MAKALAH SEMINAR KERJA PRAKTEK
PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L PADA SISTEM OTOMATISASI HITCUT MACHINE
Muarif Fandhi Akhmad (L2F009054)i, Budi Setiyono S.T, M.T (19590619198511101)ii Teknik Elektro, Universitas Diponegoro
Jalan Prof. H. Soedarto, S.H., Tembalang, Semarang Kode Pos 50275 Telp. (024) 7460053, 7460055 Fax. (024) 746055
[email protected] #2[email protected]
#3[email protected] Abstrak— Pada era globalisasi industri terutama
di Indonesia saat ini telah banyak bermunculan perusahaan – perusahaan yang bergerak di berbagai bidang. Baik perusahaan asing atau pun local. Oleh karena itu, dibutuhkan sumber daya manusia yang mempunyai kualitas yang baik sehingga dapat menjadi tenaga intelektual yang professional. Tenaga intelektual ini menjadikan automatisasi sebagai pengendali di dalam banyak perusahaan.
PT Hartono Istana Teknologi merupakan salah satu perusahaan yang bergerak dibidang produksi audio, video, home appliances dan mobile phone dengan merek dagang POLYTRON. Poytron merupakan perusahaan terkemuka dibidang elektronik di Indonesia. PT Hartono Istana Teknologi menggunakan teknologi skala besar berupa PLC sebagai pemroses utamanya.
Salah satu pengontrolan yang ada pada sistem PLC di PT HIT adalah Hitcut Machine. Hitcut Machine digunakan untuk memotong pipa tembaga sesuai dengan ukuran tergantung pada fungsi pipa .
Kata kunci : PT Hartono Istana Teknologi ,POLYTRON, PLC,Hictut Machine
I.
PENDAHULUANKemajuan teknologi yang ada sekarang ini membuat segala bidang mulai terbantu karena dapat meminimalisir kerja dan menggantinya dengan sistem yang bekerja secara otomatis. Salah satunya di bidang industri, pekerjaan dapat dilakukan oleh mesin secara otomatis sehingga dapat membantu dan mempercepat pekerjaan manusia.
Otomatisasi pada industri sudah banyak sekali dilakukan salah satunya di PT HARTONO ISTANA TEKNOLOGI. PT HARTONO ISTANA TEKNOLOGI merupakan salah satu perusahaan elektronik terbesar di Indonesia yang menghasilkan produk elektronik dengan kualitas internasional. PT HIT Sayung memproduksi Home Appliances ( AC, Refrigerator ), Audio.
Penulis melakukan kerja praktek di PT HIT dan tertarik dengan penggunaan PLC pada industri,
khusunya penggunaan PLC pada sistem otomatisasi Hitcut Machine. Namun, karena besar cakupan masalah yang ada pada PLC, penulis membatasi masalah pada sistem otomatisasi Hitcut Machine menggunakan PLC CP1L, serta tidak membahas mekanik mesin secara khusus.
II.
Programmable Logic Controller (PLC) A. Pengertian PLCProgrammable Logic Controller (PLC) adalah sebuah komputer khusus yang dirancang untuk mengontrol suatu proses atau mesin. Proses yang dikontrol dapat berupa regulasi variabel secara kontinyu seperti pada sistem-sistem servo atau hanya melibatkan kontrol dua keadaan (ON/OFF) tapi dilakuan secara berulang-ulang seperti pada mesin pengeboran, sistem konveyor, dan lain sebagainya.
PLC umumnya diproduksi dalam berbagai ukuran, jumlah input/output, instruksi dan kemampuan lainnya yang beragam. Hal ini didasarkan untuk memenuhi kebutuhan pasar yang sangat luas, yaitu untuk tujuan kontrol yang relatif sederhana.
B. Sejarah PLC
PLC pertama kali dirancang oleh perusahaan General Motor ( GM ) sekitar tahun 1968 untuk menggantikan control relay pada proses sekuensial yang dirasakan tidak fleksibel dan berbiaya tinggi. Pada saat itu hasil rancangan telah benar-benar berbasis komponen solid state dan memiliki fleksibilitas tinggi, hanya secara fungsional masih terbatas pada fungsi-fungsi kontrol relai saja.
