I. PENDAHULUAN
Lingkungan industri kecil adalah baris terdepan dari kehidupan masyarakat Indonesia, salah satunya adalah industri kecil pengecoran yang menggunakan bahan baku aluminium bekas. Metode pengecoran yang sering digunakan dan paling sederhana adalah menggunakan metode pengecoran gravitasi. Metode pengecoran gravitasi seperti ini biasanya banyak memiliki kekurangan pada produk coran, yaitu banyaknya
produk yang memiliki cacat. Cacat yang sering terjadi pada metode pengecoran gravitasi salah satunya adalah keropos (porositas), hal ini disebabkan karena selama proses pengecoran logam cair masuk kedalam rongga cetak dengan hanya memanfaatkan gaya gravitasi sehingga menyebabkan produk coran menjadi cacat. Cacat lainnya yang sering timbul diantaranya adalah cacat salah alir, rongga udara dan rongga penyusutan yang mana cacat coran tersebut akan
Pengaruh Temperatur Cetakan, Bentuk Produk dan Inokulan Al-Ti-B
pada Proses Pengecoran Sentrifugal Terhadap Sifat Fisis dan Mekanis
Paduan Aluminium.
1) 2) 2)
Waluyo Musiono Bintoro H.R. Soekrisno , Priyo Tri Iswanto 1).
Mahasiswa Sekolah Pasca Sarjana Program Magister Universitas Gadja Mada, Yogyakarta
2).
Staf Pengajar Jurusan Teknik mesin dan Industri, FT Universitas Gadja Mada, Yogyakarta.
E-mail:
Intisari
Penelitian ini membahas tentang pembuatan komponen yang terbuat dari tuangan paduan aluminium dengan menggunakan proses penuangan sentrifugal sumbu vertical, cetakan diputar pada 1000 Rpm dengan 2 macam temperatur cetak dan 3 variasi komposisi Al-Ti-B sebagai inokulan. Produk tuangan selanjutnya akan diuji dan di analisa sifat fisik dan makanisnya dengan beberapa metoda pengujian. Untuk proses pengujian digunakan bentuk-bentuk benda uji standar yang sesuai untuk standar pengujian seperti untuk; uji kekerasan, uji tarik dan uji impak yang menggunakan Standar pengujian ASTM dan selanjutnya akan pada mesin uji mekanis. Dari pengujian sebelumnya dari pengamatan miko struktur diketahui bahwa ukuran butiran pada tuangan sentrifugal akan semakin halus ukuran butirannya pada sisi terluar.Penjelasan dari hasil pengamatan ini disebabkan karena adanya gaya sentrifugal (CF) selama proses penuangan kedalam cetakan. Logam cair akan ditekan oleh gaya sentrifugal sehingga menimbulkan tekanan pada setiap layer, hal ini juga menjelaskan bahwa produk yang dibuat dengan menggunakan metoda ini bebas cacat, sisi terluar dari produk sentrifugal akan memiliki nilai kekerasan yang tinggi dibandingkan dengan sisi tengah produk, sifat mekanisnya juga akan memiliki nilai yang tinggi pada tekanan terbesar gaya sentrifugal (sisi terluar) dibandingkan kebagian tengah. Temperatur cetakan akan berpengaruh pada nilai kekerasan produk dari metoda ini.
Kata kunci: Vertical Centrifugal casting, Al-Ti-B, Mechanical properti, Rpm.
Abstract
This study was carried out to produce aluminum alloy components in vertical centrifugal casting process 1000 rpm with 2 different temperatures mold in 3 variation compositions Al-Ti-B as an inoculation and investigating microstructures and mechanical properties of aluminum alloy by various testing. For this purpose specimen for testing such as; Hardness test, tensile test, Impact test were prepared by ASTM standard and tested in a testing machine. It was observed that the grain size of the microstructures of the cast products gradually smoothest from the inside to the outside of the product. This phenomenon is because a CF (Centrifugal Force), which push out all materials during filling period to the centrifugal mold. This explain why the cast product from this method are free from defect, the far side of the cast product was harder than the centre side. The mechanical properties of the cast products improved from less centrifugal force to bigger (outside). The mold temperature also influenced to the hardness of the cast product.
