commit to user
i
RANCANG BANGUN
MESIN EXSTRACTOR CASSAVA
PROYEK AKHIR
Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya (A.Md)
Program Studi DIII Teknik Mesin
Disusun oleh :
ARIYANTO
I8106019
PROGRAM DIPLOMA III MESIN PRODUKSI FAKULTAS TEKNIK
commit to user
ii
SURAKARTA 2010
HALAMAN PERSETUJUAN
RANCANG BANGUN MESIN EXSTRACTOR CASSAVA
Disusun Oleh
Proyek Akhir ini telah disetujui untuk diajukan dihadapan Tim Penguji Tugas Akhir Program Studi D-III Teknik Mesin Fakultas Teknik Universitas Sebelas
Maret Surakarta
Pembimbing I Pembimbing II
Ir. Santoso, M. Eng, Sc. NIP. 194508241980121001
Bambang K, ST, MT. NIP.196911161997021001
commit to user
iii
HALAMAN PENGESAHAN
RANCANG BANGUN MESIN EXSTRACTOR CASSAVA
Disusun oleh :
Telah dipertahankan dihadapan Tim Penguji Pendadaran Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret pada :
hari,... 2010 1. (...) 2. (...) 3. (...) 4. (...) Mengetahui, Disahkan, Ketua Program D-III Teknik Koordinator Proyek Akhir
Fakultas Teknik UNS Fakultas Teknik
Zainal Arifin, S.T., M.T. NIP. 197303082000031001
Jaka Sulistya Budi, ST NIP. 196710191999031001
commit to user
iv
HALAMAN MOTTO
• Manusia sepantasnya berusaha dan berdoa, tetapi Tuhan yang
menentukan.
• Alon-alon waton kelakon.
• Apa yang kita cita-citakan tidak akan terwujud tanpa disertai tekad dan usaha yang keras.
• Jangan menyerah sebelum kalah, jangan mundur sebelum hancur.
• Hidup adalah pilihan, sedangkan kehidupan adalah menjalani pilihan.
Maka, jangan takut untuk hidup.
• Keberhasilan di depan mu,kehancuran di belakang mu,bila kau hidup
bersifat lebih baik dari sekarang.
commit to user
v
PERSEMBAHAN
Sebuah hasil karya yang kami buat demi menggapai sebuah cita-cita, yang ingin ku-persembahkan kepada:
Allah SWT, karena dengan rahmad serta hidayah-Nya saya dapat melaksanakan `Tugas Akhir’ dengan baik serta dapat menyelesaikan laporan ini dengan lancar
Kedua Orang Tua yang aku sayangi yang telah memberi dorongan moril maupun meteril serta semangat yang tinggi sehingga saya dapat menyelesikan tugas akhir ini.
Kakak dan ade`-ade`ku yang aku sayangi, ayo kejar cita-citamu.
Teman-teman ku yang selalu mendukung setiap langkah untuk tugas akhir ini. Ade’-ade’ angkatanku, Jangan pernah menyerah!!!
commit to user
vi
ABSTRAKSI
, 2010,RANCANG BANGUN MESIN EXSTRACTOR CASSAVA
Diploma III Mesin Produksi, Fakultas Teknik, Universitas Sebelas Maret Surakarta.
Kebutuhan manusia yang cenderung bertambah, membuat manusia ingin selalu membuat sesuatu yang lebih efisien dan efektif. Tak terkecuali dalam proses pengolahan makanan. Manusia memerlukan sesuatu yang bisa berproduksi lebih banyak tetapi dengan tenaga sekecil mungkin.
Mesin ini adalah salah satunya, dengan mengandalkan screw conveyor berspesifikasi ;
Diameter = 152,4 mm( 6 inchi ) Panjang = 200 mm
Jarak pitch = 100 mm ( 4 inchi )
Diharapkan mampu menghasilkan daya produksi yang berlipat tapi dengan tenaga manusia yang lebih sedikit.
commit to user
vii
KATA PENGANTAR
Puji syukur kehadirat Allah swt. yang memberikan limpahan rahmat, karunia dan hidayah-Nya, sehingga laporan Proyek Akhir dengan judul RANCANG BANGUN MESIN PEMERAS SINGKONG ini dapat terselesaikan dengan baik tanpa halangan suatu apapun. Laporan Proyek Akhir ini disusun untuk memenuhi salah satu persyaratan dalam mata kuliah Proyek Akhir dan merupakan syarat kelulusan bagi mahasiswa DIII Teknik Mesin Produksi Universitas Sebelas Maret Surakarta dalam memperoleh gelar Ahli Madya (A.Md)
Dalam penulisan laporan ini penulis menyampaikan banyak terima kasih atas bantuan semua pihak, sehingga laporan ini dapat disusun. Dengan ini penulis menyampaikan terima kasih kepada:
1. Allah SWT. yang selalu memberikan limpahan rahmat dan hidayah-Nya. 2. Bapak dan Ibu di rumah atas segala bentuk dukungan dan doanya.
3. Bapak Zainal Arifin, ST, MT selaku Ketua Program D-III Teknik Mesin Universitas Sebelas Maret Surakarta.
4. Bapak Ir. Santoso, M. Eng, Sc. Selaku pembimbing Proyek akhir I. 5. Bapak Eko surojo, ST., MT selaku pembimbing Proyek Akhir II. 6. Bapak Wahyu Purwo Raharjo, ST., MT selaku Pembimbing Akademik. 7. Rekan-rekan D III Produksi dan Otomotif angkatan 06’
8. Berbagai pihak yang tidak dapat disebutkan satu-persatu.
Penulis menyadari dalam penulisan laporan ini masih jauh dari sempurna. Oleh karena itu kritik, pendapat dan saran yang membangun dari pembaca sangat dinantikan. Semoga laporan ini dapat bermafaat bagi penulis pada khususnya dan bagi pembaca bagi pada umumnya, Amin.
Surakarta, 2010
commit to user
viii
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PENGESAHAN ... iii
HALAMAN MOTTO ... iv
HALAMAN PERSEMBAHAN ... v
ABSTRAKSI ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... viii
DAFTAR GAMBAR ... x
DAFTAR TABEL ... xi
DAFTAR NOTASI ... xii
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Perumusan masalah ... 2
1.3. Batasan Masalah ... 2
1.4. Tujuan Proyek Akhir ... 3
1.5. Manfaat Proyek Akhir ... 3
1.6. Metode Pemecahan Masalah ... 3
BAB II DASAR TEORI ... 4
2.1. Screw conveyor ... 4
2.2. Puli dan sabuk ... 6
2.3. Bantalan ... 9
2.4. Poros ... 11
2.5. Statika ... 13
2.6. Proses pengelasan ... 17
2.7. Proses permesinan ... 20
commit to user
ix
2.9. Reducer ... 24
BAB III ANALISA PERHITUNGAN ... 25
3.1. Prinsip kerja ... 25
3.2. Perhitungan screw conveyor ... 26
3.3. Perncanaan sabuk dan pulley ... 30
3.4. Perhitungan pasak ... 34
3.5. Perancanaan poros ... 39
3.6. Perencanaan Mur dan Baut ... 45
3.6.1 Baut Pada Dudukan Tabung ... 45
3.6.2 Baut Pada Dudukan Motor ... 46
3.6.3 Baut Pada Dudukan Reducer ... 47
3.7. Perhitungan Las ... 48
3.8. Perhitungan Rangka ... 49
3.9. Perhitungan proses permesinan ... 57
3.9.1 Mesin Bubut ... 57
3.9.2 Mesin Bor ... 62
3.9.3 Pengelasan ... 66
BAB IV PROSES PRODUKSI DAN BIAYA ... 67
4.1. Proses Pembuatan Rangka ... 67
4.2. Proses Pengecatan ... 68
4.3. Proses Perakitan ... 68
4.4. Perhitungan Biaya Operator ... 70
4.5. Analisa Biaya ... 71
BAB V PENUTUP ... 73
5.1. Kesimpulan ... 73
5.2. Saran ... 73
commit to user
x
DAFTAR GAMBAR
Gambar 2.1. Panjang sabuk dan sudut kontak pada sabuk terbuka Gambar 2.2. Jenis-jenis bantalan gelinding
Gambar 2.3. Sketsa prinsip statika kesetimbangan Gambar 2.4. Sketsa gaya dalam
Gambar 2.5. Sketsa reaksi tumpuan rol Gambar 2.6. Sketsa reaksi tumpuan sendi Gambar 2.7. Sketsa reaksi tumpuan jepit Gambar 3.1 Gambar mesin extractor cassava
Gambar 3.2. Penampang sabuk antara reducer dengan poros power screw Gambar 3.3. Skema pembebanan pada poros
Gambar 3.4. Pembebanan dan potongan pada poros Gambar 3.5. Diagram BMD
Gambar 3.6. Gambar rancang rangka Gambar 3.7 Batang C-D
Gambar 3.8 Gambar potongan C-G Gambar 3.9 Gambar potongan C-H Gambar 3.10 Gambar potongan C-H
Gambar 3.11 Gambar diagram gaya geser ( SFD ) Gambar 3.12 Gambar momen lentur ( BMD ) Gambar 3.13 Gambar batang B-E
Gambar 3.14 Gambar potongan B-I Gambar 3.15 Gambar potongan B-E Gambar 3.16 Gambar diagram SFD Gambar 3.18 Profil siku L 45x45x3 Gambar 3.19 Poros
commit to user
xi
DAFTAR TABEL
Tabel 3.1 Momen yang terjadiTabel 3.2 Gaya pada batang
Tabel 3.3 Kecepatan iris pahat HSS
Tabel 3.4 Kecepatan potong melingkar pahat HSS Tabel 3.5 Kecepatan potong & pemakanan mesin bor
commit to user
xiiDAFTAR NOTASI
N1 = Putaran motor ( rpm ) D = Diameter besar ( mm ) D = Diameter kecil ( mm ) x = Jarak antar puli ( mm ) N2 = Putaran puli reducer ( rpm )N3 = Putaran puli poros ( rpm )
L1 = Panjang sabuk ( mm )
V = Kecepatan linear ( mm/s ) A = Luas penampang ( )
= Gaya centrifugal sabuk ( N ) = Diameter screw ( mm ) = Panjang screw ( mm ) P = Pitch ( mm ) Fd = Diameter factor Ff = Flight factor Fb = Paddle factor
K = prosentase pembebanan tabung ( % ) Fm = Factor material
T = Torsi ( Nm )
Km = Faktor keamanan momen Kt = Faktor keamanan torsi g = Percepatan gravitasi ( m/ ) dc = Diameter minor ( mm ) sf = Faktor keamanan σt = Tegangan tarik ( N/
commit to user
1
BAB I
PENDAHULUAN
1.1LATAR BELAKANG MASALAH
Seiring dengan perkembangan ilmu dan teknologi menuntut manusia agar dapat bekerja cepat dengan hasil yang lebih banyak dan keselamatan kerja yang terjamin. Pada saat seperti sekarang ini, sudah banyak mesin pemeras singkong yang digunakan untuk membantu dalam proses pruduksi. Akan tetapi, dari penggunaan alat bantu tersebut masih terdapat berbagai kendala atau kekurangan, seperti pengoperasian mesin pemeras singkong yang masih menggunakan sistem manual.
