan
Bulan Hari Minggu Hari / / / × = 927752 1788, 26 6 × = ~ 1788
Pada periode 5 dan 9 merupakan perpotongan bulan Agustus dengan September dan bulen September dengan Oktober sehingga perhitungan merupakan penggabungan dari kedua bulan tersebut.
Karena minggu ke-5 berada diantara 2 bulan maka konversinya merupakan gabungan dari konversi masing-masing bulan. Berikut contoh perhitungan untuk minggu ke-5 :
Hari/Minggu bulan sebelumnya = 3 hari Hari/Minggu bulan setelahnya = 2 hari
Konversi Forecast bulan sebelumnya = Forecast Bulan
Bulan Hari Minggu Hari / / / × = 5978 689,77 26 3 × = ~ 690
Konversi Forecast bulan setelahnya = Forecast Bulan
Bulan Hari Minggu Hari / / / × = 6014 481,12 25 2 × = ~ 482 Konversi Forecast total = 690 + 482 = 1172
Konversi Master Schedule bulan sebelumnya = Agregasi Bulan Bulan Hari Minggu Hari / / / × = 5858 675,92 26 3 × = ~ 676
Konversi Master Schedule bulan setelahnya = Agregasi Bulan
Bulan Hari Minggu Hari / / / × = 6014 481,12 25 2 × = ~ 482 Konversi Master Schedule total = 676 + 482 = 1158
Konversi KPT bulan sebelumnya = Kapasitas Bulan
Bulan hari Minggu Hari / / / × = 7752 894,46 26 3 = × ~ 894
Konversi KPT bulan setelahnya = Kapasitas Bulan
Bulan Hari Minggu Hari / / / × = 7488 599,04 25 2 × = ~ 599 Konversi KPT total = 894 + 599 = 1493
Dalam konversi agregat pada konversi forecast dan MS, hasil perhitungan dalam bentuk desimal yang diperoleh diubah menjadi bilangan bulat dengan di-roundup. Sedangkan pada konversi KPT di-rounddown. Hal ini dilakukan karena produk tidak dapat dipecah-pecah. Roundup (pembulatan keatas) pada konversi forecast dan MS dikarenakan angka di belakang koma tersebut merupakan kemungkinan pesanan konsumen, sehingga perlu diperhitungkan untuk menghindari terjadinya back log (penundaan pesanan). Sedangkan pada konversi KPT di-rounddown (pembulatan ke bawah) dikarenakan angka di belakang koma tersebut merupakan suatu produk setengah jadi, belum merupakan
produk jadi sehingga tidak dapat diperhitungkan untuk dapat memenuhi permintaan konsumen (belum dapat dijual).
5.2.3.2 Konversi Agregat Sandal Sablon
Berikut merupakan tabel perhitungan konversi agregat pada sandal sablon : Tabel 5.22 Konversi Agregat Sandal Sablon
Hari/ Hari/ Forecast/ Disagregasi Agregat/ Disagregasi Kapasitas/ Disagregasi Minggu
Minggu Bulan Bulan Forecast Bulan MS Bulan KPT
1 6 26 557 129 557 129 1292 298 2 6 26 557 129 557 129 1292 298 3 5 26 557 108 557 108 1292 248 4 6 26 557 129 557 129 1292 298 3 26 557 65 557 65 1292 149 5 2 25 561 45 561 45 1248 99 6 6 25 561 135 561 135 1248 299 7 6 25 561 135 561 135 1248 299 8 6 25 561 135 561 135 1248 299 5 25 561 113 561 113 1248 249 9 1 26 564 22 564 22 1335 51 10 6 26 564 131 564 131 1335 308 11 6 26 564 131 564 131 1335 308 12 6 26 564 131 564 131 1335 308 13 6 26 564 131 564 131 1335 308 14 1 26 564 22 564 22 1335 51
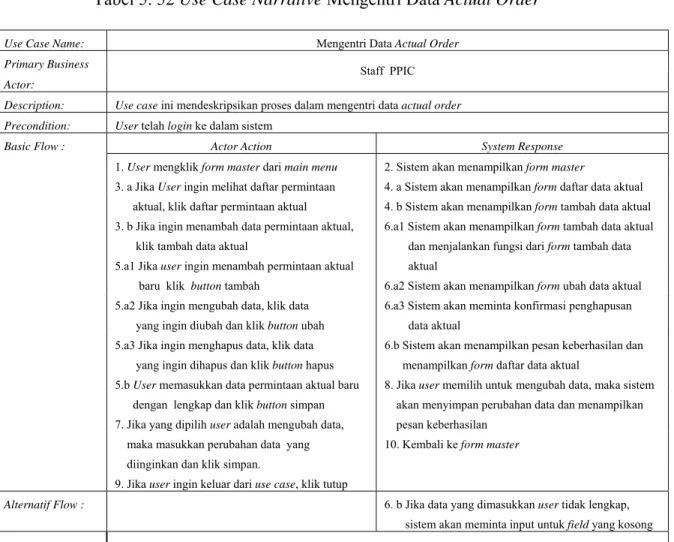
5.2.4 Master Production Schedule (MPS)
MPS perlu dilakukan untuk mengetahui jumlah sandal yang akan dibuat pada perencanaan produksi periode Agustus, September dan Oktober 2005. Dalam perhitungan MPS diperlukan data actual order untuk setiap periode pada tiap bulannya serta data persediaan produk jadi seperti : jumlah on hand dan safety stock.
