BAB III
METODE PENELITIAN
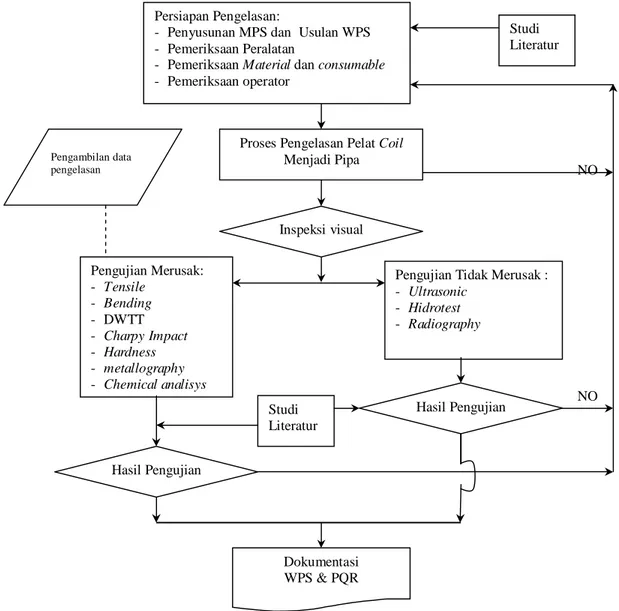
3.1 Diagram Aliran Penelitian
Pengujian yang dilakukan dalam rangka persetujuan pembuatan pipa spiral merupakan suatu proses yang panjang dan rumit. Dalam penelitian ini, proses pengambilan data dilaksanakan sesuai dengan diagram proses di bawah ini:
Gambar III.1 Diagram Aliran Penelitian Persiapan Pengelasan:
- Penyusunan MPS dan Usulan WPS - Pemeriksaan Peralatan
- Pemeriksaan Material dan consumable - Pemeriksaan operator
Pengambilan data pengelasan
Proses Pengelasan Pelat Coil Menjadi Pipa
NO Inspeksi visual
Studi Literatur
Pengujian Tidak Merusak : - Ultrasonic - Hidrotest - Radiography Pengujian Merusak: - Tensile - Bending - DWTT - Charpy Impact - Hardness - metallography - Chemical analisys Hasil Pengujian Hasil Pengujian Studi Literatur Dokumentasi WPS & PQR NO
3.2 Persiapan Pengelasan
Sebelum pengelasan dilaksanakan, perlu dilakukan persiapan-persiapan yang masak agar dapat dihasilkan pengelasan yang sempurna. Beberapa hal dalam persiapan pembuatan pipa spiral:
3.2.1 Penyiapan Manufacturing Procedure Specification (MPS), Inspection & Test
Plan (ITP) dan Usulan Welding Procedure Specification (WPS)
Proses pembuatan pipa spiral terdiri dari beberapa pekerjaan yang satu dengan lainya terkait sehingga diperlukan persiapan yang matang. Bahan-bahan dan hal-hal serta jenis yang akan digunakan, proses/jenis pengelasan, inspeksi, tenaga kerja, handling, indentifikasi material, produk dan lain sebagainya harus ditentukan dari awal. Dari hal-hal tersebut di atas, maka dapat ditentukan:
- Prosedur pembuatan pipa yang tepat - Proses handling yang benar
- Cara pengelasan yang benar, efisien dan selamat
- Ukuran dan material atau tambahan yang memenuhi persyaratan dan ekonomis. [4]
3.2.2 Pemeriksaan Peralatan
Tanpa peralatan yang baik dan lengkap akan mengakibatkan hasil pengelasan yang tidak sempurna bahkan dapat mengakibatkan kecelakaan kerja. Oleh sebab itu baik perancang, pengawas, pelaksana, pembantu pelaksana dan pemeriksa harus benar-benar menyadari akan hal tersebut. [4]
Peralatan utama, ukur serta angkut harus terkalibrasi dan di sertifikasi oleh lembaga yang berwenang. Sertifikat pengujian dan pemeriksaan tersebut harus didokumentasikan dengan baik. [4]
Peralatan dalam pembuatan pipa spiral meliputi: - Peralatan utama
terdiri dari:
Spiral Pipe Machine, Sumber tenaga listrik, Kabel las, dll.
