TUGAS AKHIR
PENERAPAN MRP PADA PERENCANAAN KEBUTUHAN
BAHAN BAKU YANG OPTIMAL TERHADAP PRODUK
KURSI ARMANDO (CH-409)
(Studi Kasus Pada CV. Ambar Jati Furniture Klaten)
Diajukan untuk memenuhi persyaratan memperoleh gelar Sarjana Teknik Industri Fakultas Teknik
Universitas Muhammadiyah Surakarta
Disusun Oleh:
Nama : Tulus Indra Bhakti NIM : D 600 980 086
NIRM : 989.6.106.03064.50086
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
LEMBAR PERSETUJUAN
PENERAPAN MRP PADA PERENCANAAN KEBUTUHAN
BAHAN BAKU YANG OPTIMAL TERHADAP PRODUK
KURSI ARMANDO (CH-409)
(Studi Kasus Pada CV. Ambar Jati Furniture Klaten)
Hari/Tanggal: Jam :
Oleh:
Nama : Tulus Indra Bhakti NIM : D600980086
NIRM : 98.6.106.03064.5.0086
(Ir. Munifah, MSIE) (Siti Nandiroh, ST)
LEMBAR PENGESAHAN
PENERAPAN MRP PADA PERENCANAAN KEBUTUHAN
BAHAN BAKU YANG OPTIMAL TERHADAP PRODUK
KURSI ARMANDO (CH-409)
(Studi Kasus Pada CV. Ambar Jati Furniture Klaten)
Pada
Hari / Tanggal:
Jam :
Penguji
Nama Tanda Tangan
1. Pembimbing I : Ir. Munifah, MSIE
2. Pembimbing II : Siti Nandiroh, ST
3. Penguji :
4. Penguji :
Mengetahui:
(DR. Waluyo Adi Siswanto, M.Eng) (M. Djunaidi, ST, MT)
ABSTRAKSI
Perusahaan Ambar Jati Furniture adalah suatu perusahaan perorangan, yang hasil produksinya adalah mebel. Pada awal berdirinya hasil produksinya hanya untuk memenuhi permintaan masyaraat sekitar, kemudian dari tahun ketahun pangsa pasarnya telah mampu menembus pangsa pasar luar negeri. Untuk memenuhi kebutuhan pesanan maka perlu melakukan perencanaan kebutuhan bahan yang tepat. Dalam hal ini perencanaan bahan baku diangkat sebagai tema masalah yang harus dipecahkan, mengingat bahwa pengelolaan perencanaan kebutuhan bahan baku di perusahaan ini belum terlaksana dengan maksimal. Hal ini terlihat dengan adanya kelebihan bahan baku kayu menjadi menumpuk dengan nilai investasi yang sangat besar dalam jangka waktu yang lama,belum lagi adanya kerusakan akan bahan baku tersebut.
Penerapan metode MRP dapat sedikit membantu perusahaan dalam perencanaan kebutuhan bahan baku sehingga proses produksi berjalan lancar dengan biaya persediaan minimal. Dalam penelitian ini diterapkan metode MRP terbatas pada produk dominan dalam perusahaan yaitu kursi Armando (CH-409) dengan rata-rata permintaan yang cukup tinggi dibandingkan dengan produk lain dalam perusahaan.
KATA PENGANTAR
Bismilahirohman nirohim
Puji dan syukur Alhamdulilah selalu dipanjatkan kehadirat Alloh SWT,
yang telah melimpahkan rahmat, taufiq, dan hidayahnya. Sehingga penulis
dapat menyelesaikan laporan tugas akhir dengan judul “ PENERAPAN MRP
PADA PERENCANAAN KEBUTUHAN BAHAN BAKU YANG OPTIMAL
TERHADAP PRODUK KURSI ARMANDO (CH-409) “ Sebagai salah satu
syarat untuk meraih gelar sarjana teknik industri.
Tugas akhir ini ditulis dengan tujuan sebagai berikut :
• Untuk memperkenalkan kepada para pembaca bagaimana
cara menerapkan MRP pada perencanaan kebutuhan
bahan baku.
• Untuk menjelaskan metode metode yang terdapat dalam
MRP.
Dalam penulisan laporan tugas akhir ini terdiri atas lima bab yaitu :
• Bab satu pendahuluan : membahas tentang latar belakang
masalah, perumusan masalah, batasan masalah, tujuan
• Bab dua landasan teori : menjelaskan konsep dan prinsip
dasar serta teori teori yang mendasari penelitian untuk
memecahkan masalah yang dihadapi.
• Bab tiga metodologi penelitian : membahas mengenai
kerangka dalam memecahkan suatu masalah serta
menjelaskan secara garis besar bagaimana
langkah-langkah pemecahan masalah dengan menggunakan
metode-metode yang diinginkan oleh penulis dalam
memecahkan masalah.
• Bab empat pengumpulan dan pengolahan data serta
analisa : manyajikan hasil-hasil data yang diperoleh dari
obyek penelitian pengolahan data serta analisis dan
pembahasanya.
• Bab lima kesimpulan dan saran : berisi tentang
kesimpulan dan saran yang dapat memberikan masekan
guna pertimbangan bagi perusahaan.
Susunan bab dalam tugas akhir ini sudah diatur sedemikian rupa sehingga
memudahkan pada para pembaca untuk memahami materi yang terdapat dalam
laporan tugas akhir ini, dan terdapat hubungan keterkaitan antara bab satu
dengan bab lainya.
Penulis menyadari bahwa banyak terdapat banyak kekurangan
dalam penulisan laporan tugas akhir ini, oleh karena itu penulis minta
para pembaca, Segala bentuk kritik dan saran dari para pembaca untuk
perbaikan tugas akhir ini sangat penulis harapkan.
Akhirnya penulis mengucapkan terima kasih pada semua oihak yang
telah membantu dalam penulisan laporan tugas akhir ini, oleh karena itu
penulis mengucapkan terima kasih kepada :
1 Bapak Ir. Waloyo Adi Siswanto, M. Eng, selaku dekan
fakultas teknik Universitas Muhamadiyah Surakarta.
2 Bapak M Junaidi, ST. sebagai ketua jurusan teknik industri
Universitas Muhamadiyah Surakarta.
3 Bapak Ir. Boy Hendratmo selaku pembimbing akademik Fakultas
teknik industri kelas B “98” Universitas Muhamadiyah Surakarta.
4 Ibu Ir. Munifah M. SIE, selaku pembimbing pertama yang telah
berkenan meluangkan waktunya untuk memberikan bimbingan,
pengarahan dan dorongan semangat selama menyelesaikan tugas
akhir ini.
5 Ibu Siti Nandiroh ST. selaku pembimbing kedua dengan penuh
kesabara memberikan bimbingan, pengarahan dan dorongan
selama menyelesaikan tugas akhir ini.
6 Ibu Erna yang telah memberikan ijin penelitian kepada penulis di
PT. Ambar Jati Furniture, Klaten.
7 Seluruh dosen teknik industri Universitas Muhamadiyah Surakarta
8 Mbak Win yang telah membantu dalam penyusunan laporan tugas
akhir ini dan tak lupa rekan-rekan seperjuangan angkatan “98”.
Harapan penulis, semoga laporan tugas akhir ini dapat
bermanfaat bagi penulis dan para pembaca, terima kasih.
Alhamdulilahirrobil alamin.
