LAPORAN AWAL
PRAKTIKUM TEKNIK PENGUBAHAN BENTUK
MODUL I
Salivian Selwyn
1406566672
KELOMPOK 6
LABORATORIUM METALURGI MEKANIK
DEPARTEMEN TEKNIK METALURGI DAN MATERIAL FAKULTAS TEKNIK
UNIVERSITAS INDONESIA 2017
MODUL 1 CANAI DINGIN
I. TUJUAN PRAKTIKUM
1. Mengerti penggunaan mesin canai
2. Mengerti proses perhitungan pada pencanaian untuk mereduksi ketebalan lembaran logam
3. Mengetahui manfaat proses pencanaian pada lembaran logam
4. Mengetahui perubahan sifat mekanis logam lembaran akibat perlakuan canai dingin
5. Mengetahui pengaruh pelumas pada proses canai dingin lembaran logam 6. Mengetahui cacat-cacat yang terjadi pada akibat proses canai dingin pada
lembaran logam
7. Mengetahui perubahan mikrostruktur logam lembaran akibat proses canai dingin
8. Mengetahui aplikasi produk hasil pengerjaan canai dingin
II. DASAR TEORI
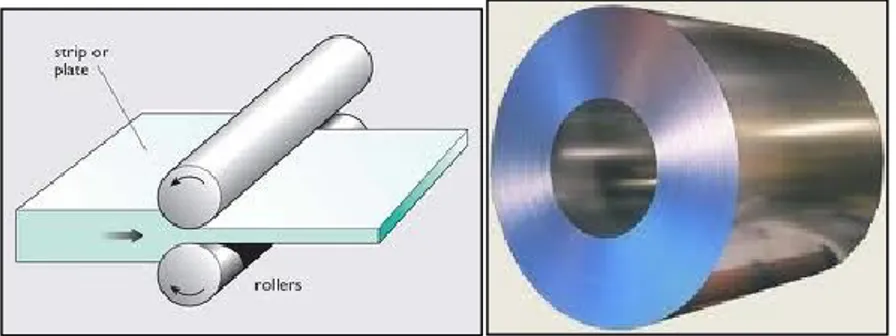
Rolling atau pencanaian merupakan suatu proses deformasi dimana
ketebalan dari benda kerja direduksi dengan menggun akan gaya tekan dan menggunakan dua buah roll atau lebih. Roll berputar untuk menarik dan menekan secara simultan benda kerja yang berada di antaranya.
Pada proses pencanaian, benda kerja dikenai tegangan kompresi yang tinggi yang berasal dari gerakan jepit rol dan tegangan geser-gesek permukaan sebagai akibat gesekan antara rol dan logam. Selama proses canai, roll memberikan tegangan tekan pada bagian-bagian dari benda kerja. Tegangan-tegangan ini mengakibatkan benda kerja mengalami deformasi plastis. Produk akhir dari proses ini adalah logam plat dan lembaran (sheet), dimana plat umumnya mempunyai tebal lebih dari ¼ in. Lembaran umumnya mempunyai tebal kurang dari ¼ in. Tujuan utama pengerolan adalah untuk memperkecil tebal logam. Biasanya terjadi sedikit pertambahan lebar, karena itu penurunan tebal mengakibatkan pertambahan panjang.
Berdasarkan temperatur kerjanya, pencanaian logam terdiri dari dua proses, yakni canai panas dan canai dingin. Canai panas pada logam dilakukan di atas suhu rekristalisasi atau di atas daerah work hardening, sedangkan canai dingin dilakukan dibawah suhu rekristalisasi, bisa juga dilakukan pada suhu ruang. Perbedaannya adalah gaya deformasi yang diperlukan pada canai panas lebih rendah dan perubahan sifat mekanik dari material tidak signifikan, sedangkan pada pengerjaan dingin diperlukan gaya yang lebih besar dan sifat mekanis logam meningkat dengan signifikan. Pada canai panas menghasilkan scale akibat oksida sehingga pada proses akhir dilakukan proses descaling dengan menggunakan asam contohnya sulfuric acid.
