Makalah Seminar Kerja Praktek
PROSES PENGECEKAN DAN PELURUSAN FRAME BODY MOTOR
MENGGUNAKAN MESIN CORRECTING JIG
Sudirman Hamonangan Sihombing (L2F007075) Jurusan Teknik Elektro, Fakultas Teknik, Universitas Diponegoro,
Jl. Prof. Sudharto, Tembalang, Semarang, Indonesia
Abstrak
Dalam suatu proses produksi di perusahaan dibutuhkan inovasi-inovasi yang baru yang dapat meningkatkan produkifitas, efisiensi, dan efektifitas dari sumber daya yang dimiliki. Inovasi-inovasi ini dilakukan untuk meningkatkan kualitas dan kuantitas hasil produksi dengan menggunakan teknologi yang memiliki kecepatan, akurasi dan keandalan yang tinggi serta kemudahan dalam penggunaannya. PT. AHM Divisi ENGINEERING adalah perusahaan yang telah menggunakan teknologi maju dalam proses produksinya. Suatu perusahaan yang bergerak pada industri perakitan sepeda motor. Salah satu bagian dari divisi Engineering adalah bagian Welding yang adalah tempat untuk pengelasan bagian-bagian motor yang akan dirakit, yaitu bagian rangka motor, arm swing dan fuell tank
Correcting Jig merupakan salah satu mesin yang digunakan untuk proses pengecekan dan pelurusan frame body motor oleh PT. AHM di bagian Welding divisi Engineering. Mesin ini digunakan dalam pengecekan tempat baut pada body motor dan pengecekan pelurusan body yang telah digabung sebelumnya dengan proses pengelasan. Mesin ini dapat dijalankan secara semi-otomatis dengan bantuan operator.
Pada mesin Correcting Jig ini menggunakan sistem pneumatik dan hidrolik sebagai aktuatornya dan PLC sebagai kontrolernya. Untuk mengoperasikannya digunakan push button dan sensor yang digunakan adalah limit switch, proximity sensor dan reed switch sensor.
Kata kunci : Welding, mesin Correcting Jig, frame body
I. PENDAHULUAN
1.1 Latar Belakang
Teknologi selalu berkembang dari dulu hingga sekarang dan pasti akan terus berkembang hingga nanti. Teknologi-teknologi yang baru selalu diciptakan oleh manusia untuk membantunya dalam mempermudah melakukan pekerjaannya atau malah untuk menggantikan pekerjaannya. Dengan adannya penemuan-penemuan mutakhir dan perkembangan di bidang ilmu pengetahuan dan teknologi, seperti ditemukannya energi listrik, sistem pneumatik, sistem hidrolik, perkembangan mikroprosesor dan juga perkembangan tentang teori kontrol, telah membuat perkembangan yang sangat berarti dalam proses produksi saat ini.
Untuk membentuk suatu sumber daya manusia yang baik melalui pendidikan nasional, perlu adanya dukungan dari seluruh lapisan masyarakat dan juga instansi pemerintah ataupun swasta. PT. AHM (Astra Honda Motor) adalah salah satu perusahaan swasta yang ikut andil dalam pengembangan sumber daya manusia, yaitu dengan adanya penerimaan mahasiswa praktek/magang di perusahaan tersebut.
Sebagai salah satu perusahaan besar, PT. AHM setiap tahunnya memproduksi ratusan ribu unit sepeda motor dengan berbagai tipe dan mempekerjakan ribuan karyawan. Untuk meningkatkan hasil produksi dan efisiensi kerja, maka PT. AHM menggunakan banyak sekali
alat-alat dan juga mesin-mesin yang modern. Salah satu mesin yang digunakan pada perusahaan ini adalah mesin Correcting Jig. 1.2 Tujuan Penulisan
Adapun tujuan dari penulisan Laporan Kerja Praktek ini adalah:
1. Mengetahui secara langsung proses produksi yang terjadi dan penerapan dari ilmu elektro yang terdapat.
2. Memberikan gambaran dan pengetahuan tentang dunia kerja yang sebenarnya. 3. Mengetahui secara umum prinsip kerja dan
sistem operasional Mesin Correcting Jig. 1.3 Batasan Masalah
Dalam penulisan Laporan Keja Praktek ini pembahasan ditekankan pada :