- Alat keselamatan pengelasan terdiri dari:
Helm las,
Apron & sarung tangan, Ear plug,
Baju kerja, dll. - Alat bantu
terdiri dari: Sikat kawat,
Kapur tahan panas, dll. - Alat keselamatan umum
terdiri dari:
Alat pemadam api ringan (APAR), Gas, smoke, flame detector, dll. - alat bantu lain
terdiri dari: Air Blower, Gauging apparatus, Gerinda, dll. - alat ukur terdiri dari: Mistar baja, Welding Gauge,
Ampere meter, tang amper, Kapur pengukur panas, dll. - alat inspeksi kualitas
terdiri dari:
Ultra sonic Test, Magnetic gauge, Hi-low gauge Radiografi, dll.
3.2.3 Pemeriksaan Material Dasar dan Consumable
Jenis, cara, peralatan dan dimensi yang diperlukan dalam pengelasan serta tindakan-tindakan apa yang perlu dilakukan baik sebelum maupun
sesudahnya, sangat tergantung dari jenis bahan yang akan disambung. Seperti dijelaskan sebelumnya, pipa spiral dalam kontrak pembuatan pipa ini menggunakan material X65 dengan tensile 65000 Psi. Sedangkan jenis material pengisi dan sludge akan ditampilkan dalam WPS. Perlu juga untuk diperhatikan masalah tatacara penyipanan material tersebut. Penyimpanan material tersebut harus dilakukan sesuai dengan prosedur dan rekomendasi dari pembuat agar kualias material tidak menurun dan menimbulkan cacat di produk. Perlu diperhatikan pula untuk memeriksa tanggal kadaluarsa dari material tersebut.
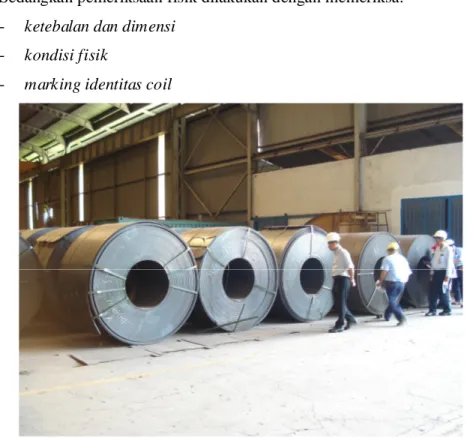
Material dasar yang digunakan didatangkan dari pabrik baja dalam bentuk coil, lembaran baja yang dirol. Pemeriksaan coil dilakukan dengan memeriksa dokumen dan fisik. Dokumen yang diperiksa antara lain:
- Mill Sheet dan inspection Test Certificate - Delivery Order
- Certificate of Origin (jika material berasal dari luar Indonesia) Sedangkan pemeriksaan fisik dilakukan dengan memeriksa: - ketebalan dan dimensi
- kondisi fisik
- marking identitas coil
3.2.4 Pemeriksaan operator (manusia)
Untuk merencanakan pekerjaan las, diperlukan pengetahuan mekanis, ilmu bahan, fisika teknik, dan keselamatan kerja dalam pengelasan dan konstruksi. Dalam merencanakan pekerjaan pengelasan harus diketahui terlebih dahulu untuk apa suatu konstruksi dibuat, bagaimana proses pembuatan, dan bagaimana cara penggunaan peralatan utama maupun bantu.[4]
Dari hal-hal tersebut maka disusunlah prosedur yang tepat. Manusia sebagai pelaksana paling harus memenuhi persyaratan:
- sehat jasmani dan rohani - mampu
- berpengalaman
- berpengetahuan tentang keselamatan
3.3 Proses Pengelasan
Setelah prosedur, peralatan, material dan operator siap, maka tahap berikutnya adalah proses pengelasan. Permukaan pengalasan dibentuk sesuai dengan WPS. Demikian juga variable-variabel yang lain yang esensial harus sesuai dengan usulan WPS. Kondisi-kondisi tersebut dicatat dalam laporan secara periodik.