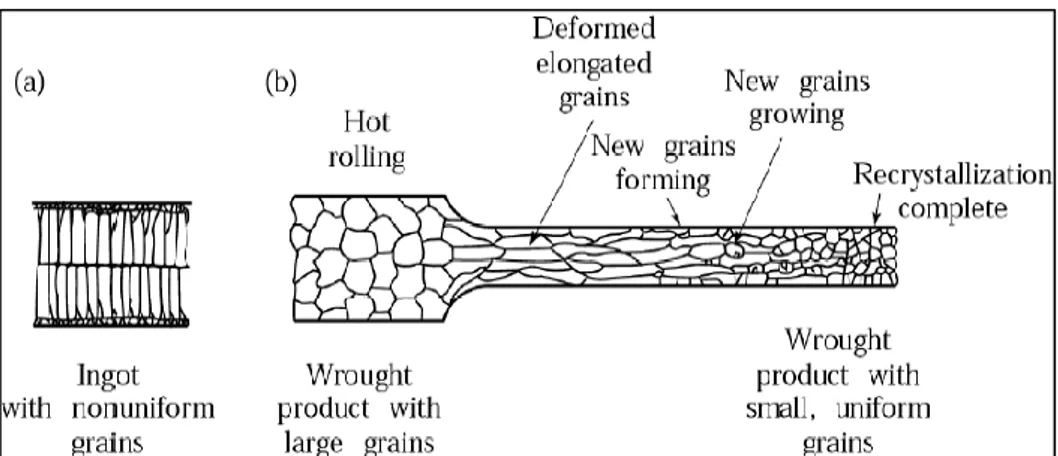
Pada proses rolling terjadi perubahan deformasi dan perubahan butir dari butir equiaxed menjadi butir yang terelongasi. Jumlah pengerjaan dingin yang dapat dialami logam tergantung kepada kekuatannya, semakin ulet suatu logam, maka makin besar pengerjaan dingin yang dapat dilakukan. Logam murni relatif lebih mudah mengalami deformasi daripada paduan, karena penambahan unsur paduan cenderung meningkatkan gejala pengerasan regangan.
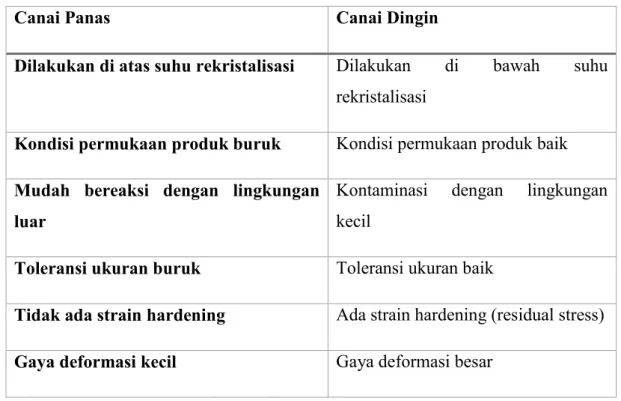
Proses canai dingin dilakukan untuk mendapatkan lembaran strip dan lembaran tipis dengan penyelesaian permukaan yang baik dan bertambahnya kekuatan mekanis. Pada saat yang sama juga dilakukan pengendalian dimensi produk yang ketat. Selain itu, canai dingin akan menghasilkan lembaran dan strip yang memiliki kualitas permukaan akhir yang lebih baik serta kesalahan dimensional yang lebih kecil dibandingkan apabila menggunakan proses canai panas. Perbedaan canai panas dan canai dingin secara umum yaitu:
Tabel I.1 Perbedaan Canai Panas dan Canai Dingin
Canai Panas Canai Dingin
Dilakukan di atas suhu rekristalisasi Dilakukan di bawah suhu rekristalisasi
Kondisi permukaan produk buruk Kondisi permukaan produk baik Mudah bereaksi dengan lingkungan
luar
Kontaminasi dengan lingkungan kecil
Toleransi ukuran buruk Toleransi ukuran baik
Tidak ada strain hardening Ada strain hardening (residual stress) Gaya deformasi kecil Gaya deformasi besar
Reduksi total yang dapat dicapai dengan pengerolan dingin, biasanya beragam dari 50% sampai 90%. Pada umumnya reduksi terkecil terdapat pada tahap akhir
agar diperoleh pengerolan yang lebih baik. Parameter-parameter utama dalam proses canai adalah:
1. Diameter roll
2. Hambatan deformasi logam yang tergantung pada struktur metalurgi, suhu, dan laju regangan
3. Gesekan antara roll dengan benda kerja
4. Adanya tegangan tarik ke depan dan atau tegangan tarik ke belakang pada bidang lembaran
Mesin Roll
Peralatan untuk melakukan proses canai pada dasarnya terdiri dari bagian-bagian seperti:
1. Roll