Tabel 5.23 Persediaan Awal dan Persediaan Pengaman Produk
Nama Produk Persediaan awal (on hand) Persediaan Pengaman (Safety Stock) Sandal Swallow Standar 120 karung 100 karung Sandal Swallow Sablon 25 karung 0
5.2.4.1 MPS Sandal Standar
Berikut tabel actual order pada bulan Agustus, September dan Oktober untuk sandal standar :
Tabel 5.24 Actual Order Sandal Standar Periode Bulan Data Actual Order
1 Agustus 1250 2 Agustus 1345 3 Agustus 1120 4 Agustus 1296 5 Agustus 1155 6 September 1279 7 September 1360 8 September 1338 9 September 1433 10 Oktober 1330 11 Oktober 1354 12 Oktober 1268 13 Oktober 1350 14 Oktober 202
Dengan berdasarkan data actual order yang didapat, maka dapat dilakukan perhitungan MPS sebagai berikut :
Tabel 5.25 Master Production Schedule Sandal Standar
Item No : Sandal Description : Sandal Swallow Standar
Lead Time : 0 Safety Stock : 100
On Hand : 120 Demand Time Fences : 2
Planninng Time Fences : 12
Period Past Due 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Forecast 1380 1380 1150 1380 1172 1444 1444 1444 1436 1397 1397 1397 1397 233 Actual Order 1250 1345 1120 1296 1155 1279 1360 1338 1433 1330 1354 1268 1350 202 PAB 120 222 229 206 178 164 164 164 164 164 164 164 164 164 164 ATP 120 222 229 236 292 295 460 544 650 653 720 763 892 939 970 MS 1352 1352 1127 1352 1158 1444 1444 1444 1436 1397 1397 1397 1397 233 KPT 1788 1788 1490 1788 1493 1797 1797 1797 1805 1848 1848 1848 1848 308 Contoh perhitungan : • Periode 1 (t = 1) : - Forecast = 1380 - Actual Order = 1250 - MS = 1352 - KPT = 1788 - PAB PABt ≤ DTF = PABt-1 + MSt - AOt PAB1 = 120 + 1352 – 1250 = 222 - ATP
ATP = ATPt-1 + MSt – Actual Order (AO) sampai pada periode yang sudah dijadwalkan pada master scheduled.
ATP = 120 + 1352 – 1250 = 222 • Periode 2 (t = 2) : - Forecast = 1380 - Actual Order = 1345 - MS = 1352 - KPT = 1788 - PAB PABt ≤ DTF = PABt-1 + MSt - AOt
PAB2 = 222 + 1352 – 1345 = 229 - ATP = 222 + 1352 – 1345 = 229 Periode 3 ( t = 3) : - Forecast = 1150 - Actual Order = 1120 - MS = 1127 - KPT = 1490 - PAB
PABDTF ≤ t ≤ PTF = PABt-1 + MSt -AOt atau Ft (pilih yang paling besar)
PAB3 = 229 + 1127 – 1150 = 206 - ATP = 229 + 1127 – 1120 = 236 • Periode 4 ( t = 4) : - Forecast = 1380 - Actual Order = 1296 - MS = 1352 - KPT = 1788 - PAB
PABDTF ≤ t ≤ PTF = PABt-1 + MSt -AOt atau Ft (pilih yang paling besar)
PAB4 = 206 + 1352 – 1380 = 178
- ATP = 236 + 1352 – 1296 = 292
5.2.4.2 MPS Sandal Sablon
Berikut tabel actual order pada bulan Agustus, September dan Oktober untuk sandal bersablon :
Tabel 5.26 Actual Order Sandal Sablon Periode Bulan Data Actual Order
1 Agustus 58 2 Agustus 52 3 Agustus 48 4 Agustus 80 5 Agustus 65 6 September 76 7 September 26 8 September 50 9 September 44 10 Oktober 62 11 Oktober 45 12 Oktober 64 13 Oktober 75 14 Oktober 30
Dengan berdasarkan data actual order yang didapat, maka dapat dilakukan perhitungan MPS sebagai berikut :
Tabel 5.27 Master Production Schedule Sandal Bersablon Item No : Sandal Description : Sandal Swallow Bersablon
Lead Time : 0 Safety Stock : 0
On Hand : 25 Demand Time Fences : 2
Planninng Time Fences : 12
Period Past Due 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Forecast 129 129 108 129 110 135 135 135 135 131 131 131 131 22 Actual Order 58 52 48 80 65 76 26 50 44 62 45 64 75 30 PAB 25 96 173 173 173 173 173 173 173 173 173 173 173 173 173 ATP 25 96 173 233 282 327 386 495 580 671 740 826 893 949 941 MS 129 129 108 129 110 135 135 135 135 131 131 131 131 22 KPT 298 298 248 298 248 299 299 299 300 308 308 308 308 51
5.2.5 Struktur Produk dan Bill of Material (BOM)
Struktur produk merupakan gambar tentang langkah-langkah atau proses pembuatan produk, mulai dari bahan baku sampai produk akhir. Sedangkan BOM adalah daftar terstruktur dari semua bahan yang diperlukan untuk membuat barang jadi, rakitan, subrakitan, bagian yang akan dibuat, atau bagian-bagian yang dibeli.
