36
A. Profil Perusahaan
Nama Perusahaan : PT. SARI WARNA ASLI UNIT I
Alamat : Desa Kemiri, Kebakkramat, Karanganyar Jawa Tengah, Indonesia Luas Bangunan : 43.000 m² Telepon : 62-271644570 Fax : 62-271651730 E-mail : [email protected] Website : www.swasolo.id Bidang Usaha : Tekstil
Output : 4.500.000 yard per bulan
Proses Produksi : Dyeing (Pencelupan untuk kain polos) Printing (Pencelupan untuk kain motif)
Finishing (Pemberian Label dan etiket serta pengepakan)
Produk : Kain Putih
Kain warna Baby (Muda banget) Kain warna tua
Merk Dagang : Oxford Kantata Golden Mella Grandslam Grandcanyon Daichibo Super Polino Mustang
Microtex Gopalji
Dan lain-lain
Pangsa Pasar : Lokal (Toko Sumber Makmur, Toko Sasami, Pasar Klewer dan lain-lain)
Ekspor (Jerman, Inggris, Kanada, Amerika, Hongkong, Afrika, Timur Tengah, China, Thailand, dan lain-lain) Jenis Mesin : Stenter and Heat Setting Rangers (Bruckner)
Washing Machine (Menzel)
Thermosol Dyeing Range (Bruckner) Rotary Printing (Kunnan)
B. Sejarah Perusahaan
PT. Sari Warna Asli Unit IV Karanganyar merupakan salah satu perusahaan yang bergerak dibidang industri tekstil dan merupakan salah satu unit dari PT. Sari Warna Asli Textile Industry Group yang berlokasi di Desa Kemiri Kecamatan Kebakkramat Kabupaten Karanganyar. PT. Sari Warna Asli Unit IV memulai usahanya dengan mengambil alih PT. Tubantia Kudus Spinning Mills pada tahun 1983 dan memulai usahanya dengan nama PT. Tubantia Kudus Spinning Mills.
PT. Tubantia Kudus Spinning Mills atau disingkat PT.TKSM didirikan pada tahun 1974 dalam rangka pelaksanaan undang-undang Penanaman Modal Asing (PMA) berdasarkan Akta Notaris Kartini, SH No. 41 tanggal 8 Februari 1974. Berkedudukan di Besito Kudus Jawa Tengah di atas tanah seluas ± 56.958 m2 dengan kapasitas produksi 8.408.615 LBS benang tenun, sesuai dengan surat persetujuan tetap sekertaris atau Menteri Negara Republik Indonesia No.B. 140/PRES/12/1973 tanggal 20 Desember 1974. Dan mendapatkan Ijin Usaha Tetap dari Menteri Perindustrian No. 165/DJAI/TUT-111/PMDN/4/1988 tanggal 7 April 1978 dengan ijin pembaharuan No. XLVII 51/DJAI/TUT/111/PMDN/11/1991 tanggal 7 Februari 1991. Tahun 1983 PT.Tubantia Kudus Spinning Mills diambil alih oleh PT. Sari Warna Asli unit I Textile Industry yang berada dibawah undang-undang Penanaman Modal Dalam Negeri (PMDN) berdasarkan akta Notaris Misahadi Wilamirta, SH No. 37 tanggal 3 Desember 1983 dengan bidang usaha yang di perluas menjadi tekstil terpadu. Pengalihan status PMA ke PMDN ini berdasarkan surat persetujuan perubahan status Sekretaris/ Menteri Negara Republik Indonesia No. B. 2135/MENSESNEG/7/1983 dan surat persetujuan dari BPKM No. 11/V/1983 tanggal 1 September 1983.
Tahun 1984 PT. Tubantia Kudus Spinning Mills (PT.TKSM) yang telah diambil alih oleh PT. Sari Warna Asli Unit IV mengadakan perluasan di daerah Boyolali tepatnya di Desa Randusari, Teras, Boyolali dengan bidang usaha Weaving (Pertenunan). Perluasan di Boyolali ini dilakukan karena lokasi Kudus sudah tidak memungkinkan untuk diadakan perluasan PT. Tubantia Kudus Spinning Mills (PT.TKSM) di Boyolali menempati tanah seluas ± 70.000 m2 dan
sesuai dengan surat persetujuan perubahan dari BKPM No.08/11/PMDN/1984 tanggal 3 April 1984 dan memperoleh Ijin Usaha Tetap dari BKPM atas nama Menteri Perindustrian dan memulai produksi pada Januari 1986 dengan jumlah produksinya sebanyak 30.000.000 meter kain tenun. Kemudian pada tahum 1987 mengadakan perluasan dengan menambah kapasitas produksi kain tenun menjadi 39.258.000 meter kain tenun dengan persetujuan BKPM No.01/11/PMDN/1987 tanggal 3 Januari 1987.