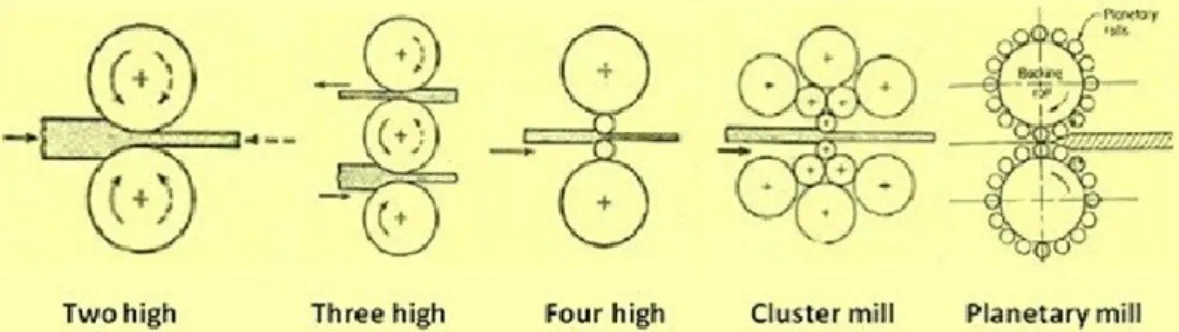
Menurut jumlah dan susunan rol, maka rolling mill dapat dibedakan menjadi:
a. Two high mill, merupakan pengerol logam dua tingkat dan jenis yang paling sederhana.
b. Two high reversing mill, merupakan pengerol logam bolak-balik dua tingkat dan mempunyai kecepatan yang lebih baik ketimbang jenis two high mill.
c. Three high mill, merupakan pengerol logam tiga tingkat. d. Four high mill, merupakan pengerol logam empat tingkat. e. Cluster roll, merupakan pengerol logam tipis menjadi tipis lagi.
f. Planetary mill, merupakan pengerol logam dengan rol pendukung dikelilingi sejumlah rol kecil.
Gambar 1.3. Macam-Macam Rolling Mill
2) Bantalan (bearing)
3) Rumah (housing), untuk tempat peralatan-peralatan di atas.
4) Pengendali, untuk mengatur catu daya untuk roll dan untuk mengendalikan kecepatannya.
Syarat untuk rolls ialah :
1. Ketahanan Aus yang baik
2. Untuk Hot Rolling harus memiliki ketahanan terhadap peningkatan temperature tanpa adanya oksidasi.
Cacat-Cacat yang Terbentuk dalam Proses Canai a. Cacat Cetakan
Cacat cetakan ini diakibatkan oleh terjadinya pertambahan panjang pada arah lateral dan kemudian dihambat oleh gaya-gaya gesek transversal. Kemudian karena adanya bukit gesekan, maka gaya gesekan mengarah ke pusat lembaran. Hal ini mengakibatkan terjadinya penyebaran yang lebih sempit daripada tepinya. Lembaran mengalami pertambahan panjang sementara itu pengurangan tebal tepi akan menyebar ke arah lateral, sehingga lembaran dapat mengalami sedikit pembulatan pada ujung-ujungnya. Dari hubungan kontinuitas antara tepi dengan pusat, maka pinggiran mengalami regangan, suatu kondisi yang menimbulkan retak tepi.
b. Cacat Kerataan
Cacat pengerolan ini terjadi karena pelat tidak rata pada saat dilakukan proses canai. Hal ini mengakibatkan terjadinya perbedaan perpanjangan pada tempat tertentu dimana lembaran tipis dan pelat menjadi berombak.
Gambar 1.4. Cacat Kerataan c. Cacat pembelahan (alligatoring)
Terjadi karena ada ikatan lembaran akibat salah satu bagian roll lebih tinggi atau lebih rendah dibandingkan dengan celah roll.
