25
ANALISIS DAN PEMBAHASAN 4.1 Penjadwalan Produksi Pada Proses Printing Body
Pada latar belakang masalah, diidentifikasi bahwa selain pada proses component making, bottleneck juga terjadi pada proses printing body. Proses ini berjalan menggunakan sebuah mesin yang disebut mesin KBA. Mesin ini merupakan sebuah mesin otomatis sehingga setiap change over yang ada mengikuti sebuah angka standar yang berlaku sama bagi setiap change over yang sama. Misalnya, untuk waktu mengganti blanket mesin adalah sebesar 15 menit, dilakukan bila terjadi pergantian desain dan diberi simbol C6. Jenis-jenis change over ini dapat dilihat pada bagian lampiran pada laporan ini.
Untuk meningkatkan nilai DOT perusahaan, penjadwalan produksi pada proses printing body perlu dievaluasi apakah sudah maksimal atau masih terdapat ruang untuk diperbaiki. Dengan mengoptimalkan penjadwalan proses produksi, angka keterlambatan (tardy) dapat diminimalkan sehingga dapat membantu meningkatkan DOT perusahaan.
Pada proses penjadwalan, digunakan metode heuristik sederhana dengan pertimbangan bahwa waktu proses independen dari urutan proses (Stevenson, 2009, hal. 746). Selain itu, metode metaheuristik seperti metode bee colony, menurut Chong, et al. (2006), tidak lepas dari solusi local optimum, maka untuk meningkatkan performa pencarian solusi perlu dilakukan modifikasi dengan menggunakan tabu list.
4.1.1 Data Permintaan Printing Body
Saat ini perusahaan melakukan penjadwalan dengan metode Earliest Due Date (EDD) dengan kemungkinan adanya perubahan prioritas jika mendapatkan tambahan informasi dari subdivisi internal yang berhubungan langsung dengan pelanggan. Penjadwalan dilakukan setiap minggu melalui rapat bersama antara subdivisi PPIC, printing, dan internal. Berdasarkan data pesanan pada bulan Maret, April, dan Mei 2014, penjadwalan dilakukan dengan menggunakan metode EDD untuk setiap minggunya (tabel data dapat dilihat di lampiran 8, 9, dan 10).
Tabel 4.1 Perhitungan Mean Flow Time dan Tardiness Metode EDD Bulan Average Flow
Time (hour) Average Tardiness (hour) Total Job Total Tardy Percentage Tardy (%) Maret 342.96 186.03 166 111 66.87% April 262.22 111.97 164 77 46.95% Mei 225.91 116.16 132 93 70.45%
Sumber: Pengolahan Data
Dari hasil yang didapatkan melalui pengurutan pekerjaan menggunakan metode EDD seperti pada tabel di atas, rata-rata waktu penyelesaian untuk pekerjaan Bulan Maret adalah sebesar 342,96 jam. Demikian pula untuk Bulan
April sebesar 262,22 jam, dan Bulan Mei sebesar 225,91 jam. Dari data yang sama diketahui angka persentase keterlambatan proses printing body dengan rata-rata 61,42% pesanan akan mengalami keterlambatan penyelesaian proses print.
4.1.1 Penjadwalan Produksi Metode Shortest Processing Time (SPT)
Perencanaan penjadwalan printing perlu dilakukan agar dapat mengurangi angka keterlambatan pengiriman. Sebagai perbandingan dilakukan penjadwalan produksi menggunakan metode Shortest Processing Time (SPT) agar dapat diperoleh urutan penjadwalan dengan flow time terendah. Berikut ini merupakan hasil perhitungan flow time dan tardiness jika menggunakan metode SPT di bulan Maret, April, dan Mei 2014 (tabel data dapat dilihat di lampiran 11, 12, dan 13).
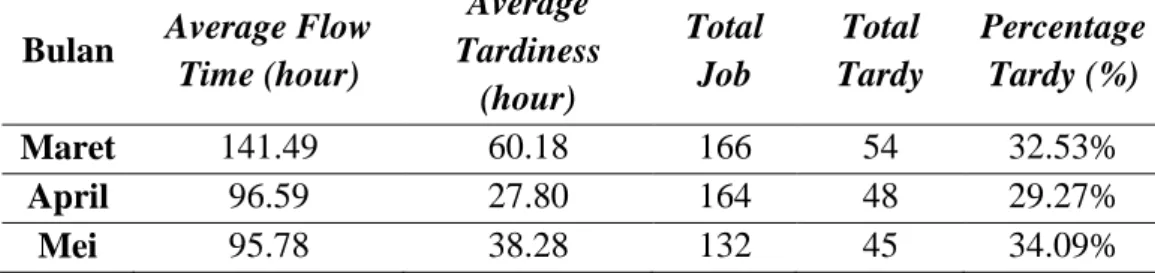
Tabel 4.2 Perhitungan Mean Flow Time dan Tardiness Metode SPT Bulan Average Flow
Time (hour) Average Tardiness (hour) Total Job Total Tardy Percentage Tardy (%) Maret 141.49 60.18 166 54 32.53% April 96.59 27.80 164 48 29.27% Mei 95.78 38.28 132 45 34.09%
Sumber: Pengolahan Data
Dengan menggunakan metode SPT, rata-rata waktu penyelesaian untuk pekerjaan Bulan Maret adalah sebesar 141,49 jam. Demikian pula untuk Bulan April sebesar 96,59 jam, dan Bulan Mei sebesar 95,78 jam. Dari data tersebut diketahui angka persentase keterlambatan proses printing body memiliki rata-rata 31,96% pesanan akan mengalami keterlambatan penyelesaian proses print. Sementara proses penjadwalan usulan dengan menggunakan metode SPT memberi hasil terbaik.
4.1.2 Penjadwalan Produksi Metode First Come First Serve (FCFS)
Penjadwalan ini dilakukan dengan mengurutkan pekerjaan berdasarkan waktu pesanan masuk. Pesanan yang datang lebih dahulu dari pihak internal akan diberi prioritas. Berikut ini merupakan tabel hasil perhitungan flow time dan tardiness jika menggunakan metode FCFS (tabel data dapat dilihat di lampiran 14, 15, dan 16).