Proses pengelasan yang digunakan adalah SAW (submerged Arc
Welding). Karena tebal material 12.7 mm, untuk mempercepat proses produksi
pipa maka dilakukan dua pengelasan secara berurutan yaitu pengelasan bagian dalam dan berikutnya pengelasan bagian luar. Sludge digunakan untuk mencegah proses oksidasi dalam proses pengelasan. Mesin pipa spiral ini dilengkapi dengan Ultrasonic Online yang digunakan untuk menditeksi cacat laminasi dalam material dasar. Proses ini belangsung secara terus menerus. Setelah pipa mencapai panjang yang diinginkan, pipa akan dipotong dengan menggunakan cutting torch (las potong). Untuk tahapan pembuatan WPS berdasarkan MPS, pengujian pipa dilakukan setelah 2x24 jam setelah proses pengelasan. Hal ini dilakukan untuk mendeteksi delay cracking.
3.4 Prosedur Pengujian Kualifikasi Pengelasan
Setelah proses pengelasan selesai, kita harus memeriksa untuk mengetahui ada atau tidaknya cacat dalam pipa baik di lasan maupun di permukaan. Pengujian dilakukan pada 3 area yaitu pada:
- End 1 (ujung ke pertama, ujung awal pengelasan spiral) - Midle (tengah)
- End 2 (ujung terakhir , ujung akhir pengelasan spiral) Pengujian yang dilakukan untuk kualifikasi prosedur : 3.4.1 Inspeksi visual dan dimensional
Pengujian ini digolongkan sebagai pengujian tidak merusak dimana semua pipa kualifikasi diperiksa secara menyeluruh. Inspeksi visual pada lasan dimaksudkan untuk menentukan tingkat mutu las sesuai dengan persyaratan spesifikasi, desain dan standard yang telah ditentukan. Inspeksi visual hanya menggunakan ketajaman mata untuk menentukan ketidaksesuaian. Jenis cacat-cacat visual antara lain:
- Spatters - Porosity - Pin hole - Crack - Cold lap - Concavity - Undercut - Underfill - Excessive reinforcement - Wide bead - Start stop - High low [10]
3.4.2 Pengujian tidak merusak
Tujuan dari inspeksi NDT (non destructive test) adalah untuk mengetahui mutu bahan atau barang sesuai atau tidak sesuai dengan mutu yang disyaratkan dalam standar. Bahan atau barang yang memenuhi syarat-syarat standar adalah harus mulus. Kata mulus di sini berarti luas, yaitu mulus
keadaan luarnya, mulus ukurannya, mulus bahannya, mulus segala sesuatunya sehingga dapat dikatakan memenuhi standar.
Seluruh lasan sepanjang pipa dilakukan pemeriksaan dengan menggunakan UT (Ultrasonic Test) dan RT (Radiographic Test). Pengujian ini dilakukan oleh operator yang memiliki sertifikat kompetensi level 1 untuk masing-masing NDT. Hasil pengujian ini juga harus direview dan di interprestasikan oleh interpreter (level 2 NDT) berdasarkan standard yang telah di sepakati.
Ultrasonic test
Prinsip yang digunakan adalah prinsip gelombang suara. Gelombang suara yang dirambatkan pada spesimen uji dan sinyal yang ditransmisi atau dipantulkan diamati dan interpretasikan. Gelombang ultrasonic yang digunakan memiliki frekuensi 0.5 – 20 MHz. Gelombang suara akan terpengaruh jika ada void, retak, atau delaminasi pada material. Gelombang ultrasinic ini dibnagkitkan oleh tranducer dari bahan piezoelektri yang dapat menubah energi listrik menjadi energi getaran mekanik kemudian menjadi energi listrik lagi.
NDT Radiasi ( X ray)
Metode NDT ini dapat untuk menemukan cacat pada material dengan menggunakan sinar X dan sinar gamma. Prinsipnya, sinar X dipancarkan menembus material yang diperiksa. Saat menembus objek, sebagian sinar akan diserap sehingga intensitasnya berkurang. Intensitas akhir kemudaian direkam pada film yang sensitif. Jika ada cacat pada material maka intensitas yang terekam pada film tentu akan bervariasi. Hasil rekaman pada film ini lah yang akan memeprlihatkan bagian material yang mengalami cacat. Test ini bertujuan untuk mencari cacat didalam bahan dan las dengan menggunakan medan Radiasi.