Mengingat alat yang sudah ada saat ini masih menggunakan tenaga manusia sehingga hal tersebut kurang efisien. Maka untuk mengatasinya diperlukan sebuah mesin pemeras singkong yang tidak menggunakan tenaga manusia yang terlalu banyak dan membutuhkan waktu yang singkat. Sehingga dapat mengatasi masalah efisiensi penggunaan waktu dan tenaga manusia.
Dari uraian diatas, kami bermaksud membuat sebuah mesin pemeras yang menggunakan tenaga motor yaitu “RANCANG BANGUN MESIN EKSTRAKTOR CASSAVA”. Semoga alat ini dapat membantu dalam mengatasi masalah efisiensi penggunaan waktu dan tenaga manusia.
1.2 PERUMUSAN MASALAH
Perumusan masalah dalam proyek akhir adalah bagaimana merancang, membuat, dan menguji mesin pemeras singkong dengan penggerak motor listrik yang sederhana dan efektif. Masalah yang akan diteliti meliputi:
1. Cara kerja mesin.
2. Pemilihan bahan dalam proses pembuatan komponen mesin. 3. Analisa perhitungan mesin.
4. Perkiraan perhitungan biaya. 5. Pembuatan mesin.
commit to user
6. Pengujian.
1.3BATASAN MASALAH
Berdasarkan rumusan masalah di atas maka batasan-batasan masalah dalam penulisan laporan ini adalah sebagai berikut :
1. Perhitungan dibatasi hanya pada komponen mesin sebagai berikut : Perhitungan screw conveyor, poros, sabuk puli, pasak, kekuatan
rangka, kekuatan las.
2. Asumsi-asumsi dalam perhitungan kadang dimasukkan supaya permasalahan dapat dipecahkan, dengan asumsi yang bisa dipertanggungjawabkan.
1.4METODOLOGI
Untuk menyelesaikan permasalahan yang timbul dalam pembuatan mekanisasi pemeras singkong, metode yang digunakan dalam penyusunan laporan ini adalah sebagai berikut :
1. Metode observasi
Yaitu data diperoleh dengan melakukan pengamatan terhadap objek yang diamati secara langsung. Dalam hal ini, pengamatan dilakukan pada mesin pemeras biji wijen yang berada di daerah Waduk Mulur Sukoharjo. Mesin tersebut memiliki sistem yang sama, walaupun memiliki perbedaan pada cara pengoperasian.
2. Metode studi pustaka
Metode yang dilakukan berdasarkan materi yang diperoleh dan berdasar buku-buku referensi.
3. Trial and error
Yaitu dengan melakukan beberapa kali percobaan/pembuatan langsung untuk mendapatkan mesin dengan spesifikasi yang dikehendaki.
commit to user
1.5TUJUAN PROYEK AKHIR
Tujuan yang ingin dicapai dalam pengerjaan proyek akhir ini adalah mampu merancang dan membuat mesin pemeras singkong. Hal ini meliputi perencanaan, perhitungan, perawatan dan pemilihan bahan serta perhitungan biaya dalam pembuatan alat.
1.6MANFAAT PROYEK AKHIR
Dalam pelaksanaan Tugas Akhir ini dimaksudkan agar mahasiswa mendapat manfaat sebagai berikut:
1. Secara teoritis:
Mendapat pengetahuan yang lebih luas mengenai perancangan dan pembuatan mesin pemeras singkong.
2. Secara praktis:
Sebagai wahana latihan para mahasiswa agar mempunyai kreatifitas dan kemampuan praktis dalam perencanaan yang melibatkan analisis, penelitian, dan pengembangan di bidang teknik mesin untuk mencapai sumber daya yang berkualitas dan professional.
commit to user
4
BAB II
DASAR TEORI
Untuk melakukan perhitungan pada komponen mesin ini diperlukan
dasar-dasar perhitungan yang sudah menjadi standar internasional. Perhitungan ini akan
memperkecil ketidaksesuaian (
error factor
) dari material maupun komponen mesin.
Hal-hal yang berkaitan dengan perancangan mesin ini meliputi:
1.
Screw Conveyor
Screw Conveyor
merupakan suatu alat yang berupa pipa ulir yang disusun
pada pipa atau poros yang berputar di dalam tabung tetap untuk memindahkan
berbagai jenis material yang mempunyai daya alir menurut
“CEMA Materials
Classification Standart”
berarti tingkat kebebasan partikel suatu material yang
secara individu bergerak saling mendahului satu partikel yang lainnya.
Karakteristik ini penting dalam operasi
screw conveyor.
Dari beberapa jenis penerapan
srew conveyor
pada dasarnya diambil dari 2
faktor, yaitu karakteristik dari material yang diangkut dan keuntungan dari
penggunaan
screw conveyor.
1.1
menentukan ukuran dan kecepatan
screw conveyor
Untuk menentukan ukuran dan kecepatan
screw conveyor
dapat dilihat pada
lampiran 7.
-
Kapasitas
scew conveyor
dalam ft
3/jam tiap rpm (
CEMA-screw
conveyor
, 1971: 25 ) :
=
...( 2.1 )
Dimana :
C
=
kapasitas
screw conveyor
dalam ft
3/ jam
D
s= diameter
scew conveyor
dalam
inchi
D
p= diameter pipa dalam
inchi
commit to user
p
=
pitch
dari
screw conveyor
dalam
inchi
K
= prosentase dari pembebanan tabung ( % )
-
Kecepatan
screw conveyor
dapat dhitung dengan rumus (
CEMA-screw
conveyor,
1971:25 ) :
N =
………..( 2.2 )
Dimana :
N = kecepatan dari ulir ( rpm )
( N tidak boleh lebih dari kecepatan maksimum yang dianjurkan )
-
Daya untuk memuter
screw conveyor
Daya yang dibutuhkan adalah daya total dari gesekan
conveyor
( HP
f)
dan daya untuk memindahkan material pada ukuran tertentu ( HP
m)
dikalikan dengan faktor beban lebih ( FO ) dan dibagi efisiensi
penggerak total ( e ). (
CEMA-screw conveyor
1971:36 ) :
HPf =
………..( 2.3 )
Dimana :
L = panjang dari
conveyor
dalam ft
N = kecepatan
screw conveyor
dalam rpm
F
d= diameter
conveyor factor
F
b=
hanger bearing factor
HPm =
………..( 2.4 )
Dimana :
C = kapasitas screw conveyor dalam ft
3/ jam
W = berat jenis material dalam lbs / ft
3F
f=
flight factor
F
m=
material factor
F
p=
paddle factor
commit to user
H
P=
...( 2.5 )
Dimana :
F
o=
over load factor
e = efisiensi penggerak ( % )
HP
m= daya untuk memindahkan material ( HP )
HP
f= daya total karena gesekan
conveyor
( HP )
2.
Puli dan Sabuk
Puli merupakan salah satu elemen dalam mesin yang mereduksi putaran dari
motor bensin menuju reducer, ini juga berfungsi sebagai kopling putaran motor
bensin dengan reducer. Puli dapat terbuat dari besi cor, baja cor, baja pres, atau
aluminium.
Sabuk berfungsi sebagai alat yang meneruskan daya dari satu poros ke poros
yang lain melalui dua puli dengan kecepatan rotasi sama maupun berbeda. Tipe
sabuk antara lain: sabuk
flat
, sabuk V, dan sabuk
circular
. Faktor-faktor dalam
perencanaan sabuk:
1.
