BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
CV. Makmur Palas merupakan sebuah perusahaan yang bergerak di bidang
pendaur ulangan sampah plastik menjadi kantong plastik. Perusahaan ini didirikan
oleh Bapak Edy Sanjaya. Perusahaan ini awalnya berdiri pada tahun 1990 dan
mulai beroperasi pada tahun 1991 dengan status Usaha Dagang, namun seiring
dengan berjalannya waktu, pada tahun 1993 perusahan ini berganti status dari
usaha dagang menjadi CV. Perusahaan ini berlokasi di Jalan Soekarno-Hatta No.
59 Km 18,6 Binjai, Medan.
Perusahaan ini mengolah sampah plastik sebagai bahan baku utama
menjadi produk plastik asoy.
2.2. Ruang Lingkup Bidang Usaha
Produk yang dihasilkan oleh CV. Makmur Palas adalah kantongan plastik
asoy. Bahan baku yang digunakan yaitu sampah plastik. Produk tersebut
dipasarkan dalam bentuk lembaran dengan satuan berat. CV. Makmur Palas
melakukan produksi dengan sistem make to order dimana produk yang dihasilkan
2.3. Lokasi Perusahaan
Pabrik CV. Makmur Palas terletak di Jalan Soekarno-Hatta No. 59 Km
18,6 Binjai, Medan.
2.4. Daerah Pemasaran
Hasil produksi CV. Makmur Palas dipasarkan ke beberapa distributor dan
grosir. Daerah pemasaran produk kantongan plastik dari CV. Makmur Palas
dipasarkan di daerah Sumatera seperti, Sumatera Utara, Sumatera Selatan, dan
Sumatera Barat.
2.5. Struktur Organisasi
2.5.1. Struktur Organisasi Perusahaan
Struktur organisasi adalah bagian yang menggambarkan hubungan
kerjasama antara dua orang atau lebih dengan tugas yang saling berkaitan untuk
pencapaian suatu tujuan tertentu. Dalam struktur organisasi yang baik, setiap
karyawan (staff dan tenaga kerja) dapat melihat keseluruhan sistem birokrasi
untuk setiap departemen dengan jelas, terperinci dan mudah dimengerti, sehingga
setiap karyawan dapat mengetahui kepada siapa dan bagaimana harus melaporkan
aktivitas kerjanya.
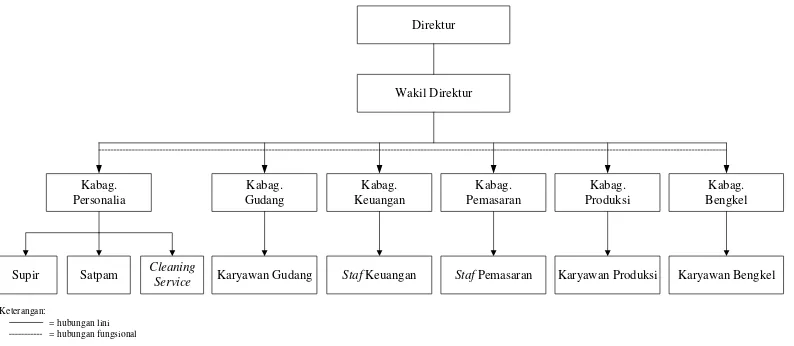
CV. Makmur Palas memiliki struktur organisasi lini fungsional.
CV. Makmur Palas membuat pembagian tugas berdasarkan jenis pekerjaan atau
fungsi, dimana kegiatan-kegiatan yang sejenis atau fungsi-fungsi manajemen yang
berjalan vertikal menurut garis lurus mulai dari pimpinan tertinggi sampai pada
bawahan masing-masing. Struktur Organisasi pada CV. Makmur Palas dapat
dilihat pada Gambar 2.1.