Tabel 4.3 Perhitungan Mean Flow Time dan Tardiness Metode FCFS Bulan Average Flow
Time (hour) Average Tardiness (hour) Total Job Total Tardy Percentage Tardy (%) Maret 344.84 190.49 166 131 78.92% April 258.20 114.25 164 82 50.00% Mei 227.68 120.77 132 105 79.55%
Sumber: Pengolahan Data
Dengan menggunakan metode FCFS, rata-rata waktu penyelesaian untuk pekerjaan Bulan Maret adalah sebesar 344,84 jam. Demikian pula untuk Bulan April sebesar 258,2 jam, dan Bulan Mei sebesar 227,68 jam. Dari data tersebut diketahui angka persentase keterlambatan proses printing body memiliki rata-rata 69,49% pesanan akan mengalami penyelesaian proses print. Kenaikan angka persentase keterlambatan ini dapat terjadi karena metode ini mengutamakan proses yang memiliki waktu jatuh tempo terdekat sehingga proses yang jatuh tempo lebih jauh akan tertunda dan kemungkinan keterlambatan dapat mengalami peningkatan.
4.1.3 Penjadwalan Produksi Metode Critical Ratio (CR)
Penjadwalan ini dilakukan dengan mengurutkan pekerjaan dengan nilai rasio terendah. Setelah itu, urutan kedua dan selanjutnya dilakukan dengan kembali menghitung nilai rasio dan memilih rasio terendah. Berikut ini merupakan hasil perhitungan flow time dan tardiness jika menggunakan metode CR di bulan Maret 2014 (tabel data dapat dilihat di lampiran 17, 18, dan 19).
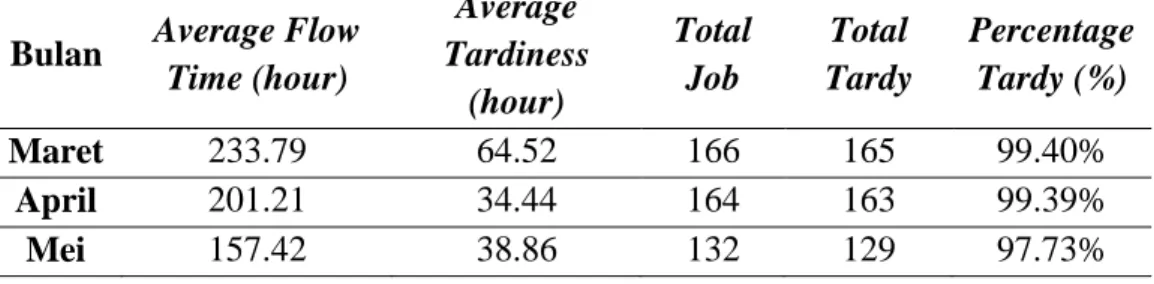
Tabel 4.4 Perhitungan Mean Flow Time dan Tardiness Metode CR Bulan Average Flow
Time (hour) Average Tardiness (hour) Total Job Total Tardy Percentage Tardy (%) Maret 233.79 64.52 166 165 99.40% April 201.21 34.44 164 163 99.39% Mei 157.42 38.86 132 129 97.73%
Sumber: Pengolahan Data
Dengan menggunakan metode CR, rata-rata tingkat keterlambatan mencapai 98,84%. Metode CR berusaha menyeimbangkan antara metode SPT yang hanya memperhatikan waktu proses dan metode EDD yang hanya memperhatikan waktu jatuh tempo. Namun karena mendahulukan proses dengan waktu proses terbesar, maka waktu pesanan berikutnya dimulai semakin jauh dan dapat meningkatkan kemungkinan keterlambatan.
4.1.4 Perbandingan Metode FCFS, SPT, EDD dan CR
Setelah melakukan penjadwalan berdasarkan metode sequencing First come first serve, shortest processing time, earliest due date dan critical ratio, maka dilakukan perbandingan atas setiap tolok ukur yang dapat dilihat sebagai berikut:
Tabel 4.5 Perbandingan Rata-rata Waktu Pengerjaan Tiap Metode
EDD FCFS SPT CR Average FT (hr) Average FT (hr) ∆ Average FT (hr) ∆ Average FT (hr) ∆ Maret 342.96 344.84 1.88 141.49 -201.48 233.79 -109.17 April 262.22 258.20 -4.02 96.59 -165.63 201.21 -61.02 Mei 225.91 227.68 1.77 95.78 -130.13 157.42 -68.49 Sumber: Pengolahan Data
Tabel di atas menunjukkan besar perubahan yang didapatkan jika mengaplikasikan metode usulan. Angka negatif (latar belakang hijau) menunjukkan terjadinya pengurangan dari proses terdahulu. Semakin kecil angka (semakin besar angka negatif) menunjukkan proses yang lebih baik.
Besarnya rata-rata waktu pengerjaan merupakan besarnya jumlah total keseluruhan waktu dari mulai pengerjaan pesanan ke-1 hingga selesai pengerjaan pesanan ke-n dibagi dengan jumlah pesanan (n). Semakin kecil angka yang dihasilkan berarti semakin cepat rata-rata waktu yang dibutuhkan untuk menyelesaikan pekerjaan. Dengan mengurangi flow time, perusahaan memperoleh keuntungan jika penghematan waktu ini dapat digunakan untuk proses produksi, baik itu menambah pekerjaan dan output, atau memanfaatkan resource untuk kegiatan added value seperti contohnya training operator, maintenance mesin, dan sebagainya.
Tabel 4.6 Perbandingan Rata-rata Keterlambatan Tiap Metode
EDD FCFS SPT CR Average Tardy (hr) Average Tardy (hr) ∆ Average Tardy (hr) ∆ Average Tardy (hr) ∆ Maret 186.03 190.49 4.45 60.18 -125.85 64.52 -121.51 April 111.97 114.25 2.28 27.80 -84.18 34.44 -77.54 Mei 116.16 120.77 4.60 38.28 -77.88 38.86 -77.30 Sumber: Pengolahan Data
Rata-rata keterlambatan menunjukkan lamanya waktu rata-rata dari setiap keterlambatan yang terjadi hingga selesai pengerjaan proses. Dengan melakukan penjadwalan pekerjaan, diharapkan waktu keterlambatan pekerjaan yang ada dapat diminimalkan. Angka yang semakin kecil ini menunjukkan bahwa terdapat peningkatan efisiensi penggunaan waktu dari waktu kerja yang tersedia sehingga mengurangi jumlah pekerjaan yang terlambat. Dengan kata
lain, semakin kecil angka keterlambatan berarti kemampuan bagian printing body menepati janji terhadap proses selanjutnya semakin besar.