Perbandingan kecepatan
Perbandingan antara kecepatan puli penggerak dengan puli pengikut ditulis
dengan persamaan sebagai berikut (Khurmi dan Gupta, 2002):
2 1 1 2
D
D
N
N
=
………...( 2.6 )
dengan:
D
1= Diameter puli penggerak (mm)
D
2= Diameter puli pengikut (mm)
N
1= Kecepatan puli penggerak (rpm)
commit to user
T1
c
T2
DP1
Dp2
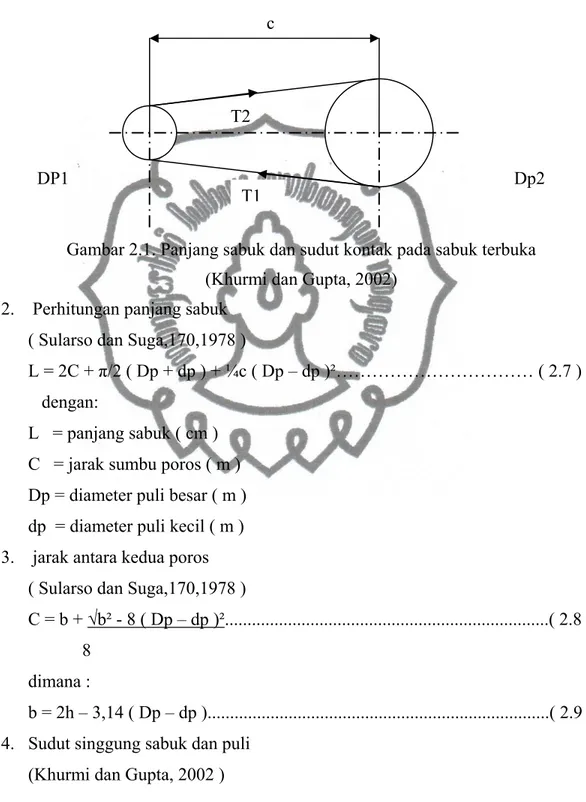
Gambar 2.1. Panjang sabuk dan sudut kontak pada sabuk terbuka
(Khurmi dan Gupta, 2002)
2.
Perhitungan panjang sabuk
( Sularso dan Suga,170,1978 )
L = 2C +
π
/2 ( Dp + dp ) + ¼c ( Dp – dp )²……… ( 2.7 )
dengan:
L = panjang sabuk ( cm )
C = jarak sumbu poros ( m )
Dp = diameter puli besar ( m )
dp = diameter puli kecil ( m )
3.
jarak antara kedua poros
( Sularso dan Suga,170,1978 )
C = b +
√
b² - 8 ( Dp – dp )²...( 2.8 )
8
dimana :
b = 2h – 3,14 ( Dp – dp )...( 2.9 )
4.
Sudut singgung sabuk dan puli
commit to user
sin
α
=
X
r
r
1−
2...( 2.10 )
dengan :
α
= sudut singgung sabuk dan puli ( ˚ )
R
= jari-jari puli besar ( m )
r
= jari-jari puli kecil ( m )
5.
Sudut kontak puli
(Khurmi dan Gupta, 621, 1980 )
θ
= ( 180 + 2.
α
)
π
180 ...( 2,11 )
θ
= sudut kontak puli ( ˚ )
6.
Kecepatan linier sabuk
V =
60
.
.
d
n
π
( m/s )
dengan :
d = diameter puli roll ( m )
n = putaran roll ( rpm )
7.
Gaya sentrifugal
(Khurmi dan Gupta, 621,1980 )
Tc = m . ( V )²………( 2.12 )
dengan :
Tc
= tegangan sentrifugal
m
= massa sabuk ( kg/m )
V
= kecepatan keliling sabuk ( m )
8.
Besarnya gaya yang bekerja pada sabuk V
commit to user
2,3 log
=
µθ
−
−
Tc
T
Tc
T
t t 2 1……….( 2.13 )
1 tT
= tegangan total sisi kencang (N)
2 t
T
= tegangan total sisi kendor (N)
µ
= koefisien geser antara sabuk dan puli
θ
= sudut kontak puli (rad)
9.
Perhitungan Penggunaan Jumlah Sabuk
( Khurmi dan Gupta, 621,1980 )
Ps = (
T1–
T2) . V...( 2.14 )
P
= Ps : daya yang ditransmisikan sabuk ( watt )
1
T
= F1 : gaya tegang sabuk sisi kencang ( kg )
2
T
= F2 : gaya tegang sabuk sisi kendor ( kg )
V
= kecepatan linier ( m/s )
10.
Jumlah Sabuk Yang Diperlukan
(Sularso dan Suga,173,1987)
N =
s dP
P
………..( 2.15 )
3.
Bantalan
Bantalan adalah suatu elemen mesin yang berfungsi untuk menumpu poros
yang berbeban dan mengurangi gesekan pada poros, sehingga putaran poros dapat
berlangsung secara halus. Pelumas digunakan untuk mengurangi panas yang
dihasilkan dari gesekan tersebut. Secara garis besar bantalan dapat
diklasifikasikan menjadi 2 jenis yaitu (Sularso dan Suga, 1987):
1.
Bantalan Luncur
Pada bantalan ini terjadi gesekan antara poros dengan bantalan yang
dapat menimbulkan panas yang besar sehingga untuk mengatasi hal tersebut
diberikan lapisan pelumas antara poros dengan bantalan.
commit to user
2.
Bantalan Gelinding
Pada bantalan gelinding ini terjadi gesekan antara bagian yang berputar
dengan bagian yang diam melalui elemen gelinding, sehingga gesekan yang
terjadi menjadi lebih kecil.Berdasarkan arah beban terhadap poros bantalan
dibagi menjadi 3 macam yaitu (Sularso dan Suga, 1987):
1.
Bantalan radial
Pada bantalan ini arah beban adalah tegak lurus dengan sumbu poros.
2.
Bantalan aksial
Pada bantalan ini arah beban adalah sejajar dengan sumbu poros.
3.
Bantalan gelinding khusus
Bantalan ini dapat menumpu beban yang arahnya sejajar dan tegak lurus
dengan sumbu poros.
commit to user
4.
Poros
Poros merupakan bagian yang berputar, dimana terpasang elemen pemindah
gaya, seperti roda gigi, bantalan dan lain-lain. Poros bisa menerima beban-beban
tarikan, lenturan, tekan atau puntiran yang bekerja sendiri-sendiri maupun
gabungan satu dengan yang lainnya. Kata poros mencakup beberapa variasi
seperti
shaft
atau
axle
(as).
Shaft
merupakan poros yang berputar dimana akan
menerima beban puntir, lenturan atau puntiran yang bekerja sendiri maupun
secara gabungan. Sedangkan
axle
(as) merupakan poros yang diam atau berputar
yang tidak menerima beban puntir (Khurmi, R.S., 2002).
Jenis poros yang lain (Sularso, 1987) adalah jenis poros transmisi. Poros ini
akan mentransmisikan daya meliputi kopling, roda gigi, puli, sabuk, atau sproket
rantai dan lain-lain. Poros jenis ini memperoleh beban puntir murni atau puntir
dan lentur.
Untuk merencanakan suatu poros maka perlu memperhatikan hal-hal sebagai
berikut (Sularso dan Suga, 1987):
1.
Kekuatan Poros.
Suatu poros transmisi dapat mengalami beban puntir atau gabungan
antara puntir dan lentur, juga ada poros yang mendapatkan beban tarik atau
tekan. Oleh karena itu, suatu poros harus direncanakan hingga cukup kuat
untuk menahan beban-beban di atas.
2.
Kekakuan Poros.
Meskipun suatu poros mempunyai kekuatan cukup tetapi jika lenturan
puntirnya terlalu besar akan mengakibatkan ketidaktelitian atau getaran dan
suara, karena itu disamping kekuatan poros, kekakuannya juga harus
diperhatikan dan disesuaikan dengan macam mesin yang akan dilayani poros
tersebut.
commit to user
3.
Korosi.
Baja tahan korosi dipilih untuk poros. Bila terjadi kontak fluida yang
korosif maka perlu diadakan perlindungan terhadap poros supaya tidak terjadi
korosi yang dapat menyebabkan kekuatan poros menjadi berkurang.
4.
Bahan Poros.
Poros untuk mesin biasanya dibuat dari baja batang yang ditarik dingin
dan
finishing
, baja konstruksi mesin yang dihasilkan dari ingot yang di ”
kill”
(baja yang dideoksidasikan dengan ferrosilikon dan dicor, kadar karbon
terjamin). Meskipun demikian, bahan ini kelurusannya agak kurang tetap dan
dapat mengalami deformasi karena tegangan yang kurang seimbang.
Poros-poros untuk meneruskan putaran tinggi dan beban berat umumnya dibuat dari
baja paduan dengan pengerasan kulit yang tahan terhadap keausan.
Pertimbangan-pertimbangan yang digunakan untuk poros
menggunakan persamaan sebagai berikut (Khurmi dan Gupta, 2002):
1.
Torsi
N
P
T
.
.
2
.
60
π
=
... (2.16)
Keterangan :
T = Torsi maksimum yang terjadi (kg.m).
P = Daya motor (W).
N = Kecepatan putaran poros (rpm).
2.
Torsi ekivalen
2 2
T
M
T
e=
+
... ( 2.17 )
Diameter poros :
3 . . 16 s e T d
τ
π
=... ( 2. 18 )
commit to user
Keterangan :
T
e= Torsi ekivalen (kg.m).
T = Torsi maksimum yang terjadi (kg.m).
M
= Momen maksimum yang terjadi (kg.m).
τ
s= Tegangan geser maksimum yang terjadi (kg/cm
2).
d
= Diameter poros (cm).
3.
Momen ekivalen
M
e=
[
2 2]
2
1
T
M
M
+
+
....( 2.19 )
Diameter poros :
3
.
.
32
b eM
d
σ
π
=
………... ( 2.20 )
Keterangan :
M
e= Momen ekivalen (kg.m).
σ
b= Tegangan tarik maksimum yang terjadi (kg/cm
2).
5.
Statika
Statika adalah ilmu yang mempelajari tentang statika dari suatu beban
terhadap gaya-gaya dan juga beban yang mungkin ada pada bahan tersebut.
Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi
suatu obyek tinjauan utama dan meliputi gaya luar dan gaya dalam. Gaya luar
adalah gaya yang diakibatkan oleh beban yang berasal dari luar sistem yang pada
umumnya menciptakan kestabilan konstruksi.
commit to user
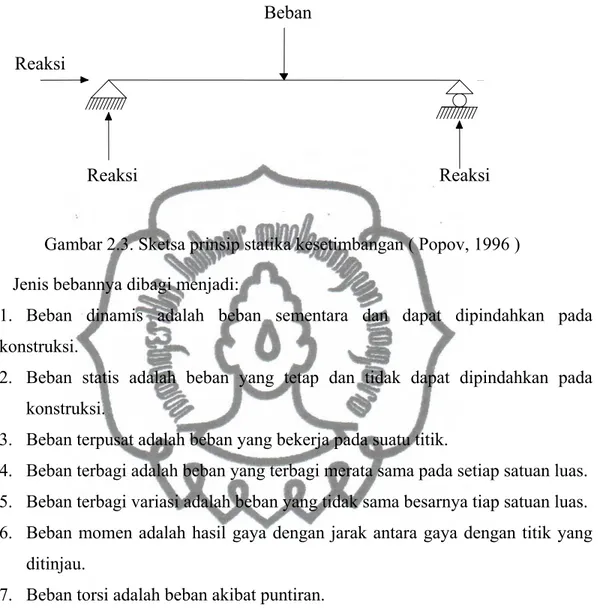
Gambar 2.3. Sketsa prinsip statika kesetimbangan ( Popov, 1996 )
Jenis bebannya dibagi menjadi:
1.
Beban dinamis adalah beban sementara dan dapat dipindahkan pada
konstruksi.
2.
Beban statis adalah beban yang tetap dan tidak dapat dipindahkan pada
konstruksi.
3.
Beban terpusat adalah beban yang bekerja pada suatu titik.
4.
Beban terbagi adalah beban yang terbagi merata sama pada setiap satuan luas.
5.
Beban terbagi variasi adalah beban yang tidak sama besarnya tiap satuan luas.
6.
Beban momen adalah hasil gaya dengan jarak antara gaya dengan titik yang
ditinjau.
7.
Beban torsi adalah beban akibat puntiran.
Beban
Reaksi
commit to user
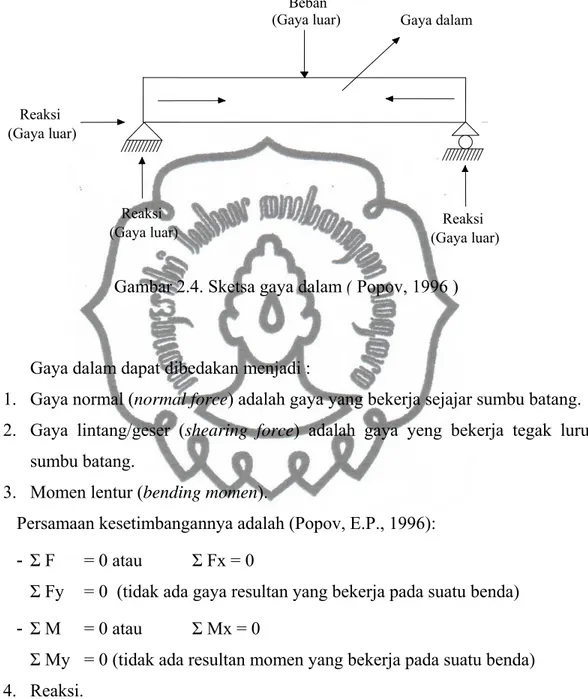
Gambar 2.4. Sketsa gaya dalam
(
Popov, 1996 )
Gaya dalam dapat dibedakan menjadi :
1.
Gaya normal (
normal force
) adalah gaya yang bekerja sejajar sumbu batang.
2.
Gaya lintang/geser (
shearing force
) adalah gaya yeng bekerja tegak lurus
sumbu batang.
3.
Momen lentur (
bending momen
).
Persamaan kesetimbangannya adalah (Popov, E.P., 1996):
-
Σ
F = 0 atau
Σ
Fx = 0
Σ
Fy = 0 (tidak ada gaya resultan yang bekerja pada suatu benda)
-
Σ
M = 0 atau
Σ
Mx = 0
Σ
My = 0 (tidak ada resultan momen yang bekerja pada suatu benda)
4.
Reaksi.
Reaksi adalah gaya lawan yang timbul akibat adanya beban. Reaksi sendiri
terdiri dari :
Gaya dalam (Gaya luar)Beban
(Gaya luar) Reaksi (Gaya luar) Reaksi (Gaya luar) Reaksi
commit to user
1.
Momen.
Momen
(M)= F x s ...( 2.21 )
di mana :
M = momen (N.mm).
F = gaya (N).
S = jarak (mm).
2.
Torsi.
3.
Gaya.
Tumpuan
Dalam ilmu statika, tumpuan dibagi atas:
1.
Tumpuan roll/penghubung.
Tumpuan ini dapat menahan gaya pada arah tegak lurus penumpu,
biasanya penumpu ini disimbolkan dengan:
Gambar 2.5. Sketsa reaksi tumpuan rol (Popov, 1996 )
2.
Tumpuan sendi.
Tumpuan ini dapat menahan gaya dalam segala arah
Gambar 2.6. Sketsa reaksi tumpuan sendi
(Popov, 1996 )
Reaksi
Reaksi
Reaksi
commit to user
3.
Tumpuan jepit.
Tumpuan ini dapat menahan gaya dalam segala arah dan dapat
menahan momen.
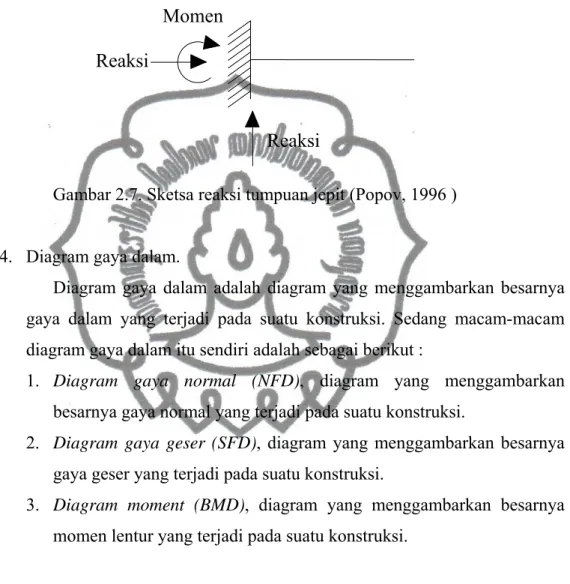
Gambar 2.7. Sketsa reaksi tumpuan jepit
(Popov, 1996 )
4.
Diagram gaya dalam.
Diagram gaya dalam adalah diagram yang menggambarkan besarnya
gaya dalam yang terjadi pada suatu konstruksi. Sedang macam-macam
diagram gaya dalam itu sendiri adalah sebagai berikut :
1.
Diagram gaya normal (NFD)
, diagram yang menggambarkan
besarnya gaya normal yang terjadi pada suatu konstruksi.
2.
Diagram gaya geser (SFD)
, diagram yang menggambarkan besarnya
gaya geser yang terjadi pada suatu konstruksi.
3.
Diagram moment (BMD)
, diagram yang menggambarkan besarnya
momen lentur yang terjadi pada suatu konstruksi.
6.
Proses Pengelasan
Dalam proses pengelasan rangka, jenis las yang digunakan adalah las listrik
DC dengan pertimbangan akan mendapatkan sambungan las yang kuat. Pada
dasarnya instalasi pengelasan busur logam terdiri dari bagian–bagian penting
sebagai berikut (Kenyon, 1985):
1.
Sumber daya, yang bisa berupa arus bolak balik (ac) atau arus searah (dc).
2.
Kabel timbel las dan pemegang elektroda.
Reaksi
Reaksi
commit to user
3.
Kabel balik las (bukan timbel hubungan ke tanah) dan penjepit.
4.
Hubungan ke tanah.
Fungsi lapisan elektroda dapat diringkaskan sebagai berikut :
1.
Menyediakan suatu perisai yang melindungi gas sekeliling busur api dan
logam cair.
2.
Membuat busur api stabil dan mudah dikontrol.
3.
Mengisi kembali setiap kekurangan yang disebabkan oksidasi elemen–elemen
tertentu dari genangan las selama pengelasan dan menjamin las mempunyai
sifat–sifat mekanis yang memuaskan.
4.
Menyediakan suatu terak pelindung yang juga menurunkan kecepatan
pendinginan logam las dan dengan demikian menurunkan kerapuhan akibat
pendinginan.
5.
Membantu mengontrol (bersama–sama dengan arus las) ukuran dan frekuensi
tetesan logam cair.
6.
Memungkinkan dipergunakannya posisi yang berbeda.
Dalam las listrik, panas yang akan digunakan untuk mencairkan logam
diperoleh dari busur listrik yang timbul antara benda kerja yang dilas dan kawat
logam yang disebut elektroda. Elektroda ini terpasang pada pegangan atau holder
las dan didekatkan pada benda kerja hingga busur listrik terjadi. Karena busur
listrik itu, maka timbul panas dengan temperatur maksimal 3450
oC yang dapat
mencairkan logam.
1.
Sambungan las
Ada beberapa jenis sambungan las, yaitu:
¾
Butt
join
Yaitu dimana kedua benda kerja yang dilas berada pada bidang yang
sama.
¾
Lap
join
Yaitu dimana kedua benda kerja yang dilas berada pada bidang yang
pararel.
commit to user
¾
Edge
join
Yaitu dimana kedua benda kerja yang dilas berada pada bidang paparel,
tetapi sambungan las dilakukan pada ujungnya.
¾
T- join
Yaitu dimana kedua benda kerja yang dilas tegak lurus satu sama lain.
¾
Corner
join
Yaitu dimana kedua benda kerja yang dilas tegak lurus satu sama lain.
2.