1. Pembahasan cara kerja Mesin Correcting Jig PT. AHM.
2. Tidak membahas mekanik mesin.
3. Hanya membahas penggunaan komponen kontrol secara umum yang digunakan oleh Mesin Correcting Jig PT. AHM.
II. PROSES PRODUKSI PT. AHM
BAGIAN WELDING
Bagian Welding adalah bagian yang bertugas untuk pengelasan bagian-bagian motor. Pada bagian Welding ini terdapat 2 bagian yaitu Welding 1A dan Welding 1B. Pada bagian Welding 1A mengerjakan pengelasan bagian
frame body, sedangkan di bagian Welding 1B mengerjakan pengelasan bagian Swing Arm dan fuel tank. Berikut adalah urutan proses produksi di PT. AHM bagian Welding.
Gambar 1. Diagram Alur Pekerjaan 2.1 Welding 1A
Tabel 1. Keterangan alur pekerjaan untuk bagian Welding 1A
Alur Pekerjaan Frame Body Supplier SC (Sub Corn)
Input Front body, Rear body, Pivot, Stay Body Cover
Process Welding
Output Frame Body Component Customer Painting Steel 1
2.1.1 Frame Body
Proses pengelasan yang terdapat pada bagian ini seperti pengelasan front body, rear body, general assy, check-man,stay body cover, permanent, repair, taping dan corecting..
Untuk diagram prosesnya adalah :
Gambar 2. Flowchart proses welding frame body Penjelasan setiap prosesnya:
√ Front, Rear frame : adalah proses pengelasan oleh robot pada bagian front frame, rear frame beserta bagian pivot sebagai proses awal welding frame body. √ General assy : adalah proses pengelasan oleh
robot untuk menyatukan bagian front, rear frame dan pivot agar dapat menjadi satu frame utuh.
√ Stay Body Cover : adalah proses dimana terdapat pemasangan stay-stay untuk lokasi pemasangan cover body motor nantinya dengan proses pengelasan oleh robot.
√ Check Visual : adalah proses pengecekan oleh manusia dengan bantuan visual secara langsung untuk meneliti bagian pengelasan yang kurang baik diberi tanda untuk diumpankan ke bagian selanjutnya.
√ Permanent : adalah proses pengelasan dengan bantuan manusia untuk pengelasan bagian yang tidak dapat dikerjakan oleh robot
dikarenakan keterbatasan gerak posisi robot untuk melakukan pengelasan.
√ Repair : adalah proses pengelasan dengan bantuan manusia untuk melakukan perbaikan pada bagain pengelasan yang kurang baik saat dikerjakan oleh robot.
√ Taping : adalah proses membersihkan hasil pengelasan yang kurang baik atau berlebih. Dilakukan oleh manusia dengan mengunakan alat kerja palu dan pasak besi.
√ Corecting & Centering : adalah proses koreksi pada bagian frame untuk mendapatkan hasil kelurusan frame, dan koreksi frame untuk posisi pemasangan stay – stay yang ada. Pada bagian ini digunakan bantuan manusia dengan sebuah mesin corecting jig.
√ Reject : penempatan dari frame diluar standar produksi.
√ Finish good Frame body Comp : adalah kondisi bahwa barang hasil proses welding bagian frame bodi telah selesai dan dapat dilanjutkan pada bagian painting.
√ Painting steel 1 : hasil frame bodi yang baik dapat di kirim ke bagian pengecatan.
2.2 Welding 1B
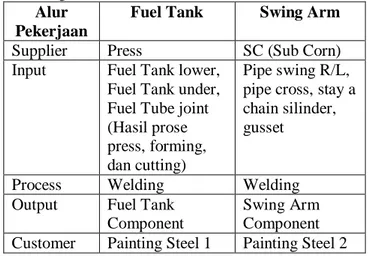
Tabel 2. Keterangan alur pekerjaan untuk bagian Welding 1B
Alur Pekerjaan
Fuel Tank Swing Arm
Supplier Press SC (Sub Corn)
Input Fuel Tank lower, Fuel Tank under, Fuel Tube joint (Hasil prose press, forming, dan cutting)
Pipe swing R/L, pipe cross, stay a chain silinder, gusset
Process Welding Welding Output Fuel Tank
Component
Swing Arm Component Customer Painting Steel 1 Painting Steel 2
2.2.1 Fuel Tank
Untuk pengelasan Fuel Tank, mendapatkan bahan-bahan dari bagian Press. Bahan-bahan tersebut adalah Fuel Tank Lower, Fuel Tank Under dan Fuel Tube Joint. Ketiga bahan itu mengalami proses pengelasan sehingga menghasilkan Fuel Tank Component yang akan diteruskan ke bagian Painting Steel 1 untuk dilakukan pengecatan.