Dari tabel di atas terdapat dua metode usulan yang sama-sama mengurangi angka rata-rata keterlambatan dengan perbedaan kecil. Menggunakan metode usulan SPT, dengan rata-rata kecepatan cetak 33 lembar/menit, berarti dapat terjadi peningkatan produksi sebesar 249.183 lembar pada Bulan Maret, 166.676 lembar pada Bulan April, dan 154.202 lembar pada Bulan Mei. Dengan memperkecil angka waktu keterlambatan, perusahaan dapat memenuhi janji produksi atau dengan kata lain mengurangi tingkat kegagalan delivery on time.
Tabel 4.7 Perbandingan Persentase Keterlambatan Tiap Metode
EDD FCFS SPT CR Percentage Tardy (%) Percentage Tardy (%) ∆ Percentage Tardy (%) ∆ Percentage Tardy (%) ∆ Maret 66.87% 78.92% 12.05% 32.53% -34.34% 99.40% 32.53% April 46.95% 50.00% 3.05% 29.27% -17.68% 99.39% 52.44% Mei 70.45% 79.55% 9.09% 34.09% -36.36% 97.73% 27.27% Sumber: Pengolahan Data
Dari tabel di atas terlihat bahwa metode usulan SPT memberi frekuensi keterlambatan terendah. Metode SPT tidak hanya mengurangi waktu keterlambatan namun juga mengurangi frekuensi keterlambatan. Dengan mengurangi frekuensi keterlambatan pada proses printing body berarti semakin sedikit jumlah jenis pekerjaan yang juga akan mengalami keterlambatan. Sehingga pada akhirnya akan mengurangi jumlah dari varian produk yang mengalami keterlambatan pengiriman. Atas dasar itulah metode CR tidak dianjurkan untuk dipilih karena meski dapat mengurangi rata-rata waktu keterlambatan, namun metode CR dapat menambah jenis varian produk pesanan yang akan mengalami keterlambatan pengiriman.
Dari seluruh data di atas, dilihat bahwa metode penjadwalan yang memberikan nilai flow time, frekuensi dan waktu tardiness terendah berturut-turut adalah dengan menggunakan metode SPT. Oleh karena itu, sistem penjadwalan yang disarankan untuk selanjutnya adalah dengan menggunakan metode SPT. Perusahaan dapat memanfaatkan aplikasi Microsoft Excel untuk melakukan pengurutan penjadwalan pekerjaan. Dengan menggunakan Visual Basic for Application yang terdapat pada Microsoft Excel, sebuah form dibuat untuk membantu operator mengisi data yang diperlukan. Form lalu secara otomatis melakukan pengurutan yang dibutuhkan dan langsung memberikan hasil perhitungan total flow time, average flow time, total tardiness, average tardiness, total jobs, tardiness dan persentase tardy kepada operator (cara penggunaan Macro dapat dilihat pada lampiran 24).
S u m b er : P en g o la h an D at a G am b ar 4 .1 C o n to h F u n g si F il te r p ad a M ic ro so ft E x ce l
4.2 Analisis Breakdown Mesin CM3
Pembuatan kaleng aerosol terbagi menjadi 3 bagian yaitu body, cone dan dome. Pengamatan dilakukan kepada unit mesin CM 3 di mana terdapat 4 mesin yang beroperasi selama 24 jam untuk memproduksi cone dan dome. Ke-4 mesin tersebut adalah Aer-52, Aer-65, Golden Eagle dan Shin-Sung. Grafik berikut menunjukkan persentase frekuensi breakdown (data pada Lampiran 21) pada setiap mesin yang didapat dari laporan harian produksi CM3:
Sumber: Pengolahan Data
Gambar 4.2 Persentase Breakdown Mesin CM3 Berdasarkan Frekuensi dan Waktu Perbaikan Maret – Mei 2014
Persentase ini didapat berdasarkan perhitungan pembobotan dari frekuensi breakdown mesin CM3 dan rata-rata waktu yang diperlukan dalam melakukan perbaikan (Time to Repair).
Tabel 4.8 Perhitungan Bobot Breakdown Mesin CM3 Mesin Rata-rata TTR Frekuensi Bobot TTR Frekuensi x Bobot Persentase Aer-52 73.35 150 1.00 150.00 19.55% Aer-65 67.53 180 0.92 165.72 21.59% Golden Eagle 54.29 308 0.74 227.94 29.70% Shin-Sung 44.37 370 0.60 223.79 29.16%
Dari Tabel 4.1, diketahui bahwa rata-rata waktu perbaikan tertinggi ada pada mesin Aer-52. Oleh karena itu, bobot waktu perbaikan mesin Aer-52 adalah 1. Bobot mesin lainnya didapat dengan membagi rata-rata waktu perbaikan mesin tersebut dengan rata-rata waktu perbaikan mesin Aer-52. Sebagai contoh, bobot waktu perbaikan Golden Eagle adalah 54.29 / 73.35 = 0.74. Bobot yang didapat kemudian dikalikan dengan frekuensi kejadian untuk kemudian hasilnya dipersentasekan berdasarkan total keseluruhan nilai.
Berdasarkan data tersebut diketahui frekuensi breakdown terbesar terdapat pada mesin Golden Eagle dan Shin-Sung, kemudian diikuti dengan Aer-65 dan Aer-52. Pembahasan kemudian difokuskan kepada 2 mesin yang memiliki frekuensi terbesar yaitu Golden Eagle dan Shin-Sung.
4.2.1 Komponen Kritis Breakdown Mesin CM3
Pada dasarnya mesin Golden Eagle dan Shin-Sung memiliki komponen-komponen mesin yang sama, namun terdapat bagian dengan fungsi yang berbeda. Seperti misalnya pada mesin Shin-Sung karena produk akhirnya berupa cone, maka di bagian yang disebut sebagai proses Transfer Press bahan tersebut akan dibuat lubang pada bagian tengahnya oleh cutter. Sedangkan pada mesin Golden Eagle yang produk akhirnya berupa dome, pada proses Transfer Press pada bahan tidak dibuat lubang melainkan hanya dilengkungkan dan cutter berfungsi untuk memotong pinggiran-pinggiran bahan sehingga berbentuk bulat. Terkecuali juga untuk mesin Golden Eagle terdapat satu komponen mesin yang tidak terdapat pada mesin Shin-Sung yaitu komponen bearing yang dipakai untuk bagian curling. Pengambilan data breakdown komponen beserta wawancara langsung dengan operator dilakukan untuk mencari tahu komponen apa saja yang sering mengalami masalah.