Memilih besarnya arus
Besarnya arus listrik untuk pengelasan tergantung pada diameter elektroda
dan jenis elektroda. Tipe atau jenis elektroda tersebut misalnya: E 6010, huruf
E tersebut singkatan dari elektroda, 60 menyatakan kekuatan tarik terendah
setelah dilaskan adalah 60.000 kg/mm
2, angka 1 menyatakan posisi
pengelasan segala posisi dan angka 0 untuk pengelasan datar dan horisontal.
Angka keempat adalah menyatakan jenis selaput elektroda dan jenis arus.
Besar arus listrik harus sesuai dengan elektroda, bila arus listrik terlalu kecil,
maka:
- Pengelasan sukar dilaksanakan.
- Busur listrik tidak stabil.
- Panas yang terjadi tidak cukup untuk melelehkan elektroda dan benda
kerja.
- Hasil pengelasan atau rigi-rigi las tidak rata dan penetrasi kurang dalam.
Apabila arus terlalu besar maka:
- Elektroda mencair terlalu cepat.
- Pengelasan atau rigi las menjadi lebih besar permukaannya dan penetrasi
terlalu dalam.
commit to user
7.
Proses Permesinan
Proses permesinan adalah waktu yang dibutuhkan untuk mengerjakan
elemen-elemen mesin, yang meliputi proses kerja mesin dan waktu pemasangan.
Pada umumnya mesin-mesin perkakas mempunyai bagian utama sebagai
berikut :
Motor penggerak (sumber tenaga).
1.
Kotak transmisi (roda-roda gigi pengatur putaran).
2.
Pemegang benda kerja.
3.
Pemegang pahat/alat potong.
Macam-macam gerak yang terdapat pada mesin perkakas.
1. Gerak utama (gerak pengirisan).
Adalah gerak yang menyebabkan mengirisnya alat pengiris pada benda kerja.
Gerak utama dapat dibagi :
¾
Gerak utama berputar
Misalnya pada mesin bubut, mesin frais, dan mesin drill.
Mesin perkakas dengan gerak utama berputar biasanya mempunyai gerak
pemakanan yang kontinyu.
¾
Gerak utama lurus
Misalnya pada mesin sekrap.
Mesin perkakas dengan gerak utama lurus biasanya mempunyai gerak
pemakanan yang periodik.
2. Gerak pemakanan.
Gerak yang memindahkan benda kerja atau alat iris tegak lurus pada gerak
utama.
3. Gerak penyetelan.
Menyetel atau mengatur tebal tipisnya pemakanan, mengatur dalamnya pahat
masuk dalam benda kerja
commit to user
Adapun macam-macam mesin perkakas yang digunakan antar lain:
¾
Mesin bubut
Prinsip kerja mesin mesin bubut adalah benda kerja yang berputar dan
pahat yang menyayat baik memanjang maupun melintang. Benda kerja yang
dapat dikerjakan pada mesin bubut adalah benda kerja yang silindris,
sedangkan macam-macam pekerjaan yang dapat dikerjakan dengan mesin ini
adalah antara lain : (Scharkus dan jutz, 1996)
-
pembubutan memanjang dan melintang
-
pengeboran
-
pembubutan dalam atau memperbesar lubang
-
membubut ulir luar dan dalam
Perhitungan waktu kerja mesin bubut adalah:
1.
Kecepatan pemotongan (v).
V=
π
.D.N ... ( 2.22 )
dimana :
D = diameter banda kerja (mm).
N = kecepatan putaran (rpm).
2.
Pemakanan memanjang
waktu permesinan pada pemakanan memenjang adalah :
n =
d
v
.
1000
.
π
...( 2.23 )
T
m=
n
S
L
r.
...( 2.24 )
Dimana :
T
m= waktu permesinan memanjang (menit)
L = panjang pemakanan (mm)
S = pemakanan (mm/put)
N = putaran mesin (rpm)
commit to user
d = diameter benda kerja (mm)
v = kecepatan pemakanan (m/mnt)
3.
Pada pembubutan melintang
waktu permesinan yang dibutuhkan pada waktu pembubutan melitang
adalah :
T
m=
n
S
r
r.
... ( 2.25 )
Dimana :
r = jari-jari bahan (mm)
¾
Mesin Bor
Mesin bor digunakan untuk membuat lubang
(driling)
serta memperbesar
lubang (boring) pada benda kerja. Jenis mesin bor adalah sebagai berikut:
1.
Mesin bor tembak
2.
Mesin bor vertikal
3.
Mesin bor horisontal
Pahat bor memiliki dua sisi potong, proses pemotongan dilakukan
dengan cara berputar. Putaran tersebut dapat disesuaikan atau diatur sesuai
dengan bahan pahat bor dan bahan benda kerja yang dibor. Gerakan
pemakanan pahat bor terhadap benda kerja dilakukan dengan menurunkan
pahat hingga menyayat benda kerja.
Waktu permesinan pada mesin bor adalah:
T
m=
n
S
L
r.
...
( 2.26 )
n =
d
v
.
1000
.
π
...
( 2.27 )
L = l + 0,3 . d
...
( 2.28 )
`Dimana:
d = Diameter pelubangan (mm)
commit to user
8.
Pemilihan Mur dan Baut
Pemilihan mur dan baut merupakan pengikat yang sangat penting. Untuk
mencegah kecelakaan, atau kerusakan pada mesin, pemilihan baut dan mur
sebagai alat pengikat harus dilakukan secara teliti dan direncanakan dengan
matang di lapangan. Tegangan maksium pada baut dihitung dengan persamaan di
bawah ini (Khurmi dan Gupta, 621,1980):
σ
maks =
A
F
... ( 2.29 )
=
4 . d 2 Fπ
Bila tegangan yang terjadi lebih kecil dari tegangan geser dan tarik bahan,
maka penggunaan mur-baut aman.
Baut berbentuk panjang bulat berulir, mempunyai fungsi antara lain:
¾
Sebagai pengikat
Baut sebagai pengikat dan pemasang yang banyak digunakan ialah ulir profil
segitiga (dengan pengencangan searah putaran jarum jam). Baut pemasangan
untuk bagian-bagian yang berputar dibuat ulir berlawanan dengan arah
putaran dari bagian yang berputar, sehingga tidak akan terlepas pada saat
berputar.
¾
Sebagai pemindah tenaga
Contoh ulir sebagian pemindah tenaga adalah dongkrak ulir, transportir mesin
bubut, berbagai alat pengendali pada mesin-mesin. Batang ulir seperti ini
disebut ulir tenaga (
power screw
).
Tegangan geser maksimum pada baut
τmax
=
n
d
F
c.
.
4
2π
...( 2.30 )
commit to user
Dimana :
τ
max= Tegangan geser maksimum (N/mm
2)
F = Beban yang diterima (N)
dc = Diameter baut (mm)
r = Jari-jari baut (mm)
n
= Jumlah baut
9.
Reducer
Fungsi utama dari
reducer
adalah sebagai pereduksi putaran input dari motor
listrik menjadi putaran yang diinginkan. Sesuai dengan perbandingan
reducer
yang digunakan pada mesin pemeras singkong ini, misalnya menggunakan
reducer 1:20, artinya input
reducer
dari putaran motor 20 rpm maka poros output
reducer
menjadi 1 rpm. Adapun bagian dari reducer adalah roda gigi cacing
commit to user
25BAB III
ANALISA PERHITUNGAN
3.1. Prinsip KerjaMesin pemeras singkong adalah mesin dengan gerak utama berputar. Gaya putar ini disebabkan karena putaran dari motor listrik. Motor listrik dipasang pada kerangka dan diberi kopel, kemudian dihubungkan dengan reducer berpuli kecil yang akan menggerakan puli besar yang terhubung dengan poros berulir conveyer menggunakan belt. Setelah motor listrik dihidupkan (dalam keadaan on), maka ulir akan ikut berputar. Adanya perbedaan diameter antara puli besar dan puli kecil akan mengakibatkan unit pemeras berputar lebih lambat, tetapi tetap menghasilkan tenaga yang besar. Selama bekerja, poros screw conveyor harus dapat berputar dengan lancar dan gesekan yang kecil, untuk itu poros screw conveyor diberi 2 buah bantalan agar seimbang dengan pelumasan yang cukup.
Mesin pemeras singkong ini dilengkapi dengan plat berlubang berbentuk tabung yang berfungsi sebagai saluran keluar cairan sari singkong hasil pemerasan dari putaran conveyor. Pada ujung tabung plat berlubang, terdapat plat berbentuk lingkaran yang berfungsi sebagai penahan ampas singkong agar cairan sari singkong dapat terperas secara maksimal. Pada plat penahan diberi pegas, sehingga saat plat terdesak ampas singkong dapat bergerak mundur dan ampas singkong keluar dari tabung pemerasan.
commit to user
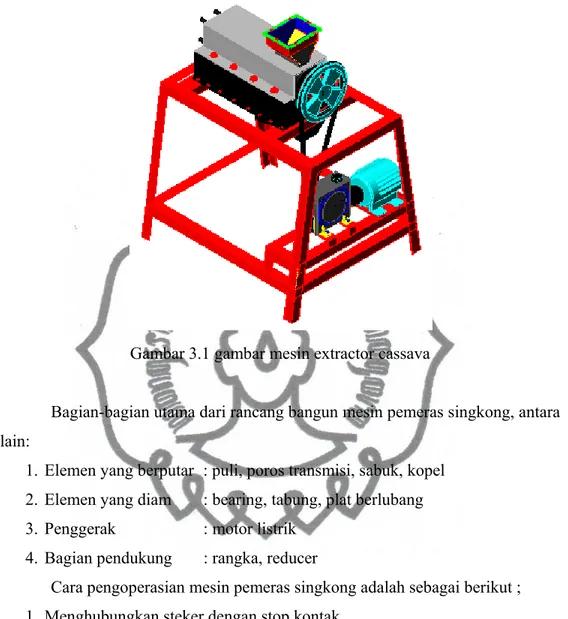
Gambar 3.1 gambar mesin extractor cassava
Bagian-bagian utama dari rancang bangun mesin pemeras singkong, antara lain:
1. Elemen yang berputar : puli, poros transmisi, sabuk, kopel 2. Elemen yang diam : bearing, tabung, plat berlubang 3. Penggerak : motor listrik
4. Bagian pendukung : rangka, reducer
Cara pengoperasian mesin pemeras singkong adalah sebagai berikut ; 1. Menghubungkan steker dengan stop kontak.
