BAB III TINJAUAN PUSTAKA - Pengukuran Nilai Overall Equipment Effectiviness (OEE) Sebagai Dasar Implementasi Total Productive Maintenance (TPM) (Studi Kasus di PT INALUM Batu Bara Sumatera Utara)
Teks penuh
Gambar

Dokumen terkait
Sehingga dari pernyataan progressive muscle relaxation dan senam lansia tersebut menyatakan bahwa tidak ada perbedaan pengaruh yang signifikan terhadap
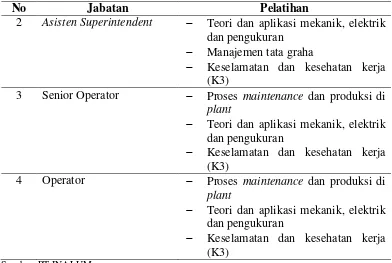
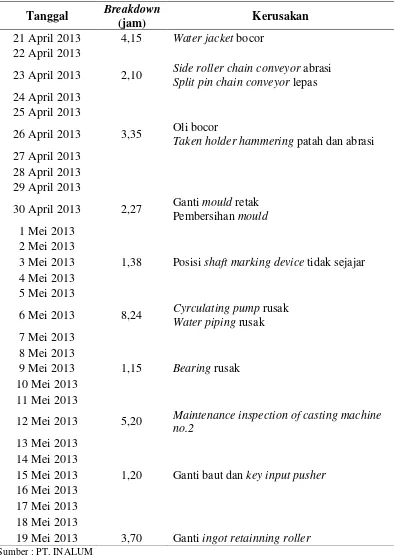
Menurut Agus Supanji (2012) Perawatan ( maintenance ) adalah kegiatan yang dilakukan untuk menjaga atau mempertahankan kualitas mesin agar dapat berfungsi dengan
Data yang diperoleh dari pernyataan pertama bahwa para Pedagang Kaki Lima (PKL) 46,2% setuju dan 7,7% sangat setuju dengan kebijakan pemerintah terkait pembatasan
siswa masih kesulitan dalam menyelesaikan soal-soal cerita serta masalah yang.. berbentuk gambar yang berhubungan dengan keliling dan
Di kota Banjarmasin ini ada tiga Madrasah Aliyah yang berstatus negeri dibawah naungan Departemen Agama, yaitu Madrasah Aliyah Negeri 1 Banjarmasin, Madrasah
Pemanfaatannya secara umum adalah sebagai pemberi cita rasa pada masakan, seperti urab (kluban) dan pecel, sedangkan batangnya dipakai sebagai pemberi cita rasa
Kedua situs berita ini memiliki cara pandang yang berbeda dalam menyeleksi suatu isu dan menulis berita – berita mengenai pernyataan Majelis Ulama Indonesia yang
Tetapi konsep tentang listrik dinamis (dalam hal ini hukum Ohm) lebih dikenal daripada konsep konduksi termal. Karena itu, dalam Model ADA-Glynn, konsep-konsep