Surakarta, Desember 2003
Penulis
DAFTAR ISI
Halaman
HALAMAN JUDUL i
LEMBAR PERSETUJUAN ii
LEMBAR PENGESAHAN iii
MOTTO iv
PERSEMBAHAN v
ABSTRAKSI vi
KATA PENGANTAR vii
DAFTAR ISI ix
DAFTAR TABEL xii
DAFTAR GAMBAR xv
BAB I PENDAHULUAN
1.2. Identifikasi Masalah...2
1.3. Batasan Masalah...2
1.4. Rumusan Masalah ...3
1.5. Tujuan Dan Kegunaan Penelitian ...4
1.6. Sistematika Penulisan...5
BAB II LANDASAN TEORI 2.1. Persediaan...5
2.1.1. Definisi Dan Peranaan Persediaan...9
2.1.2. Jenis-Jenis persediaan...10
2.1.3. Biaya-Biaya Dalam Persediaan...10
2.1.4. Empat Sasaran Manajemen Sediaan...11
2.1.5. Titik Pemesanan Kembali...12
2.2. Peramalan...17
2.2.1. Pengertian Peramalan ...19
2.2.2. Pengklasifikasian Metode Peramalan...20
2.2.3. Macam-Macam Metode Peramalan ...20
2.3. Perencanaan Kebutuhan Bahan...21
2.3.1. Pengertian Perencanaan Kebutuhan Bahan...22
2.3.2. Tujuan Perencanaan Kebutuhan Bahan...
2.3.3. Masukan Dan Keluaran MRP...
2.3.4. Pendekatan Material Requirement Planing (MRP)... 2.3.5. Langkah-Langkah Proses Pengolahan MRP...
BAB III METODOLOGI PENELITIAN
3.1. Obyek Penelitian...28
3.2. Pengumpulan Data...28
3.3. Metode & Analisa Data...29
3.3.1. Peramalan... 3.3.2. Penentuan Jadwal Induk Produksi (JIP)... 3.3.3. Perhitungan Material Requirement Planing (MRP)... 3.3.4. Perhitungan Lot Sizing... 3.4. Kesimpulan Dan Saran... 3.5. Kerangka Pemecahan Masalah... BAB IV PENGUMPULAN DAN PENGOLAHAN DATA SERTA ANALISA 4.1. Hasil Penelitian...32
4.1.1. Sejarah Dan Perkembangan Perusahaan (Di Lampiran)...32
4.2.Pengumpulan Data...35
4.2.1. Data Pemesanan Kursi Armando (CH-409)...36
4.2.2. Data Struktur Produk...37
4.2.3. Data Persediaan Dan Waktu Ancang...39
4.3. Pengolahan Data...39
4.3.1. Tahap Peramalan...40
4.3.2. Penentuan Jadwal Induk Produksi...41
4.3.3. Tahap Perhitungan Perencanaan Kebutuhan Bahan Dengan Metode Lot For Lot (LFL)...53
4.4.1. Analisa Hasil Perhitungan Peramalan...61
4.4.2. Analisa Hasil Perhitungan Jadwal Induk Produksi (JIP)...61
4.4.3. Analisa Struktur Produk...62
4.4.4. Analisa Hasil Perhitungan MRP...62
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan...76
5.2. Saran ...78
DAFTAR PUSTAKA... LAMPIRAN DAFTAR TABEL Halaman Tabel 2.1 Contoh Jadwal Kebutuhan Kotor...24
Tabel 2.2. Perhitungan Kebutuhan Bersih... Tabel 2.3. Hasil Keseluruhan Perhitungan Kebutuhan Bersih... Tabel 2.4. Contoh Proses Lotting Dengan Menggunakan Teknik LFL... Tabel 2.5. Contoh Proses Offsetting Dengan Waktu Ancang Dua Periode... Tabel 2.6. Contoh Suatu Proses Explosion... Tabel 2.7. Contoh Rencana Produksi... Tabel 2.8. Bagan MRP Dengan Metode LFL... Tabel 2.9. Bagan MRP dengan Metode EOQ...25
Tabel 4.1 Data Pemesaan Kursi Armando (CH-409) Dari BulanJuli 2002 Sampai Juni 2003...33
Tabel 4.3 Data Persediaan Dan Waktu Ancang Komponen Kursi...36
Tabel 4.4 Rekapitulasi Hasil Peramalan...38
Tabel 4.5 Hasil Peramalan...40
Tabel 4.6 JIP Perkomponen Untuk Tiga bulan Yang Akan Datang...41
Tabel 4.7 Perhitungan Kebutuhan Bahan Baku Produk Kursi Armando...41
Tabel 4.8 Kebutuhan Bersih Produk Kursi Armando...42
Tabel 4.9 MRP Produk” Kursi Armando(CH-409)”(LFL& EOQ)...42
Tabel 4.10 MRP Produk” Kursi Armando(CH-409)”(Metode POQ)...42
Tabel 4.11 MRP Produk” Kursi Armando(CH-409)”(Akumulasi 39 unit)...42
Tabel 4.12 MRP Produk” Kursi Armando(CH-409)”(Akumulasi 78 unit)...43
Tabel 4.13 MRP Produk” Kursi Armando(CH-409)”(Akumulasi 156 unit)...43
Tabel 4.14 Rekapitulasi Hasil Perbandingan Antara Empat Metode MRP...43
DAFTAR GAMBAR
Halaman
Gambar 2.1 Titik Pemesanan Kembali Dengan Sediaan Pengaman...11
Gambar 2.2 Sistem Lengkap MRP...11
Gambar 4.1 Struktur Produk Kursi Armando (CH-409)...34
BAB I PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan teknologi pada masa sekarang ini semakin pesat,
khususnya pada bidang industri. Seiring dengan kemajuan tersebut
perusahaan-perusahaan berusaha untuk dapat menghasilkan produk
dengan optimal. Namun pemanfaatan kemajuan teknologi tersebut
harus memperhatikan sumber daya yang ada. Perusahaan juga harus
memperhatikan langkah-langkah yang harus dilakukan dalam
menjalankan kegiatannya.
Salah satu industri kecil yang diandalkan Kabupaten Klaten
adalah industri kerajinan kayu, dan kerajinan kayu yang ada di desa
Gombang kecamatan Cawas tergolong potensial. Industri kerajinan
kayu ini telah ada sejak dulu sebagai warisan turun temurun dalam
Furniture yang memang mempunyai prospek cukup cerah dalam
industri kerajinan kayu.
Kerajinan kayu Ambar Jati Furniture tidak hanya memasarkan
produknya di dalam negeri saja tetapi juga memasarkan produknya ke
luar hegeri.
Berdasarkan pengamatan yang telah dilakukan, perusahaah
Ambar Jati Furniture belum menerapkan sistem perencanaan
kebutuhan material dengan baik, sehingga dalam proses produksinya
sering terjadi keterlambatan produksi terutama pada saat proses
perakitan.
Salah satu faktor penting yang harus diperhatikan adalah
penyediaan bahan baku untuk proses produksi. Persediaan bahan baku
yang kurang untuk proses produksi akan menyebabkan kerugian
karena kesempatan untuk melakukan produksi menjadi hilang.
Sebaliknya persediaan bahan baku yang berlebihan juga berakibat
kerugian, akibat kelebihan bahan baku menyebabkan persediaan
bahan baku menjadi menumpuk dengan nilai investasi besar dalam
jangka waktu yang lama, belum lagi adanya kerusakan akan bahan
baku tersebut.
Proses produksi akan berjalan dengan baik jika persediaan
bahan baku seimbang dengan kapasitas persediaan bahan baku
persediaan tersebut tidak kurang dan tidak lebih selama proses
produksi berlangsung.
Agar perencanaan kebutuhan baku pada CV Ambar Jati
Furniture dapat berjalan dengan baik maka penulis memilih judul : “
PENERAPAN MRP PADA PERENCANAAN KEBUTUHAN
BAHAN BAKU YANG OPTIMAL TERHADAP PRODUKSI
KURSI ARMANDO (CH-409) “ Setudi kasus pada CV Ambar Jati
Furniture klaten.
1.2. Identifikasi Masalah
Peranan pengendalian bahan baku pada perusahaan merupakan
hal yang sangat penting dalam menunjang jalannya proses produksi,
karena dengan adanya pengendalian bahan baku diharapkan tingkat
kekurangan atau kelebihan bahan baku yang terjadi dapat
dikendalikan secara optimal.
Permasalahan yang sering timbul yaitu adanya penumpukan
bahan yang berlebihan yang biasanya digunakan untuk persediaan
pengaman (safety stock).Akibat perencanaan kebutuhan bahan baku yang kurang terkoordinasi sehingga menimbulkan penyimpangan
jumlah bahan baku yang berlebihan.
1.3. Batasan Masalah
Agar penelitian dapat dilakukan, maka kami memberikan
1. Penelitian dilakukan pada perusahaan CV Ambar jati Furniture Klaten,dan
terbatas pada penetuan kebutuhan bahan baku pada proses produksi salah satu
jenis produk yaitu kursi Armando(CH-409).
2. Penentuan lot dalam persediaan menggunakan metode lot for lot (LFL),
Economic Order Quantity(EOQ), Period order Quantity (POQ), Akumulasi. 3. Periode penjadwalan adalah Mingguan dan peramalan dilakukan untuk tiga
bulan yang akan datang, yaitu bulan Juli – Agustus 2003.
1.4. Rumusan Masalah
Dalam penelitian ini permasalahan yang ada di atas dapat dirumuskan
sebagai berikut :
1. Apakah perusahaan sudah melakukan pembelian bahan baku yang paling
ekonomis?
2. Apakah perusahaan telah melakukan persediaan pengaman untuk
kelancaran proses produksi?
3. Apakah sudah terdapat tenggang waktu (lead time) dalam mengadakan pemesanan bahan baku?
1.5. Tujuan dan Kegunaan Penelitian
Tujuan Penelitian :
1. Untuk mengetahui jumlah pembelian yang paling optimal dalam
pengadaan bahan baku pada perusahaan Ambar Jati Furniture.
2. Untuk mengetahui kapan pemesanan kembali harus dilakukan agar
perusahaan tidak kehabisan bahan baku untuk kelancaran proses
produksi.
3. Untuk mengetahui apakah perusahaan telah menyelenggarakan
persediaan pengaman guna kelancaran proses produksi
Manfaat Penelitian:
1. Bagi Perusahaan
Hasil penelitian ini diharapkan dapat digunakan sebagai pertimbangan
dan masukan dalam menentukan kebijaksanaan yang akan diambil
perusahaan pada saat yang akan datang.
2. Bagi penulis
Dapat dipergunakan untuk menerapkan teori-teori yang didapat dibangku
kuliah dengan keadaan sebenarnya di dunia industri dan dapat menambah
pengetahuan dalam menerapkan disiplin ilmu .
3. Bagi pekembangan keilmuan
Dapat digunakan sebagai sumber informasi atau dipakai sebagai data
sekunder bagi perlengkapan suatu penelitian dan dijadikan sebagai
referensi atau acuan dalam melanjutkan dan melakukan penelitian dengan
topik yang hampir sama.
1.6. Sistematika Penulisan
Dalam penulisan laporan penelitian tugas akhir ini terdiri dari lima
bab. Adapun sistematika penyusunan laporan ini adalah sebagai berikut:
Berisi tentang latar belakang masalah, perumusan masalah, batasan
masalah, tujuan penelitian, manfaat penelitian dan sistematika
penulisan.
Bab II Landasan Teori
Menjelaskan konsep dan prinsip dasar serta teori-teori yang
mendasari penelitian untuk memecahkan masalah yang dihadapi.