Setelah data terkumpul, untuk mencari komponen kritis mesin dilakukan dengan teknik pembobotan. Komponen-komponen mesin diberi bobot berdasarkan nilai rata-rata waktu kerusakannya, di mana komponen dengan waktu kerusakan tertinggi mendapat bobot penuh yaitu 1. Hasil yang didapat kemudian diberi peringkat berdasarkan hasil perkalian frekuensi dengan bobot tersebut. Komponen kritis kemudian didapat dengan menggunakan diagram Pareto terhadap komponen dengan peringkat-peringkat tersebut.
Pada mesin Golden Eagle, komponen-komponen yang mengalami kerusakan adalah cutter, vacuum, knockout, per, bearing, drawing, stroke, pusher dan curling. Sedangkan pada mesin Shin-Sung, komponen-komponen yang mengalami kerusakan adalah cutter, drawing, stroke, per, vacuum, knockout, pusher, baut dan curling. Gambar berikut merupakan hasil perhitungan bobot dan disajikan dalam bentuk diagram Pareto untuk mengetahui komponen kritis mesin Golden Eagle dan Shin-Sung. Perlu diketahui, semua jenis kerusakan mesin dianggap sama dikarenakan apabila kerusakan terjadi sama-sama menyebabkan produksi terhenti akibat mesin yang otomatis mati. Semua data kerusakan komponen Golden Eagle ada pada Lampiran 22.
Frekuensi, perhitungan bobot, serta diagram Pareto kerusakan komponen untuk mesin Golden Eagle adalah sebagai berikut.
Tabel 4.9 Frekuensi dan Rata-rata Waktu Perbaikan Komponen Golden Eagle Komponen Frekuensi Rata-Rata Waktu
Perbaikan (menit) Peringkat Waktu Perbaikan Cutter 47 93.28 2 Vacuum 71 36.75 7 Knockout 25 40.72 6 Per 22 45.91 5 Bearing 34 29.56 8 Drawing 14 54.79 4 Stroke 12 59.58 3 Pusher 26 24.38 9 Curling 3 96.67 1
Sumber: Pengolahan Data
Tabel 4.10 Perhitungan Bobot Komponen Golden Eagle
Komponen Bobot waktu perbaikan Frekuensi x Bobot Persentase
Cutter 0.96 45.35 35.26% Vacuum 0.38 26.99 20.99% Knockout 0.42 10.53 8.19% Per 0.47 10.45 8.12% Bearing 0.31 10.40 8.08% Drawing 0.57 7.93 6.17% Stroke 0.62 7.40 5.75% Pusher 0.25 6.56 5.10% Curling 1.00 3.00 2.33%
Sumber: Pengolahan Data
Dari Tabel 4.9, diketahui bahwa rata-rata waktu perbaikan tertinggi ada pada komponen curling. Oleh karena itu, bobot waktu perbaikan curling adalah 1. Bobot komponen lain didapat dengan membagi rata-rata waktu perbaikan komponen tersebut dengan rata-rata waktu perbaikan curling. Sebagai contoh, bobot waktu perbaikan cutter adalah 93.28 / 96.67 = 0.96, seperti yang terlihat pada Tabel 4.10.
Sumber: Pengolahan Data
Gambar 4.3 Diagram Pareto Komponen Penyebab Breakdown Mesin Golden Eagle
Seperti yang dapat terlihat pada diagram Pareto di atas, maka komponen kritis dari mesin Golden Eagle adalah:
1. Cutter
2. Vacuum
3. Knockout
4. Per
5. Bearing
Pada mesin Shin-Sung, frekuensi, perhitungan bobot, serta diagram Pareto kerusakan komponen adalah sebagai berikut. Semua data kerusakan komponen Shin-Sung ada pada Lampiran 23.
Tabel 4.11 Frekuensi dan Rata-rata Waktu Perbaikan Komponen Shin-Sung Komponen Frekuensi Rata-Rata Waktu
Perbaikan (menit) Peringkat Waktu Perbaikan Cutter 75 65.61 1 Drawing 33 54.73 2 Stroke 54 28.78 5 Per 56 25.52 6 Vacuum 16 49.06 3 Knockout 34 22.85 8 Pusher 17 24.82 7 Baut 2 42.00 4 Curling 2 14.00 9
Tabel 4.12 Perhitungan Bobot Komponen Shin-Sung
Komponen Bobot waktu perbaikan Frekuensi x Bobot Persentase
Cutter 1.00 75.00 41.68% Drawing 0.83 27.52 15.30% Stroke 0.44 23.68 13.16% Per 0.39 21.78 12.10% Vacuum 0.75 11.96 6.65% Knockout 0.35 11.84 6.58% Pusher 0.38 6.43 3.57% Baut 0.64 1.28 0.71% Curling 0.21 0.43 0.24%
Sumber: Pengolahan Data
Sumber: Pengolahan Data
Gambar 4.4 Diagram Pareto Komponen Penyebab Breakdown Mesin Shin-Sung
Seperti yang dapat terlihat pada diagram Pareto di atas, maka komponen kritis dari mesin Shin-Sung adalah:
1. Cutter
2. Drawing
3. Stroke
4. Per
5. Vacuum
4.2.2 Penentuan Goodness of Fit dan Parameter Distribusi
Setelah mengetahui kategori dan komponen mana saja yang dianggap sebagai komponen kritis, hal selanjutnya adalah menghitung nilai TTR dan TBF dari komponen-komponen tersebut. Nilai TTR didapat dari perhitungan selang waktu yang dihabiskan untuk memperbaiki komponen hingga komponen tersebut dapat beroperasi kembali. Sedangkan untuk nilai TBF
didapat dari perhitungan selang waktu saat komponen telah selesai diperbaiki hingga komponen tersebut rusak kembali.