penyusutan yang mana cacat coran tersebut akan memberikan pengaruh pada kualitas coran yang kurang baik. Peningkatan kualitas produk coran dapat dilakukan dengan perbaikan proses pengecorannya dengan memberikan gaya dorong pada logam cair selama proses pengisian rongga cetak, gaya dorong pada proses pengecoran akan didapat jika metode p e n g e c o r a n n y a m e n g g u n a k a n m e t o d e pengecoran sentrifugal, hal lainya adalah kualitas bahan/material coran dengan penambahan inokulan untuk peningkatan kualitas produk coran.
Tujuan peneliti mencoba menganalisa pengaruh 2 variasi temperatur cetakan yang berkaitan dengan prosesnya dan 3 variasi penambahan inokulan Al-Ti-B yang berkaitan dengan peningkatan kualitas material coran. Kedua metodologi tersebut memberikan pengaruh terhadap pengurangan cacat coran dan peningkatan kualitas material hasil coran. Manfaat dari penelitian ini diharapkan dapat memberikan kontribusi terhadap pengrajin coran dalam mengurangi cacat coran yang terjadi serta meningkatkan kualitas produk coran dengan adanya penambahan inokulan Al-Ti-B dengan memanaskan cetakan terlebih dulu pada awal mencetak. Sehingga dapat menghemat biaya produksi serta menghasilkan produk coran yang lebih baik.
II METODOLOGI PENELITIAN
Peneliti ini dilakukan dengan tahapan dari persiapan material dalam hal ini material yang digunakan adalah material velg bekas kendaraan roda empat, karena material ini yang sering digunakan pengrajin cor dalam memproduksi velg kendaraan motor mio dengan ukuran 14 inch.
Cetakan yang digunakan adalah cetakan baja, material tersebut dibuat dengan menggunakan proses pemesinan CNC membentuk rongga cetakan berbentuk velg sepeda motor. Selanjutnya velg ini dibentuk dan digunakan untuk spesimen benda uji.
Persiapan Tungku Peleburan
Persiapan peleburan diantaranya memotong velg bekas menjadi potongan kecil tujuannya agar mudah dimasukkan kedalam mangkuk dapur lebur serta mempercepat proses pencairannya. Minyak pelumas bekas digunakan sebagai bahan bakar peleburannya dan juga thermokopel dipersiapkan untuk mengetahui temperature cairan logam.
Proses Peleburan
Setelah dilakukan persiapan peralatan yang diperlukan selanjutnya adalah proses peleburan pada tungku peleburan, pengukuran temperatur lebur pada logam cair digunakan pembaca digital dengan sensor unitnya thermokopel. Pada
o
temperatur lebur sekitar 75 C dilakukan pembuangan terak dari permukaan mangkuk peleburan. Jika paduan inokulasi Al-Ti-B diinginkan, maka penambahannya dapat dilakukan pada ladel tuang.
Sementara proses peleburan berlangsung cetakan dipanaskan dengan pemanas khusus berbahan bakar LPG.
Gambar . Mengukur suhu cetakan.
Proses pemanasan cetakan ini kurang lebih 2 jam hingga tercapai temperatur yang berkisar 250 -
o
300 C. Pengontrolan temperatur digunakan thermokopel sambil menjaga temperatur cairan
o
logam pada temperatur 750 C. Selanjutnya dilakukan penuangan dengan 2 variasi temperatur cetakan logam dan variasi penambahan inokulan Al-Ti-B 0%, 0.08 %, 0.1 %, 0.15 % , setelah cetakan dingin dilakukan pelepasan spesimen coran dari cetakannya kemudian dilakukan analisa kekerasannya, kekuatan tariknya untuk mengetahui kekuatan mekaniknya.
