Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
OPTIMALISASI PROSES PRODUKSI DENGAN
MENGGUNAKAN METODE OVERALL EQUIPMENT
EFFECTIVENESS
(Survey pada PT. Arteria Daya Mulia Kota Cirebon)
1)Suci Hastary, 2)Ayus Ahmad Yusuf, 3)Robi Awaludin1,2,3Universitas Kuningan
E-mail: hastarysuci@gmail.com ayusayusuf@yahoo.co.idawaluddin.robi@uniku.ac.id
ABSTRACT
High equipment maintenance cost in a company is caused by inappropriate improvement. Overall Equipment Effectiveness (OEE) is one of methods that can provide information to identify and clarify the cause of low performance of an equipment, that can solve the problems. This study aims to identify machine productivity, that analyze problems that cause losses. There are three main factors in OEE calculation, namely availability, performance, and quality. The average achievement value of OEE in PT. Arteria Daya Mulia of 74.32% can be concluded that the average value of OEE is still below the standard of Japan Institute of Plan Maintenance (JIPM) of 85% (Nakajima, 1988). Based on the calculation using Six Big Losses, the factor that caused the decreasing effectiveness of the most dominant machine was the Idling and Minor Stoppages factor of 21.54%, so that it was a top priority to make improvements as an initial step in efforts to increase the productivity and efficiency of the netting machine.
Keywords: Overall Equipment Effectiveness, Six Big Losses.
PENDAHULUAN
Pertumbuhan penduduk yang ada selalu berbanding lurus dengan tingkat kebutuhannya. Dengan meningkatnya jumlah penduduk maka jumlah kebutuhan pun akan ikut meningkat, hal ini membuat proses produksi menjadi sangat penting dalam jalannya perusahaan baik itu skala besar, kecil maupun menengah. Proses produksi harus bekerja secara optimal agar kebutuhan konsumen dapat terpenuhi. Salah satu faktor terpenting dalam proses produksi adalah kinerja mesin. Mesin merupakan alat utama dalam pembuatan produk. Kinerja mesin yang baik didapatkan dari perawatan mesin yang baik pula, begitupun sebaliknya.(Haidar, 2019). PT. Arteria Daya Mulia merupakan perusahaan manufaktur penghasil jaring ikan, benang dan tambang. Perusahaan ini didirikan oleh Bapak Mulyadi Wiguna pada tahun 1982. Berdasarkan hasil wawancara dengan manajer bagian jaring diketahui bahwa mesin netting untuk memproduksi jaring ikan memiliki tingkat kerusakan yang paling banyak, bila terjadi downtime maka itu akan memperlambat proses produksi dan akan mengurangi hasil produksi, dan juga
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
cukup banyak. Hal tersebut bisa dilihat dari data kerusakan komponen mesin selama bulan Januari-Juni 2019 disajikan pada tabel 1.
Tabel 1
Data kerusakan komponen mesin netting jaring ikan Komponen mesin Januari Februari Mare
t
Apri l
Mei Juni
Pelapis main wrap roll 1 2 1 2 1 3
Pelapis guide roll 2 - 2 1 2 4
Pelapis press roll 2 1 - 1 1 2
Service shuttle 1 - - - - -
Alur benang 4 1 2 - 3 1
Guide roll tension - 1 - 1 - - Bosh pin lever reed - 1 - - - 1 As pin onion reed - 1 - - 2 -
Wrap roll 1 3 - - - 2
Jarum / lower hook pin - 1 2 - 1 - Bearing unit as maintain - 2 - - - - Spie maintain - 1 - 1 - 1 Spie lam pengeras ikatan 2 1 - 3 - - Main shaft/as utama - - 1 - 1 - Main wrap roll 2 - 1 1 1 2
Pelapis bak swite - - 1 - - -
Pulley penggerak mesin 3 - 1 2 - - Pulley aluminium - - 2 - - 1 Plat up hock 1 - 1 - - 1 Sumber : PT. Arteria Daya Mulia (2019).