S01 LT = 0 Sp LT = 0 TS LT = 2 K LT = 2 Ca LT = 2 EQ LT = 1 Bs W LT = 2 1 2 3 4 5 6 480 240 0.0183 0.0054 0.0183 0.1162 0.0387 Bs P LT = 2 7 0 1 2 LEVEL Nama Objek : Sandal Swallow Standar
Dipetakan Oleh : Ratna Kurniawaty Tanggal Pemetaan : 20 Oktober 2005 Cara Pemetaan : Multi Level Explosion
STRUKTUR PRODUK
Gambar 5.7 Struktur Produk Sandal Swallow Standar
S02 LT = 0 Sp LT = 0 TS LT = 2 K LT = 2 Ca LT = 2 EQ LT = 1 Bs W LT = 2 Ti LT = 1 1 2 3 4 5 6 7 480 240 0.0183 0.0054 0.0183 0.1162 0.0387 Bs P LT = 2 8 0 1 2 LEVEL 0.0104
Nama Objek : Sandal Swallow Sablon Dipetakan Oleh : Ratna Kurniawaty Tanggal Pemetaan : 20 Oktober 2005 Cara Pemetaan : Multi Level Explosion
STRUKTUR PRODUK
Tabel 5.28 Bill Of Material Sandal Standar
No.
Komponen Level Description Code Quantity Meassure
BOM UOM
1 1 Sponge Sandal Sp 480 Pieces Each
2 .2 Karet K 0.0183 Kg Each
3 .2 Kalsium Ca 0.0054 Kg Each
4 .2 Eva Quantum EQ 0.0183 Kg Each
5 .2 Bs Warna Bs W 0.1162 Kg Each
6 .2 Bs Putih Bs P 0.0387 Kg Each
7 1 Tali Sandal TS 240 Pieces Each
Tabel 5.29 Bill Of Material Sandal Sablon
No.
Komponen Level Description Code Quantity Meassure
BOM UOM
1 1 Sponge Sandal Sp 480 Pieces Each
2 .2 Karet K 0.0183 Kg Each
3 .2 Kalsium Ca 0.0054 Kg Each
4 .2 Eva Quantum EQ 0.0183 Kg Each
5 .2 Bs Warna Bs W 0.1162 Kg Each
6 .2 Bs Putih Bs P 0.0387 Kg Each
7 .2 Tinta Ti 0.0104 Kaleng Each
8 1 Tali Sandal TS 240 Pieces Each
5.2.6 Catatan Keadaan Persediaan
Catatan persediaan menggambarkan status semua item yang ada dalam persediaan dan juga berisi data tentang lead time, teknik ukuran lot yang digunakan, persediaan pengaman (safety stock) dan catatan-catatan penting lainnya dari semua item. Berikut tabel catatan keadaan persediaan yang diperlukan dalam pembuatan MRP :
Tabel 5. 30 Data On Hand, Safety Stock, Lot Size dan Lead Time Bahan Baku
Nama
Produk Nama Bahan Baku awal(on hand) Persediaan Persediaan Pengaman (Safety Stock) Ukuran Lot (Lot Size) (dalam minggu) Lead Time
Sponge 0 0 2 pieces 0
Karet 2200 kilogram 2000 kilogram 35 kilogram 1 Kalsium 1794 kilogram 1500 kilogram 20 kilogram 1 Eva Quantum 2200 kilogram 2000 kilogram 20 kilogram 1 Bs Warna 4320 kilogram 4000 kilogram 20 kilogram 1 Bs Putih 2790 kilogram 2500 kilogram 20 kilogram 2
Sandal Swallow St
andar
Tali Sandal 3060 pieces 3000 pieces 100 pieces 1
Sandal Swallow
Sablon
Tinta 550 kaleng 500 kaleng 100 kaleng 1
5.2.7 Perhitungan Material Requirement Planning (MRP)
Dengan berdasarkan Master Production Schedule, struktur produk dan catatan keadaan persediaan yang ada maka dapat dibuat suatu jadwal perencanaan kebutuhan bahan baku (Material Requirement Planning), yang bertujuan agar bahan baku yang dibutuhkan dapat tersedia tepat pada waktunya.