[7]
Penambahan inokulan Al-Ti-B dilakukan dengan cara memasukan serbuk Al-Ti-B kedalam cairan logam pada ladel, lakukan pengadukan agar paduan homogen dan segera dilakukan penuangan. Setelah pemberian variasi inokulan Al-Ti-B selesai selanjutnya dilakukan pemeriksaan produk, analisa kekuatan coran dengan pengujian tarik, kekerasan, impak. Hasil Cetakan
1.
Gambar 2. Produk yang dibuat.
III HASIL DAN PEMBAHASAN
Dari pengamatan dan analisa hasil pengujian diketahui bahwa pada variasi temperatur cetakan
o o
250 C dan 300 C, menghasilkan sifat yang berbeda dengan material asalnya. Cetakan dengan temperatur tinggi akan menurunkan nilai kekerasannya. Analisa hasil ditampilkan dalam bentuk tabel dan grafik.
a. Uji kekerasan
Pengujian kekerasan dilakukan menggunakan metoda brinnel, indentor yang digunakan menggunakan bola baja yang dikeraskan berdiameter 2.5 mm dengan beban 61,3 N. Produk dicetak pada cetakan dengan
o
temperature 250 C, di ambil pada posisi yang sama. Dari data hasil pengujian dapat dilihat pada tabel dan grafik di bawah ini.
Tabel 1. Tabel kekerasan variasi paduan Al-Ti-B dari velg VCC.
Velg dicetak pada cetakan dengan 2 temperatur berbeda..
Gambar 4. Grafik variasi kekerasan pada velg VCC dan komposisi Al-Ti-B.
Nilai kekerasan brinnel pada setiap posisi radius juga berbeda, hal ini memperlihatkan adanya pengaruh gaya sentrifugal yang bekerja pada logam cair selama proses pengisian proses penuangan.
Gambar 5. Grafik variasi kekerasan pada radius berbeda.
b. Uji impak
Uji impak dilakukan pada produk penuangan yang dilakukan dengan 2 macam temperatur
o o
cetakan (250 dan 300 C) dan variasi paduan Ti-B (0% - 0.15%) dari material dasar velg bekas, benda uji impak menggunakan standar pengujian ASTM E23, hasil pengujian ini menunjukan material mengalami peningkatan ketangguhan (toughness) hasil tertinggi didapat
o
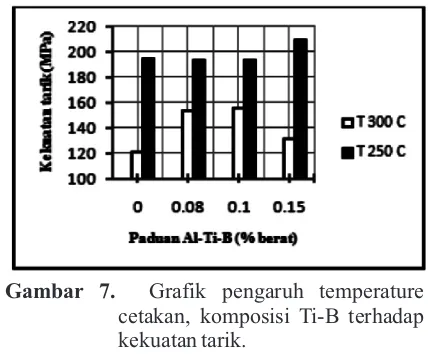
Gambar 7. Grafik pengaruh temperature cetakan, komposisi Ti-B terhadap kekuatan tarik.
IV KESIMPULAN
1. Pengaruh penambahan inokulan Al-Ti-B pada pengecoran velg dengan VCC; a. Pada penambahan inokulan Al-Ti-B
sebesar 0,15 % ketangguhan velg yang dicetak dengan temperatur
o
250 C memiliki ketangguhan
2
tertinggi 0,078 J/mm .
b. Penurunan ketangguhan velg yang
o
dicetak dengan temperatur 300 C disebabkan karena inokulan Al-Ti-B t i d a k b e r f u n g s i , b a h k a n prosentase unsur Ti mengalami penurunan sebesar 0,006 % dari bahan baku.
c. S e d a n g k a n p e n i n g k a t a n ketangguhan velg yang dicetak
o
d e n g a n t e m p e r a t u r 2 5 0 C kemungkinan disebabkan karena inokulan Al-Ti-B berfungsi sebagai penghalus butiran sehingga grafik ketangguhannya meningkat. 2. Pengaruh temperatur cetak pada
pengecoran piringan pejal dan velg dengan VCC;
a. Kekuatan tarik tertinggi terjadi pada velg yang dicetak pada cetakan
o
dengan temperatur 250 C yaitu sebesar 209,44 MPa dengan penambahan inokulan Al-Ti-B s e b e s a r 0 , 1 5 % . ( d a t a h a s i l penelitian sdr. Kuncahyo(2010), lokal 131,8 MPa dan pabrikan 304,3 MPa ).