Seiring dengan perkembangan teknologi solid state, saat ini PLC telah mengalami perkembangan baik dari segi ukuran, kepadatan komponen serta dari segi fungsionalnya. Berdasarkan jumlah input/output yang dimiliki, secara umum PLC dapat dibagi menjadi tiga kelompok besar, yaitu :
1. PLC mikro. PLC dapat dikategroikan mikro jika jumlah input / outputnya kurang dari 32 terminal. 2. PLC mini. Kategori ukuran mini jika PLC tersebut
memiliki jumlah input/output antara 32 sampai 128 terminal.
3. PLC large. Dikenal juga sebagai PLC tipe rack. PLC dapat dikategorikan large jika memiliki input/output lebih dari 128 terminal.
Fasilitas, kemampuan, fungsi yang tersedia pada setiap kategori tersebut pada umumnya berbeda satu dengan lainnya. Semakin sedikit jumlah input/output pada PLC maka jenis instruksi yang tersedia juga semakin terbatas
C. Prinsip Kerja PLC
Secara umum, PLC terdiri dari dua komponen penyusun utama, yaitu Central Processing Unit (CPU) dan Sistem antarmuka input/output.
Gambar 1 Diagram Blok PLC
Bagian Bagian PLC terdiri dari :
1. Central Pprocessing Unit (CPU)
CPU merupakan otak dari PLC yang memiliki fungsi untuk mengatur semua proses yang terjadi di dalam PLC. Ada tiga komponen utama dalam CPU, yaitu prosesor, memori dan power supply.
2. Input / Output
Input merupakan bagian yang menerima sinyal elektrik dari sensor atau komponen lain dan sinyal itu dialirkan ke PLC untuk diproses. Ada banyak jenis input antara lain : sensor, keyboard, pushbutton, dan berbagai switches. Output adalah bagian PLC yang menyalurkan sinyal elektrik hasil dari pemrosesan PLC ke peralatan output. Output pada PLC dapat berupa motor, solenoida, relay, dll.
D. Dasar Pemrograman
Bahasa program yang digunakan sudah dikonversi menjadi bahasa yang dimengerti manusia. Khususnya memakai istilah, simbol dan gambar teknik standar yang sudah dikenal. Bahasa program disajikan
dalam dua bentuk yaitu diagram tangga ( Ladder Diagram ).
1) Ladder Diagram / Diagram Tangga
Diagram Tangga merupakan bahasa teknik yang menggunakan simbol-simbol dan keterangan-keterangan mengenai input dan output dalam bentuk gambar diagram untuk mewakili fungsi kerja suatu proses dari sistem yang dikontrol. Simbol-simbol yang digunakan dalam pemrograman PLC, yaitu :
a. Load dan Load Not
Gambar 2 Simbol Load dan Load Not
Kondisi pertama untuk mengawali setiap pemrograman dari pergantian garis anak tangga menggunakan instruksi load atau load not.
b. And dan And Not
Gambar 3 Simbol And dan And Not
Bila terdapat dua atau lebih kondisi terhubung serial dalam satu garis anak tangga, maka kondisi yang pertama harus menggunakan instruksi load atau load not, dan kondisi yang lainnya dengan instruksi and atau and not.
c. Or dan Or Not
Gambar 4 Simbol Or dan Or not
Bila terdapat dua atau lebih kondisi terhubung paralel dalam satu garis anak tangga, maka kondisi yang pertama harus menggunakan instruksi load atau load not, dan kondisi yang lainnya dengan instruksi or atau or not.
d. Normally Open dan Normally Close
Gambar 5 Simbol NO dan NC
Setiap instruksi harus didahului oleh bit operand kondisi normal terbuka atau terhubung. Suatu kondisi disebut normal terbuka bilamana output bekerja atau aktif ketika bit operand di depannya ON,
dan disebut normal terhubung bilamana output bekerja atau aktif ketika bit operand di depannya OFF.
e. Output dan Output Not
Gambar 6 Simbol Output dan Output Not
Instruksi output dapat digunakan untuk rancangan dimana output harus aktif jika kondisi-kondisi normal di depannya terhubung. Instruksi output not digunakan untuk rancangan dimana output harus tidak aktif jika kondisi-kondisi normal di depannya terhubung. Beberapa output atau output not yang terhubung parallel pada satu garis anak tangga dapat diperlakukan dengan instruksi output atau output not yang berurutan.