Medan radiasi yang sering digunakan dalam NDT diantaranya - Pesawat sinar X, yang dihasilkan oleh tegangan listrik
- Sinar gamma, yang dihasilkan dari peluruhan zat radio aktif IR 192 / Cobalt 60
Gambar III.3 Tempat Penyimpanan Isotop - IR 192
Dalam pengujian ini, las spiral sepanjang pipa dilakukan pengujian. Hal ini ditujukan untuk lebih meyakinkan lagi kepada pemberi kerja mengenai kualitas las. Kriteria penerimaan berdasarkan API 5L. Pemeriksaan hasil radiografi harus dilakukan oleh interpreter dengan kualifikasi NDT RT level 2.
Gambar III.4 Maksimum pola distribusi indikasi slug inclusion dan kantung gas
Gambar III.5 Maksimum pola distribusi indikasi
slug inclusion memanjang [2]
3.4.3 Analisis kimia
Pengujian ini bertujuan untuk mengetahui komposisi kimia material bahan. Setelah didapatkan komposisinya maka hasil pengujian tersebut dikalkulasi untuk mendapatkan nilai Carbon Equivalent (CE) dan kemudian dibandingakan dengan komposisi standard material tersebut sesuai dengan spesifikasi. Untuk pengujian ini digunakan spectrometer.
Pengujian analisa kimia dilaksanakan berdasarkan ASTM A 751, (Methods, Practice, and definitions for chemical analysis of steel products) [2]. Pengujian ini dilaksanakan pada tiap heat yang berbeda. Alat yang digunakan adalah spectrometer dalam hal ini milik PT Krakatau Steel.
Dalam pengujian material, komposisi yang perlu dianalisa antara lain:
- Karbon, mangaan, phospor, belerang, kroom, colombium (niobium), tembaga, molibidem, nikel, silikon, titanium dan vanadium
- Boron ( jika analisa panas mengindikasikan kandungan boron kurang dari 0.001%, penentuan kandungan boron tidak diperlukan dalam analisa produk ).
- Kandungan Elemen alloy yang ditambahkan dalam pembuatan baja yang ditujukan untuk proses deoksidasi. [2].
Untuk PSL 2, dalam API 5L mengharuskan penghitungan Carbon Equivalent (CE).
Perhitungan CE di dasarkan pada chemical analisis dan dihitung dengan ketentuan :
- apabila kandungan karbon kurang atau sama dengan 0.12%, CE dihitung dengan
Rumus 1 :
...(1) [2] - apabila kandungan karbon lebih besar dari 0.12%, CE dihitung dengan
Rumus 2:
... (2) [2] Nilai Carbon Equivalent tidak diijinkan dengan ketentuan:
- untuk pipa grade X80, untuk semua grade pipa seamless yang ketebalannya lebih besar dari 0.800 inchi (20.3 mm), dan pipa yang dirancang oleh pembeli sebagai pipa Carbon equivalent tinggi, angka disetujui oleh pembeli dan pembuat (manufacturer)
- untuk pipa yang tidak masuk dalam criteria di atas, CE (pcm) =0.25% atau CE (IIW) = 0.43%
Gambar III.7 Hasil Pengujian dalamMonitor spectrometer
Tabel III.1 Komposisi Kimia untuk Heat dan Analisa Produk dalam Prosentase Berat [2]
3.4.4 Tensile dan yeild (uji Tarik)
Pengujian Tensile dan Yeild pada dasarnya adalah pengujian terhadap kemampuan logam untuk menerima beban tarik. Cara pengujian sangat sederhana dan mudah yaitu dengan memberikan beban tarik sampai logam tersebut putus. Dari pengujian ini kita dapatkan 2 nilai :
- Yield strength
merupakan nilai batas maksimum suatu material untuk menerima suatu regangan dimana setelah menerima regangan tersebut, material masih dapat kembali ke kondisi semula (elastis). Pengujian untuk mendapatkan nilai ini dilakukan hanya pada pengujian tarik untuk base metal saja. Hal ini disebabkan karena dimensi las tidak memungkinkan untuk didapatkan nilai regangan secara tepat dan akurat.
- Tensile strength
merupakan nilai batas maksimum suatu material untuk menerima suatu tegangan dimana setelah menerima tegangan tersebut, material tidak dapat kembali ke kondisi semula (plastis) sebelum material itu putus.