Pada tahun 1991 PT. Tubantia Kudus Spinning Mills (PT.TKSM) mengadakan perluasan di Karanganyar tepatnya di Desa Kemiri, Kecamatan Kebakkramat, Kabupaten Karanganyar dengan bidang usaha Finishing. Perluasan di Karanganyar ini dikarenakan lokasi di Boyolali tidak mungkin diperluas. PT. Tubantia Kudus Spinning Mills (PT.TKSM) di Karanganyar menempati tanah seluas ± 43.000 m2 dengan produksi kain Finishing sejumlah 53.528.000 meter kain sesuai dengan surat persetujuan BKPM No.187/11/PMDN/1991 tanggal 6 Februari 1992.
Pada tahun 2000 seiring dengan perkembangan jaman serta pekembangan dunia industri, khususnya dibidang tekstil PT.Tubantia Kudus Spinning Mills bergabung menjadi satu dengan PT. Sari Warna Asli Textile Industry ditandai dengan berubahnya nama menjadi PT. Sari Warna Asli unit IV Karanganyar dan diresmikan oleh Menteri Perindustrian Bp.Ir.Hartanto pada tanggal 18 Februari 1993. PT. Sari Warna Asli Unit I ini didirikan dengan tujuan untuk memberi kontribusi dalam industri tekstil guna memenuhi kebutuhan dan meningkatkan kesejahteraan masyarakat.
C. Visi dan Misi
Visi : Menjadi salah satu pemimpin pasar tekstil global yang sahamnya diminati Bursa Internasional menjadi pabrik tekstil yang terpadu dan mendunia. Misi : 1. Mencapai target penjualan dan mengembalikan investasi sesuai target.
2. Meningkatkan kapasitas produksi spinning menjadi 10.000 ball/bulan dan kain jadi 10 juta yard/bulan.
3. Mengurangi hasil produksi yang tidak sesuai standar menjadi maksimal 4% dan mengurangi keluhan pelanggan menjadi maksimal 0,5%.
4. Menempatkan sumber daya manusia sesuai kemampuan pada posisi yang tepat.
D. Struktur Organisasi dan Uraian Pekerjaan
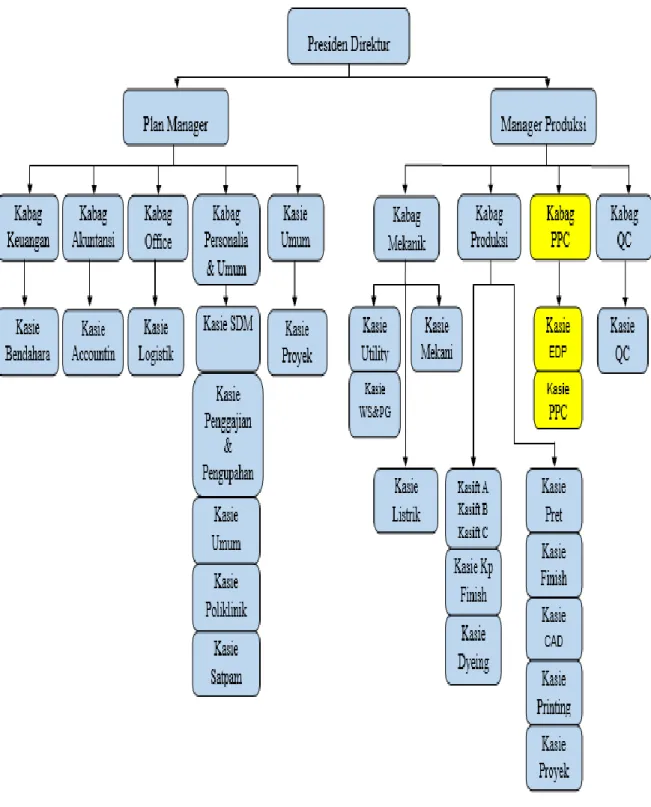
Gambar III.1 Struktur Organisasi PT. Sari Warna Asli Unit I Karanganyar
Kedudukan tertinggi dalam struktur organisasi PT. Sari Warna Asli Unit I Karanganyar adalah Presiden Direktur. Di bawah Presiden Direktur terdapat Plan Manager yang membawahi beberapa Kabag (kepala bagian), yaitu Kabag Keuangan, Kabag Akuntansi, Kabag Office, Kabag Personalia dan Umum serta Kasie Umum. Selain Plan Manager, dibawah Presiden Direktur juga terdapat Manager Produksi yang membawahi beberapa Kabag yaitu Kabag Mekanik, Kabag Produksi, Kabag Planing Product Control (PPC) dan kabag Quality Control (QC). Setiap Kabag tersebut juga masih membawahi beberapa Kasie (Kepala Seksi) yang bertugas sebagai pelaksana kegiatan guna memperlancar jalannya perusahaan seperti yang telah dijelaskan pada gambar diatas.