2. Menekan saklar on/off.
3. Memasukan parutan singkong melalui hopper kedalam mesin. 4. Menekan saklar on/off setelah proses selesai.
3.2 Perhitungan screw conveyor Diperoleh data:
Diameter screw (Ds) = 152,4 mm (6 inchi)
Panjang screw (Ls) = 550 mm
Jarak pitch ( p ) = 100 mm (4 inchi)
commit to user
Untuk diameter screw 6 inchi diperoleh data :
Diameter pipa screw = 60 mm (2,375 inchi)
Diameter factor (Fd) = 18
Flight factor (Ff) = 1,0
Bearing factor (Fb) = 1,0
Paddle factor (Fp) = 1,0 Prosentase pembebanan tabung (K) = 45% Dari lampiran 1 diperoleh data :
Berat jenis singkong (W) = 45 3
= (0,721 × 10-6 kg/mm3 ) Factor material (Fm) = 0, 4
1. Perhitungan kapasitas screw conveyor per jam per satu rpm (C)
= , ² ² . .
= , , ,
= 1,4 feet3
2. Perhitungan kecepatan screw conveyer (N) Kapasitas yang direncanakan = 210 feet3/jam
N =
N =
,
N = 150 rpm
3. Perhitungan daya untuk memutar screw conveyer
HP =
Fo = 3,0 E = 0,94 x 0,94 = 0,8836
commit to user
HPf =. .
.
=, .
. .
= 0,00486 HPm =. . . .
.
=
. , . . , .
= 0,00681 HP ==
,
,
,
= 0,0396 Hp = 29,5 wattFactor koreksi untuk daya maksimum yang dibutuhkan fc = 1,2 (Sularso, 1997 : 7)
Jadi daya yang dibutuhkan : Pd = 29,5 . 1,2 = 35,4 watt
4. Perhitungan daya untuk pendorong hasil perasan Data-data dari penekan :
Diameter penekan : 156 mm
Beban penekanan : 50 kg
5. Tekanan yang dibutuhkan untuk mendorong :
commit to user
=
²
= 0,00262 kg/mm2 = 2,62 x 10-3 kg/mm2
6. Gaya yang dibutuhkan untuk mengeluarkan perasan (gaya aksial) : F = P x Aconeyor = 2,62 x 10-3 . ((152,4)2 – (60)2) = 40,36 kg Tgα =
=
,
,
α = 12o7. Torsi yang terjadi akibat penekanan :
T = F x tg (α + φ) x dimana φ = 0…………(Khurmi, 1982 : 598) = 40,36 x tg 12o x
,
= 645,84 kg.mm = 0,646 kg.m 8. Daya penekanan : P =……….(Khurmi, 1982 : 410) =
.
. ,
= 0,14 Hp = 104,44 watt
Faktor koreksi untuk daya maksimum yang dibutuhkan fc = 1,2 (sularso, 1997 : 7) Jadi daya yang dibutuhkan :
commit to user
= 125,33 watt Daya total yang dibutuhkan :
Ptot = Pd + Pd = 35,4 + 125,33 = 160,73 watt
Pemilihahan motor yang ddiasarkan pada daya yang dibutuhkan : 1 Hp = 746 watt
P =
,
= 0,22 HpMaka motor yang digunakan adalah motor dengan daya ½ Hp, 1 phase, 1400 rpm. 3.3. Perencanaan sabuk dan pulley
1. Menentukan Motor
Daya motor =
1/2 hp
=½
×
746= 373 watt
Tegangan motor = 220 volt Putaran motor = 1400 rpm
2. Perencanaan Reduksi Putaran dan sabuk Putaran motor (N1) = 1400 rpm
Puli 1 (D) = 220 mm r1 = 110 mm Puli 2 (d) = 54 mm r2 = 27 mm Jarak puli ( x ) = 460 mm
Reducer = 1 : 20
a. Putaran puli reducer (N2) = reducer an Perbanding N1 = 20 1400 = 70 rpm
commit to user
b. Putaran puli poros (N3)
=
=
N3 = 17.8 rpm c. Sudut singgung puli 1 dan 2 :
Sin α =
(
)
1 2 1 X r r − = 460 27 110− Sin α = 0,18 α = 10,4 d. sudut kotak θ = (180 - 2 α) × 180 π rad = (180 - 2 (10,4)) × 180 14 , 3 rad = 2,8 rade.Panjang sabuk antara puli reducer dengan puli conveyor (L1) L1 =
π
(r1+r2) + 2X1+(
)
1 2 1 X r r − 2 = 3.14(110+27 ) +2 x 460 + 2 460 ) 27 110 ( − = 430,18+ 920 + 14,9 = 1365,08 mmSesuai dengan lampiran 4 dan 1, dari data analisa menunjukan bahwa untuk transmisi ini mengunakan sabuk tipe A yang mempunyai data sbb :
1. Lebar (b ) = 13 mm 2. Tebal ( t ) = 8 mm 3. Berat = 1,06 N/m f. Kecepatan linear sabuk :
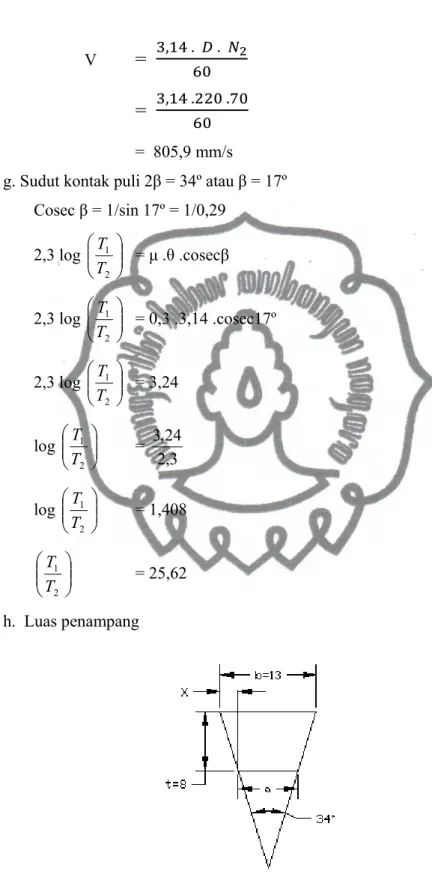
commit to user
V
=
, . .=
, . . = 805,9 mm/sg. Sudut kontak puli2β = 34º atau β = 17º Cosec β = 1/sin 17º = 1/0,29 2,3 log ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ 2 1 T T = µ .θ .cosecβ 2,3 log ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ 2 1 T T = 0,3 .3,14 .cosec17º 2,3 log ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ 2 1 T T = 3,24 log ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ 2 1 T T = 3 , 2 24 , 3 log ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ 2 1 T T = 1,408 ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ 2 1 T T = 25,62 h. Luas penampang
commit to user
Tan β = Tan 17º = 8 x x = 8 . 0,3 = 2,4 mm a = b – 2x = 13 – 2.2,4 = 8,2 mm A = a b.t 2 + = 8 2 2 , 8 13+ x = 84,8 mm2 i. Massa belt per meterm = A . L . ρ
= 84,8 x 10-6 . 1 . 1140 = 0,097 kg/m
j. Gaya centrifugal sabuk Tc = m .v 2
= 0,097 . (0,8059)2 = 0,062 N
k. Tegangan maksimum sabuk
T = stress .area = σ .A Teg ijin sabuk = 8 N/mm2 = 8 . 84,8 = 678,4 N T1 = T – Tc = 678,4 – 0,062 = 678,33 N T2 = 68 , 25 1 T
commit to user
= 68 , 25 33 , 678 = 26,4 NJadi gaya tarik sabuk total dua buah puli adalah sebesar : 2(T1 + T2)
1
T + T2 = 2(678,33 N + 26,4 N)
= 1409,38 N
3.4. Pasak
1. Pasak motor
diameter poros 16 mm, maka ukuran pasak yang digunakan lebar (b) : 5 mm
panjang (l) : 32 mm tebal (h) : 5 mm
kedalaman alur pasak pada poros (t ) = 2,5 mm kedalaman alur pasak pada naf (t ) = 2,5 mm
bahan pasak dari S30C dengan kekuatan tarik (σ) = 48 N/mm, dan faktor keamanan (Sf) = 6
sehingga tegangan tarik ijin (σ) dan tegangan geser ijin ( ) adalah : =
=
= 8 ² = , .
= , . = 0,7 ²
commit to user
Ft = .
= . , = 35,35 N
Tegangan geser maksimum pada pasak (
)
τ
=.
= ,
.
= 0,2 ²
Tegangan permukaan yang terjadi pada naf
P =
.
= ,
. ,
= 0,4 ²
Tegangan yang diijinkan adalah 8 ² (sularso, 1997 : 27) dengan demikian tegangan geser pasak (
τ
dan tegangan bidang pada naf (P) masih lebih kecil dari pada tegangan ijin, sehingga pasak aman digunakan.
2. Pasak pada reducer
Diameter poros 15 mm, maka ukuran pasak yang digunakan lebar (b) : 5 mm
panjang (l) : 32 mm tebal (h) : 5 mm
kedalaman alur pasak pada poros (t ) = 2,5 mm kedalaman alur pasak pada naf (t ) = 2,5 mm
bahan pasak dari S30C dengan kekuatan tarik (σ) = 48 N/mm, dan faktor keamanan (Sf) = 6
commit to user
==
= 8 ² = , .