Gambar 1.5. Cacat Pembelahan d. Perbedaan ketebalan antar sisi
Cacat ini terjadi karena adanya perbedaan ketinggian celah roll, akibatnya ketebalan lembaran hasil roll tidak sama ketebalannya pada masing-masing sisi dan pada salah satu sisi lembaran akan menjadi lebih panjang daripada sisi yang lain, akibatnya pelat menjadi melengkung.
e. Tebal material yang tidak sama pada semua tempat
Cacat jenis ini terjadi karena adanya deformasi elastis pada roll. Produk pelat lebih tebal dibagian tengah dariapad di bagian pinggir.
f. Cacat-cacat lain
Pelumasan
Pelumas adalah zat kimia, yang umumnya cairan, yang diberikan di antara dua benda bergerak untuk mengurangi gaya gesek. Pelumas berfungsi sebagai lapisan pelindung yang memisahkan dua permukaan yang berhubungan. Salah satu penggunaan pelumas paling utama adalah oli mesin yang dipakai pada mesin pembakaran dalam.
Pada berbagai jenis mesin dan peralatan yang sedang bergerak, akan terjadi peristiwa pergesekan antara logam. Oleh karena itu akan terjadi peristiwa pelepasan partikel partikel dari pergesekan tersebut. Keadaan dimana logam melepaskan partikel disebut aus atau keausan. Untuk mencegah atau mengurangi keausan yang lebih parah yaitu memperlancar kerja mesin dan memperpanjang usia dari mesin dan peralatan itu sendiri, maka bagian bagian logam dan peralatan yang mengalami gesekan tersebut diberi perlindungan ekstra.
Pada proses canai dingin temperatur daerah antara roll dan lembaran logam dapat mencapai temperatur yang tinggi, efek ini kurang baik terhadap terhadap roll karena akan meningkatkan kecenderungan terjadinya roll flattening, karena itu sebaiknya pelumas tidak hanya berfungsi melumasi namun juga berfungsi sebagai pendingin rol.
Pelumas harus benar-benar terpilih, sesuai dengan kemampuannya dan sesuai dengan kebutuhan yang diinginkan dari pelumas tersebut. Pelumas yang dibutuhkan untuk lembaran aluminium tentu tidak sama dengan pelumas untuk lembaran baja, karena itu formulasi pelumas yang akan digunakan dalam proses pengubahan bentuk sebaiknya memenuhi beberapa bahan dalam jumlah yang sesuai dengan kebutuhan seperti kandungan perputaran pembasahan pada sistem non aqueos, penghambat terhadap korosi, pengontrol pH, dan lain-lain.
Adapun contoh-contoh pelumas yang dapat digunakan untuk paduan aluminium adalah sebagai berikut:
b. Mineral oil (viskositas 40-300 SUS pada 40oC) c. Petroleum jelly
d. Mineral plus 10-20% fatty oil e. Tallow plus 50% paraffin
III. METODOLOGI PENELITIAN III.1. ALAT
1. Mesin canai merk ONO dilengkapi dengan sel beban (Load Cell) dan Indikator Posisi Roll (Roll Position Indicator).
a. Kapasitas : 20 tonF b. Kecepatan : 8 mm/menit
c. Dimensi Work Roll : Panjang/Diameter: 140 mm/104 mm d. Celah Roll Maksimum : 15 mm
2. Hardness tester untuk estimasi tegangan luluh (yield stress). 3. Jangka sorong (caliper) dan mikro meter (micro meter). 4. Penjepit logam dan amplas
5. Sarung tangan. III.2. BAHAN
1. Lembaran aluminium, tebal t = 4 mm. 2. Pelumas.
III.3. LANGKAH KERJA
REFERENSI
1. Modul Praktikum Teknik Pengubahan Bentuk 2017 2. Slide Perkuliahan Pengubahan Bentuk, Rahmat Saptono
3. http://www.drawform.com/tooling.html diakses 23 April 2017 10:04 PM 4.