Secara garis besar, tugas serta tanggung jawab tiap kegiatan dalam struktur organisasi PT. Sari Warna Asli unit I adalah sebagai berikut:
1. Direktur Utama
a. Mengkoordinir direktur bagian; b. Penanggung jawab tertinggi; dan
c. Sebagai penentu keputusan akhir dalam pengambilan keputusan. 2. Plan Manajer
Memimpin dan bertanggung jawab terhadap seluruh kegiatan operasional yang dijalankan oleh perusahaan agar tercapai internal control yang baik. Tugas dari Plan Manajer sendiri adalah:
a. Mengkoordinir dan mengawasi tugas-tugas yang telah dibagi dan dilaksanakan oleh kepala-kepala bagian dan kepala seksi;
b. Memimpin rapat yang diadakan secara berkala atau jika di pandang perlu membahas masalah-masalah yang timbul;dan
c. Mengadakan pengawasan tata kerja dan peraturan-peraturan yang telah ditetapkan.
3. Manajer Produksi
a. Memimpin dan mengelola jalannya proses produksi, mulai dari bahan mentah sampai menjadi barang jadi;
b. Merencanakan dan mengendalikan produksi agar di dalam proses produksi dapat berjalan dengan baik; dan
c. Mengkoordinir semua aktivitas perusahaan dan bertanggung jawab atas produk yang dihasilkan.
Manajer Produksi membawahi: a. Kepala Bagian Mekanik
1) Bertanggung jawab atas seluruh sarana peralatan proses produksi; 2) Bertanggung jawab atas kelancaran mesin-mesin produksi;
3) Mengawasi dan mencegah timbulnya kerusakan atau dampak negatif lainnya yang akan terjadi demi keselamatan kerja dan kerusakan mesin lainnya;
4) Memperbaharui, servis, kebersihan mesin atau mekanis produksi; 5) Mengontrol secara rutin bagian-bagian mekanis yang peka gangguan; 6) Meminta suku cadang yang sangat dibutuhkan; dan
7) Melaporkan secara berkala inventarisasi produksi. b. Kepala Bagian Produksi
1) Bertanggung jawab terhadap seluruh produksi;
2) Bertanggung jawab terhadap kelancaran proses produksi; dan 3) Membuat laporan produksi.
c. Kepala Bagian PPC
1) Menyusun dokumen mutu terpadu disemua lini produksi dan menata seluruh dokumen mutu yang berlaku;
2) Pengendali dokumen mutu/ produksi dengan mengkreasikan suatu sistem audit internal terpadu dan berkesinambungan;
3) Pengendali eksternal mutu produksi sebelum hasil produksi dari suatu departemen produksi diserahkan kepada bagian lain atau konsumen selanjutnya.
d. Kepala Bagian Quality Control (QC)
1) Pengendali dokumen persediaan dengan menerapkan systeminventori yang terpadu;
2) Pengendalian sistem pemesanan bahan baku, bahan penolong dan spare pats;dan
3) Pengendalian dan pengawasan sistem penerimaan dan pengiriman barang dan semua unit penyimpanan.
4. Kepala bagian Akutansi
a. Melakukan pencatatan dan pengawasan terhadap kekayaan dan kewajiban-kewajiban perusahaan;
b. Menyusun laporan keuangan baik yang berkala maupun incidental; dan c. Mengisi laporan perpajakan dan perbankan.
5. Kepala Bagian Keuangan
a. Menyusun prosedur pengumpulan rancangan anggaran divisi dengan bagian lain;
b. Munyusun rancangan anggaran divisi keuangan; dan
c. Mengumpulkan penerimaan dan pengeluaran dana perusahaan secara efektif dan efisien.