Dengan diketahuinya nilai TTR dan TBF dari masing-masing komponen pada setiap mesin, objektif berikutnya adalah menghitung nilai Mean Time Between Failure (MTBF) dan Mean Time To Repair (MTTR). Untuk mengetahui kedua perhitungan ini, sebelumnya perlu diketahui parameter distribusi apakah yang paling cocok dengan sebaran nilai TTR dan TBF dari komponen-komponen mesin. Software Minitab digunakan untuk mengetahui sebaran dari nilai TTR dan TBF setiap komponen beserta nilai parameter dari setiap sebaran tersebut. Dengan Confidence Level sebesar 95% (α = 0.05), sebaran yang dipilih adalah sebaran yang memiliki nilai P-Value tertinggi dan lebih besar dari nilai α. Nilai Confidence Level sebesar 95% digunakan karena semua data breakdown merupakan data primer yang diambil langsung dari lapangan, sehingga kepercayaan bahwa data yang dikumpulkan dapat merepresentasikan kondisi aktual yang terjadi di lapangan cukup besar.
Tabel 4.13 Hasil Rekapitulasi Sebaran TTR
Mesin Komponen Sebaran P-Value
Golden Eagle Cutter Lognormal 0.181
Golden Eagle Vacuum Lognormal 0.126
Golden Eagle Knockout Lognormal 0.102
Golden Eagle Per Lognormal 0.923
Golden Eagle Bearing Lognormal 0.063
Shin-Sung Cutter Weibull > 0.250
Shin-Sung Drawing Weibull 0.234
Shin-Sung Stroke Weibull > 0.250
Shin-Sung Per Weibull 0.232
Shin-Sung Vacuum Eksponensial 0.786
Sumber: Pengolahan Data
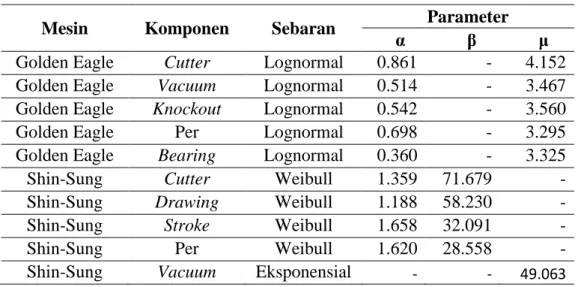
Tabel 4.14 Parameter Sebaran TTR
Mesin Komponen Sebaran Parameter
α β µ
Golden Eagle Cutter Lognormal 0.861 - 4.152 Golden Eagle Vacuum Lognormal 0.514 - 3.467 Golden Eagle Knockout Lognormal 0.542 - 3.560
Golden Eagle Per Lognormal 0.698 - 3.295
Golden Eagle Bearing Lognormal 0.360 - 3.325
Shin-Sung Cutter Weibull 1.359 71.679 -
Shin-Sung Drawing Weibull 1.188 58.230 -
Shin-Sung Stroke Weibull 1.658 32.091 -
Shin-Sung Per Weibull 1.620 28.558 -
Shin-Sung Vacuum Eksponensial - - 49.063
Tabel 4.15 Hasil Rekapitulasi Sebaran TBF
Mesin Komponen Sebaran P-Value
Golden Eagle Cutter Lognormal 0.67
Golden Eagle Vacuum Lognormal 0.487
Golden Eagle Knockout Weibull > 0.250
Golden Eagle Per Weibull > 0.250
Golden Eagle Bearing Weibull 0.092
Shin-Sung Cutter Lognormal 0.099
Shin-Sung Drawing Lognormal 0.478
Shin-Sung Stroke Lognormal 0.351
Shin-Sung Per Lognormal 0.339
Shin-Sung Vacuum Lognormal 0.822
Sumber: Pengolahan Data
Tabel 4.16 Parameter Sebaran TBF
Mesin Komponen Sebaran Parameter
α β µ
Golden Eagle Cutter Lognormal 0.943 - 7.081 Golden Eagle Vacuum Lognormal 0.777 - 6.793 Golden Eagle Knockout Weibull 1.357 3715.779 -
Golden Eagle Per Weibull 1.641 12125.285 -
Golden Eagle Bearing Weibull 1.972 2988.283 -
Shin-Sung Cutter Lognormal 0.773 - 6.699
Shin-Sung Drawing Lognormal 0.866 - 7.419
Shin-Sung Stroke Lognormal 0.839 - 7.039
Shin-Sung Per Lognormal 0.898 - 6.934
Shin-Sung Vacuum Lognormal 1.047 - 7.731
Sumber: Pengolahan Data
Gambar 4.5 Contoh Hasil Perhitungan tes Goodness of Fit Data TTR Mesin Golden Eagle Komponen Per Menggunakan Minitab
Contoh penentuan parameter distribusi berdasarkan bantuan tes Goodness of Fit dapat dilihat pada Gambar 4.5. Pada gambar tersebut, berdasarkan perhitungan dan grafik yang terlihat nilai P-Value tertinggi ternyata diperoleh dari distribusi Lognormal, yaitu sebesar 0.923, maka untuk komponen Per pada mesin Golden Eagle parameter distribusi yang dapat digunakan untuk mencari nilai MTTR adalah mengikuti distribusi Lognormal.
4.2.3 Perhitungan Nilai MTBF dan MTTR
Setelah masing-masing parameter distribusi diketahui, selanjutnya dapat dihitung nilai dari MTBF dan MTTR.
Tabel 4.17 Hasil Perhitungan MTTR
Mesin Komponen Distribusi TTR MTTR (menit)
Golden Eagle Cutter Lognormal 92.10
Golden Eagle Vacuum Lognormal 36.57
Golden Eagle Knockout Lognormal 40.72
Golden Eagle Per Lognormal 34.41
Golden Eagle Bearing Lognormal 29.67
Shin-Sung Cutter Weibull 65.65
Shin-Sung Drawing Weibull 54.91
Shin-Sung Stroke Weibull 28.69
Shin-Sung Per Weibull 25.58
Shin-Sung Vacuum Eksponensial 49.06
Tabel 4.18 Hasil Perhitungan MTBF Mesin Komponen Distribusi TBF MTBF
(menit)
MTBF (jam) Golden Eagle Cutter Lognormal 1854.93 30.92 Golden Eagle Vacuum Lognormal 1205.84 20.10 Golden Eagle Knockout Weibull 3404.42 56.74
Golden Eagle Per Weibull 10847.34 180.79
Golden Eagle Bearing Weibull 2649.05 44.15 Shin-Sung Cutter Lognormal 1093.91 18.23 Shin-Sung Drawing Lognormal 2425.89 40.43 Shin-Sung Stroke Lognormal 1621.46 27.02
Shin-Sung Per Lognormal 1535.74 25.60
Shin-Sung Vacuum Lognormal 3941.41 65.69 Sumber: Pengolahan Data
Contoh perhitungan untuk mesin Shin-Sung pada komponen Vacuum dengan TTR mengikuti sebaran Eksponensial (µ = 49.063) dan TBF mengikuti sebaran Lognormal (α =1.047; µ = 7.731) adalah sebagai berikut.