Gambar 3. Flowchart proses weldingfuel tank Penjelasan setiap prosesnya:
√ Acetylene, adalah proses pengelasan pada posisi pipe fuel tube sampai tercapai overlap menggunakan mesin dengan bantuan manusia.
√ Spot welding, adalah proses pengelasan 4 titik pada bagian fuel tank dengan mesin spot welder.
√ Brushing, adalah proses penghalusan pada fuel tank oleh operator dengan bantuan mesin.
√ Seam welding, adalah proses pengelasan pada sisi-sisi pinggiran fuel tank secara menyeluruh dan tidak terputus dengan menggunakan mesin seam welder dengan sistem elektroda berputar.
√ Leak testing, adalah proses pengecekan kebocoran pada fuel tank di dalam air dengan menggunakan mesin leak tester. Fuel tank diberi udara bertekanan dan dimasukkan ke dalam air lalu dicek oleh operator.
√ Marking, adalah proses pemberian nomor pada fuel tank dengan menggunakan mesin mark.
√ Reject, adalah penempatan dari fuel tank yang tidak sesuai dengan standar produksi. √ Finish good F/T Comp, adalah kondisi dari
fuel tank yang sudah sesuai dengan standard dan dapat diteruskan untuk proses painting. √ Painting steel 1, adalah proses pengecatan
untuk fuel tank. 2.2.2 Swing Arm
Untuk pengelasan Swing Arm, mendapatkan bahan-bahan dari bagian Sub Corn yang dikelola dan disimpan di bagian WAHO (gudang). Bahan-bahan tersebut adalah Pipe Swing R/L, Pipe Cross, Stay a chain Silinder, dan Gusset. Kelima bahan itu mengalami proses pengelasan sehingga menghasilkan Swing Arm Component yang akan diteruskan ke bagian Painting Steel 2 untuk dilakukan pengecatan.
Untuk diagram prosesnya adalah:
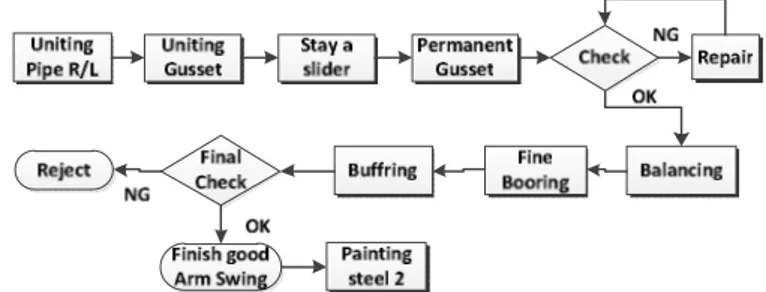
Gambar 4. Flowchart proses welding Swing Arm Penjelasan setiap prosesnya:
√ Uniting pipe R/L, adalah proses pengelasan manual oleh manusia antara pipe R/L swing arm dengan pipe cross comp.
√ Uniting gusset, adalah proses pengelasan manual oleh manusia antara swing arm comp dengan patch swing arm cross.
√ Stay a chain silider, adalah proses pengelasan manual oleh manusia antara swing arm comp dengan stay a chain slider dan proses pengelasan akhir pada uniting pipe cross comp dan patch swing arm cross. √ Permanen gusset, adalah proses pengelasan
oleh robot antara swing arm comp dan patch swing arm. Operator bertugas meletakkan komponennya dan menjalankan robotnya. √ Check, adalah proses pemeriksaan hasil
welding secara keseluruhan oleh manusia. √ Repair, adalah proses perbaikan oleh
manusia bila terdapat hasil welding bolong, putus, lalu dilakukan welding ulang pada bagian tersebut.