Data diatas menunjukan beberapa komponen pada mesin netting yang kerap mengalami kerusakan dan menyebabkan terhentinya proses produksi. Hal tersebut merupakan suatu kerugian untuk perusahaan karena mengurangi hasil produksi baik dari kuantitas maupun kualitas produk. Overall Equipment Effectiveness (OEE) merupakan alat pengukur kinerja keseluruhan peralatan atau mesin (complete, inclusive, whole), dalam arti bahwa perawatan dapat bekerja seperti yang seharusnya. OEE juga merupakan alat analisis tiga bagian untuk kinerja peralatan berdasarkan
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
availability, performance efficiency dan quality dari produk atau output (Williamson, R, 2006). Six Big Losses adalah enam kerugian yang harus dihindari oleh setiap perusahaan yang dapat mengurangi tingkat efektivitas suatu mesin yang memiliki kategori utama yaitu downtime, speed losses dan defects. (Triwardani, 2013). Penelitian sebelumnya yang dilakukan oleh (Sinaga, 2019), berjudul Analisis Total Productive Maintenance Pada Mesin Laminating I Dengan Metode Overall Equipment Effectiveness. Kesimpulan yang dapat diambil pada mesin laminating I bahwa nilai OEE untuk periode April 2016 sampai Maret 2017 berkisar antara 61,08% sampai 83,91%. Kondisi ini menunjukkan bahwa kemampuan mesin laminating I dalam mencapai target dan pencapaian efektivitas belum mencapai kondisi yang ideal (≥86%). Adapun yang mempengaruhi nilai OEE dan menjadi prioritas utama adalah faktor reduced speed sebesar 78,79%. Berdasarkan permasalahan yang dihadapi oleh perusahaan, penulis tertarik untuk melakukan penelitian pada PT. Arteria Daya Mulia dengan judul penelitian
Menurut Heizer (2011:356), pemeliharan (maintenance) adalah mencakup semua aktifitas yang berkaitan dengan menjaga semua peralatan sistem agar dapat tetap bekerja. Sedangkan menurut Tampubolon (2004:247), pemeliharaan (maintenance) merupakan semua aktivitas termasuk menjaga sistem peralatan dan mesin selalu dapat melaksanakan pesanan atau pengelolaan peralatan dan mesin- mesin tetap siap pakai.
Menurut Assauri (2008:111), mesin adalah suatu peralatan yang digerakan oleh suatu kekuatan/tenaga yang dipergunakan untuk membantu manusia dalam mengerjakan produk atau bagian-bagian produk tertentu.
Menurut Williamson, R (2006), Overall Equipment Effectiveness (OEE) merupakan alat pengukur kinerja keseluruhan peralatan atau mesin (complete, inclusive, whole), dalam arti bahwa perawatan dapat bekerja seperti yang seharusnya. Overall Equipment Effectiveness juga merupakan alat analisis tiga bagian untuk kinerja peralatan berdasarkan availability, performance efficiency dan quality dari produk atau output.
Nilai Overall Equipment Effectiveness diperoleh dari tiga perkalian faktor OEE, yaitu availability rate, performance rate, dan quality rate. Formulasi perkalian ketiga faktor tersebut adalah sebagai berikut. Nakajima (1988).