Bab III Metodologi Penelitian
Membahas mengenai kerangka dalam memecahkan suatu masalah
serta menjelaskan secara garis besar bagaimana
langkah-langkahpemecahan masalah dangan menggunakan metode yang
diinginkan oleh penulis dalam memecahkan masalah.
Bab IV Pengumpulan dan pengolahan data serta analisa
Menyajikan hasil- hasil data yang diperoleh dari obyek penelitian,
pengolahan data serta analisis dan pembahasannya.
Bab V Kesimpulan dan saran
Berisi tentang kesimpulan dan saran yang dapat memberi masukan
guna pertimbangan bagi perusahaan.
BAB II
2.1. Persediaan
2.1.1. Definisi dan peranan persediaan
Setiap perusahaan yang mengolah bahan baku menjadi produk jadi akan
selalu mengadakan persediaan, baik persediaan bahan baku,
persediaan bahan dalam proses, maupun persediaan produk jadi.
Tanpa adanya persediaan perusahaan akan dihadapkan pada resiko
bahwa perusahaan tersebut tidak dapat memenuhi permintaan
konsumen maupun permintaan dalam proses produksi.
Disamping itu yang perlu diperhatikan dalam persediaan adalah
biaya-biaya yang ditanggung perusahaan. Oleh karena itu persediaan yang
ada pada perusahaan harus dalam keadaan seimbang antara persediaan bahan
baku, persediaan barang dalam proses dan persediaan produk jadi.
Apabila terjadi kekurangan persediaan akan mengakibatkan
terganggunya proses produksi, demikian pula apabila terjadi kelebihan
persediaan perusahaan akan menanggung biaya penyimpanan yang besar.
Itulah resiko yang terjadi apabila perusahaan tidak dapat menerapkan adanya
keseimbangan pengadaan persediaan.
Beberapa definisi persediaan yang sering dikemukakan adalah
sebagai berikut :
1. Persediaan didefinisikan sebagai suatu aktiva yang meliputi usaha barang
milik dengan maksud dapat dijual dalam periode usaha yang normal atau
produksi atau persediaan bahan mentah yang menunggu penggunaannya
dalam proses produksi (Assauri. S, 1987).
2. Persediaan dapat didefinisikan sebagai bahan yang ada di gudang yang
dapat digunakan pada masa yang akan datang (Biegel, 1974). Bahan yang
dimaksud disini dapat berupa bahan mentah untuk keperluan produksi,
bahan setengah jadi, atau barang jadi yang siap dipasarkan.
3. Teori persediaan memberikan penentuan proses yang optimal untuk
mendapatkan perkiraan kebutuhan masa yang akan datang (Starr dan
Miller, 1986).
Dari definisi-definisi di atas dapat disimpulkan bahwa persediaan
adalah merupakan barang atau bahan baik bahan mentah, bahan setengah jadi,
maupun barang jadi yang dengan sengaja disimpan menurut cara-cara tertentu
sehingga dapat digunakan pada masa yang akan datang dengan
menguntungkan.
2.1.2. Jenis-jenis persediaan
Berjalan lancarnya proses produksi dalam perusahaan adalah suatu
hal yang sangat diharapkan. Supaya proses produksi dapat lancar sesuai
dengan tujuan perusahaan, maka perusahaan harus memperhatikan unsur
persediaan sesuai dengan fungsi dan kegunaannya. Persediaan dalam
perusahaan dapat dibedakan menjadi dua cara, yaitu dilihat dari fungsinya
dan dilihat dari jenis barang tersebut dalam pengerjaannya.
Dilihat dari fungsinya, persediaan dapat dibedakan antara lain,
1. Persediaan yang berlebihan (Batch stock atau lot zise inventory), yaitu persediaan yang diadakan karena membeli atau membuat bahan-bahan
atau barang-barang dalam jumlah yang lebih besar dari pada jumlah yang
dibutuhkan pada saat itu. Jika dalam hal ini pembelian atau pembuatan
yang dilakukan untuk jumlah yang besar, sedangkan penggunaannya atau
pengeluarannya dalam jumlah yang kecil. Terjadinya persediaan ini
disebabkan oleh pengadaan bahan atau barang yang dilakukan lebih
banyak dari yang dibutuhkan.
2. Persediaan yang berfluktuasi (Fluctuation stock), yaitu persediaan yang diadakan untuk menghadapi fluktuasi permintaan konsumen yang tidak
dapat diramalkan. Dalam hal ini perusahaan mengadakan persediaan untuk
dapat memenuhi permintaan konsumen apabila terjadi tingkat permintaan
menunjukkan keadaan yang tidak beraturan atau tidak tetap dan
fluktuasinya tidak dapat diramalkan lebih dahulu.
3. Persediaan yang dapat diramalkan (Anticipation stock), yaitu persediaan yang diadakan untuk menghadapi fluktuasi yang dapat diramalkan
berdasarkan pola musiman yang terdapat dalam satu tahun dan
menghadapi penggunaan, penjualan, atau permintaan yang meningkat dan
dimaksudkan pula untuk menjaga kemungkinan terjadi kesulitan untuk
memperoleh bahan-bahan sehingga tidak mengganggu operasi.
Disamping persediaan berdasarkan fungsi, persediaan dapat pula
dibedakan menurut jenis dan posisi barang tersebut dalam urutan pengerjaan
1. Persediaan bahan baku, yaitu persediaan barang-barang yang berujud yang
digunakan dalam proses produksi yang dapat diperoleh dari
sumber-sumber alam ataupun dibeli dari perusahaan yang menghasilkan bahan
baku bagi perusahaan yang menggunakannya. Bahan baku diperlukan oleh
pabrik untuk diolah, setelah melalui beberapa proses diharapkan menjadi
bahan atau barang jadi.
2. Persediaan bagian produk yang dibeli, yaitu persediaan barang-barang
yang terdiri dari bagian produk yang diterima dari perusahaan lain yang
dapat secara langsung dirakit dengan bagian produk yang lain tanpa
melalui proses produksi sebelumnya.
3. Persediaan barang setengah jadi, yaitu persediaan yang keluar dari
tiap-tiap bagian dalam suatu bentuk, tetapi masih perlu diproses kembali untuk
kemudian menjadi barang jadi.
4. Persediaan barang jadi, yaitu persediaan barang-barang yang telah selesai
diproses atau diolah dalam pabrik dan siap dijual kepada konsumen atau
perusahaan lain. Jadi barang jadi ini adalah merupakan produk selesai dan
telah siap untuk dijual.
2.1.3. Biaya biaya dalam persediaan
Secara umum, biaya meliputi semua pengeluaran dan kerugian yang
timbul akibat adanya persediaan. Unsur-unsur biaya yang terdapat
dalam persediaan menurut E. Harjanto (1997) dapat digolongkan
menjadi :
Adalah biaya-biaya yang dikeluarkan dengan kegiatan pemesanan bahan
atau barang, sejak dari penempatan, pemesanan sampai tersediannya
barang di gudang. Biaya pemesanan ini meliputi semua biaya yang
dkeluarkan dalam rangka mengadakan pemesanan barang tersebut, yang
terdiri dari :
a. Biaya administrasi dan penempatan order
b. Biaya pemasok
c. Biaya pengangkutan dan bongkar muat,
d. Biaya penerimaan dan biaya pemeriksaan barang dan
e. Biaya hubungan telepon
Biaya pemesanan tidak tergantung dari jumlah yang dipesan, tetapi
tergantung pada berapa kali pemesanan dilakukan. Sehingga total biaya
pemesanan sama dengan frekuensi pemesanan dikalikan biaya satu kali
pesan, dengan biaya konstan untuk setiap kali pesan. Formulasinya :
2. Biaya Penyimpanan
Adalah biaya-biaya yang dikeluarkan berkenaan dengan diadakannya
persediaan barang yang termasuk biaya ini antara lain :
a. Biaya sewa gedung
b. Biaya administrasi pergudangan
c. Biaya listrik
d. Biaya kerusakan, dan
e. Gaji pelaksana pergudangan
Biaya penyimpanan dapat dinyatakan dalam dua bentuk yaitu sebagai
prosentase dari harga barang atau dalam bentuk per unit barang.
Formulasinya.
Biaya pemesanan = frekuensi pemesanan X biaya satu kali pesan
3. Biaya kekurangan persediaan
Adalah biaya yang timbul sebagai akibat tidak tersedianya barang pada waktu
diperlukan. Termasuk dalam biaya ini adalah biaya yang timbul karena :
a. Terhentinya proses produksi sebagai akibat tidak adanya bahan yang
diproses
b. Biaya administrasi tambahan
c. Biaya tertundanya penerimaan keuntungan, serta
d. Biaya kehilangan pelanggan
Biaya kekurangan persediaan biayasanya sulit untuk diukur dan sering hanya
diperkirakan besarnya secara subjektif.
2.1.4. Empat sasaran manajemen sediaan
1. Memaksimalkan Pelayanan pada Pelanggan
peramalan permintaan pelanggan yang tidak akurat, perubahan besar
pada pesanan pelanggan, dan kurangnya manajemen yang bertanggung
jawab merupakan penyebab utama lemahnya kinerja pelayanan pada
pelanggan dalam hal pengiriman tepat waktu. Akibatnya timbul sediaan
yang berlebihan, yang selanjutnya mengarah pada penghapusan sediaan,
biaya produk yang tinggi, serta marjin keuntungan yang rendah.