Prosedur pengujian harus sesuai dengan ASTM A 370, Methode and
definitions for mechanical testing of steel product. Semua uji tarik kecuali
transverse las dan ring test harus termasuk yield strange, ultimate tensile strength dan determinasi regangan. Pengujian dilakukan pada suhu ruang. Nilai regangan harus sesuai dengan ASTM A 370. [2]
Alat uji tensile ini harus terkalibrasi, paling lama 15 bulan sebelum pelaksanaan pengujian. Uji tarik di lasan, specimen diambil tegak lurus terhadap lasan, dan harus mewakili secara penuh ketebalan pipa dimana specimen itu diambil. Mahkota las bias dihilangkan sebagai salah satu opsi untuk pembuat pipa. Pengujian tensile di lasan tidak termasuk determinasi untuk yield strength dan regangan. [2]
Gambar III.8 Pelaksanaan Uji Tarik
Gambar III.9 Pengukuran dimensi sebelum pengujian
Table III.2 Denah lokasi pengambilan test coupon untuk uji tarik [2].
Tabel III.3 Nilai Tensile Strengh untuk pipa specification level 2 [2]
Dari table III.3 didapatkan bahwa untuk material X 65, PSL 2 nilai: - Yeild Strength minimal : 65 000 psi (448MPa)
- Yeild Strength Maksimal : 87 000 psi (600 MPa)
- Ultimate Tensile Strength Minimal : 77 000 psi (531 MPa) - Ultimate Tensile Strength Maksimal : 110 000 psi (758 MPa) - Regangan :
regangan pada 2 inchi (50.8 mm) didapatkan dengan persamaan
... (3) [2]
e = regangan minimum 2 inchi (50.8 mm) dalam persen
Specimen yang digunakan berbentuk strip dan untuk memastikan
dimensi dan perhitungan, maka tiap specimen diukur ulang untuk di pakai dalam masing-masing perhitungan spesimen.
U = Ultimate tensile strength minimum (psi atau MPa)
3.4.5 Test Bengkok (bending)
Pengujian lengkung bertujuan untuk mengetahui sifat kekenyalan dari material terhadap lengkungan. Prinsip pengujian, batang uji dilengkung tengahnya dengan duri pelengkung, dengan ditumpu pada jarak lengkung tertentu oleh kedua buah rol penumpu yang dapat berputar sampai mendapat sudut tertentu.
Gambar III.13 Pengujian bengkok
Satu bending muka dan satu bending akar, keduanya harus sesuai dengan gambar III.14. dibengkokan sampai 1800 dengan menggunakan jig yang sesuai dengan gambar III.15. Pengujian bending dilakukan dengan tujuan untuk mengetahui keliatan hasil las. Pengujian ini dilakukan pada Root maupun face.
Gambar III.14 Test Specimens uji Bengkok [2]
3.4.6 Uji Charpy Impact
Pengujian pukul takik bertujuan untuk mengetahui sifat Kekenyalan/ kerapuhan dari bahan logam terhadap pukulan . Prinsip pengujian terdiri dari pemukulan batang uji yang diletakan diantara dua tumpuan, dengan satu kali pukulan / ayunan pada belakang takik hingga patah.
Gambar III.16 Mesin Uji Impact
Pengujian charpy impact harus dilaksanakan sesuai dengan ASTM A 370, kecuali nilai energi individual yang diserap (aktual untuk ukuran specimen penuh dan di konversi ke ukuran yang tidak penuh) harus tidak kurang dari ¾ energi yang diserap rata-rata spesifik untuk spesimen ukuran penuh. Pengujian Charpy Impact dilakukan dengan tujuan untuk mengetahui kemampuan logam menerima beban impact. Dilakukan pada suhu logam 0 oC
Gambar III.18 Lokasi pengambilan specimen untuk Charpy dan DWTT [2]
Tabel III.4 Ukuran minimum ketebalan untuk specimen Uji Charpy Impact [2]
Tabel III.5 Minimum rata-rata energi yang diserap untuk stress factor f =0.72 [2]
Untuk kriteria penerimaan pengujian Charpy dapat dilihat pada table III.5, minimum energi yang diserap = 52 Joule (rata-rata) dan 39 Joule (individual):
3.4.7 Pengujian Drop Weight Tears
Pengujian ini bertujuan untuk mengetahui kekenyalan dan energi yang mampu diserap. Pengujian Drop weight tears dilakukan dengan tujuan untuk mengetahui kemampuan logam menerima berdasarkan shear area. Nilai rata-rata area shear tidak boleh kurang dari 80%. Dilakukan pada suhu logam 10 o