f. DIFU ( 13 ) dan DIFD ( 14 )
Gambar 7 Simbol DIFU dan DIFD
DIFU adalah instruksi untuk memberi trigger sesaat pada saat awal masukan ON. Perintah DIFU mempunyai sebuah masukan dimana DIFU akan ON hanya sesaat pada awal masukan ON kemudian OFF tanpa menghiraukan lamanya masukan ON. Saat masukan OFF DIFU tidak bereaksi apapun. DIFU akan ON lagi setelah masukan OFF dan kemudian ON.
DIFD adalah instruksi untuk memberi trigger sesaat pada saat awal masukan OFF. Perintah DIFD mempunyai sebuah masukan dimana DIFD akan ON hanya sesaat pada awal masukan ON kemudian OFF tanpa menghiraukan lamanya masukan OFF. DIFD akan ON lagi setelah masukan ON dan kemudian OFF.
III.
Hitcut MachineHitcut Machine adalah alat yang digunakan untuk memotong pipa berbahan tembaga. Bagian – bagian pada Hitcut Machine antara lain :
Gambar 8 Hitcut Machine 1. Sensor Posisi
Sensor posisi berfungsi sebagai masukan kedalam proses PLC sesuai dengan keadaan sensor saat itu sehingga akan menjalankan output sesuai dengan sensor yang ter-energize.
Gambar 9 Sensor Posisi
2. Pneumatic
Dalam mesin ini pneumatic digunakan untuk melakukan proses penjepitan pipa, maju dan mundurnya penjepit pipa yang sudah dipotong dan membantu dalam pemotongan pipa. Pneumatic yang digunakan pada mesin ini adalah pneumatic silinder ganda dengan udara sebagai penggeraknya.
Gambar 10 Pneumatic Silinder Ganda
3. Motor AC 3 Fasa
Motor digunakan untuk melakukan membantu pemotongan pipa. Motor yang dikopel dengan poros pemotong akan mengitari pipa sehingga peotong dapat memotong pipa.
4. PLC OMRON SYSMAC CP1L
PLC Omron sysmac CP1L adalah PLC kelas rendah dalam sysmac CP series programmable controller. PLC CP1L memiliki kapasitas program dan input/output terkecil. PLC CP1L memiliki ukuran yang sama denga CPM1A dan CPM2A, tetapi menawarkan lebih banyak fitur dan performa yang lebih baik. PLC CP1L sendiri memiliki berbagai macam jenis tergantung jumlah I/O dan input tegangan. Jenis PLC yang digunakan adalah CP1L-L20DR-A. PLC ini memiliki 20 points input/output dengan sumber tegangan menggunakan tegangan AC.
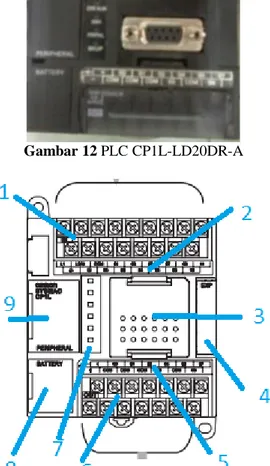
Gambar 12 PLC CP1L-LD20DR-A
Gambar 13 Bagian bagian Omron Sysmac CP1L
Keterangan:
1. Blok power suplai, ground, dan input terminal 2. Input indicator, menyala jika kontak terminal
input kondisi menyala
3. Option board slot, digunakan untuk menginstal RS-232C
4. Expansion I/O unti connector, digunakan untuk menambah input/output PLC
5. Output Indicator, menyala jika kontak terminal output kondisi menyala
6. Blok eksternal power suplai dan output terminal
7. Operation Indicator, mengindikasikan status operasi dari CP1L termasuk power status, mode operasi, errors, dan komunikasi USB. 8. Baterai untuk mempertahankan internal clock
dan isi RAM ketika supply OFF
9. Peripheral USB port untuk menghubungkan dengan komputer dan komputer dapat digunakan untuk memprogram dan memonitoring
IV.