= , . = 0,7 ²
Daya tangensial pasak (Ft), ), dimana T poros : 282,8 N
Ft = .
= . , = 37,7 N
Tegangan geser maksimum pada pasak (
)
τ
=.
= ,
.
= 0,2 ²
Tegangan permukaan yang terjadi pada naf
P =
.
= . ,,
= 0,4 ²
Tegangan yang diijinkan adalah 8 ² (sularso, 1997 : 27) dengan demikian tegangan geser pasak (
τ
dan tegangan bidang pada naf (P) masih lebih kecil dari pada tegangan ijin, sehingga pasak aman digunakan.
commit to user
3. Pasak pada puli conveyor
diameter poros 28 mm, maka ukuran pasak yang digunakan 1. lebar (b) : 8 mm
2. panjang (l) : 56 mm 3. tebal (h) : 7 mm
4. kedalaman alur pasak pada poros (t ) = 4 mm 5. kedalaman alur pasak pada naf (t ) = 3,3 mm
bahan pasak dari S30C dengan kekuatan tarik (σ) = 48 N/mm, dan faktor keamanan (Sf) = 6
sehingga tegangan tarik ijin (σ) dan tegangan geser ijin ( ) adalah : =
=
= 8 ² = , .
= , . = 0,7 ²
Daya tangensial pasak (Ft), dimana T poros : 282,8 N
Ft = .
= . , = 20,2 N
Tegangan geser maksimum pada pasak (
)
τ
=.
= ,
commit to user
= 0,078 ²
Tegangan permukaan yang terjadi pada naf
P =
.
= ,
. ,
= 0,25 ²
Tegangan yang diijinkan adalah 8 ² (sularso, 1997 : 27) dengan demikian tegangan geser pasak (
τ
dan tegangan bidang pada naf (P) masih lebih kecil dari pada tegangan ijin, sehingga pasak aman digunakan.
3.5. Perancanaan poros 1. Torsi pada poros : N P T . . 2 . 60 π = = 8 , 17 . 14 , 3 . 2 373 . 60 = 8 , 111 22380 = 200,2 Nm 2. Berat Puli
Analisa berat puli terdiri dari gaya tarik sabuk total dua buah puli 2(T T1+ 2) yang menghubungkan reducer dengan poros ditambah dengan berat material puli itu sendiri. Secara matematis sebagai berikut :
Wpuli = 20 N 2(T T1+ 2) = 1409,38 N
Wtotal = Wpuli + 2(T T1+ 2)
= 20 + 1409,38
commit to user
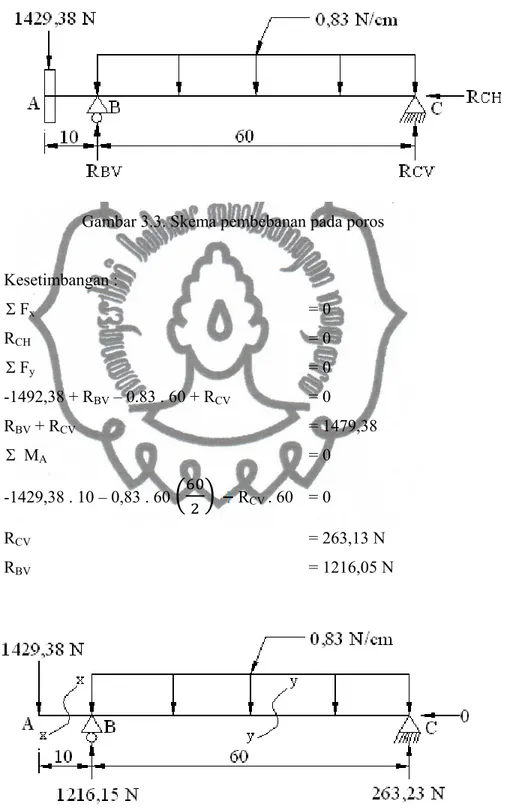
Gambar 3.3. Skema pembebanan pada poros Kesetimbangan : ΣFx = 0 RCH = 0 ΣFy = 0 -1492,38 + RBV – 0.83 . 60 + RCV = 0 RBV + RCV = 1479,38 Σ MA = 0 -1429,38 . 10 – 0,83 . 60 RCV . 60 = 0 RCV = 263,13 N RBV = 1216,05 N
commit to user
Potongan yang dianalisa : a. potongan x-x kiri ( A-B )
Gambar 3.5. Potongan (x-x) A-B Sehingga : NX = 0 VX = -1429,38 MX = -1429,38 . X Titik A, X = 0 NA = 0 VA = -1429,38 N MA = 0 Titik B, X = 10 NB = 0 VB = -1429,38 N MB = 14293,8 Ncm
commit to user
Gambar 3.6. Potongan (y-y) C-B Sehingga : NX = 0 VX = -263,23 + 0,83 . X MX = 263,23 . X – 0,83 . X Titik C, X = 0 NC = 0 VC = -263,13 N MC = 0 Titik B, X = 60 NB = 0 VB = -213,33 N MC = 263,23 . 60 – 0,83 . 60 = 14293,8 Ncm
commit to user
Diagram Gaya GeserGambar 3.7. Diagram Gaya Geser Diagram Moment Lentur
Gambar 3.8. Diagram Moment Lentur 4. Lendutan poros
1. Panjang ulir = 550 mm ( 21,65 inchi ) 2. Diameter poros (D) = 51 mm ( 2 inchi ) 3. Modulus elastisitas baja (µ) = 30000000
4. Jarak pitch (p) = 100 mm ( 4 inchi ) 5. Massa poros (m) = 12 kg ( ditimbang ) 6. Percepatan gravitasi(g) = 9,81 m/s2
a. Momen inersia polair (Ip) = 32 π x D4 = 32 π x 24 = 1,57 inch4 b. Berat poros (W1) = m x g = 12 x 9,81
commit to user
= 117,72 N
= 25,98 lbf
c. Berat ulir total (W2) =
p W x L = 4 98 . 25 x 21,65 = 140,65 lbf d. Lendutan poros =
µ
xIpx xL xW 384 5 3 2 = 3000000 57 , 1 384 65 , 21 65 , 140 5 3 x x x x = 0.004 inch = 0,1016 mmUntuk menghindari gesekan antara tabung θ 156 mm dengan ulir karena lendutan maka diameter ulir dibuat 152 mm.
3.6. Perencanaan Mur Dan Baut
Dalam perencanaan mesin extractor cassava ini mur dan baut digunakan untuk merangkai bebebrapa elemen mesin dianrtaranya :
1. Baut pada dudukan tabung pemeras
2. Baut pada dudukan rangka motor, untuk mengunci posisi motor. 3. Baut pada dudukan rangka reducer, untuk mengunci posisi reducer
4. Baut pengunci bantalan.
1. Baut pada dudukan tabung
Baut yang digunakan adalah M10 sebanyak 10 buah, terbuat dari baja ST 37 yang menopang beban (P) sebesar 330 N. dari lampiran diketahui mengenai baut M10 antara lain sebagai berikut :
1. Diameter mayor (d) = 10 mm 2. Diameter minor (dc) = 8,16 mm 3. Tegangan tarik (σ) = 370 N/mm2
commit to user
4. Tegangan geser (τ) = 240 N/mm 5. Faktor keamanan ( sf ) = 8
Kekuatan baut berdasarkan perhitungan tegangan tarik P = 4 π .dc2.
σ
σ
= 2 . . 4 dc P π =( )
2 16 , 8 14 , 3 330 . 4 = 6,3 N/mmTegangan tarik (σ ) < tegangan tarik ijin (σ), maka baut pada dudukan motor aman.
Kekuatan baut berdasar perhitungan sejumlah 10 baut P = 4 π .dc2.
σ
.nσ
= n dc P . . . 4 2 π = 10 . ) 16 , 8 .( 14 , 3 330 . 4 2 = 0,63 N/mm2Tegangan tarik (σ ) < tegangan tarik ijin (σ), maka baut pada dudukan motor aman.
2. Baut pada dudukan motor
Baut yang digunakan adalah M10 sebanyak 4 buah, terbuat dari baja ST 37 yang menopang beban (P) sebesar 130 N. dari lampiran diketahui mengenai baut M10 antara lain sebagai berikut :
1. Diameter mayor (d) = 10 mm 2. Diameter minor (dc) = 8,16 mm 3. Tegangan tarik (σ) = 370 N/mm2 4. Tegangan geser (τ) = 240 N/mm2
commit to user
5. Faktor keamanan ( sf ) = 8
Kekuatan baut berdasarkan perhitungan tegangan tarik P = 4 π .dc2.
σ
σ
= 2 . . 4 dc P π =( )
2 16 , 8 14 , 3 130 . 4 = 2,5 N/mmTegangan tarik (σ ) < tegangan tarik ijin (σ), maka baut pada dudukan motor aman.
Kekuatan baut berdasar perhitungan sejumlah 4 baut P = 4 π .dc2.
σ
.nσ
= n dc P . . . 4 2 π = 4 . ) 16 , 8 .( 14 , 3 130 . 4 2 = 0,62 N/mm2Tegangan tarik (σ ) < tegangan tarik ijin (σ), maka baut pada dudukan motor aman.