Direktur
Karyawan Gudang Staf Keuangan Karyawan Bengkel
Cleaning
Gambar 2.1. Struktur Organisasi CV. Makmur Palas
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab CV. Makmur Palas dibagi menurut
masing-masing jabatan yang telah ditetapkan. Adapun tugas dan tanggung jawab
setiap bagian dalam perusahaan dapat dilihat pada Lampiran 1.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
CV. Makmur Palas memiliki dua jenis tenaga kerja yaitu tenaga kerja tetap
dan tenaga kerja harian. Tenaga kerja tetap terdiri dari kepala bagian dan staff,
sedangkan tenaga kerja harian diberdayakan pada waktu penyelesaian suatu
proyek sesuai dengan kontrak. Jika proyek sudah selesai maka ia tidak lagi
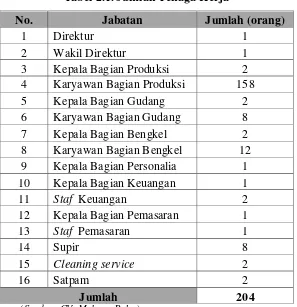
Jumlah tenaga kerja yang dimiliki CV. Makmur Palas sebanyak 204 orang.
Adapun perincian jumlah tenaga kerja di CV. Makmur Palas dapat dilihat pada
Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja
No. Jabatan Jumlah (orang)
8 Karyawan Bagian Bengkel 12
9 Kepala Bagian Personalia 1
10 Kepala Bagian Keuangan 1
11 Staf Keuangan 2
12 Kepala Bagian Pemasaran 1
13 Staf Pemasaran 1
Pembagian jam kerja untuk tenaga kerja setiap hari adalah sebagai berikut
1. Karyawan kantor (Tenaga Kerja Tidak Langsung)
Karyawan kantor ini mulai bekerja pukul 09.00 sampai pukul 17.00 WIB.
Waktu istirahat pukul 12.00 – 13.00, kecuali pada hari Jumat istirahat pukul
2. Karyawan Bagian Produksi bekerja
Shift I : Kerja : 08.00 – 12.00
Istirahat : 12.00 – 13.00
Kerja : 13.00 – 16.00
Shift II : Kerja : 16.00 – 20.00
Istirahat : 20.00 – 21.00
Kerja : 21.00 – 24.00
Karyawan yang bekerja melebihi kerja normal atau kerja shift dihitung
sebagai kerja lembur. Hari Minggu dan hari-hari besar lainnya merupakan hari
libur bagi perusahaan.
2.7. Proses Produksi
Proses produksi merupakan suatu proses pengolahan dari bahan baku,
bahan setengah jadi hingga bahan jadi, menciptakan atau menambah kegunaan
suatu barang atau jasa dengan mengggunakan sumber-sumber (tenaga kerja,
mesin, bahan baku, dan dana) yang ada, dan menghasilkan nilai tambah dari suatu
barang.
2.7.1. Bahan yang Digunakan 2.7.1.1.Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan
produk (dalam proses produksi). Bahan baku yang digunakan dalam proses
2.7.1.2.Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses
produksi, yang sifatnya hanya membantu atau mendukung kelangsungan proses
produksi untuk mendapatkan produk yang diinginkan. Bahan penolong yang
digunakan dalam proses pembuatan plastik asoy ini adalah sebagai berikut:
1. Pewarna
Pewarna digunakan untuk memberikan warna pada plastik asoy.
2. Air
Fungsi air, di antaranya:
a. Mencuci sampah plastik dari kotoran-kotoran yang melekat.
b. Mendinginkan biji plastik dari mesin boker
c. Mendinginkan motor-motor pembangkit tenaga
3. Rol Karton
Rol karton digunakan sebagai alat tumpuan gulungan plastik.
2.7.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan untuk meningkatkan
mutu produk menjadi bernilai. Adapun bahan tambahan yang digunakan di CV.
Makmur Palas adalah:
1. Plastik Pembungkus
Plastik pembungkus digunakan untuk membungkus plastik yang telah siap
2. Karung
Karung digunakan sebagai tempat penyimpanan kumpulan plastik yang sudah
dikemas.
3. Tali Plastik
Tali plastik digunakan untuk mengikat plastik yang sudah dikemas agar tidak
berserakan.
4. Benang
Benang digunakan untuk mengikat karung.
2.7.2. Uraian Proses
Tahapan proses produksi kantongan plastik asoy dibagi menjadi 2 tahapan
besar yaitu : proses produksi biji plastik dan proses produksi kantong plastik.