6. Kepala Bagian Personalia dan Umum
a. Mengatur dan mengurus keamanan perusahaan;
b. Mengatur dan mengurus urusan intern perusahaan dan urusan yang berhubungan dengan masyarakat luas; dan
E. Personalia Perusahaan
Gambaran tentang personalia PT. Sari Warna Asli Unit I Karanganyar adalah sebagai berikut:
1. Jam Kerja
Perusahan menetapkan aturan jam kerja bagi karyawan dalam melaksanakan kegiatan operasional perusahaan. Karyawan bekerja dari hari Senin sampai dengan Sabtu, apabila mendapat banyak order atau pesanan dan harus segera dikirim maka bila diperlukan karyawan akan bekerja lembur untuk menyelesaikan order tersebut. Adapun aturan waktu bekerja pada PT. Sari Warna Asli Unit I Karanganyar adalah sebagai berikut:
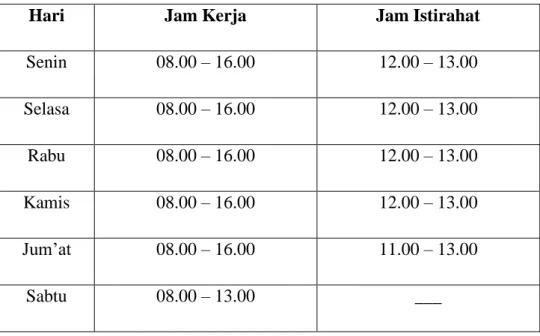
Tabel III. 1 Jam Kerja Pegawai Kantor PT. Sari Warna Asli Unit I Karanganyar
Hari Jam Kerja Jam Istirahat
Senin 08.00 – 16.00 12.00 – 13.00 Selasa 08.00 – 16.00 12.00 – 13.00 Rabu 08.00 – 16.00 12.00 – 13.00 Kamis 08.00 – 16.00 12.00 – 13.00 Jum’at 08.00 – 16.00 11.00 – 13.00 Sabtu 08.00 – 13.00 ___
Sumber: PT. Sari Warna Asli Unit I Karanganyar
Jam kerja untuk karyawan yang masuk shif:
a) Shif I : Jam kerja 07.00- 15.00, waktu istirahat 1 jam. b) Shif II : Jam kerja 15.00- 23.00, waktu istirahat 1 jam. c) Shif III : Jam kerja 23.00- 07.00, waktu istirahat 1 jam.
F. Sistem Pengadaan Dyestuff Dan Bahan Pembantu Pada Kain Oxford Sistem pengadaan dyestuff dan bahan pembantu pada kain Oxford yang terdapat di PT. Sari Warna Asli Unit I Karanganyar pada dasarnya mengacu pada Order Produksi (OP) yang telah di setujui atau di acc oleh bagian Marketing. Order Produksi (OP) tersebut turun ke bagian Planing Product Control (PPC) untuk selanjutnya didistribusikan ke departemen-departemen terkait seperti laborat, Quality Control (QC) dan Gudang. Order Produksi (OP) tersebut akan menjadi pedoman semua departemen dalam menjalankan pekerjaan selanjutnya. Untuk alur sistem pengadaan dyestuff dan bahan pembantu pada kain Oxford yang terdapat di PT. Sari Warna Asli Unit I Karanganyar adalah sebagai berikut.
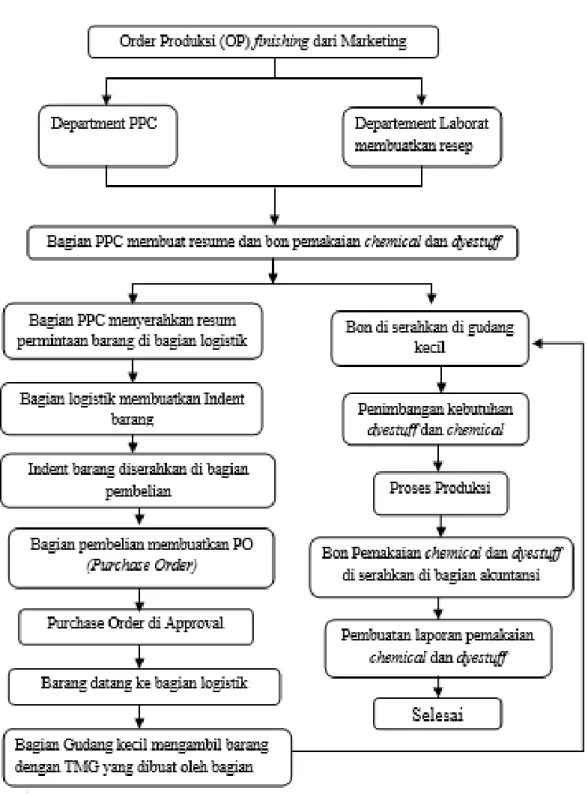
Gambar III. 2 Sistem Pengadaan Dyestuff Dan Chemical Pada Kain Oxford
Berdasarkan bagan alur (flow chart) III.2 diatas dapat diketahui bahwa alur sistem pengadaan dyestuff dan bahan pembantu pada kain oxford untuk proses pemasukan data (input) sebagai bahan yang akan diproses dalam sistem pengadaan tersebut yaitu diawali dengan adanya Order Produksi (OP) yang telah di acc bagian Marketing. Order Produksi (OP) tersebut turun ke bagian Planing Product Control (PPC) untuk selanjutnya didistribusikan ke departemen-departemen terkait seperti laborat, Quality Control (QC) dan Gudang. Order Produksi (OP) tersebut akan menjadi acuhan semua departemen dalam menjalankan pekerjaan kartor selanjutnya.