√ Balancing, adalah proses pemeriksaan dan perbaikan oleh manusia pada coolar dan end piece pada bagian Swing Arm.
√ Fine boring, adalah proses boring atau penyempurnaan lubang oleh mesin fine bore, dimana operator meletakkan Swing Arm pada mesin dan mulai menjalankan mesinnya. √ Buffing, adalah proses penghalusan oleh
manusia pada sisi kanan dan kiri Swing Arm comp.
√ Final check, adalah proses pengecekan oleh manusia swing arm comp, baik dari proses welding, boring, maupun buffing.
√ Reject, adalah adalah penempatan dari Swing Arm yang tidak sesuai dengan standar produksi.
√ Finish good F/T Comp, adalah kondisi dari Swing Arm yang sudah sesuai dengan standard dan dapat diteruskan untuk proses painting.
√ Painting steel 2, adalah proses pengecatan untuk Swing Arm.
III. MESIN CORRECTING JIG
3.1 Gambaran Umum Mesin Correcting Jig Mesin Correcting Jig digunakan pada bagian Welding 1A Divisi Engineering di PT. AHM. Mesin ini berfungsi untuk mengecek posisi dari tempat-tempat baut dan mengecek kelurusan dari frame body motor yang dilas pada proses sebelumnya. Proses ini adalah proses terakhir pengecekan untuk melihat hasil dari frame body yang sudah bagus, lalu frame body siap untuk dikirim ke bagian pengecatan.
Gambar 5. Mesin Correcting Jig
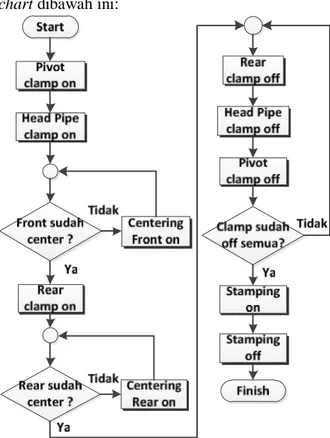
Secara umum runtutan proses kerja Mesin Correcting Jig dapat dilihat dari gambar flow chart dibawah ini:
Gambar 6. Flow chart mesin Correcting Jig Untuk menggunakan mesin ini dibutuhkan sedikitnya 1 operator, tetapi karena cycle time
produksi yang dibutuhkan 38 detik maka dibutuhkan 2 operator yang berada di samping kanan dan kiri mesin.
3.2 Komponen Kontrol pada Mesin Correcting Jig
Seperti dijelaskan sebelumnya bahwa komponen kontrol dapat dibagi menjadi tiga, yaitu sensor, kontroler dan aktuator. Pada Mesin Correcting Jig ini juga terdapat bagian sensor, kontroler dan aktuatornya.
3.2.1 Sensor pada Mesin Correcting Jig a) Sensor Limit Switch
Terdapat 4 buah sensor limit switch yang digunakan pada mesin ini. Sensor ini digunakan pada bagian centering front 2 buah dan centering rear juga 2 buah. Sensor limit switch ini digunakan untuk membatasi gerak silinder hidrolik ke kanan atau ke kiri. Ketika roller lever dari limit switch terkena besi yang digunakan untuk centering yang digerakkan oleh silinder hidrolik, maka limit switch akan memberikan sinyal kepada PLC. Dalam hal ini, PLC akan memerintahkan valve hidrolik menghentikan aliran hidrolik kepada silinder hidrolik, sehingga silinder hidrolik akan berhenti bergerak.
Gambar 7. Sensor Limit switch pada mesin Correcting Jig
b) Sensor Proximity
Terdapat 2 buah sensor proximity yang digunakan pada mesin ini. Sensor ini adalah sensor proximity tipe induktif, dimana dapat mendeteksi sebuah objek metal pada jarak yang dekat, umumnya dalam orde milimeter. Sensor ini digunakan pada bagian centering front dan centering rear. Sensor ini digunakan untuk mendeteksi bahwa besi yang digunakan pada bagian centering sudah benar berada di tengah, sehingga dapat memastikan bahwa bagian head pipe dan rear body motor sudah centering. Untuk mendeteksi bahwa bagian centering sudah berada di tengah, maka di bagian tengah centering diberikan sebuah besi agar dapat dideteksi oleh sensor.