Uraian tahapan proses produksi tersebut dapat dijelaskan sebagai berikut:
1. Proses produksi biji plastik
Tahapan proses produksi biji plastik adalah sebagai berikut :
a. Penyortiran
Merupakan tahap awal proses produksi yang dilakukan secara manual oleh
pekerja. Pada proses ini dilakukan pemisahkan sampah plastik dari
material/benda asing yang tidak diharapakan masuk ke dalam proses
produksi agar tidak mempengaruhi kualitas biji plastik.
b. Pencucian Tahap I
Pada proses ini dilakukan pemisahkan sampah plastik dari
selanjutnya. Proses ini menggunakan media air sebagai sarana untuk
mencuci plastik sebelum dibawa ke tempat pemotongan.
c. Pemotongan
Proses ini dilakukan untuk mempermudah proses selanjutnya, dengan cara
memotong atau merajang kantongan plastik menjadi serpihan plastik
dengan menggunakan mesin potong.
d. Pencucian Tahap II
Serpihan plastik dicuci kembali dengan alat berupa ulir menanjak yang
berputar pada putaran tinggi sehinggga hasil dari perputarannya dapat
melepaskan material asing yang masih terdapat pada bahan. Proses ini
menggunakan media air untuk membawa material asing keluar dari proses
pencucian.
e. Pengeringan
Proses ini dilakukan untuk mengeluarkan air pada serpihan plastik dengan
cara dipress.
f. Pemanasan
Serpihan plastik yang sudah kering dan bersih dari pengotor dilelehkan
dengan proses pemanasan dengan suhu 2000C. Suhu panas dihasilkan oleh
heater dalam mesin boker. Selanjutnya mesin tersebut menghantarkan
lelehan plastik ke penyaringan yang berdiameter 4 mm di seluruh
permukaannya. Lelehan plastik tersebut akan melewati saringan ini untuk
menghasilkan lelehan plastik berbentuk silinder panjang yang nantinya
g. Pendinginan
Pada proses ini, setelah lelehan plastik berbentuk silinder panjang, lelehan
tersebut ditarik dan melewati air sebagai media pendinginan.
h. Pemotongan
Pada proses ini, biji plastik dipotong dengan panjang 6 mm. Biji plastik
yang sudah dipotong ini akan digunakan untuk tahapan proses produksi
selanjutnya.
2. Proses produksi kantong plastik
Tahapan proses produksi kantong plastik adalah sebagai berikut :
a. Penimbangan
Penimbangan merupakan proses pengukuran berat yang akan digunakan
dalam proses produksi. Proses penimbangan dilakukan dengan
menggunakan timbangan yang berfungsi untuk menimbang bahan baku
yang beratnya (1 kg-30kg), misalnya untuk menimbang biji plastik dan
pewarna.
b. Pencampuran Bahan
Pada proses ini, biji plastik yang sudah ditimbang dicampurkan zat aditif
yaitu pigmen warna sebagai pewarna kantong plastik sebelum diproses di
mesin blowing. Warna pada plastik bermacam-macam, disesuaikan dengan
permintaan konsumen, tetapi ada pengecualian terhadap warna putih dan
bening, dimana plastik warna putih dan bening tidak menggunakan biji
plastik hasil daur ulang sampah plastik melainkan biji plastik dari bahan
yang dimasukkan ke dalam tabung mixer selama 10 sampai 15 menit, hal
ini dimaksudkan agar bahan tercampur dengan rata.
c. Pemanasan
Pada proses ini, bahan baku berupa biji plastik yang sudah diberi warna
dipanaskan dengan suhu 1200 C dengan tujuan untuk memperkuat sifat
bahan tersebut.
d. Peleburan Biji Plastik
Bahan yang sudah dipanaskan selanjutnya dilebur dengan suhu berkisar
2000 C.
e. Blowing
Biji plastik yang telah dilebur kemudian dilakukan proses peniupan
dengan tekanan udara dan kecepatan tertentu sehingga membentuk plastik
dengan ketebalan yang bervariasi. Plastik yang ditiup berbentuk seperti
tabung atau circular.
f. Pemeriksaan
Plastik yang sudah ditiup kemudian diperiksa ukurannya, jika sudah sesuai
maka akan dilakukan proses selanjutnya.
g. Extruding
Plastik kemudian ditarik oleh operator ke nip roller untuk diratakan
menjadi gulungan plastik pada mesin blowing.
h. Packaging rol
i. Pengukuran rol
Mengukur diameter rol plastik sesuai dengan ukuran yang ditentukan.
j. Pemotongan rol
Rol plastik yang sudah sesuai dengan ukuran yang ditentukan kemudian
dipotong dan dibawa ke mesin pemotong.