MTTR
menit
MTBF
menit jam
4.2.4 Perhitungan Age Replacement
Berikut adalah hasil rekapitulasi penghitungan nilai age replacement (tp) yang paling optimal untuk seluruh jenis komponen.
Tabel 4.19 Hasil Perhitungan Optimal Age Replacement Mesin Komponen Tf = MTTR
(menit) Tp (menit) tp (jam)
Golden Eagle Cutter 92.10 85 21
Golden Eagle Vacuum 36.57 30 11
Golden Eagle Knockout 40.72 30 32
Golden Eagle Per 34.41 30 129
Golden Eagle Bearing 29.67 25 30
Shin-Sung Cutter 65.65 60 12
Shin-Sung Drawing 54.91 50 25
Shin-Sung Stroke 28.69 20 10
Shin-Sung Per 25.58 20 12
Shin-Sung Vacuum 49.06 30 10
Sumber: Pengolahan Data
Nilai tp didapat melalui perhitungan nilai total downtime komponen D(tp) di mana nilai tp yang dipilih adalah nilai tp yang menghasilkan nilai D(tp) terendah. Sebagai contoh, untuk perhitungan age replacement pada mesin Golden Eagle komponen Bearing adalah sebagai berikut.
Distribusi TTR: Lognormal (α = σ = 0.360; µ = 3.325) Distribusi TBF: Weibull (α = 2988.283; β = 1.972) Tf = MTTR = 29.67 menit
Tp = 25 menit
MTBF = 2649.05 menit
Apabila tp = 30 jam = 1800 menit, maka F(tp)
R(tp)
D(tp)
Nilai tp yang menghasilkan nilai D(tp) paling optimal didapat menggunakan fitur Solver yang terdapat pada Microsoft Excel, di mana Solver dikonfigurasikan untuk mencari nilai D(tp) minimum dengan mengganti nilai tp.
Sumber: Pengolahan Data
Gambar 4.6 Tampilan Fitur Solver pada Microsoft Excel untuk Mendapatkan Nilai D(tp) Terendah
Dari hasil perhitungan ini, didapatkan nilai D(tp) terendah = , yang berada pada saat tp = 30 jam.
Sumber: Pengolahan Data
Gambar 4.7 Hasil Perhitungan D(tp)Terendah Menggunakan Fitur Solver pada Microsoft Excel
Tingkat availability komponen mesin A(tp) pada saat preventive maintenance dilakukan adalah sebagai berikut.
Tabel 4.20 Tingkat Availability Setiap Komponen Mesin
Mesin Komponen D(tp) A(tp) = 1 - D(tp)
Golden Eagle Cutter 0.03489505 0.96510495
Golden Eagle Vacuum 0.01936787 0.98063213
Golden Eagle Knockout 0.00712555 0.99287445
Golden Eagle Per 0.00202105 0.99797895
Golden Eagle Bearing 0.00674206 0.99325794
Shin-Sung Cutter 0.04003692 0.95996308
Shin-Sung Drawing 0.01582060 0.98417940
Shin-Sung Stroke 0.01039182 0.98960818
Shin-Sung Per 0.01081390 0.98918610
Shin-Sung Vacuum 0.00707666 0.99292334
Sumber: Pengolahan Data
4.2.5 Perbandingan Tingkat Reliabilitas Sebelum dan Sesudah Dilakukan Preventive Maintenance
Berikut adalah hasil perhitungan tingkat reliabilitas sebelum dilakukannya Preventive Maintenance R(t) dan perubahannya apabila Preventive Maintenance tersebut dilakukan RM(t).
Tabel 4.21 Perbandingan Reliabilitas Sebelum dan Sesudah Dilakukannya Preventive Maintenance
Mesin Komponen R(t) RM(t) Peningkatan
Golden Eagle Cutter 31.86% 36.53% 4.67%
Golden Eagle Vacuum 34.88% 47.88% 13.00% Golden Eagle Knockout 41.15% 49.84% 8.69%
Golden Eagle Per 43.48% 55.67% 12.19%
Golden Eagle Bearing 45.45% 63.66% 18.21%
Shin-Sung Cutter 34.95% 47.25% 12.30%
Shin-Sung Drawing 33.24% 41.20% 7.96%
Shin-Sung Stroke 33.74% 68.64% 34.89%
Shin-Sung Per 32.67% 65.07% 32.40%
Shin-Sung Vacuum 30.02% 86.71% 56.69%
Sumber: Pengolahan Data
Dengan adanya Preventive Maintenance, rata-rata mesin mengalami peningkatan reliabilitas sebesar 20.10%. Peningkatan tertinggi terlihat pada komponen Vacuum pada mesin Shin-Sung. Pada komponen tersebut, terlihat bahwa apabila tingkat reliabilitas komponen naik sebesar 56.69%.
Sebagai contoh, cara penghitungan komponen tersebut adalah sebagai berikut. Distribusi TTR: Eksponensial (µ = 3.325) Distribusi TBF: Lognormal (α = σ = 0.360; µ = 3.325) t = MTTR = 3941.41 menit T = 10 jam = 600 menit n = 6 kali
Dengan TBF mengikuti distribusi Lognormal, maka R(t)
R(t - nT)
R(T)n
Peningkatan R(t) 30.02%
4.2.6 Gantt Chart Interval Waktu Perawatan Komponen Mesin
Dari hasil perhitungan age replacement yang diperoleh, dibuatlah Gantt chart yang menunjukkan interval waktu kapan saja pergantian komponen setiap harinya dapat dilakukan. Gantt chart ini memuat jadwal harian yang dibagi lagi ke dalam jam untuk setiap komponen sehingga lebih memudahkan dalam melihat jadwal pengecekan. Contoh dari Gantt chart tersebut dapat dilihat pada Gambar 4.8.