Gambar 8. Sensor Proximity pada mesin Correcting Jig
c) Sensor Reed Switch
Sensor Reed Switch adalah sensor proximity tipe induktif juga, yang menggunakan aplikasi medan magnet. Sensor ini terdiri dari sepasang kontak yang terbuat dari besi dalam sebuah kaca kedap udara. Jika sensor yang digunakan adalah normally open, maka sensor akan menutup jika ada medan magnet. Tetapi bila sensornya adalah normally closed, maka sensor akan membuka jika ada medan magnet.
Gambar 9. Sensor Reed Switch
Terdapat 5 buah sensor Reed Switch yang digunakan pada mesin ini. 3 buah digunakan masing-masing pada ketiga silinder pneumatik clamp bagian pivot, head pipe, dan rear. Sensor bagian ini digunakan untuk mendeteksi bagian pivot, head pipe, dan rear pada saat posisi unclamp (tidak mengunci). Sedangkan 2 buah sensor lainnya digunakan pada silinder hidrolik bagian stamping. Sensor ini digunakan untuk mendeteksi silinder pada saat stamping on dan pada saat stamping off.
Gambar 10. Sensor reed switch pada silinder pneumatik
Gambar 11. Sensor reed switch pada silinder hidrolik 3.2.2 Aktuator pada Mesin Correcting Jig a) Katup Solenoid Pneumatik
Terdapat 3 buah katup solenoid pneumatik yang digunakan pada mesin ini. Katup solenoid ini digunakan untuk mengatur arah aliran udara kepada silinder rear clamp, head pipe clamp, dan pivot clamp. Katup Solenoid yang digunakan adalah katup jenis 5/2-way valves, double solenoid.
(a) (b)
Gambar 12. (a) Double solenoid valve, 5/2-way valves, dan (b) simbolnya
Gambar 13. Katup solenoid pada mesin Correcting Jig
Katup solenoid ini mendapat masukan dari PLC untuk mengaktifkan solenoid agar dapat menggerakkan katupnya. Sehingga arah aliran udara dapat berubah.
b) Silinder Pneumatik Kerja Ganda
Terdapat 4 buah silinder pneumatik yang digunakan pada mesin ini. Masing-masing digunakan untuk menggerakan bagian rear clamp, head pipe clamp dan 2 buah silinder digunakan untuk menggerakkan bagian pivot clamp. Silinder yang digunakan menggunakan sensor posisi, yaitu sensor reed switch.
(a) (b)
Gambar 14. (a) Silinder pneumatik kerja ganda dengan sensor posisi, dan (b) simbolnya
Gambar 15. Silinder pneumatik pada mesin Correcting Jig
Gaya gerak dari silinder ini dihasilkan dari udara yang dimampatkan, dan arah gerakan dari silinder ini tergantung dari arah aliran udara yang masuk dan keluar dari tabung silinder. c) Relay 220 VAC
Terdapat 8 relay yang digunakan pada mesin ini. Relay ini digunakan untuk menghubungkan antara sinyal kontrol PLC yang menggunakan tegangan dan arus DC yang rendah dengan beberapa alat pada mesin yang menggunakan tegangan dan arus AC yang tinggi. Beberapa alat yang menggunakan relay sebagai penghubung adalah solenoid valve hidrolik dan juga motor hidrolik.
Gambar 16. Relay pada mesin Correcting Jig
d) Katup Solenoid Hidrolik
Terdapat 3 buah katup solenoid hidrolik yang digunakan pada mesin ini. Katup solenoid ini digunakan untuk mengatur arah aliran oli yang masuk ke tabung silinder bagian centering front, centering rear dan juga stamping. Katup solenoid yang digunakan adalah katup jenis 4/3 valve, dengan double solenoid dan menggunakan double pegas. Pada tipe ini terdapat posisi netral, dimana tidak ada aliran oli yang masuk atau keluar. Sedangkan penggerak untuk solenoidnya adalah menggunakan arus AC.