k. Laminasi
Rol plastik dilekatkan dengan jalan laminasi. Ujung dari lembaran plastik
disatukan dengan bagian lainnya lalu dilaminasi melalui proses heat
sealable.
l. Pemotongan produk
Lembaran plastik dilanjutkan ke bagian pemotongan dan dipotong sesuai
dengan spesifikasi kantong plastik yang diinginkan. Plastik yang sudah
dipotong kemudian dibawa ke mesin pon.
m. Pembuatan pegangan
Pada proses ini dilakukan pemotongan untuk membentuk pegangan dari
kantong plastik.
n. Pemeriksaan
Pada proses ini, operator melakukan pemeriksaan terhadap lembaran
kantong plastik yang telah terpotong dan terlaminasi, apabila kantong
plastik tidak sesuai dengan spesifikasi yang diinginkan maka lembaran
kantong plastik yang cacat tersebut diletakkan pada bagian produk cacat.
Untuk lembaran kantong plastik yang sesuai dengan ukuran yang
o. Pengemasan produk
Kantong plastik dimasukkan ke plastik pengemasan sesuai dengan jumlah
yang ditentukan dan diikat dengan tali plastik, kemudian dimasukkan ke
dalam karung.
p. Penyimpanan
Pada proses ini, kantong plastik yang telah dikemas diangkut dari bagian
penumpukan sementara dan disimpan dalam gudang penyimpanan dengan
menggunakan trolly dan siap untuk dipasarkan.
2.7.3. Mesin dan Peralatan
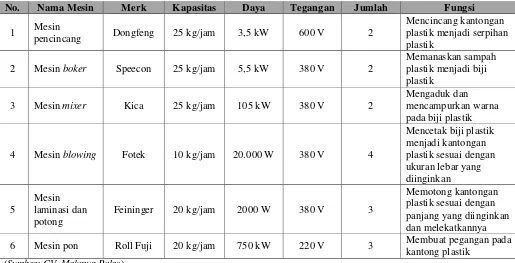
Mesin produksi yang digunakan oleh CV. Makmur Palas dalam kegiatan
proses produksi plastik asoy dapat dilihat pada Tabel 2.2.
Tabel 2.2. Mesin yang Digunakan
Peralatan yang digunakan oleh CV. Makmur Palas untuk mendukung
kegiatan produksinya antara lain
1. Spidol
Spidol digunakan sebagai alat untuk menulis kode produk dan ukuran produk
pada rol plastik.
2. Trolley
Trolley digunakan untuk mengangkut produk ke setiap mesin untuk di proses.
3. Timbangan
Timbangan digunakan sebagai alat untuk mengukur berat biji plastik, pewarna
dan produk plastik asoy.
4. Pisau pemotong
Pisau pemotong digunakan sebagai alat untuk memotong kantongan plastik
yang tidak sesuai ukuran.
5. Gunting
Gunting digunakan sebagai alat untuk memotong tali plastik yang berfungsi
untuk mengikat produk.
2.8. Utilitas
Utilitas adalah alat/perlengkapan yang mendukung pelaksanaan produksi
namun tidak terlibat langsung dalam pembuatan produknya, hanya sebagai
penunjang proses produksi agar berjalan lancar. Fasilitas pendukung yang
1. Fasilitas Penyediaan Sumber Tenaga Listrik
Sumber arus listrik pada CV. Makmur Palas berasal dari PLN (Perusahaan
Listrik Negara) dan generator. Sumber listrik dari PLN digunakan dalam
kegiatan proses produksi dalam perusahaan, selain itu juga digunakan
untuk penerangan pada area kerja dan sekitarnya, sedangkan arus listrik
yang bersumber dari generator hanya digunakan sebagai supply cadangan
apabila ada gangguan pada PLN atau terjadi pemutusan secara tiba-tiba.
2. Fasilitas Penyediaan Air
Air merupakan unit pendukung yang sangat penting pada proses produksi
yaitu sebagai media pembersih sampah-sampah plastik. Sumber air berasal
dari air tanah.
3. Bengkel
Perusahaan membangun fasilitas bengkel untuk perawatan dan
pemeliharaan terhadap fasilitas produksi. Dengan adanya bengkel ini maka
perusahaan dapat menekan biaya pemeliharaan dan waktu perbaikan yang