Dalam tahap processing sistem pengadaan dyestuff dan bahan pembantu pada kain oxford ini alur pertama yaitu setelah bagian Planing Product Control dan bagian laborat mendapatkan Order Produksi maka order produksi tersebut akan dijadikan acuan dalam pembuatan resep, pembutan Bon pemakain chemical dan dyestuff dan pembuatan resume permintaan kebutuhan dyestuff dan chemical. Setelah itu resume permintaan kebutuhan dyestuff dan chemical akan didistribusikan ke bagian logistik untuk pembuatan formulir permintaan barang dyestuff dan chemical yang akan di order di bagian pembelian. Bagian pembelian akan melakukan pencarian barang sesuai dengan indent barang dan melakukan transaksi penawaran harga dengan pemasok kebutuhan dyestuff dan chemical. Setelah mendapatkan barang yang dipesan dan sesuai dengan harganya maka bagian pembelian membuatkan Purchase Order (PO) lalu di acc di bagian pembelian, presiden direktur PT. Sari Warna Asli Unit I, dan juga di acckan oleh presiden direktur PT. Sritex. Apabila Purchase Order (PO) sudah disetujui oleh presiden direktur PT. Sritex maka akan dilakukan approval beserta harga yang sudah disepakai (barang yang dipesan sudah siap untuk didatangkan di PT. Sari Warna Asli Unit I). Purchase Order (PO) tersebut akan dibagikan kepada pihak supplier untuk bukti dalam proses pengiriman barang di PT. Sari Warna Asli Unit I Karanganyar. Barang yang sudah sampai di gudang besar maka bagian administrasi membuatkan SPMB (Surat Perintah Menerima Barang) yang akan diserahkan dibagian gudang logistik untuk dilakukan pengecekan barang apakah
sudah sesuai antara barang yang ada di gudang dengan yang ada di SPMB. Apabila barang yang sudah distok di gudang dan ternyata barang tersebut tidak sesuai dengan pesanan maka bagian administrasi logistik akan membuatkan surat komunikasi untuk dikembalikan kepada supplier. Administrasi logistik membuatkan Surat Tanda Penerimaan Barang (STPnB) yang disertai dengan harga dan data tersebut akan dilakukan peng inputan kedalam komputer. Setelah selesai penginputan lalu bagian administrasi logistik akan membuatkan kartu stock yang akan diserahkan di bagian gudang logistik untuk mengetahui barang masuk dan barang keluar. Untuk mengambil barang yang dipesan ke bagian gudang logistik, maka bagian departemen Planing Product Control (PPC) harus membuat dokumen yang disebut dengan Tanda Mutasi Gudang (TMG). Barang yang dipesan sudah diterima di gudang kecil, maka bagian gudang kecil harus melakukan penyediaan kebutuhan dyestuff dan chemical yang akan diproduksi harus sesuai dengan bon pemakaian yang dibuat oleh bagian Planing Product Control (PPC).
Proses output dalam sistem pengadaan dyestuff dan bahan pembantu pada kain oxford ini adalah berupa hasil laporan stok gudang chemical selama satu bulan yang dibuat oleh bagian Planing Product Control (PPC) dan laporan tersebut akan direkap oleh bagian akuntansi menjadi laporan akhir penggunaan dyestuff dan chemical selama satu bulan meliputi semua departemen Line 1 atau Line 2.