Gambar 17. Simbol double solenoid valve, 5/2-way valves, dengan double pegas
Gambar 18.Katup Solenoid hidrolik pada mesin Correcting Jig
Solenoid pada katup solenoid ini dikontrol dengan menggunakan PLC melalui sebuah relay, karena solenoid yang digunakan menggunakan
sumber tegangan AC. Katup akan bergerak akibat dari gerakan solenoid, katup ini berfungsi untuk mengatur aliran oli yang masuk ke tabung silinder.
e) Silinder Hidrolik
Terdapat 3 buah silinder yang hidrolik yang digunakan pada mesin ini. Silinder ini digunakan untuk menggerakkan bagian centering front, centering rear dan juga bagian stamping.
Gambar 19. Simbol silinder hidrolik kerja ganda
Gambar 20. Silinder hidrolik pada mesin Correcting Jig
Gaya gerak dari silinder ini dihasilkan dari oli yang dipompa, dan arah gerakan dari silinder ini tergantung dari arah aliran oli yang masuk dan keluar dari tabung silinder.
3.2.3 Kontroler pada Mesin Correcting Jig Kontroler yang digunakan pada mesin Correcting Jig ini adalah sebuah PLC Omron tipe CPM1A-40CDR-D-V1 dan sebuah expansion unit tipe CPM1A-20EDR. Terdapat 40 terminal I/O (24 untuk input DC dan 16 untuk output) pada bagian CPU unit dan 20 terminal I/O (12 untuk input dan 8 untuk output) pada bagian expansion. PLC ini merupakan tipe relay output, dimana output dapat dihubungkan dengan sumber tegangan 250 VAC atau sumber tegangan 24 VDC.
Alokasi untuk input dan output PLC Omron dapat dilihat pada tabel di bawah ini.
Gambar 21. PLC Omron tipe CPM1A-40CDR-D-V1 dan eXpansion unit tipe CPM1A-20EDR
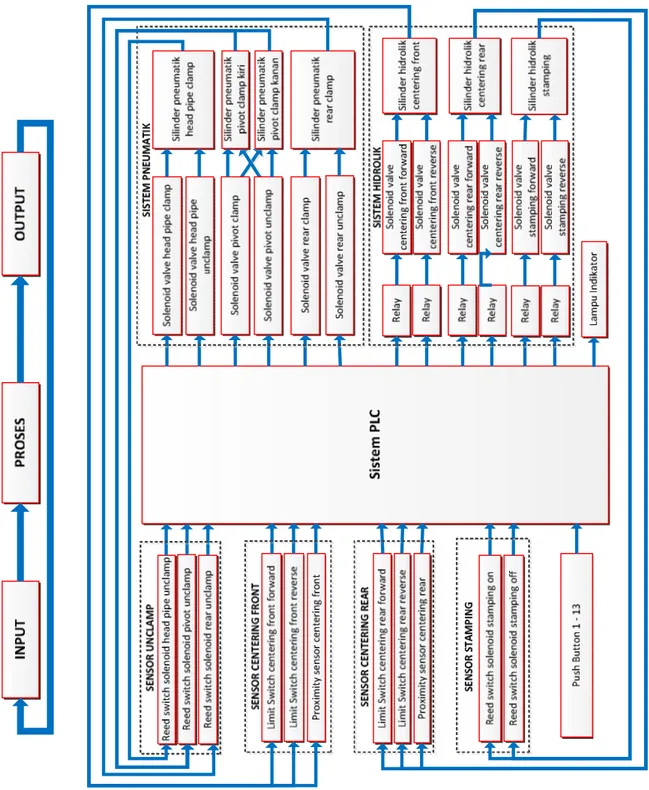
Pada sistem kontrol terdapat aliran data dari inputan sistem, masuk ke dalam proses sistem lalu menghasilkan keluaran atau output
yang diinginkan. Gambar diagram aliran data dari mesin Correcting Jig bisa dilihat pada lampiran.
3.3 Sistem Penggerak Utama pada Mesin Correcting Jig
Sistem penggerak utama pada mesin ini menggunakan sistem pneumatik dan juga sistem hidrolik.
3.3.1 Sistem Pneumatik
Semua sistem yang menggunakan tenaga yang disimpan dalam bentuk udara yang dimampatkan untuk menghasilkan suatu kerja disebut dengan sistem Pneumatik.
Sumber udara didapatkan dari kompresor yang telah didistribusikan melalui pipa/selang ke dalam pabrik. Berikut ini adalah beberapa bagian penting dari sistem pneumatik.