OEE (%) = availability rate (%) x Performance rate (%) x quality rate (%) Kerangka Pemikiran
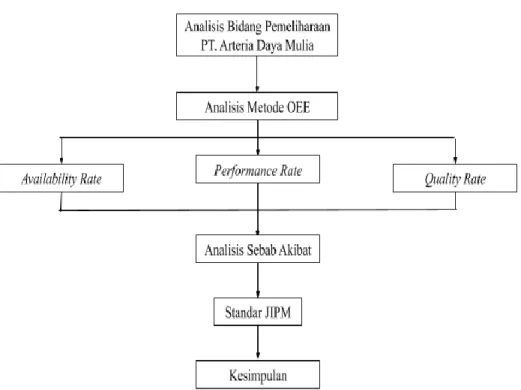
Pada umumnya setiap perusahaan akan berusaha menghasilkan produk yang berkualitas untuk konsumennya, mesin yang digunakan untuk proses produksi harus dalam kondisi baik agar menghasilkan produk sesuai yang diinginkan. Agar mesin berproses sesuai dengan kualitas yang
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
diminta maka diperlukan pemeliharaan untuk mencegah terjadinya kerusakan mesin Salah satu pengukuran keberhasilan penerapan Total Productive Maintenance dapat diukur dengan metode Overall Equipment Effectiveness. Metode ini digunakan untuk mengukur efektivitas mesin yang digunakan. Setelah itu, dilakukan pengukuran six big losses untuk mengetahui kerugian yang paling berpengaruh. Lalu hasil perhitungan OEE tersebut kemudian dibandingkan dengan standar Japan Institute of Plan Maintenance (JIPM).
Gambar 1 Kerangka Pemikiran
METODE
Penelitian ini meliputi kegiatan penelitian lapangan yang dilakukan di PT. Arteria Daya Mulia yang berlokasi di Jl. Dukuh Duwur Pegambiran No. 46 Kabupaten Cirebon, Jawa Barat. Waktu pelaksanaan penelitian dilakukan selama enam bulan yaitu bulan Januari 2019 hingga Juni 2019. Jenis data yang digunakan dalam penelitian ini yaitu data kuantitatif. Data kuantitatif merupakan data berbentuk angka-angka yang dihitung secara matematis baik secara langsung dari hasil penelitian maupun pengolahan data kualitatif menjadi kuantitatif (Bungin, 2001:126). Data kuantitatif dalam penelitian ini adalah data jumlah produksi, jumlah produksi cacat, dan Jam kerja mesin.
HASIL DAN PEMBAHASAN
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
Perhitungan availability bulan Januari 2019:
Availability = 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒−𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒 x 100% 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 Availability = 22691−2225 x 100% 22691 Availability = 20466 x 100% 22691 Availability = 90.19%
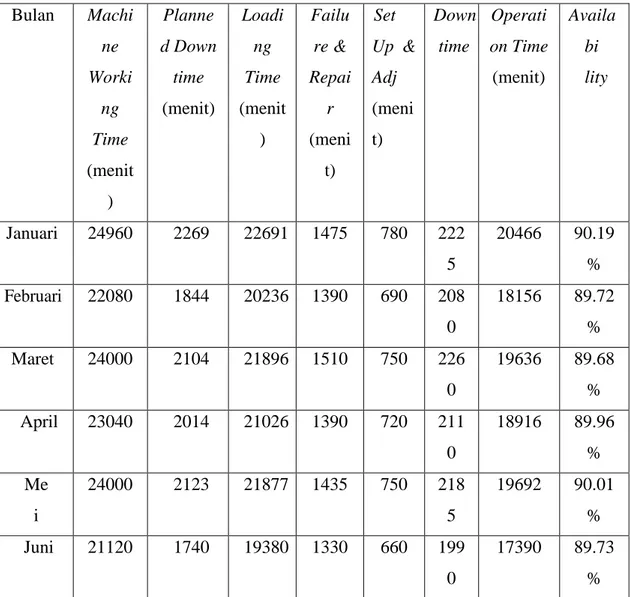
Dengan cara yang sama, perhitungan availability untuk bulan Januari –Juni 2019 dapat dilihat pada tabel 2.
Tabel 2 Data perhitungan availability mesin netting Bulan Machi ne Worki ng Time (menit ) Planne d Down time (menit) Loadi ng Time (menit ) Failu re & Repai r (meni t) Set Up & Adj (meni t) Down time Operati on Time (menit) Availa bi lity Januari 24960 2269 22691 1475 780 222 5 20466 90.19 % Februari 22080 1844 20236 1390 690 208 0 18156 89.72 % Maret 24000 2104 21896 1510 750 226 0 19636 89.68 % April 23040 2014 21026 1390 720 211 0 18916 89.96 % Me i 24000 2123 21877 1435 750 218 5 19692 90.01 % Juni 21120 1740 19380 1330 660 199 0 17390 89.73 %
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
Rata-rata
89.88 % Sumber: Data perusahaan diolah 2020
Berdasarkan hasil perhitungan nilai availability pada mesin netting dapat diketahui bahwa nilai rata-rata availability pada mesin netting sebesar 89.88%, menandakan bahwa nilai availability tersebut belum memenuhi standar Japan Institute of Plant Maintenance (JIPM) yang bernilai 90% (Nakajima, 1988).