3. Baut pada dudukan reducer
Baut yang digunakan adalah M10 sebanyak 4 buah, terbuat dari baja ST 37 yang menopang beban (P) sebesar 100 N. dari lampiran diketahui mengenai baut M10 antara lain sebagai berikut :
1. Diameter mayor (d) = 10 mm 2. Diameter minor (dc) = 8,16 mm 3. Tegangan tarik (σ) = 370 N/mm2 4. Tegangan geser (τ) = 240 N/mm2 Kekuatan baut berdasarkan perhitungan tegangan tarik
commit to user
P = 4 π .dc2.σ
σ
= 2 . . 4 dc P π = 2 ) 16 , 8 .( 14 , 3 100 . 4 = 1,9 N/mmTegangan tarik (σ ) < tegangan tarik ijin (σ), maka baut pada dudukan motor aman.
Kekuatan baut berdasar perhitungan sejumlah 4 baut P = 4 π .dc2.
σ
.nσ
= n dc P . . . 4 2 π = 4 . ) 16 , 8 .( 14 , 3 100 . 4 2 = 0,48 N/mm2Tegangan tarik (σ ) < tegangan tarik ijin (σ), maka baut pada dudukan motor aman.
3.7 Perhitungan Las
Perhitungan Pengelasan yang ada pada kontruksi mesin ini pada bagian rangka dan tabung adalah las sudut dan las V, hopper, tabung dan
screw conveyor menggunakan las listrik. Perhitungan kekuatan las pada sambungan tepi pada rangka dengan tebal plat 3 mm, panjang pengelasan 40 mm, sehingga untuk memperhitungkan kekuatan las ditentukan A dengan :
A = 3 mm . sin 45 . 40 mm = 3 mm . 0,707 . 40 mm = 84,85 mm 2
commit to user
A Fmax = σ 85 , 84 15kg = σ = 0,176 kg/mm2 = 17,6 kg/cm2 Elektroda yang digunakan E 6013E 60 = kekuatan tarik terendah setelah dilas adalah 60.000 psi atau 42,2 kg/mm2
1 = posisi pengelasan mendatar, vertical atas kepala dan horizontal
3 = jenis listrik adalah DC poloaritas bolik (DC+) diameter elektroda 5 mm, arus 230 – 270 A, tegangan 27-29 V Karena σ pengelasan < σ ijin maka pengelasan aman.
3.8 Perhitungan rangka
Dalam perancangan alat ini, dibutuhkan sebuah komponen yang mampu menopang berbagai komponen lain, yaitu rangka. Rangka mesin pemeras singkong ini mempunyai beberapa fungsi yang penting, antara lain:
1. Tempat untuk menopang tabung pemeras
commit to user
Adapun rangka dari mesin ini disusun dari batang-batang baja profil L yang harus mempunyai kekuatan menopang komponen mesin tersebut, serta kuat menahan getaran dari mesin tersebut. Selain itu, kerangka tersebut harus mempunyai ketahanan yang baik. Dari perancangan rangka tersebut, diperoleh gambar rangka:
Gambar 3.9. Gambar rancang rangka Keterangan :
W1 = 16,5 kg W2 = 16,5 kg W3 = 24 kg
1. Perhitungan kekuatan rangka : a. Batang C- D
commit to user
Gambar 3.10. Gambar batang C-D Kesetimbangan gaya luar
ΣFx = 0 RCH = 0 ΣFx = 0 RCV- 16,5 + 16,5 + RDV = 0 RCV + RDV = 33 ΣMc = 0 16,5 x 10 + 16,5 x 70 – RDV x 100 = 0 RDV = 13,2 kg RCV = 19,8 kg
Potongan x – x ( kiri ) batang C- G
Gambar 3.11. Gambar potongan C-G Nx = 0
Vx = 19,8 Mx = 19,8. x
Titik C dengan x = 0 Nx = 0
commit to user
Vx = 19,8 kg Mc = 0 Titik G dengan x = 10 NG = 0 VG = 19,8 kg MG = 19,8 . 10 = 198 kg.cmPotongan y- y ( kiri ) batang C- H
Gambar 3.12. Gambar potongan C-H Nx = 0 Vx = 19,8- 16,5 Mx = 19,8 . x – 16,5 . ( x-10 ) Titik G dengan x = 10 NG = 0 VG = 3,3 kg MG = 19,8. 10 – 16,5 . ( 10 -10 ) = 198 kg.cm Titik H dengan x = 70 NH = 0 VH = 3,3 kg MH = 19,8 . 70 – 16,5 . ( 70 – 10 ) = 1386 – 990
commit to user
= 396 kg.cm
Potongan z – z ( kanan ) batang D – H
Gambar 3.13. Gambar potongan C-H
Nx = 0 Vx = -13,2 Mx = 13,2 . x Titik D dengan x = 0 ND = 0 VD = -13,2 kg MD = 13,2 . 0 = 0 Titik H dengan x = 30 NH = 0 VH = -13,2 kg MH = 13,2 . 30 = 396 kgcm Diagram gaya geser ( SFD )
commit to user
Gambar 3.14. Gambar diagram gaya geser ( SFD ) Diagram momen lentur ( BMD )
Gambar 3.15. Gambar momen lentur ( BMD ) a. Batang B- E
commit to user
Kesetimbangan gaya luar
ΣFx = 0 RBH = 0 ΣFy = 0 RBV – 24 + REV RBV + REV = 24 ΣMB = 0 24 . 75 – REV . 100 = 0 REV = 100 1800 REV = 18 kg RBV = 6 kg
Potongan x – x ( kiri ) batang B - I
Gambar 3.17. Gambar potongan B-I Nx = 0 Vx = 6 Mx = 6 . x Titik B dengan x = 0 NB = 0 VB = 6 kg MB = 0 kg . cm Titik I dengan x = 75 NI = 0 VI = 6 kg MI = 450 kg. cm
commit to user
Potongan y – y ( kiri ) batang B – E
Gambar 3.18. Gambar potongan B-E
Nx = 0 Vx = 6 – 24 = - 18 Mx = 6 . x – 24 ( x – 75 ) Titik I dengan x = 75 NI = 0 VI = - 18 kg MI = 6 . 75 – 24 . ( 75 – 75 ) = 450 kg . cm Titik E dengan x = 100 NE = 0 VE = -18 kg ME = 6 . 100 – 24 ( 100 – 75 ) = 600 -600 = 0 kg .cm
commit to user
Gambar 3.19. Gambar diagram SFD Diagram momen lentur ( BMD )
Gambar 3.20. Gambar diagram SFD 2. Kekuatan bahan.
Tegangan tarik yang terjadi pada profil L 45x 45 x 3 (ditinjau dari tegangan bending maksimum)
commit to user
Dengan: Mmax = 450 kg cm= 45000 Nmm I = 0,052x106 mm4 y = 45 - 12,4 mm = 32,6 m maks σ = I y M. = 6 10 052 , 0 6 , 32 45000 x x = 28,2 N/mm2σ
b = Sf σ = 8 370 = 46,25 N/mm2Karena
σ
max≤
σ
b , jadi profil L dengan bahan ST37 yang digunakan aman. 3.9 Perhitungan Proses Permesinan3.9.1. Mesin Bubut
Dalam proses produksi ini, mesin bubut berguna untuk pembubutan poros.
Gambar 3.22. Poros Bahan poros diasumsikan ST- 42
−Diameter awal = 53 cm
−Panjang awal = 78 cm
commit to user
− Panjang akhir = 75 cm
Kecepatan potong ( V ) = 21 m/menit
Feeding / pemakanan ( Sr ) = 0,25 m/putaran
Tabel 3.1. Kecepatan iris pahat HSS ( Darmawan, 1990 ) Bahan benda kerja Bubut kasar ( m/menit ) Bubut halus ( m/menit ) Bubut ulir ( m/menit ) Baja mesin Baja perkakas Besi tuang Perunggu Alumunium 27 21 18 27 61 30 27 24 30 93 11 9 8 9 18
Tabel 3.2. Kecepatan potong melingkar pahat HSS
Bahan benda kerja Bubut kasar ( mm/put ) Bubut halus ( mm/put ) Baja mesin Baja perkakas Besi tuang Perunggu Alumunium 0,25 – 0,50 0,25 – 0,50 0,40 – 0,65 0,40 – 0,65 0,40 – 0,75 0,07 – 0,25 0,07 – 0,25 0,13 – 0,30 0,07 – 0,25 0,13 – 0,25 Putaran spindel : n = . . n = . , . n = 126,19 rpm
Pada pembubutan ini kecepatan spindel 320 rpm, karena untuk kecepatan 126,19 rpm tidak tersedia pada mesin.
commit to user
1. Pembubutan melintang
Tm = .
.
Dimana: i = Jumlah pemakanan
i = i = i = 15 kali pemakanan Waktu permesinan : Tm = . . Tm = , . , . Tm = 4,97 menit Waktu setting (Ts) = 20 menit Waktu pengukuran (Tu) = 10 menit Waktu total = Tm + Ts + Tu = 4,97 + 20 + 10 = 34,97 menit 2. Pembubutan memanjang Tm = . . Dimana : l1 = 700 mm l2 = 50 mm l3 = 20 mm
a. Pembubutan memanjang diameter 53 mm menjadi diameter 51 mm sepanjang 750 mm:
i =
commit to user
i = 1 kali pemakanan Waktu permesinan : Tm = . . Tm = . , . Tm = 9,37 menit Waktu setting (Ts) = 20 menit Waktu pengukuran (Tu) = 10 menit Waktu total = Tm + Ts + Tu= 9,37 + 20 +10
= 39,37 meni
b. Pembubutan memanjang diameter 51 menjadi diameter sepanjang 30 mm.
i = i = i = 10,5 kali pemakanan Waktu permesinan : Tm2 = . . Tm2 = . , , .
Tm2= 6.5 menit
Waktu setting (Ts) = 20 menit Waktu pengukuran (Tu) = 10 menit Waktu total = Tm + Ts + Tu
= 6,5 + 20 + 10
= 36,5 menit
c. Pembubutan memanjang diameter 51 mm menjadi diameter 30 sepanjang 110 mm dari ujung poros setelah poros dibalik.