Gambar 6. Grafik pengaruh temperature cetakan, komposisi Al-Ti-B dengan produk yang ada dipasar terhadap uji impak.
a. Uji tarik
Pengujian tarik menggunakan standar specimen ASTM E8M, kekuatan tarik terbesar terjadi pada
o
produk yang dicetak pada temperature 250 C dengan penambahan 0,15% inokulan Al-Ti-B, ada kenaikan sekitar 78 MPa jika di bandingkan dengan produk lokal yang beredar dipasar.
Tabel 2. Tabel kekuatan tarik dari variasi paduan Ti-B dari berbagai variasi percobaan di bandingkan produk lokal yang ada.
b. Velg yang dibuat dengan temperatur
o
cetakan 300 C memiliki sifat yang kurang bagus, yaitu ; kekuatan tarik, ketangguhan dan kekerasannya lebih rendah dari velg yang dibuat
o
dengan temperatur cetakan 250 C. 3. Pengaruh gaya sentrifugal pada pengecoran
velg dengan metoda VCC;
a. Kekuatan tarik produk piringan pejal/velg meningkat dari posisi radius terkecil 86,7 MPa hingga 175 MPa pada radius terluar.
b. Kekerasan produk piringan pejal/velg meningkat dari posisi radius terkecil 50,95 BHN hingga 61,03 BHN pada radius terluar. c. Ketangguhan (impak) tertinggi
pada piringan pejal/velg 0,023
2 2
J/mm . ( lokal 0,013 J/mm
2
dan pabrikan 0,038 J/mm .)
4. Peningkatan kualitas pengecoran velg yang dibuat oleh industri pengecoran
lokal;
lDari hasil penelitian khususnya kesimpulan
1, 2, dan 3 maka kualitas velg industry lokal jelas bisa ditingkatkan mutunya dengan menggunakan pengecoran sentrifugal pada putaran 1000 Rpm pada temperatur cetakan
o
250 C dan paduan Al-Ti-B sebesar 0,15%.
Referensi
1. Annual Book of ASTM Standards, vol 02.02,
vol 20.04
2. Askeland, R, 1996, “The Science And
Engineering Of Materials”, Chapman And Hall
3. Aspiyansyah, 2009, “Pengaruh Parameter
Proses Pengecoran Squeze (Temperatur Tu a n g , Te m p e r a t u r C e t a k a n d a n Kandungan Si) Terhadap Kekerasan, Kekuatan Tarik Dan Struktur Mikro Pada Cor Tipis Al-Si”, Thesis S-2 Teknik Mesin Universitas Gadjah Mada.
4. Chirita, G., Stefanescu, I., Soares, D., Silva,
F.S., 2006, Centrifugal Versus Gravity Casting Techniques Over Mechanical Properties, Anales de Mecánica de la Fractura Vol. I
5. Joshi, A, M., Centrifugal Casting, Dept. of
Metallurgical Engg. & Material Science, Indian Institute of Technology – Bombay, India.
6. PHUAN YOONG JIANN., 2005, Fe
Evaluation Of Thermal Property Of Mould Wall Material For Investment Casting And The Effect Of Layers On The Hardness Of The Casting Product, Faculty of Mechanical Engineering University of Technology Malaysia, march 2005.
7. Santoso,N., Priyo Tri Iswanto., Suyitno.,
2010, Pengaruh Variasi Temperature Cetakan dan Inokulan Ti-B Terhadap K e k u a t a n M e k a n i k H a s i l C o r a n Aluminium, Seminar Nasional UGM. 8. Zagórski, R., OEleziona, J., Pouring Mould
During Centrifugal Casting Process, July 2007, Archive of Material Science and Engineering, vol 28, issue 7, pp 441-44 9. Zolotorevsky, V.S., Belov, N.A. And