2. Memaksimalkan Efisiensi Pembelian dan Produksi
Ada beberapa contoh dimana sediaan disimpan demi efisiensi biaya
pengadaan dan produksi. Bila terjadi pembelian barang tang lebih besar dari
pada yang dibutuhkan untuk mencapai efisiensi pembelian dan
tranportasi,maka akan timbul sediaan barang yang menumpuk dalam waktu
yang lama.
3. Meminimalkan Investasi Sediaan
Sediaan akan mengikat uang yang seharusnya dapat digunakan
perusahaan untuk berbagai hal lain dalam bisnis. Sediaan yang berlebihan
sebabnya mengapa orang orang keuangan berusaha menjaga sediaan
serendah mungkin.
4. Memaksimalkan Profit
Profit dapat dimaksimalkan dengan meningkatkan pendapatan atau
menurunkan biaya. Salah satu yang terbaik adalah melakukan dengan
manajemen sediaan yang tepat.
2.1.5. Titik pemesanan kembali.
Titik Pemesanan Kembalidengan Sediaan Pengaman.
“Diagram gigi-gergaji” tradisional pada Gambar dibawah ini secara grafis
menunjukkan rumus titik pemesanan kembali.
Gambar 2.1 : Titik Pemesanan Kembali dengan Sediaan Pengaman
A = Titik Pemesanan Kembali – Titik dimana pesanan harus dilakukan
supaya dapat diterima sebelum tingkat sediaan menjadi nol.
B = Titik dimana pesanan baru diterima dan posisi gudang meningkat
sejumlah pesanan.
C = Waktu tenggang sebelum pesanan diterima.
D = Sediaan pengaman yang disimpan untuk menyangga kekurangan dan
kehabisan (stockout).
Dalam sistem ini, tingkat sediaan diperiksa secara periodik dan semua
pesanan terjadi di satu waktu, sering kali untuk semua jenis stok, untuk
mengisi kembali sediaan sampai pada tingkat target tertentu.
2.2. Peramalan
Untuk perkembangan dan kelangsungan suatu perusahaan adalah
kemampuan perusahaan tersebut di dalam menyesuaikan strateginya di
lingkungan yang berubah dengan cepat. Hal ini menuntut manajemen untuk
secara tepat mengantisipasi kejadian di masa yang akan datang. Harga yang
dibayar perusahaan akan sangat mahal jika sampai terjadi kesalahan
peramalan.
Bagaimana cara perusahaan melakukan peramalan lingkungan atau
peramalan industri. Perusahaan besar memiliki departemen perencanaan yang
melakukan peramalan jangka panjang atas faktor-faktor lingkungan yang
mempengaruhi pasarnya.
2.2.1. Pengertian Peramalan
Peramalan merupakan penelitian tingkat permintaan satu atau lebih
produk selama beberapa periode mendatang. Peramalan pada dasarnya
Dapat dikatakan bahwa peramalan tersebut merupakan taksiran ilmiah. Peramalan akan semakin baik jika terjadi sedikit kesalahan, walaupun
kesalahan peramalan tetap merupakan suatu hal yang sangat manusiawi. Agar
berarti maka hasil peramalan seharusnya dinyatakan dalam bentuk satuan
produk (unit) dan mencakup periode perencanaan tertentu. Peramalan dalam
jangka yang terlalu pendek tidak mungkin untuk digunakan mengambil
tindakan yang efektif.
2.2.2. Pengklasifikasian Metode Peramalan
Ada banyak macam metode peramalan yang telah di
kembangkan.Pemakaian metode peramalan diharapkan dapat mengurangi
sedikit ketidak pastian dimasa yang akan datang.
Metode peramalan dapat diklasifikasikan kedalam dua kategori
utama,yaitu metode peramalan kualitatif dan kuantitatif.
1. Metode peramalan kualitatif
Merupakan metode yang dalam pembuatanya tidak memerlukan data
kuantitati. Masukan yang dibutuhkan tergantung pada metode
tertentu yang akan dipakai dan biasanya merupakan hasil pemikiran
dari pembuatnya,dengan didasarkan pemikiran dan
pengalaman-pengalaman yang dipunyai.
Metode peramalan kualitati dapat diterapkan bila terdapat kondisi
sebagai berikut:1.Tidak tersedianya data masa lalu
2. Penemuan ditujukan untuk memperkirakan perkembangan
2. Metode peramalan kuantitatif
Merupakan metode yang berdasarkan data masa lalu. Peramalan ini
dapat diterapkan apabila terdapat kondisi sebagai berikut :
1. Melihat informasi masa lalu
2. Informasi itu dapat disajikan dalam bentuk kuantitatif
3. Dapat diasumsikan bahwa beberapa aspek masa lalu akan
berkelanjutan pada pola data yang akan datang.
2.2.3. Macam-macam metode peramalan:
Untuk menemukan metode peramalan yang paling tepat, maka
pada penelitian ini digunakan juga program Quant system version 3.0, yang terdiri dari sepuluh metode antara lain metode peramalan :
a. Simple Average
Metode rata-rata secara sederhana menghitung rataan dari data yang
tersedia (sejumlah n)
Persamaan metode rata-rata yaitu :
∑
=
"
1
-t
(t)
n
A
(t)
F
Dimana :
F(t) = Ramalan untuk periode t
A(t) = Data aktual permintaan untuk periode t
b. Double Moving Average = Moving Average With Linier Trend
Peramalan double moving average meliputi 3 aspek, antara lain :
a. Mengadakan single moving averange pada waktu t
b. Terjadinya penyesuaian antara single moving average –
double moving average (St’-St”) pada saat t c. Terjadinya penyesuaian trend – N+1.
Aspek ini dapat dilihat pada persamaan berikut ini :
St’ =
∑
St’ = statistik perataan pertama
St” = statistik perataan kedua
Peramalan Single Exponentional Smoothing dihitung berdasarkan hasil peramalan ditambah kesalahan peramalan
sebelumnya digunakan untuk mengoreksi peramalan berikutnya.
Peramalan Single Exponentional Smoothing adalah ; F(t) = a. A(t) + (1-a) . F(t –1)
Dengan
0 ≤ a ≤ 1,0
pengaruh Smoothing a yaitu ;
- Semakin besar a, Smoothing yang dilakukan semakin kecil. - Semakin kecil a, Smoothing yang dilakukan semakin besar. Karena a berupa variabel, masalah yang diahadapi dalam melakukan
peramalan Single Exponentional Smoothing adalah mencari a optimum.
d. Exponential Smoothing Trend
Metode penulisan Exponential Smoothing Trend ini digunakan untuk serial data yang memiliki unsur trend
(kecenderungan) yang konsisten. Metode ini melakukan smoothing
trend secara terpisah. Pemisahan ini menciptakan fleksibilitas
dimana Smoothing Trend dapat dilakukan dengan parameter yang berbeda dengan parameter yang dipakai series asli.
Persamaannya adalah sebagai berikut :
T(t) = β . (F(t-1) + T(t-1)) + (1 – β ). T(t-1)
F(1+σ) = F(t) + σ . T(t)
e. Double Exponential Smoothing
Metode ini merupakan linier yang dimaksudkan untuk
memperbaiki model exponential tunggal yang cenderung
F’(t) = Statistik penghalusan yang dapat menyesuaikan trend
untuk mengeliminasi kerlambatan yang terjadi sewaktu
statistik utama dihitung.
F”(t) = Parameter untuk memperbaiki penaksiran trend daripada
sebelumnya.
f. Winters Model
Salah satu dari metode peramalan yang khusus untuk data
yang berpola musionan adalah metode penghalusan exponensial
linier dan musiman dari winters, metode ini didasarkan atas tiga persamaan, yaitu masing-masing untuk unsur statoner, trend dan
musiman,sebagai berikut :
F(t) = α . A(t) / I(t-m) + (1 – α ) . (F(t-1) + T(t-1))
T(t) = β . (F(1) + F(t-1)) + (1 – β ). T(t-1)
I(t) = Y . A(t) / F(t) + (1 - β ) . T(t-m)
F(1+σ) = F(t) + σ . T(t)
Tertinggal dari pergerakan waktu sebenarnya. Dengan model ini
mampu menghasilkan ramalan yang tepat jika terdapat trend baik
Persamaan dari model ini adalah sebagai berikut :
F’(t) = α . A(t) + (1 – α ) . F’(t-1)
F”(t) = α . F(t) + (1 – α ) . F”(t-1)
f(t +σ)= F’(t)
Dimana :
F’(t) = Statistik penghalus pertama
F”(t) = Statistik penghalus kedua
α = Parameter penghalus pertama
A(t) = Permintaan aktual untuk periode t
F(t-1) = Peramalan permintaan untuk t-1
σ = Waktu dari t
g. Double Exponential Smoothing With Linier Trend
Keunggulan dari teknik ini terletak pada fleksibilitasnya
tetapi dengan dua parameter penghalus. Dengan rumus sebagai
berikut :
F’(t) = α . A(t) + (1 – α ) . F’(t-1)
F”(t) = α . F(t) + (1 – α ) . F”(t-1)
Dimana :
F’(t) = Statistik penghalus pertama
F”(t) = Statistik penghalus kedua
α = Parameter penghalus pertama
A(t) = Permintaan aktual untuk periode t
σ = Waktu dari t
h. Linier Regression
Regresi linier adalah kecenderungan titik koordinat dari
variabel bebas dan variabel titik bebas membentuk suatu garis linear.