√ Service unit (unit regulator), yang digunakan untuk mengatur tekanan angin.
√ flow control, yang digunakan untuk mengatur besarnya aliran udara.
√ Solenoid valve pneumatik, yang digunakan untuk mengatur arah aliran dari udara yang bertekanan dengan menggunakan solenoid. √ Silinder pneumatik, yang memberikan gaya
gerak akibat adanya perbedaan tekanan udara.
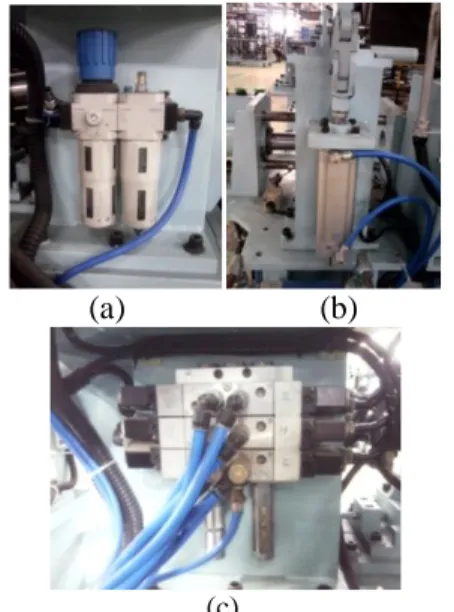
(a) (b)
(c)
Gambar 22. (a) unit regulator, (b) silinder pneumatik untuk bagian rear, pada mesin
Correcting Jig (c) solenoid valve
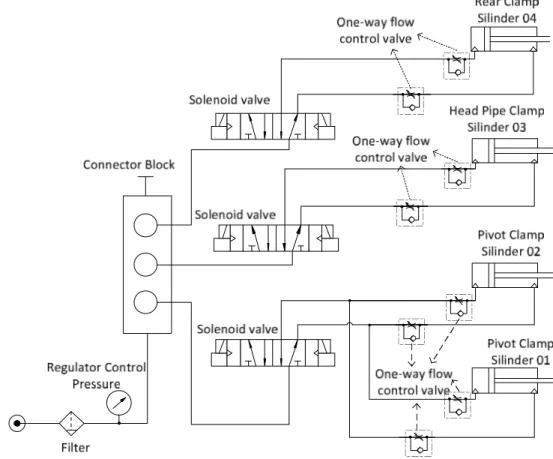
Pada mesin ini, sistem pneumatik digunakan untuk menggerakkan silinder bagian rear clamp, pivot clamp dan head pipe clamp. Beberapa elemen yang digunakan pada sistem pneumatik oleh mesin ini adalah 4 buah silinder double acting dan 3 buah solenoid valve. Diagram sistem pneumatiknya dapat dilihat dari gambar pada lampiran.
3.3.2 Sistem Hidrolik
Sistem Hidrolik adalah teknologi yang memanfaatkan zat cair, biasanya oli, untuk melakukan suatu gerakan segaris atau putaran. Berikut ini adalah beberapa bagian penting dari sistem hidrolik.
√ Power unit hidrolik, merupakan bagian penting dari sistem hidrolik yang terdiri dari motor 3 fasa untuk menggerakkan pompa. √ Pompa hidrolik, yang digunakan untuk
memompa oli ke sistem hidrolik.
√ Tanki oli, sebagai tempat penyimpanan oli. √ Valve hidrolik, yang digunakan untuk
mengatur arah aliran oli dengan menggunakan solenoid.
√ Silinder hidrolik, yang memberikan gaya gerak akibat adanya perbedaan tekanan cairan.
√ Pressure gauge, yang digunakan untuk mengukur tekanan hidrolik.
√ Reliev valve, yang digunakan untuk mengatur tekanan hidrolik sehingga dapat mengatur kekuatan gaya yang dibutuhkan. √ Flow control valve, yang digunakan untuk
mengatur aliran hidrolik sehingga dapat mengatur kecepatan dari gerakan silinder yang dibutuhkan.