LAPORAN AWAL
PRAKTIKUM TEKNIK PENGUBAHAN BENTUK
MODUL II
Salivian Selwyn
1406566672
KELOMPOK 6
LABORATORIUM METALURGI MEKANIK
DEPARTEMEN TEKNIK METALURGI DAN MATERIAL FAKULTAS TEKNIK
UNIVERSITAS INDONESIA 2017
MODUL 2
DEEP DRAWING & STRECHING
I. TUJUAN PRAKTIKUM
1. Memahami penggunaan alat uji simulatif lembaran logam (universal sheet metal testing machine)
2. Mengetahui pengujian simulatif lembaran logam melalui deep drawing dan stretching
3. Mempelajari pengaruh nilai n-strain hardening terhadap proses stretching 4. Mempelajari pengaruh nilai R anisotropi terhadap nilai LDR pada proses
deep drawing
5. Mempelajari pengaruh pelumasan padat dan cair pada proses stretching dan deep drawing
6. Memperoleh informasi mengenai kemampuan bahan untuk meragang atau kapasitas bahan untuk meregang tanpa terjadi robek pada proses stretching 7. Mengetahui rasio batas pembentukan (LDR) suatu bahan pada proses deep
drawing.
8. Mengetahui proses terjadinga pengupingan (earing) pada produk hasil deep drawing
II. DASAR TEORI
Pengubahan bentuk lembaran logam memegang peranan penting saat ini. Banyak peralatan menunjang kehidupan modern diantaranya merupakan gabungan dari berbagai komponen yang dibuat melalui proses pengubahan bentuk pada lembaran logam diantaranya proses deep drawing dan stretching. Benda dan peralatan tersebut diantaranya adalah berbagai komponen alat transportasi, industri, komponen elektronik, dan peralatan rumah tangga.
Salah satu jenis bahan yang banyak digunakan pada pengubahan bentuk plastis yaitu lembaran kuningan, disamping baja dan alumunium. Lembaran kuningan mempunyai keuletan yang baik sehingga cocok dapat dilakukan proses
pengubahan bentuk dengan baik menjadi bentuk yang rumit sekalipun. Dengan sifat daya hantar listrik atau panas yang baik, bahan ini banyak digunakan sebagai alat atau komponen listrik, dinding pemanas, tabung-tabung heat exchanger dan sebagainya.
Mampu bentuk suatu bahan dapat diketahui dengan dua pendekatan, yaitu pengujian non-simulasi dan pengujian simulasi. Pengujian nonsimulasi dilakukan dengan proses penarikan (uji tarik) untuk mengetahui sifat mekanis bahan yaitu diantaranya kekuatan, keuletan, koefesien pengerasan regangan, dan faktor anisotropi plastis. Pengujian ini tidak secara langsung memberikan informasi mengenai mampu bentuk bahan karena sifatnya hanya membandingkan tegangan dan regangan yang terjadi selama penarikan tanpa pendekatan pada kondisi pembentukan lembaran yang sesungguhnya. Namun dari pengujian ini kita dapat memperkirakan kemampuan bahan untuk dibentuk. Pengujian simulasi meliputi proses deep drawing dan stretching yang merupakan proses utama dalam suatu pembentukan logam lembaran. Dengan proses deep drawing dapat kita ketahui kemampuan bahan untuk ditarik dalam (nilai LDR), yaitu kemampuan bahan untuk dibuat menjadi bentuk-bentuk dengan kedalaman tertentu tanpa terjadinya perobekan. Pada pengujian stretching dapat diperoleh informasi mengenai kemampuan bahan untuk meregang atau kapasitas bahan untuk meregang tanpa terjadi robek pada bahan. Penarikan Dalam (Deep Drawing)
Deep drawing merupakan proses pengubahan bentuk dingin dari lembaran logam untuk menghasilkan benda yang mempunyai kedalaman tekan seperti pada pembuatan mangkuk (cup). Proses ini dilakukan dengan meletakan lembaran (blank) diantara dua penjepit yang salah satunya juga sekaligus berfungsi sebagai cetakan. Lembaran kemudian ditekan pada bagian yang tak berjepit sehingga bahan lembaran akan mengalir masuk kedalam cetakan dan menghasilkan benda jadi sama dengan bentuk cetakannya. Pada proses ini terjadi aliran material disebabkan tekanan blank holder yang digunakan tidak terlalu besar. Selama proses, ketebalan benda lebih kurang sama dengan ketebalan
lembaran awal dan luas permukaan lembaran sebelum dibentuk sama dengan luas permukaan benda setelah dibentuk.