Bentuk umum persamaan regresi untuk dua variabel sebagai berikut :
ŷ(t) = Variabel tidak bebas
T = Variabel bebas
α = Nilai daripada ŷ(t) bila t = 0
b = Perubahan rata-rata ŷ(t) = terdapat perubahan per unit t
Nilai α dan b yang meminimalkan jumlah kesalahan kuadrat dapat
dicari dengan menggunakan persamaan berikut :
α =
2.3. Perencanaan Kebutuhan Bahan
Perencanaan kebutuhan bahan (material requirement planing)
menggantungkan pengendalian pekerjaan dan pengendaian produk. Waktu
yang digunakan untuk mengubah jadwal produksi akibat permintaan atau
kelambatan tak terduga secara manual cukup panjang, sehingga
memungkinkan perhitungan kebutuhan bahan untuk keperluan produksi.
Adanya komputer mempercepat perhitungan sehingga peramalan, saat
pemesanan, jumlah pesanan, penjadwalan induk, waktu ancang, serta kondisi
persediaan pada saat yang sama. MRP pada dasarnya dapat diterapkan untuk
sebagian besar industri manufaktur yang bersifat diskrit, seperti industri
mobil, elektronika, dan lain sebagainya.
2.3.2. Tujuan Perencanaan Kebutuhan Bahan
Tujuan perencanaan ada tiga, yaitu :
1. Merupakan rencana produksi atau rencana pemesanan komponen dan
material yang diperlukan untuk menyusun jadwal induk produksi. Rencana
ini meliputi identifikasi produk yang harus dipesan, identifikasi jumlah dan
menjadwalkan pada saat dibutuhkan (order rekose) dan batas penyerahan
(duedate).
2. Menirukan prioritas berdasarkan pemesanan dengan berubahnya sistem.
3. Menjadi masukan perencanaan kebutuhan kapasitas untuk memprediksi
kebutuhan sumber yang diperlukan untuk mencapai jadwal induk
produksi.
1. Jadwal Induk Produksi (JIP)/Master Production Schedule (MPS).
Jadwal induk produksi merupakan rencana rinci tentang jumlah barang
yang akan diproduksi pada beberapa satuan waktu dalam barisan
perencanaan. Jadwal induk produksi merupakan optimasi ongkos dengan
memperhatikan kapasitasnya yang tersedia dan ramalan permintaan untuk
mencapai rencana produksi yang akan meminimasi total ongkos produksi
dan persediaan.
2. Struktur Produk/Bill of Material (BOM)
Setiap item dan komponen harus memiliki identifikasi yang jelas dan unik
sehingga berguna pada saat komputerisasi. Hal ini dilakukan dengan
membuat struktur produk dan bill of material tiap produk.
Struktur produk berisi tentang informasi mengenai hubungan antar
komponen dalam perakitan. Informasi ini penting dalam penentuan
kebutuhan kotor dan kebutuhan bersih suatu komponen. Lebih jauh lagi,
struktur produk juga mengandung informasi tentang semua item, seperti
nama item, serta jumlah yang dibutuhkan pada tiap tahun terhadap
perakitan.
3. Keadaan persediaan/Inventory Master File (IMF)
Data jumlah persediaan yang dimiliki digunakan untuk membuat
keputusan dalam memesan suatu barang dengan sebaik-baiknya.
Keluaran MRP meliputi :
1. Memberikan catatan mengenai pesanan.
MRP dapat menentukan jumlah kebutuhan komponen serta waktu
pemesanannya untuk memenuhi permintaan sesuai dengan JIP.
2. Memberikan indikasi untuk penjadwalan ulang.
MRP dapat memberi indikasi penjadwalan ulang apabila kapasitas
produksi yang telah ada tidak dapat memenuhi pesanan yang dijadwalkan.
3. Memberi indikasi untuk pembatalan pesanan.
Memberikan kepastian terhadap pembatalan pesanan yang dilakukan atas
suatu komponen.
4. Memberi informasi mengenai keadaan persediaan.
MRP dapat menentukan secara tepat penjadwalan setiap komponen
sehingga dapat meminimumkan biaya pesan maupun biaya perawatan.
2.3.4. Pendekatan Material Requirement Planning (MRP)
Pada tahap perencanaan kebutuhan material, dilakukan perencanaan
terhadap produk/part/material. Pendekatan untuk menyelesaikan masalah ini
dilakukan melalui logika sederhana, yaitu :
Peramalan Master Prod.
Schedule
Pesanan Langganan
Status
Persediaan Sistem MRP Struktur Produk
Rencana Pemesanan
Pemesanan
Pembelian Pesanan Kerja
Penjadwalan Kerja
Gambar 2.2 : Sistem legkap MRP
2.3.5. Langkah –Langkah Dasar Proses Pengolahan MRP 1. Perhitungan Kebutuhan Bersih (Netting)
Merupakan proses perhitungan untuk menetapkan jumlah kebutuhan
bersih yang besarnya merupakan selisih antara kebutuhan kotor dengan
keadaan persediaan. Masukan yang diperlukan dalam proses perhitungan
kebutuhan bersih ini adalah :
1. Kebutuhan kotor setiap periode
2. Persediaan yang ada di tangan
3. Rencana penerimaan (schedule receipts) pada periode mendatang
Tabel 2.1 adalah contoh jadwal kebutuhan kotor untuk setiap
periode, jadwal penerimaan, dan persediaan di tangan untuk produk akhir
(level nol). Dengan demikian kebutuhan bersih sesuai dengan persamaan (1)
dan (2) dihitung sebagaimana diperlihatkan Tabel 2.2. Hasil keseluruhan
perhitungan kebutuhan bersih ialah sebagaimana Tabel 2.3.
Tabel 2.1 : Contoh Jadwal Kebutuhan Kotor
Periode 1 2 3 4 5 6 7 8 total
Kebutuhan Kotor 10 15 25 22 72
Jadwal Penerimaan 30
Persediaan di Tangan : 23
Tabel 2.2 : Perhitungan Kebutuhan Bersih
5
Tabel 2.3 : Hasil Keseluruhan Perhitungan Kebutuhan Bersih
Periode 1 2 3 4 5 6 7 8 Total
Kebutuhan Kotor 10 15 25 22 72
Jadwal Penerimaan 30 30
Persediaan di Tangan : 23 23 13 43 18 18 -7 -29 -29 -29
Kebutuhan Bersih 0 0 0 0 0 7 22 29
Dalam perhitungan bersih dapat ditambahkan faktor-faktor lain,
misalnya faktor cadangan pengaman. Cadangan pengaman diperlukan apabila
permintaan selalu berubah-ubah dan faktor kesalahan peramalan besar. Tetapi
cadangan pengaman ini hanya dimasukkan untuk item-item yang independen.
Sementara untuk item-item yang memiliki ketergantungan terhadap item
lainnya, faktor cadangan pengaman sama sekali tidak dimasukkan.
2. Penentuan Ukuran Lot (lotting)
Lotting merupakan proses untuk menentukan besarnya pesanan
setiap item berdasarkan kebutuhan bersih yang dihasilkan dari proses netting.
Teknik lot sizing yang paling sederhana adalah dengan menggunakan konsep
jumlah atau periode pemesanan yang tetap (lot for lot).
Tabel 2.4 merupakan pengembangan Tabel 2.3 terdahulu dengan
menggunakan teknik penentuan ukuran lot for lot.
Tabel 2.4 : Contoh Proses Lotting dengan MenggunakanTeknik Lot For Lot
Periode 1 2 3 4 5 6 7 8 total
Kebutuhan Bersih 0 0 0 0 0 7 2 29
Ukuran Lot 7 2 29
Proses ini ditunjukan untuk menentukan saat yang tepat guna
melakukan rencana pemesanan dalam upaya memenuhi tingkat kebutuhan
bersih. Rencana pemesanan dilakukan pada saat material dibutuhkan
dikurangi dengan waktu ancang. Tabel 2-5 berikut ini memberikan contoh
offsetting dengan waktu ancang dua periode.
Tabel 2.5 : Contoh Proses Offsetting dengan Waktu Ancang Dua Periode
Periode 1 2 3 4 5 6 7 8 total
Ukuran Lot 7 2 29
Renc. Pemesanan 7 2 29
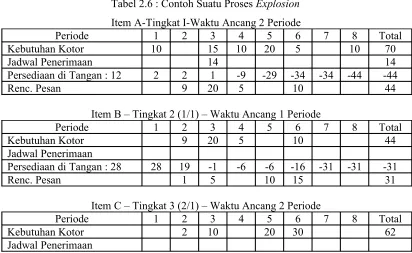
4. Proses Explosion
Proses explosion adalah proses perhitungan kebutuhan kotor item yang berada di tingkat lebih bawah, didasarkan atas rencana pemesanan yang
telah disusun pada proses offsetting. Dalam proses explosion ini data struktur produk dan bill of material memegang peran penting karena menentukan arah explosion item komponen. Proses explosion dilakukan dengan menggunakan
persamaan (3). Tabel 2.6 di bawah ini memberikan gambaran proses
explosion yang terjadi pada tiga tingkat.