Dalam melakukan pemesanan bahan baku, PT Sinar Jaya Prakarsa harus mengikuti prosedur pemesanan yang ditetapkan oleh supplier seperti : ukuran lot (lot size) dan lead time. Oleh sebab itu dalam menetapkan lotting pemesanan perlu diperhatikan agar dapat meminimalkan biaya-biaya seperti : biaya pesan dan biaya simpan.
Untuk penentuan ukuran pemesanan (lotting) akan dilakukan dengan membandingkan total biaya persediaan dari beberapa metode lotting, yaitu : metode LFL (Lot For Lot), EOQ (Economic Order Quantity), dan POQ (Period Order Quantity) dengan tetap memperhatikan ukuran lot (lot size) pemesanan yang telah ditetapkan oleh supplier.
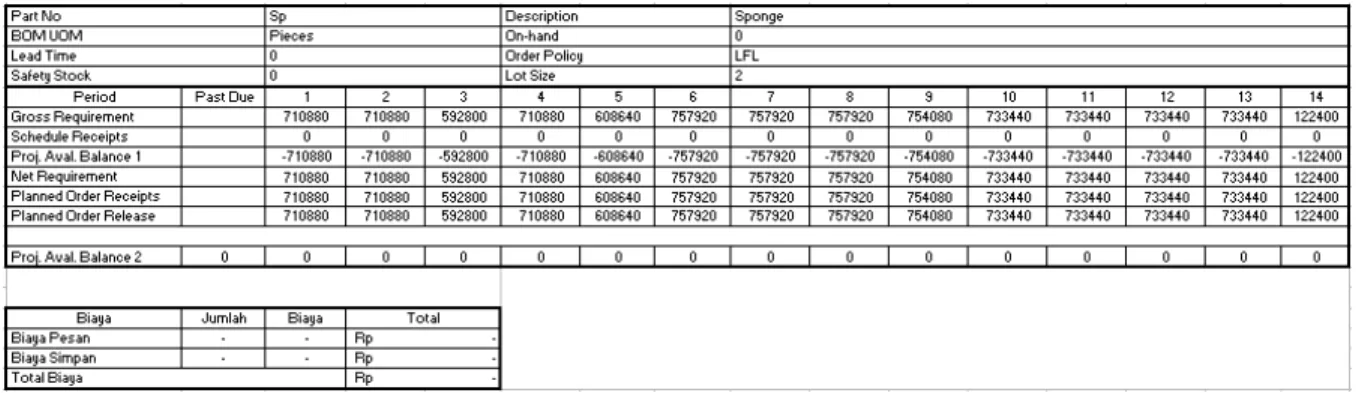
5.2.7.1 Netting
Langkah awal dalam perhitungan MRP adalah dengan melakukan netting, yaitu perhitungan untuk menetapkan jumlah kebutuhan bersih yang merupakan selisih antara kebutuhan kotor dengan keadaan persediaan yang ada dalam persediaan (on hand) dan yang sedang dipesan (schedule receipts) ditambah dengan safety stock. Kebutuhan kotor (gross requirement) dihitung berdasarkan item induk yang berada pada tingkat di atasnya dan dikalikan oleh kelipatan-kelipatan tertentu sesuai dengan yang dibutuhkan. Sehingga dengan demikian kebutuhan kotor pada level 1 (sponge dan tali sandal) dapat dihitung dengan mengkalikan kuantitas bahan berdasarkan data BOM dengan MPS tiap produk. Sedangkan untuk level selanjutnya dapat dihitung setelah perhitungan level induknya (level 1) selesai dilakukan hingga tahap explosion. Berikut contoh perhitungan netting level 1 untuk sponge dan tali sandal :
• Sponge periode 1
Diketahui : Sandal standar = 1352 karung
Sandal Bersablon = 129 karung Kuantitas per unit = 480 pasang
Persediaan awal = 0
Scheduled Receipts = 0 Safety Stock = 0 Perhitungan :