Proses mekanisme pada deep drawing ketika lembaran memasuki cetakan terjadi pembengkokan radius cetakan kemudian terjadi pelurusan pada dinding cetakan akibat gaya tekan dari penekan memasuki lubang dies. Gaya tekan pada punch diteruskan dari dasar cup ke bagian dinding cup sehingga produk akhir yang terbentuk sesuai dengan bentuk dies.
Pada pengujian deep drawing, sisi tepi pinggiran blank ditahan oleh blank holder dengan beban maksimal sebesar yield stress dari blank. Gaya tekan yang dibutuhkan untuk membentuk blank menjadi cup merupakan jumlah gaya ideal untuk pengubahan bentuk, gaya gesek dan gaya penyusutan ketebalan pada bagian dinding. Gaya penekanan ideal untuk menekan blank masuk ke dalam cetakan terus bertambah dengan makin dalamnya penekanan akibat terjadinya pengerasan regang. Gaya penekanan yang terjadi pada daerah penjepit terus bertambah sampai keadaan maksimum dan kemudian berkurang dengan makin berkurangnya daerah blank yang terjepit. Tujuannya agar ketika proses penekanan dilakukan material tetap dapat mengalir mengikuti arah penekanan tanpa terjadi penipisan. Apabila pembebanan yang diberikan terlalu kecil maka dapat terjadi wrinkling. Apabila pembebanan yang diberikan terlalu besar maka aliran material tertahan sehingga dapat terjadi penipisan yang berlebihan dan pada akhirnya patah pada bagian dinding mangkuk (robek).
Pada proses deep drawing konstruksi dari dies merupakan faktor yang penting untuk dikontrol. Seluruh permukaan dies harus bebas dari tonjolan dan harus rata. Hal ini sangat berpengaruh pada produk bentukan. Pada proses deep drawing pelumas juga merupakan faktor penting yang harus diperhatikan. Pelumas memberikan suatu lapisan antara logam, dies, dan juga punch sehingga aliran material lebih mudah dan juga mencegah keausan pada dies dan punch. Pelumas juga dapat melindungi peralatan dari korosi.
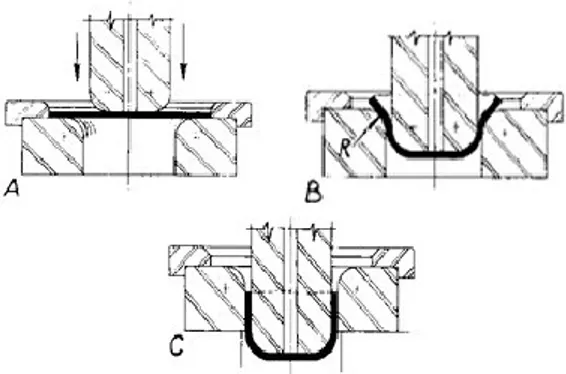
Gambar 2.1. Tahapan Proses Deep Drawing
Tahap deep drawing: 1) Kontak Awal
Pada gambar di atas bagian A, punch bergerak dari atas ke bawah, blank dipegang oleh nest agar tidak bergeser ke samping, kontak awal terjadi ketika bagian-bagian dari die set saling menyentuh lembaran logam (blank) saat kontak awal terjadi belum terjadi gaya-gaya dan gesekan dalam proses drawing.
2) Bending
Selanjutnya lembaran logam mengalami proses bending seperti pada gambar B, punch terus menekan kebawah sehingga posisi punch lebih dalam melebihi jari-jari (R) dari die, sedangkan posisi die tetap tidak bergerak ataupun berpindah tempat, kombinasi gaya tekan dari punch dan gaya penahan dari die menyebabkan material mengalami peregangan sepanjang jari-jari die, sedangkan daerah terluar dari blank mengalami kompresi arah radial. Bending merupakan proses pertama yang terjadi pada rangkaian pembentukan proses drawing, keberhasilan proses bending ditentukan oleh aliran material saat proses terjadi.