Tabel 2.6 : Contoh Suatu Proses Explosion
Item A-Tingkat I-Waktu Ancang 2 Periode
Periode 1 2 3 4 5 6 7 8 Total
Kebutuhan Kotor 10 15 10 20 5 10 70
Jadwal Penerimaan 14 14
Persediaan di Tangan : 12 2 2 1 -9 -29 -34 -34 -44 -44
Renc. Pesan 9 20 5 10 44
Item B – Tingkat 2 (1/1) – Waktu Ancang 1 Periode
Periode 1 2 3 4 5 6 7 8 Total
Kebutuhan Kotor 9 20 5 10 44
Jadwal Penerimaan
Persediaan di Tangan : 28 28 19 -1 -6 -6 -16 -31 -31 -31
Renc. Pesan 1 5 10 15 31
Item C – Tingkat 3 (2/1) – Waktu Ancang 2 Periode
Periode 1 2 3 4 5 6 7 8 Total
Kebutuhan Kotor 2 10 20 30 62
Persediaan di Tangan : 8 6 -4 -4 -24 -54 -54 -54 -54
Renc. Pesan 4 20 30 62
2.3.6 Teknik Lot Sizing dalam MRP
Ukuran jumlah barang yang dipesan (lot size) akan berhubungan dengan biaya pemesanan (set up) dan biaya penyimpanan barang semakin rendah ukuran lot, berarti semakin sering melakukan pemesanan barang,
akan menurunkan biaya penyimpanan, tetapi menambah biaya pemesanan
barang akan menurunkan biaya penyimpanan, tetapi menambah biaya
pamesanan. Sebaliknya semakin tinggi ukuran lot akan mengurangi frekuensi
pemesanan, berarti mengurangi biaya pemesanan tetapi meningkatkan biaya
penyimpanan. Untuk itu perlu dicari ukuran lot yang tepat agar dapat
meminimalkan total biaya persediaan.
Adapun teknik teknik lot sebagai berikut menurut Zulian Yamit (1998):
1. Lot for lot (LFL)
Metode Lot for lot dikenal sebagai metode persediaan minimal berdasarkan ide penyediaan persediaan (memproduksi) sesuai dengan
yang diperlukan saja, jumlah persediaan diusahakan seminimal mungkin.
Jika pesanan dapat dilakukan dalam jumlah berapa saja,maka
pesanan sesuai dengan jumlah yang sesungguhnya diperlukan (lot for lot) menghasikan tidak adanya persediaan. Biaya yang timbul berupa biaya
pemesanan saja. Metode ini beresiko tinggi, yaitu apabila terjadi
keterlambatan dalam pengiriman barang, maka akan mengakibatkan
Tabel 2.7.Contoh rencana produksi
Minggu 1 2 3 4 5 6 7 8 9 10 11 12 13
Produk
si
5000 5000 5000 5000 5000 5000 5000 5000 5000 5000 5000 5000 5000
Biaya setiap kali pemesanan (set-upt) Rp. 35.000 dan biaya simpan Rp 50 per komponen per tahun. Dengan menggunakan metode LFL maka
rencana kebutuhan material dapat disusun seperti tabel dibawah ini:
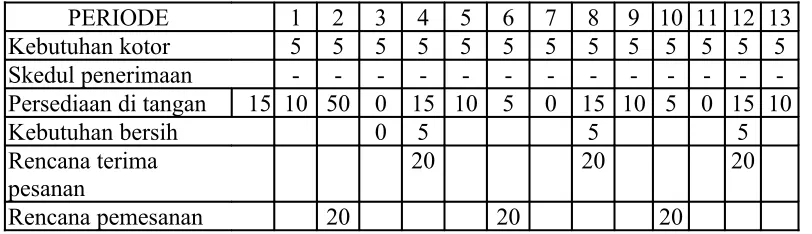
Tabel 2.8. Bagan MRP dengan Metode LFL(dalam ribuan unit)
PERIODE 1 2 3 4 5 6 7 8 9 10 11 12 13
Kebutuhan kotor 5 5 5 5 5 5 5 5 5 5 5 5 5
Skedul penerimaan - - -
-Persediaan di tangan 15 10 5 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan bersih 0 5 5 5 5 5 5 5 5 5 5
Rencana terima pesanan
0 5 5 5 5 5 5 5 5 5 5
Rencana pemesanan 5 5 5 5 5 5 5 5 5 5
Biaya total persediaan dapat dihitung sebagai berikut :
Biaya pemesanan = 50 x Rp. 35.000 = Rp. 1.750.000
Biaya simpan = Rp. 0 +
Total biaya = Rp. 1.750.000
2. Economic Order Quantity (EOQ)
Metode ini digunakan untuk permintaan yang tidak seragam dalam
beberapa periode. Rata-rata permintaan dipergunakan untuk mendapatkan
rata-rata jumlah bahan setiap kali pemesanan, rata-rata permintaan beberapa
hasilnya dibulatkan ke dalam angka integer. Angka terakhir yang
menunjukkan jumlah ekonomis dalam setiap kali pemesanan.
Dibawah ini contoh penerapan EOQ sederhana :
Agen gallati adalah agen pembelian suatu perusahaan
manufakturing besar . Dia sedang melakukan negosiasi suatu komponen yang
digunakan dalam sebagian produk yang sedang di produksi perusahaan.
Permintaanakan komponen tersebut adalah 250.000 unit per 250 hari kerja per
tahun . permintaan adalah konstan dan seragam. Biaya penyimpanan sebesar
Rp 50,- per komponen per tahun. Biaya pemesanan Rp 35.000,- per order , dan
penyedia (supplier) memerlukan waktu 2 minggu (10 hari kerja) untuk
pengiriman . Tentukan (a) Titik pemesanan kembali (kuantitas dimana
pesanan harus dilakukan ), (b) economic order quantity(EOQ), dan (c) biaya
persediaan tahunan total pada EOQ. Pemecahan masalah diatas adalah sebagai
berikut :
(a) Dalam hal ini ,
Permintaan per minggu (d) =
50
lead time(L) =10 hari kerja (2 minggu)
Jadi, Kapan saja persediaan mencapai 10.000 unit, pesanan akan dilakukan
(c) Total biaya = Total biaya simpan + Total biaya pesan
TC =
Tabel 2.9. Bagan MRP dengan Metode EOQ (dalam ribuan unit)
PERIODE 1 2 3 4 5 6 7 8 9 10 11 12 13
Kebutuhan kotor 5 5 5 5 5 5 5 5 5 5 5 5 5
Skedul penerimaan - - -
-Persediaan di tangan 15 10 50 0 14 9 4 18 13 8 3 17 12 7
Kebutuhan bersih 0 5 1 2
Rencana terima pesanan
19 19 19
Rencana pemesanan 19 19 19
3. Periode Order Quantity (POQ)
Interval periode waktu pemesanan = 4 minggu atau setiap periode 4
minggu melakukan pemesanan sebanyak (4 x 20.000 = 80.000 unit/order).
Frekuensi pemesanan dalam 1 tahun = 250.000 : 20.000 = 12.5 kali = 13 kali
Total biaya pemesanan = 13 x Rp 35.000 = Rp 455.000
Tabel 2.9. Bagan MRP dengan Metode EOQ (dalam ribuan unit)
PERIODE 1 2 3 4 5 6 7 8 9 10 11 12 13
Kebutuhan kotor 5 5 5 5 5 5 5 5 5 5 5 5 5
Skedul penerimaan - - -
-Persediaan di tangan 15 10 50 0 15 10 5 0 15 10 5 0 15 10
Kebutuhan bersih 0 5 5 5
Rencana terima pesanan
20 20 20
Rencana pemesanan 20 20 20
BAB III
METODOLOGI PENELITIAN
3.1 OBYEK PENELITIAN
Penelitian dilaksanakan di perusahaan CV Ambar Jati Furniture yang
berlokasi di Klaten. Obyek penelitian hanya terbatas pada kebutuhan bahan
baku pada proses produksi kursi santai.
3.2 PENGUMPULAN DATA
Untuk memperoleh data yang baik dan akurat maka Pengumpulan
data dalam penelitian ini dilakukan dengan cara cara sebagai berikut:
a. Studi Kepustakaan
Studi yang merupakan pengumpulan yang diperoleh dengan
membaca dan mempelajari buku buku yang ada hubunganya dengan
masalah yanga dihadapi.
Studi ini dilakukan dengan mengadakan penelitian langsung pada
perusahan yang bersangkutan sebagai sasaran penelitian. Penelitian di
lapangan dilakukan dengan cara sebagai berikut:
1. Observasi. Teknik pengumpulan data dilakukan dengan mengadakan
penelitian atau pengamatan langsung terhadap kegiatan di lapangan.
2. Wawancara. Merupakan komunikasi langsung dengan mengadakan tanya
jawab dengan yang bersangkutan untuk memperoleh data yang diperlukan.
3. Dokumentasi. Merupakan pengumpulan data yang berasal dari
catatan-catatan atau arsip yang dimiliki oleh perusahaan.
3.3 METODE & ANALISIS DATA
Analisis data merupakan proses perhitungan secara kualitatif
dengan menggunakan perumusan yang telah ditentukan.
3.3.1. Peramalan
Ada banyak macam metode peramalan yang telah di kembangkan.
Pemakaian metode peramalan diharapkan mengurangi sedikit ketidak pastian
dimasa yang akan datang.
Dari data permintaan diolah dengan menggunakan program
Quanyitative System 3.0. dan untuk mengukur tingkat kesalahan
menggunakan MAD yang terkecil sehingga mendapat hasil yang lebih akurat.
Ada sepuluh metode peramalan yang dipergunakan antaralain:
a) Simple Average
d) Moving Average With Linier Trend e) Single Exponential Smoothing
f) Exponential Smoothing With Linear Trend g) Double Exponential Smoothing
h) Double Exponential Smoothing With Linear Trend i) Linear Regression
j) Winter’s model
Penentuan tingkat kesalahan terkecil dalam peramalan
Mean Absolut Deviation (MAD) =
(
)
F(t) = nilai peramalan periode ke-t
Xi = data aktual periode ke –1
N = jumlah observasi
Standar Deviation Error : SDE =
∑
Mean Percentage Error : MPE =
∑
Mean Absolut Percentage Error : MAPE =
∑
=
Untuk penelitian ini MAD (Mean Absolut Deviation) digunakan sebagai ukuran kesalahan untuk menentukan kebaikan suatu peramalan.