4.2.7 Implementasi
Implementasi dari hasil perhitungan Age Replacement diberlakukan dengan membuat sistem penggunaan check sheet yang diberikan kepada operator yang menjalankan setiap mesin. Check sheet dibuat untuk masing-masing komponen dan berisi informasi yang menunjukkan kapan komponen tersebut perlu diganti/dilakukan pemeliharaan dalam bentuk seperti Gantt Chart yang dibagi per jam, selama 31 hari ke depan. Apabila jam pada tanggal tertentu dihitamkan, artinya pada jam tersebut pemeliharaan tidak perlu dilakukan, sebaliknya apabila tidak, artinya perlu dilakukan pemeliharaan komponen pada jam tersebut. Operator lalu memberikan tanda cek pada kotak untuk jam dan tanggal tersebut apabila pemeliharaan telah selesai dilaksanakan.
Check sheet ini dapat digunakan dengan mudah karena data akan diberikan dalam bentuk template dengan format Microsoft Excel. Pengguna yang ingin mencetak check sheet ini hanya perlu memasukkan nama mesin, nama komponen, tanggal serta jam pemeliharaan terakhir dilakukan. Setelah itu, template akan secara otomatis membuat jadwal pemeliharaan untuk hari dan tanggal selanjutnya berdasarkan input dari pengguna tersebut. Template juga akan mempertimbangkan jam operasional pabrik beserta hari libur yang ada sehingga waktu pemeliharaan tidak akan jatuh pada waktu-waktu tersebut. Contoh dari template ini dapat dilihat pada Gambar 4.9.
S u m b er : P en g o la h an D at a G am b ar 4 .8 C o n to h G a n tt C h a rt I n te rv al W ak tu P en ja d w al an P e ra w at an K o m p o n en U n tu k B u la n J u li 2 0 1 4
S u m b er : P en g o la h an D at a G am b ar 4 .9 C o n to h T am p il an T em p la te C h ec k S h ee t Ja d w al P em el ih ar aa n K o m p o n en M es in
4.3 Analisis Ergonomi Pada Template Check Sheet Pemeliharaan Mesin CM3 dan Interface dari Form Scheduling Printing
4.3.1 Landasan Analisis Ergonomi Pada Tampilan Antarmuka Template dan Program
Dalam mendesain program, aspek-aspek ergonomi diperlukan agar program yang dirancang dapat semakin meningkatkan produktivitas operator. Desain program harus sesuai dengan pengguna (user) serta kebutuhan perusahaan. Latar belakang operator yang mengoperasikan program ini adalah lulusan Sekolah Menengah Atas dan Sekolah Teknik Menengah yang sudah terbiasa mengoperasikan program-program dasar komputer seperti Microsoft Excel. Oleh karena itu, program yang dibuat untuk dioperasikan menggunakan dasar Microsoft Excel yang kemudian dimaksimalkan fungsi-fungsinya
4.3.2 Analisis Ergonomi Pada Interface Form Scheduling Printing Berdasarkan Nilai Fungsi
Sumber: Pengolahan Data
Gambar 4.10 Desain Form Pengisian Data Scheduling Printing
Hal pertama yang perlu diperhatikan dalam merancang sebuah form adalah mengetahui dengan jelas fungsi dari form yang akan dirancang. Hal ini dilakukan agar form yang dirancang mudah dimengerti dan tidak menimbulkan ambiguitas. Pertimbangan-pertimbangan yang diperhitungkan dalam merancang form adalah objek-objek apa saja yang dibutuhkan dalam form, informasi apa yang ingin dilihat dalam form, dan tombol fungsi apa yang perlu dimasukkan ke dalam form untuk membantu proses. Setelah desain form dirancang, analisis terhadap prototype dilakukan menggunakan bantuan pemetaan berdasarkan Command Language Grammar.
Tabel 4.22 Framework Perancangan Form Berdasarkan Command Language Grammar
Tingkat Pemetaan Analisis
Conceptual Level Form usulan yang dirancang telah sesuai dengan sistem penjadwalan saat ini. Nama label dalam form disesuaikan dengan istilah yang saat ini digunakan sehingga operator tidak perlu mengalami kesulitan dalam mengisi kotak dialog, dan mengurangi kemungkinan terjadinya kesalahan pengisian form dikarenakan perbedaan persepsi. Instruksi pengisian form juga telah dirancang untuk membantu operator menggunakan form. (Lihat lampiran 24)
Sematic Level Objek-objek pada form usulan dirancang dengan bantuan aplikasi Visual Basic for Application yang terintegrasi pada Microsoft Excel. Objek yang digunakan meliputi text box, label, dan button. Objek-objek ini sudah lumrah digunakan oleh kebanyakan orang seperti dalam pengisian formulir elektronik lainnya.
Syntactic Level Pada tingkatan ini, terdapat peraturan yang mengatur objek-objek dalam melakukan sebuah tugas yang diperintahkan pengguna. Misalnya setelah mengisi data pada form, terdapat bagian yang belum diisi sehingga sistem akan menampilkan jendela dialog alert untuk mengingatkan ada bagian yang belum diisi.
Lexical Level Tingkatan ini menyangkut bagaimana objek-objek yang ada dan peraturan yang ada dijelaskan kepada pengguna. Hal ini kurang lebih berkaitan dengan panduan penggunaan yang dapat dilihat pada Lampiran 24.
Physical Device Level
Menggunakan perangkat fisik yang lumrah digunakan oleh karyawan. Sistem ini membutuhkan seperangkat komputer, lengkap dengan mouse dan keyboard di mana informasi-informasi yang dibutuhkan akan tampil pada layar display.
Sumber: Pengolahan Data
Seperti yang dapat dilihat pada gambar form, terdapat beberapa fungsi yang digunakan untuk pengisian form. Berikut adalah penjelasan masing-masing kegunaan dari fungsi tersebut:
• Tombol Show in Excel: Tombol ini digunakan untuk menunjukkan hasil perhitungan (mean flow time, tardiness, dan sebagainya) dalam bentuk sheet Excel. Hal ini membantu agar hasil perhitungan dapat dicetak dalam bentuk fisik dan tidak hanya ditampilkan dalam program. Seperti yang dapat dilihat dalam gambar, fitur Back to Data Entry berfungsi untuk memunculkan kembali kotak dialog form pengisian data scheduling printing.