3) Straightening
Saat punch sudah melewati radius die, gerakan punch ke bawah akan menghasilkan pelurusan sepanjang dinding die (gambar C), lembaran logam akan mengalami peregangan sepanjang dinding die. Dari proses pelurusan
sepanjang dinding die diharapkan mampu menghasilkan bentuk silinder sesuai dengan bentuk die dan punch.
4) Compression
Proses compression terjadi ketika punch bergerak kebawah, akibatnya blank tertarik untuk mengikuti gerakan dari punch, daerah blank yang masih berada pada blank holder akan mengalami compression arah radial mengikuti bentuk dari die.
5) Tension
Tegangan tarik terbesar terjadi pada bagian bawah cup produk hasil drawing, bagian ini adalah bagian yang paling mudah mengalami cacat sobek (tore), pembentukan bagian bawah cup merupakan proses terakhir pada proses drawing.
LDR (Limit Drawing Ratio)
Mampu bentuk lembaran melalui proses deep drawing dinyatakan dengan LDR (Limit Drawing Ratio), yaitu batas kemampuan bahan dimana merupakan perbandingan antara diameter blank maksimum/kritis terhadap diameter punch yang masih dapat membentuk mangkuk atau cup yang baik dimana rasio batas penarikan (Limiting Draw Ratio), yaitu rasio dari diameter blank terbesar yang berhasil ditarik, D, terhadap diameter penekan, d.
Robek pada bagian deep drawing dapat terjadi apabila tekanan jepit pada blank terlalu besar yang mana gesekan pada daerah menjadi sangat besar sehingga terjadi penghambatan aliran bahan. Tegangan tarik pada daerah dinding meningkat dengan cepat sampai menyampai kekuatan tarik bahan sehingga terjadi peregangan setempat sebelum seluruh bahan masuk ke dalam cetakan yang akibatnya terjadi robek. Besarnya tekanan jepit dinyatakan dengan persamaan sebagai berikut:
Dimana:
D = diameter blank (mm) d = diameter pons (mm) s = tebal lembaran (mm)
uts = tegangan tarik maksimum (kg/mm2)
Faktor-Faktor yang Mempengaruhi Deep Drawing
Faktor-faktor yang mempengaruhi deep drawing dapat dibagi menjadi dua bagian, yaitu kondisi pengujian dan material yang digunakan. Kondisi pengujian termasuk di dalamnya geometri, bahan peralatan tekan, tekanan jepit, kecepatan drawing dan pelumasan yang dipakai. Sedangkan faktor material yaitu ketebalan, besar butir, dan anisotropi plastis. Faktor utama yang menentukan hasil deep drawing yaitu:
1) Sifat anisotropi plastis (R)
Sifat anisotropi plastis (R) ialah sifat ketahanan bahan terhadap penipisan. Makin besar nilai R suatu bahan berarti ketahanan terhadap penipisan arah penebalannya juga besar sehingga kemampuannya untuk di deep drawing semakin baik, yang mana diperoleh harga LDR yang lebih besar.
2) Koefesien pengerasan regang (n)
Nilai n juga berpengaruh terhadap nilai LDR meskipun tidak sebesar pengaruh R.
3) Pelumasan
Pelumasan yang baik terutama di daerah ‘blank holder’ dan radius ‘dies’ akan meningkatkan nilai LDR, karena dengan adanya pelumas maka efisiensi deformasi akan semakin besar.