3.3.2. Penentuan Jadwal Induk Produksi (JIP)
JIP merupakan rencana rinci tentang jumlah barang yang akan
diproduksi pada beberapa satuan waktu dalam horison perencanaan.JIP
merupakan optimasi ongkos dengan memperhatikan kapasitas yang tersedia
dan ramalanpermintaan untuk mencapai rencana produksi yang akan
meminimasi total ongkos produksi dan persediaan.
JIP =
3.3.3. Perhitungan Material Requirement Planning (MRP)
Berdasarkan perhitungan JIP maka dapat dilakukan perencanaan
kebutuhan bahan. Data yang akan diolah dlam MRP adalah:
a) JIP / MPS
b) Status Persediaan
c) Struktur Produk (Bill of Material)
Dalam menghitung ukuran lot dilakukan secara manual dan dibantu
dengan menggunakan dua metode yaitu:
1. Lot for lot
2. Economic Order Quantity (EOQ) 3.4. kesimpulan dan saran
Berisi kesimpulan dari hasil pengolahan data secara keseluruhan
serta saran saran yang diberikan ke Perusahaan.
3.5. Kerangka Pemecahan Masalah
Kesimpulan dan Saran Selesai
Mulai
Perumusan Masalah
Pengumpulan Data
Data-data permintaan masa lalu Data struktur produk Data persediaan yang dimiliki Data Lead Time (waktu ancang)
Pengolahan Data & Analisa Peramalan
Jadual Induk Produksi (JIP) MRP meliputi :
Lot For Lot (LFL)
Economic Order Quantity (EOQ)
Period Order Quantity (POQ) Akumulasi
Studi pendahuluan
Tujuan penelitian
Selesai
Gambar 3.1.Kerangka pemecahan masalah
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA SERTA ANALISA 4.1. Hasil penelitian
4.1.1. sejarah dan perkembangan Ambar Jati Furniture (di lampiran) 4.2. Pengumpulan Data
Data yang telah diteliti dan dikumpulkan tentang produk kursi santai
adalah sebagai berikut :
1. Data pemesanan produk kursi santai dari bulan Juli 2002 - Juni 2003.
2. Data struktur produk kursi Armando(CH-409)
3. Data persediaan komponen kuri Armando(CH-409)
4. Data waktu ancang (lead time) setiap komponen pembentuk kursi
Armando(CH-409).
5. 4.2.1.Data Pemesanan Kursi Armando(CH-409) Dari bulan Juli 2002 sampai Juni 2003.
No Tahun Bulan Pemesanan
Data struktur produk ini mengenai komponen-komponen penyusun
kursi Armando (CH-409).
Tabel 4.2. Data Struktur Produk Kursi Armando(CH-409)
No Nama Komponen Kode Jumlah Level Produksi/Beli
(P/B)
1 Kursi CH-40901 1 0 P
2 Rangka depan CH-40911 1 1 P
3 Rangka belakang CH-40912 1 1 P
4 Busa dudukan CH-40913 1 1 B
5 Bingkai depan CH-40921 1 2 P
6 Kaki depan CH-40922 2 2 P
7 Bingkai samping CH-40923 2 2 P
8 Bingkai belakang CH-40924 1 2 P
9 Kaki belakang CH-40925 2 2 P
10 Sandaran tangan CH-40926 2 2 P
11 Busa sandaran CH-40927 1 2 B
12 Busa CH-40928 1 2 B
13 Rangka dudukan CH-40929 4 2 P
14 Busa CH-40931 1 3 P
15 Rangka sandaran CH-40932 4 3 P
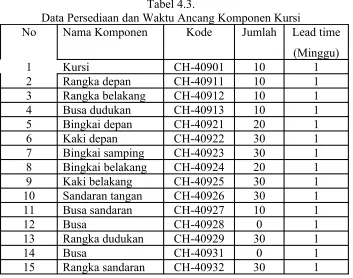
Data persediaan yang dikumpulkan dalam penelitian ini adalah data
persediaan komponen yang digunakan untuk membuat kursi.
Tabel 4.3.
Data Persediaan dan Waktu Ancang Komponen Kursi
No Nama Komponen Kode Jumlah Lead time
(Minggu)
1 Kursi CH-40901 10 1
2 Rangka depan CH-40911 10 1
3 Rangka belakang CH-40912 10 1
4 Busa dudukan CH-40913 10 1
5 Bingkai depan CH-40921 20 1
6 Kaki depan CH-40922 30 1
7 Bingkai samping CH-40923 30 1
8 Bingkai belakang CH-40924 20 1
9 Kaki belakang CH-40925 30 1
10 Sandaran tangan CH-40926 30 1
11 Busa sandaran CH-40927 10 1
12 Busa CH-40928 0 1
13 Rangka dudukan CH-40929 30 1
14 Busa CH-40931 0 1
15 Rangka sandaran CH-40932 30 1
Lead time untuk masing-masing komponen dihitung mulai dari
pemesanan sampai bahan baku tiba ditambah dengan lamanya proses
pengerjaan sampai komponen siap dipakai.
Pada pembuatan kursi Armando(CH-409) ini, pembelian bahan baku
dalam bentuk kayu olahan. Adapun ukuran komponen pembentuknya adalah
sebagai berikut (dalam cm3 ).
Bingkai depan = 45 x 5 x 4 = 900 Cm3
Kaki depan = 60 x 6 x 4 = 1440 Cm3
Bingkai samping = 40 x 5 x 4 =800 Cm3
Kaki belakang = 80 x 6 x 4 = 1920 Cm3
Sandaran tangan = 45 x 5 x 2,5 = 562.5 Cm3
Rangka sandaran = 35 x 4 x 4 = 280 Cm3
Rangka dudukan = 40 x 4 x 4 = 640 Cm3
Total persediaan kayu olahan komponen kursi :
Bingkai depan = 20 x 900 = 18000 Cm3
Kaki depan = 30 x 1440 = 43200 Cm3
Bingkai samping = 30 x 800 = 24000 Cm3
Bingkai belakang = 20 x 900 = 18000 Cm3
Kaki belakang = 30 x 1920 = 57600 Cm3
Sandaran tangan = 30 x 562.5 = 16875 Cm3
Rangka sandaran = 15 x 4280 = 64200 Cm3
Rangka dudukan = 15 x 640 = 9600 Cm3
4.3. Pengolahan Data
Data yang akan diolah dan di analisis adalah data permintaan produk
kuri santai, data Jadwal Induk Produksi (JIP) untuk tiga bulan yang akan
datang yaitu bulan Juli sampai September 2003. Data perencanaan kebutuhan
komponen dan penentuan lot perkomponen pembentuk kursi Armando.
Pengolahan data dilakukan berdasarkan langkah-langkah
sebagai berikut :
2. Penentuan jadwal induk produksi
3. Perhitungan perencanaan kebutuhan bahan
4. Penentuan ukuran lot yang optimbal
4.3.1. Tahap Peramalan
Tahap peramalan ini bertujuan untuk memperkirakan kebutuhan
bahan baku untuk masa yang akan datang. Pengumpulan data-data peramalan
didapat dari data pemesanan produk kursi Armando(CH-409) pada bulan Juli
2002-Juni 2003. Dalam menentukan hasil peramalan digunakan program Qs
Version 3.0 berdasarkan nilai MAD yang terkecil.
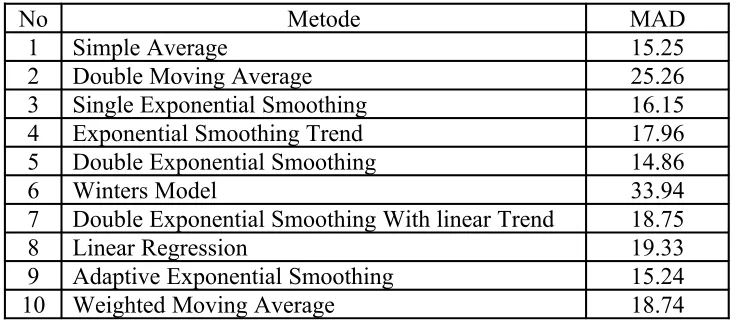
Tabel 4.4. Rekapitulasi Hasil Peramalan
No Metode MAD
1 Simple Average 15.25
2 Double Moving Average 25.26
3 Single Exponential Smoothing 16.15
4 Exponential Smoothing Trend 17.96
5 Double Exponential Smoothing 14.86
6 Winters Model 33.94
7 Double Exponential Smoothing With linear Trend 18.75
8 Linear Regression 19.33
9 Adaptive Exponential Smoothing 15.24
10 Weighted Moving Average 18.74
Jadi metode peramalan yang dipilih adalah metode Double Exponential Smoothing karena memiliki nilai MAD yang terkecil.