Sistem Otomatisasi pada Hitcut Machine A. Mekanisme proses Hitcut MachineGambar 14 Mekanisme Hitcut Machine Keterangan gambar:
1. Poros Pemotong 6. Penjepit
2. Bantalan pipa 7. Pneumatic penarik dan pendorong
3. Penggerak Pisau 8. Pipa
4. Dudukan Pisau 9. Bantalan Pemotong 5. Pisau 10. Motor
Pada proses pemotongan, diawali dengan motor memutar poros pemotong (1) yang dikopel menggunakan belt. Sementara itu penggerak pisau (3) akan bergerak mendekati pipa dimana penggerak digerakkan oleh pneumatic yang mendapatkan sinyal kontrol dari PLC. Proses pemotongan dilakukan dengan cara pisau yang telah menempel pada pipa digerakkan memutari pipa oleh poros pemotong. Proses ini akan membuat pipa terpotong. Setelah itu penggerak pisau akan kembali ke keadaan semula dan motor mati.
Pipa yang sudah terpotong akan ditarik ( pull ) oleh pneumatik penarik (7) sehingga pipa yang sudah dijepit dan terpotong akan terlepas dari sambungan utama pipa. Selanjutnya penjepit akan terbuka dan
pipa yang telah terpotong sudah siap untuk digunakan sebagai salah satu bahan dalam pembuatan refrigerator.
B. Diagram Ladder
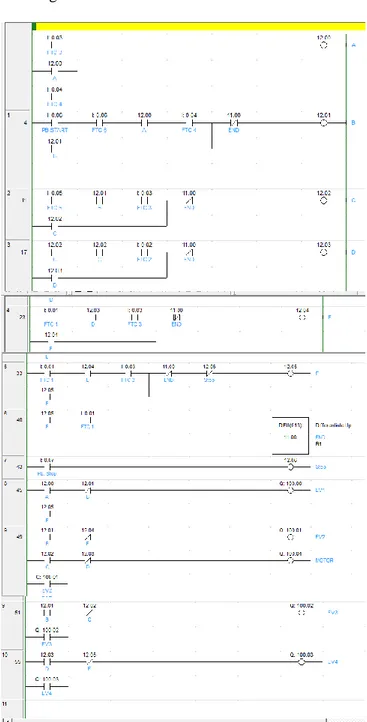
Gambar 15 Diagram ladder aplikasi Hitcut Machine
Sistem Hitcut Machine dimulai dalam keadaan standby artinya penjepit dalam keadaan terbuka. Pemotong dalam keadaan mundur dan penarik dalam keadaan maju. Langkah ini dinamakan langkah standby ( A ) dengan pipa siap untuk masuk kedalam mesin.
Jika langkah A telah aktif maka output yang akan aktif adalah EV1. Dengan aktifnya EV1 maka penjepit / holder akan berada dalam posisi terbuka. Jika sensor prox posisi 4 aktif maka PLC akan memproses agar EV1 menyala dan penjepit terbuka. Jika sensor prox posisi 3 yang aktif maka penjepit sudah berada dalam posisi standby yaitu terbuka. Setelah sistem dalam keadaan standby dan pipa telah masuk maka sistem akan berjalan ke proses selanjutnya jika ditekan Pb. Start. Fungsi dari Pb. Start ini untuk memberikan masukan kepada PLC agar menutup / menjepit pipa. Langkah B aktif saat sensor posisi 6, sensor posisi 4, langkah A dan Pb. Start aktif. Jika langkah B aktif maka output yang akan aktif adalah EV2 dan motor yang akan berputar. Selain mengaktifkan EV2 dan motor dengan aktifnya B maka akan mengaktifkan pula EV3. EV3 berfungsi untuk memajukan pemotong sehingga dapat memotong pipa.
Setelah pipa selesai dipotong maka secara otomatis sensor posisi 5 dan sensor posisi 3 akan aktif dan menghidupkan langkah C ( backward cutting ) serta sensor posisi 2 yang aktif akan menghidupkan langkah D ( finish cutting and pull holder ) akan aktif. Setelah pipa terpotong maka EV3 yang tadinya aktif maka akan mati dan kembali ke posisi semula karena sensor posisi 5 memberikan masukan kepada PLC untuk mematikan EV3 yang telah aktif dan mengembalikan pemotong ke posisi awal. Disamping itu dengan aktifkan langkah D maka PLC akan memproses dan menghidupkan output EV4 untuk melakukan penarikan penjepit.