Stretching
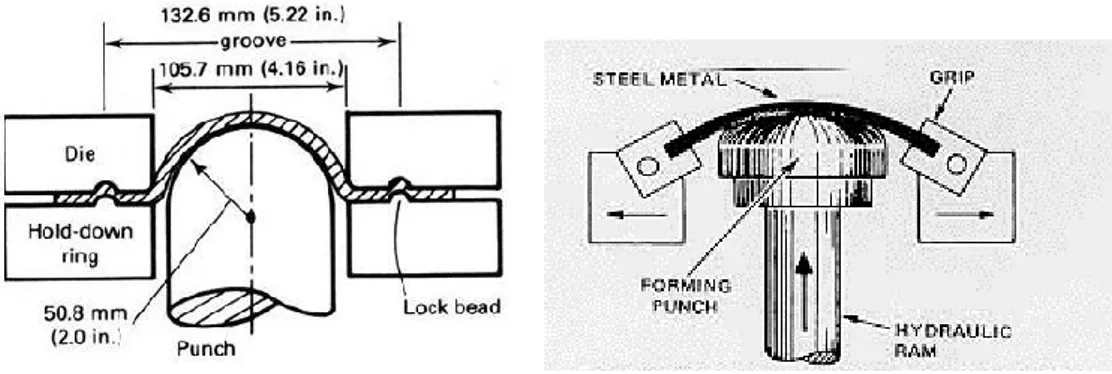
Stretching merupakan suatu proses pengubahan bentuk akibat adanya pertambahan panjang dalam berbagai arah pada lembaran logam yang tidak berada di bawah penjepit akibat adanya gaya dari alat penekan (punch). Berbeda dengan proses deep drawing, disini tidak terjadi aliran material yang bebas melainkan proses peregangan atau perentangan yang menimbulkan penipisan karena disekeliling lembaran (blank) diberikan tekanan penejepitan dengan tekanan yang besar. Benda yang dihasilkan akan berbentuk hemispherical sebagaimana bentuk dari ujung penekan yang digunakan.
Proses pembentukan stretching dengan alat tekan berbentuk setengah bulat (hemispherical-punch) umumnya digunakan dalam menguji kemampuan bentuk stretching.
Gambar 2.2. Skema Proses Stretching
Akibat proses penekanan ini blank mengalami deformasi plastis hingga mencapai kedalaman tertentu sebelum terjadinya robek. Karena di sini tidak terjadi aliran material, maka luas benda yang dihasilkan akan lebih besar daripada luas lembaran mula-mula. Umumnya proses stretching dipakai untuk membuat komponen-komponen dengan radius kelengkungan besar.
Secara umum kemampuan bahan untuk dibentuk dengan proses stretching dapat dilihat dari kedalaman hasil penekanan. Semakin dalam hasil stretching yang diperoleh maka akan semakin besar deformasi yang dialami bahan yang dapat dikatakan semakin besar ketahanan bahan terhadap deformasi sebelum terjadi ketidakstabilan plastis yang berlanjut dengan terjadinya perobekan.
Kemampuan suatu lembaran untuk dibentuk melalui proses ini ditentukan oleh regangan maksimum yang masih dapat diterima bahan sebelum mengalami perobekan atau penciutan. Besarnya regangan maksimum ini sangat dipengaruhi oleh nilai n (koefesien strain hardening). Peningkatan nilai n akan memperbesar nilai regangan maksimum yang dapat dicapai. Sedangkan peningkatan nilai R anisotropi akan menurunkan regangan maksimum tersebut.
Ukuran lain yang dipakai untuk menunjukan mampu rentang lembaran ialah ketinggian kubah yang dapat dihasilkan. Besaran ini juga dipengaruhi oleh nilai n. Peningkatan n ini diasosiasikan dengan kemampuan lembaran untuk mendistribusikan regangan secara uniform, sehingga mencegah terjadinya pemusatan regangan yang tinggi pada titik tertentu.
Ada beberapa faktor yang mempengaruhi bentuk dari pola distribusi regangan dan kedalaman stretching suatu material, yaitu sifat material lembaran logam, bentuk dan dimensi dari punch, pelumasan serta kecepatan stretching. Tahap proses stretching ialah seperti gambar berikut:
III. METODOLOGI PENELITIAN III.1. ALAT
1. Universal sheet metal testing machine, Capacity 12 tonF. 2. Sheet Metal Marking Machine merk Erichsen
3. Mikrometer dan Jangka Sorong 4. Gunting Logam/Cutting Blade 5. Amplas Logam
III.2. BAHAN
1. Lembaran tembaga hasil canai. 2. Pelumas cair dan padat.
3. Larutan Elektrolit untuk proses sheet metal marking 4. Larutan pencuci/pembersih.
III.3. LANGKAH KERJA
REFERENSI
1. Modul Praktikum Teknik Pengubahan Bentuk 2017 2. Slide Perkuliahan Pengubahan Bentuk, Rahmat Saptono
3. http://www.metalforming-inc.com/publications/papers/ref133/ref133-p3.htm diakses 20 April 2017 07: 10 PM
4. http://www.drawform.com/tooling.html diakses 20 April 2017 06:20 PM 5.