C. Lokasi pengambilan sample sama dengan lokasi untuk test Charpy.
Gambar III.19 Mesin Uji DWTT 3.4.8 Pengujian metalography
Pengujian metalography dilakukan dengan tujuan untuk mengetahui struktur logam yang menyusun pipa baik di las, HAZ maupun base metal. Pengujian ini dilakukan dengan menggunakan mikroskop logam. Pengujian ini bertujuan untuk mengetahui struktur mikro logam sehingga kita bias mengatahui sifat-sifat material tersebut.
Gambar III.20 Foto Uji Mikrografi
3.4.9 Hardness Survey
Pengujian hardness survey dilakukan dengan tujuan untuk mengetahui tingkat kekerasan logam terutama di daerah base metal, las dan HAZ. Nilai kekerasan yang digunakan adalah Vickers dengan kriteria penerimaan dibawah 275 HV di las, 250 HV di base metal.
Gambar III.21 Hardness Survey
3.4.10 Hardness Test
Untuk mengetahui sifat Keras yang dimiliki oleh suatu bahan. Prinsip pengujian, benda uji ditekan melalui penetrator dengan beban dan waktu tertentu, selanjutnya bekas penetrator diukur untuk menentukan dasar perhitungan nilai kekerasan. Pengujian ini dilaksanakan di laboratorium dengan alat hardness tester. Sehingga angka yang dapatkan menjadi lebih akurat. Pengujian ini dilakukan pada potongan las.
Gambar III.22 Mesin Uji Kekerasan
Gambar III.23 Spesimen untuk pengujian kekerasan/Hardness test
3.4.11 Hidrostatic
Uji hydrostatis adalah pengujian dengan media liquid (semua liquid yang tidak berbahaya dpt digunakan asalkan di bawah titik didihnya) untuk mengetahui kebocoran yang ada di ex welding, sistem sambungan ataupun kekuatan material dari equipment, jadi sifat uji adalah destructive. Uji ini hendaknya dilakukan pada temperatur ambient. Dinamakan juga dengan
pressure test. Ditujukan untuk mengetahui kekuatan pipa menahan tekanan
dari dalam. API 5L menyarankan tekanan minimum yang diberikan adalah 90% SMYS, tetapi dalam MPS pipa diberikan tekanan minimum 96% SMYS selama 10 detik. [3]
…. (4) [3] Hoop stress yang terjadi pada saat pengujian hidrostatik, di dapatkan dengan
persamaan :
……. (5) [11] Keterangan :
T ab el I II .6 In sp ec ti o n & T es t P la n [3 ]
Table III.7 Pengujian Mekanis dalam MPS [3]
3.5 Retest (Uji Kualifikasi Ulang)
Jika pengujian gagal, API 5 L mengatur prosedur untuk dilakukan
Retest (uji Ulang). Pada dasarnya, test yang sama akan dilakukan pada posisi
yang sama pada lot yang sama atau seluruh heat dari coil pelat akan di reject. [2]
![Gambar III.4 Maksimum pola distribusi indikasi slug inclusion dan kantung gas (porosity) [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4286752.2895173/8.918.299.618.523.922/gambar-iii-maksimum-distribusi-indikasi-inclusion-kantung-porosity.webp)
![Tabel III.1 Komposisi Kimia untuk Heat dan Analisa Produk dalam Prosentase Berat [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4286752.2895173/11.918.170.755.624.896/tabel-komposisi-kimia-untuk-analisa-produk-prosentase-berat.webp)

![Gambar III.11 Tensile Test Specimens [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4286752.2895173/14.918.205.748.124.654/gambar-iii-tensile-test-specimens.webp)
![Table III.2 Denah lokasi pengambilan test coupon untuk uji tarik [2].](https://thumb-ap.123doks.com/thumbv2/123dok/4286752.2895173/15.918.169.753.122.566/table-iii-denah-lokasi-pengambilan-coupon-untuk-tarik.webp)
![Tabel III.3 Nilai Tensile Strengh untuk pipa specification level 2 [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4286752.2895173/16.918.171.754.119.654/tabel-iii-nilai-tensile-strengh-untuk-specification-level.webp)