Gambar 23. Unit hidrolik pada mesin Correcting Jig Pada mesin ini sistem hidrolik digunakan untuk menggerakkan silinder bagian centering front, silinder bagian centering rear dan silinder bagian stamping. Beberapa elemen yang digunakan pada sistem hidrolik oleh mesin ini adalah 3 buah solenoid valve hidrolik dan 3 buah silinder hidrolik double acting. Diagram sistem hidroliknya dapat dilihat pada gambar pada bagian lampiran.
IV. PENUTUP 4.1 Kesimpulan
1. Produk komponen otomotif yang diproduksi oleh plant welding adalah frame body, fuel tank dan arm swing.
2. Mesin Correcting Jig berfungsi untuk melakukan pengecekan akhir dan pelurusan frame body motor sebelum diteruskan ke bagian painting.
3. Sensor-sensor yang digunakan pada mesin ini adalah sensor limit switch, sensor proximity, dan sensor reed switch.
4. Aktuator yang digunakan pada mesin ini adalah katup solenoid pneumatik, silinder pneumatik kerja ganda, relay, katup solenoid hidrolik, dan silinder hidrolik kerja ganda. 5. Kontroler yang digunakan adalah PLC
Omron tipe CPM1A-40CDR-D-V1 dan sebuah expansion unit tipe CPM1A-20EDR, yang merupakan tipe relay output.
6. Sistem penggerak yang dipake pada mesin ini adalah sistem pneumatik dan sistem hidrolik. 4.2 Saran
1. Ada baiknya dilakukan pemeriksaan khusus oleh kepala operator yang ada baik di tiap line maupun station untuk dapat melakukan pengecekan terhadap settingan program yang ada pada setiap mesin baik sebelum dan sesudah proses produksi berjalan. Hal ini dimaksudkan untuk menghindari adanya ulah oknum yang sengaja merubah settingan program untuk mempercepat hasil produksi namun mengurangi kualitas produksi.
2. Sebaiknya data-data dari mesin-mesin atau alat-alat yang ada disusun secara rapi dan jelas, agar ketika ada kerusakan dapat langsung diatasi sendiri. Termasuk pemrograman ladder pada PLC yang digunakan dan juga data-data input dan output pada mesin atau alatnya.
3. Operasi yang dilakukan oleh mesin ini masih semi manual, karena pemeriksaan frame body yang dilakukan oleh mesin Jig Correcting masih menggunakan penglihatan manusia sebagai sumbernya. Akan lebih baik jika mesin ini bisa dijalankan dengan full otomatis. Pemeriksaan bisa dilakukan dengan menggunakan sensor.
DAFTAR PUSTAKA
[1] Data sheet limit switch Omron [2] Data sheet Proximitu sensor Omron [3] Data sheet PLC Omron[4] Data sheet Silinder pneumatik Festo [5] Data sheet Katup pneumatik Festo
[6] Kurniawan, M S. Proses Pembuatan Komponen Otomotif Menggunakan Mesin Die Casting. Semarang: Undip [7] Setiawan, Iwan. 2005. Programmable
Logic Controller (PLC) dan Teknik Perancangan Sistem Kontrol. Andi: Yogyakarta
[8] Sutimbul, C. Analisis Kerja Mesin Hidrolik Pencetak Paving Dengan Sistem Hand Control Hidrolik Pada Waktu Yang Dibutuhkan Langkah Naik dan Turun Silinder Hidrolik. Semarang: Unnes [9] www.festo.com
BIOGRAFI
Sudirman Hamonangan Sihombing (L2F007075). Penulis lahir di Kota Tangerang, 28 Mei 1989. Penulis telah menempuh pendidikan di SDN 3 Sudirmara Timur, SMPN 3
Tangerang, SMAN3
Tangerang, dan sekarang sedang menjalankan studi Strata Satu di Jurusan Teknik Elektro konsentrasi Kontrol Universitas Diponegoro, Semarang. Semarang, April 2011 Mengetahui, Dosen Pembimbing Kerja Praktek Sumardi, S.T. M.T. NIP. 196811111994121001
LAMPIRAN
Gambar 5.25 Diagram Sistem Pneumatik Mesin Correcting Jig Unit Hidrolik Pressure gauge Solenoid valve Solenoid valve Solenoid valve One-way flow control valve One-way flow control valve One-way flow control valve Silinder Stamping Silinder Centering Front Silinder Centering Rear Reliev Valve