Pipa yang telah terpotong dan penarik yang telah aktif akan mengaktifkan sensor posisi 1 yang akan memberikan sinyal masukan kepada PLC untuk memproses dan mengaktifkan langkah E. Langkah E yang telah aktif secara langsung akan mengaktifkan langkah F Dengan mengaktifkan langkah E dan F selain melakukan pull holder juga melakukan release holder. Langkah F yang aktif akan menghidupkan EV1 yang akan melakukan release holder.
Selain mengaktifkan EV1, aktifnya langkah F juga akan mengaktifkan DIFU. Dengan aktifnya DIFU maka sistem akan kembali dalam keadaan standby. DIFU adalah suatu keadaan dimana DIFU akan ON sesaat untuk mematikan semua sistem sehingga sistem akan kembali ke mode standby lalu DIFU akan OFF.
Jika saat sistem berjalan terdapat sebuah keadaan emergency maka user dapat melakukan tindakan pencegahan dengan menekan tombol Pb. Stop. Dengan menekan Pb. Stop maka sistem akan berhenti dan kembali dalam mode standby.
V.PENUTUP A. Kesimpulan
1. Hitcut Machine berfungsi untuk melakukan proses pemotongan pipa sesuai dengan ukuran yang diinginkan.
2. Hitcut Machine memanfaatkan sensor posisi sebagai input dan pneumatic sebagai output. 3. Programmable Logic Controller adalah suatu
komputer khusus yang dirancang untuk mengontrol suatu proses atau mesin.
4. PLC yang digunakan dalam Hitcut Machine adalah PLC OMRON SYSMAC CP1L – L20DR - A
5. Pneumatik digunakan dalam proses pemotongan pipa tembaga.
6. Agar Sistem kontrol otomatis berjalan dengan baik maka diperlukan pemahaman akan proses yang terjadi di dalam sistem yang akan dikendalikan dan variabel variabel yang terlibat di dalamnya.
B. Saran
1. Setiap peserta kerja praktek sebaiknya diberi pembekalan pengetahuan yang cukup terhadap situasi di dalam pabrik, sehingga peserta dapat mempersiapkan ketika sudah berada di pabrik.
2. Sebaiknya peralatan dasar safety seperti helm, masker dan earplug disediakan oleh PT. Hartono Istana Teknologi untuk peserta kerja praktek agar peserta dapat menghindari resiko kecelakaan kerja
DAFTAR PUSTAKA CX-Programmer User Manual Version 9.0 CX-Programmer Introduction Guide
http://sh4ir46.blogspot.com/2011/05/pengetahuan-umum-tentang-plc_19.html ( diakses pada tanggal 26 Maret 2013 )
OMRON. 2009. SYSMAC CP1L Introduction Manual OMRON. 2009. SYSMAC CP1L Programming Manual
Setiawan, Iwan. Progammable Logic Controller ( PLC ) dan Teknik Perancangan Sistem Kontrol. 2006. Deli Publishing dan Andi : Yogyakarta
Arif Budiman, Rezon, Laporan Kerja Praktek
“PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L PADA SISTEM OTOMASI OVERHEAD CRANE UNTUK PROSES PERENDAMAN LOGAM DI PT PURA BARUTAMA DIVISI ENGINEERING TERBAN KUDUS”. Jurusan Teknik Elektro Universitas Diponegoro: Semarang, 2011.
BIODATA MAHASISWA
Muarif Fandhi Akhmad
Dilahirkan di Semarang, 2 Agsutus 1991 dengan nama Muarif Fandhi Akhmad. Memulai pendidikan di Tk. Khodijah semarang, melanjutkan SD Negeri Pedurungan Tengah 02-03 selama 6 tahun, lalu melanjutkan SMP Negeri 9 selama 3 tahun, melanjutkan ke SMA Negeri 2 Semarang selama 3 tahun. Dan sampai saat ini sedang menempuh pendidikan S1 Teknik Elektro di Universitas Diponegoro.
Menyetujui, Dosen Pembimbing
Budi Setiyono S.T, M.T