Tabel 4.5. Hasil Peramalan
No Tahun Bulan Jumlah (unit)
1 2003 Juli 49.849
3 2003 September 49.849
4.3.2. Penentuan Jadwal Induk Produksi
Jadwal induk produksi merupakan jumlah rincian produk akhir
berdasarkan hasil induk produksi untuk tiga bulan yang akan datang yaitu
bulan Juli, Agustus dan September 2003. Dan periode produksi dalam
mingguan, sehingga didapat rumus sebagai berikut :
Data hasil peramalan dalam periode bulanan dikonvermasikan
Jadi jadwal induk produksi untuk tiga bulan yang akan datang adalah :
JIP =
Jadwal Induk Produksi perkomponen Untuk Tiga Bulan Yang Akan Datang
1. Bingkai depan(CH-40921).
No Minggu ke Bulan Kebutuhan Bahan
2. Kaki depan(CH-40922).
No Minggu ke Bulan Kebutuhan Bahan
1 1 Juli 26
No Minggu ke Bulan Kebutuhan Bahan
1 1 Juli 26
No Minggu ke Bulan Kebutuhan Bahan
8 8 Agustus 26
No Minggu ke Bulan Kebutuhan Bahan
1 1 Juli 26
No Minggu ke Bulan Kebutuhan Bahan
1 1 Juli 26
No Minggu ke Bulan Kebutuhan Bahan
1 1 Juli 52
2 2 Juli 52
4 4 Juli 52
No Minggu ke Bulan Kebutuhan Bahan
1 1 Juli 52
4.3.3. Tahap Perhitungan Perencanaan Kebutuhan Bahan dengan metode
lot for lot
Tabel 4.7.
Perhitungan Kebutuhan Bahan Baku Produk Kursi Armando(CH-409)
Nama Komponen : Kursi Armando(CH-409)
Lead Time : 1 Minggu Level 0
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 13 13 13 13 13 13 13 13 13 13 13 13
Skedul penerimaan - - -
-Persediaan ditangan 10 10 10 10
Kebutuhan bersih 3 13 13 13 13 13 13 13 13 13 13 13
Rencana terima pesanaan 3 13 13 13 13 13 13 13 13 13 13 13
Nama Komponen : Rangka depan (CH-40911).
Persediaan ditangan 10 10 10 7
Kebutuhan bersih 6 13 13 13 13 13 13 13 13 13 13
Rencana terima pesanan 6 13 13 13 13 13 13 13 13 13 13
Rencana pemesanan 6 13 13 13 13 13 13 13 13 13 13
Nama Komponen : Bingkai depan(CH-40921)
Lead Time : 1 Minggu Level 2
Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 6 13 13 13 13 13 13 13 13 13 13
Skedul penerimaan - - -
-Persediaan ditangan 20 20 20 14 1
Kebutuhan bersih 12 13 13 13 13 13 13 13 13
Rencana terima pesanan 12 13 13 13 13 13 13 13 13
Rencana pemesanan 12 13 13 13 13 13 13 13 13
Nama Komponen : Kaki depan(CH40922)
Lead Time : 1 Minggu Level 2
Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 12 26 26 26 26 26 26 26 26 26 26
Skedul penerimaan - - -
-Persediaan ditangan 30 30 30 18
Kebutuhan bersih 8 26 26 26 26 26 26 26 26 26
Rencana terima pesanan 8 26 26 26 26 26 26 26 26 26
Rencana pemesanan 8 26 26 26 26 26 26 26 26 26
Nama Komponen : Bingkai samping(CH-40923)
Lead Time : 1 Minggu Level 2
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 12 26 26 26 26 26 26 26 26 26 26
Skedul penerimaan - - -
-Persediaan ditangan 30 30 30 18
Kebutuhan bersih 8 26 26 26 26 26 26 26 26 26
Rencana terima pesanan 8 26 26 26 26 26 26 26 26 26
Nama Komponen : Rangka belakang(CH-40912)
Persediaan ditangan 10 10 10 7
Kebutuhan bersih 6 13 13 13 13 13 13 13 13 13 13
Rencana terima pesanan 6 13 13 13 13 13 13 13 13 13 13
Rencana pemesanan 6 13 13 13 13 13 13 13 13 13 13
Nama Komponen : Bingkai belakang (CH-40924)
Lead Time : 1 Minggu Level 2
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 12 26 26 26 26 26 26 26 26 26 26
Skedul penerimaan - - -
-Persediaan ditangan 20 20 20 8
Kebutuhan bersih 18 26 26 26 26 26 26 26 26 26
Rencana terima pesanan 18 26 26 26 26 26 26 26 26 26
Rencana pemesanan 18 26 26 26 26 26 26 26 26 26
Nama Komponen : Kaki belakang(CH-40925)
Lead Time : 1 Minggu Level 2
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 12 26 26 26 26 26 26 26 26 26 26
Skedul penerimaan - - -
-Persediaan ditangan 30 30 30 18
Kebutuhan bersih 8 26 26 26 26 26 26 26 26 26
Rencana terima pesanan 8 26 26 26 26 26 26 26 26 26
Rencana pemesanan 8 26 26 26 26 26 26 26 26 26
Nama Komponen : Sandaran tangan(CH-40926)
Lead Time : 1 Minggu Level 2
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 12 26 26 26 26 26 26 26 26 26 26
Skedul penerimaan - - -
-Persediaan ditangan 30 30 30 18
Kebutuhan bersih 8 26 26 26 26 26 26 26 26 26
Rencana terima pesanan 8 26 26 26 26 26 26 26 26 26
Nama Komponen : Busa Sandaran (CH-40927)
Persediaan ditangan 10 10 10 4
Kebutuhan bersih 9 13 13 13 13 13 13 13 13 13
Rencana terima pesanan 9 13 13 13 13 13 13 13 13 13
Rencana pemesanan 9 13 13 13 13 13 13 13 13 13
Nama Komponen : Rangka Sandaran (CH-40931)
Lead Time : 1 Minggu Level 3
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 36 52 52 52 52 52 52 52 52 52
Skedul penerimaan - - -
-Persediaan ditangan 30 30 30
Kebutuhan bersih 6 52 52 52 52 52 52 52 52 52
Rencana terima pesanan 6 52 52 52 52 52 52 52 52 52
Rencana pemesanan 6 52 52 52 52 52 52 52 52 52
Nama Komponen : Busa dudukan(CH-40913)
Lead Time : 1 Minggu Level 1
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 3 13 13 13 13 13 13 13 13 13 13 13
Skedul penerimaan - - -
-Persediaan ditangan 10 10 10 7
Kebutuhan bersih 6 13 13 13 13 13 13 13 13 13 13
Rencana terima pesanan 6 13 13 13 13 13 13 13 13 13 13
Rencana pemesanan 6 13 13 13 13 13 13 13 13 13 13
Nama Komponen : Rangka dudukan(CH-40929)
Lead Time : 1 Minggu Level 2
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 24 52 52 52 52 52 52 52 52 52 52
Skedul penerimaan - - -
-Persediaan ditangan 30 30 30 6
Kebutuhan bersih 46 52 52 52 52 52 52 52 52 52
Rencana terima pesanan 46 52 52 52 52 52 52 52 52 52
Untuk memenuhi kebutuhan bersih pada produk kursi Armando
(CH-409) penulis menggunakan empat alternatif metode pengukuran
lot pemesanan yaitu:
1. Lot For Lot (LFL)
2. Economic Order Quantity (EOQ) 3. Period Order Quantity (POQ) 4. Akumulasi
Tabel 4.8.
Kebutuhan Bersih Produk Kursi Armando(CH-409)
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 13 13 13 13 13 13 13 13 13 13 13 13
Skedul penerimaan - - -
-Persediaan ditangan 10 10 10 10
Kebutuhan bersih 3 13 13 13 13 13 13 13 13 13 13 13
Rencana terima pesanaan Rencana pemesanan
1. MetodeLFL
Tabel 4.9 berikut ini menunjukkan MRP produk kursi Armando (CH-409)
dengan lot pemesanan dengan menggunakan metode Lot For Lot.
Tabel 4.9
MRP Produk” Kursi Armando(CH-409)”(metode pemesanan LFL)
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 13 13 13 13 13 13 13 13 13 13 13 13
Skedul penerimaan - - -
-Persediaan ditangan 10 10 10 10
Kebutuhan bersih 3 13 13 13 13 13 13 13 13 13 13 13
Rencana terima pesanaan 3 13 13 13 13 13 13 13 13 13 13 13
Rencana pemesanan 3 13 13 13 13 13 13 13 13 13 13 13
Dengan menggunakan lot pemesanan sistem LFL berarti pesanan dilakukan untuk setiap minggu. Maka total biaya yang dikeluarkan adalah:
Biaya pemesanan = 12 x Rp 70.000 = Rp 840.000
Biaya simpan = Rp 0 +
2. Metode EOQ
Untuk menentukan jumlah lot dengan menggunakan metode EOQ ,
langkah pertama yang harus dilakukan adalah menentukan besar
EOQ dan kemudian membuat MRP produk “kursi Armando
(CH-409)” (metode EOQ)
Diketahui : D = Rata-rata kebutuhan = 50 unit/minggu
S = Biaya pesan Rp 70.000,-setiap kali pesan
MRP Produk” Kursi Armando(CH-409)”(metode pemesanan EOQ)
Periode Minggu
-3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan kotor 13 13 13 13 13 13 13 13 13 13 13 13
Skedul penerimaan - - -
-Persediaan ditangan 10 10 10 10 35 22 9 34 21 8 33 20 7 32 19 6
Kebutuhan bersih 3 4 5 6
Rencana terima pesanaan 38 38 38 38
Rencana pemesanan 38 38 38 38
Frekuensi pembelian dalam tiga bulan = 150 : 38 = 3.9 kali = 4 kali
Interval waktu order /order = 12 : 4 = 3 minggu
Total biaya pemesanan = 4 x Rp 70.000 = Rp 280.000
Total biaya simpan = 3 x Rp 5.000 = Rp 15.000 +
Total biaya = Rp 295.000