Sumber: Pengolahan Data
Gambar 4.11 Tampilan Scheduling Summary dalam Excel
• Tombol Delete: Tombol ini berfungsi untuk menghapus satu baris data. Saat menekan tombol ini maka akan muncul kotak dialog yang akan mengonfirmasi apakah operator benar-benar ingin menghapus data tersebut, agar tidak terjadi kesalahan penghapusan.
Sumber: Pengolahan Data
• Tombol First: tombol ini digunakan untuk langsung menunjukkan data paling awal.
• Tombol Previous: tombol ini digunakan untuk melihat data sebelumnya. • Tombol Next: tombol ini digunakan untuk melihat data selanjutnya, atau
untuk menambahkan data baru. Dapat diakses dengan langsung menekan Enter pada keyboard tanpa harus menggunakan mouse.
• Tombol Last: tombol ini digunakan untuk langsung menunjukkan data paling akhir.
• Status Bar: berada pada pojok kiri form yang pada saat form pertama kali dibuka memiliki tulisan “Ready”, berfungsi untuk memberitahukan apakah data yang diisi sudah tepat, apakah ada data yang belum diisi, dan data mana yang tidak diisi dengan benar.
4.3.3 Analisis Form Berdasarkan Tampilan
Rancangan form yang ergonomis tidak hanya berdasarkan fungsinya, tetapi juga berdasarkan tampilan form. Variabel-variabel yang dipertimbangkan dalam mendesain tampilan form adalah sebagai berikut.
Tabel 4.23 Analisis Tampilan Form Scheduling Printing
Variabel Analisis
Jenis tulisan Jenis tulisan yang digunakan adalah Calibri yang termasuk dalam golongan tulisan sans serif. Jenis tulisan ini dipilih karena sifat tulisan yang sederhana dengan tidak banyak lekukan. Tujuannya adalah untuk meningkatkan legibility (kecepatan otak mengenali huruf dan mempersepsikannya) dan readability (kemudahan membaca teks dan memahaminya).
Warna Warna yang digunakan adalah warna dasar putih dengan tulisan hitam dikarenakan otak lebih mudah untuk membaca tulisan gelap dengan latar warna terang. Form tidak menggunakan campuran warna lain, dikarenakan form yang digunakan berukuran kecil dan semua informasi yang ditampilkan memiliki tingkat kepentingan yang sama sehingga tidak perlu mendapat highlight.
Ukuran tulisan Ukuran tulisan menggunakan ukuran 10px, untuk menjaga form tetap kecil sehingga meminimalkan pergerakan bola mata, dan menjaga tulisan cukup besar agar mudah dibaca.
Tabel 4.20 Analisis Tampilan Form Scheduling Printing (lanjutan)
Variabel Analisis
Layout Pada gambar tampilan form dapat dilihat bahwa layout form terbagi menjadi dua bagian, yaitu pada sisi kiri menunjukkan hasil perhitungan dan pada sisi kanan menampilkan kotak dialog untuk menginput data. Pendesainan ini dilakukan dengan pertimbangan operator memiliki dominan tangan kanan, sehingga kotak dialog dan tombol juga diletakkan di sebelah kanan. Adapun alasan hasil perhitungan diletakkan di sisi kiri dan bukan di sisi bawah, adalah karena layout layar komputer yang melebar sehingga form juga dibuat melebar dan tidak memanjang untuk mengurangi pergerakan mata.
Sumber: Pengolahan Data
4.3.4 Analisis Ergonomi Tampilan Template Check Sheet Pemeliharaan Mesin CM3
Tampilan template cocok digunakan untuk pengguna, karena pengguna ingin membuat check sheet yang dapat langsung digunakan oleh operator di lapangan. Pada saat dibuka, Template langsung menampilkan check sheet yang, setelah diberikan input dengan data-data yang diperlukan oleh pengguna, dapat langsung dicetak dan diberikan kepada operator mesin terkait.
Gambar 4.13 Tampilan Template Pada Saat Dibuka Sumber: Pengolahan Data
Pengguna template mendapatkan penjelasan pada saat pengisian data dalam bentuk tooltip yang membantu pengguna mengetahui apa yang sedang mereka kerjakan.
Sumber: Pengolahan Data
Gambar 4.14 Contoh Tampilan Tooltip Pada Saat Pengguna Mengisi Data
Pada tampilan pengaturan-pengaturan yang ada, penjelasan dalam bentuk tooltip ini juga digunakan dan cukup intuitif dalam memberitahukan apa yang perlu dilakukan pengguna selanjutnya.
Sumber: Pengolahan Data
Gambar 4.15 Contoh Tampilan Tooltip Pada Pengaturan Jam Operasional
Template akan menampilkan pesan error apabila terjadi kesalahan yang mungkin menyebabkan pembuatan check sheet tidak dapat dilakukan. Pada Gambar 4.16, terlihat pesan kesalahan yang muncul apabila nama mesin yang dimasukkan pengguna tidak terdaftar, misalnya karena kesalahan pengetikan.
Pesan error yang ditampilkan diberi warna merah dan terdapat tulisan “error” dengan huruf kapital untuk menarik perhatian pengguna agar segera menyelesaikan masalah yang menyebabkan terjadinya error tersebut.
Sumber: Pengolahan Data
Gambar 4.16 Contoh Tampilan Error Pada Pengaturan Jam Operasional
Karena template ini tidak hanya ditujukan oleh pengguna yang akan mencetak check sheet, tetapi juga kepada operator lapangan yang akan menggunakan check sheet yang dihasilkan tersebut, maka bahasa yang digunakan adalah bahasa yang mudah dimengerti oleh kedua jenis pengguna ini.
Terdapat dua jenis fitur bantuan untuk template ini. Pertama adalah fitur bantuan yang muncul pada saat template digunakan oleh pengguna (dalam hal ini tooltip yang muncul saat pengisian data), sedangkan yang kedua adalah panduan penggunaan template ini (lihat Lampiran 25). Semua fitur bantuan ini dibuat dengan bahasa yang sesimpel mungkin namun memberikan penjelasan kepada penggunanya.