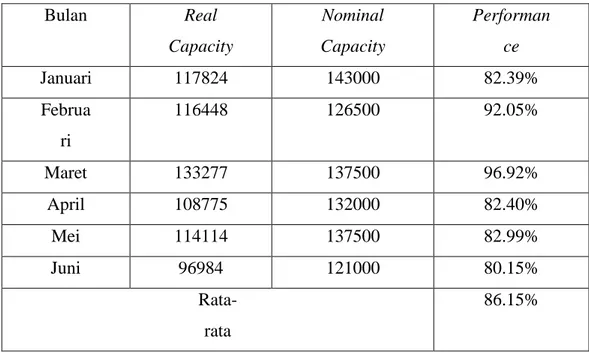
Dengan cara yang sama, perhitungan nilai performance untuk bulan Januari – Juni 2019 dapat dilihat pada table 3
Tabel 3 Data perhitungan nilai Performance mesin netting
Bulan Real Capacity Nominal Capacity Performan ce Januari 117824 143000 82.39% Februa ri 116448 126500 92.05% Maret 133277 137500 96.92% April 108775 132000 82.40% Mei 114114 137500 82.99% Juni 96984 121000 80.15% Rata-rata 86.15%
Sumber: Data perusahaan diolah (2020)
Berdasarkan hasil perhitungan nilai performance pada mesin netting dapat diketahui bahwa nilai rata-rata performance pada mesin netting adalah 86.15%, menandakan bahwa nilai performance tersebut belum mencapai standar Japan Institute of Plant Maintenance (JIPM) yang bernilai 95% (Nakajima, 1988). Namun pada bulan Maret telah memenuhi standar JIPM sebesar 96.92%.
a. Perhitungan Nilai Quality
Quality diperoleh dari hasil perhitungan total product dikurangi defective product kemudian dibagi total product setelah itu dikalikan dengan 100%, cara perhitungan tersebut dapat dilakukan dengan menggunakan rumus sebagai berikut:
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
Quality = 𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 − 𝐷𝑒𝑓𝑒𝑐𝑡 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 × 100% 𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 Quality = 122931 − 5107 × 100% 122931 Quality = 117824 × 100% 122931 Quality = 92.84%
Dengan cara yang sama, perhitungan nilai quality untuk bulan Januari –Juni 2019 dapat dilihat pada table 4.
Tabel 4
Data perhitungan nilai quality pada mesin netting Bulan Good Production (kg) Defect Production (kg) Total Production (kg) Qualit y Januari 117824 5107 122931 92.84 % Februa ri 116448 5375 121823 95.58 % Maret 133277 3961 137238 97.11 % April 108775 4139 112914 96.33 % Mei 114114 3847 117961 96.73 % Juni 96984 2541 99525 97.44 % Rata-rata 96.01 % Sumber: Data perusahaan diolah (2020)
Berdasarkan perhitungan nilai quality mesin netting dapat diketahui bahwa nilai rata-rata quality sebesar 96.01% pencapaian dari pengukuran quality ini belum mencapai standar Japan
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
Institute of Plant Mantenance (JIPM) atau perusahaan kelas dunia yang minimal 99% (Nakajima, 1988), sehingga mesin belum dikatakan berada pada kondisi ideal dalam hal mutu.
b. Perhitungan Nilai OEE
Perhitungan nilai OEE pada bulan Januari 2019:
OEE = Availability x Performance x Quality OEE = 90.19 % x 82.39 % x 92.84 %
OEE = 68.99 %
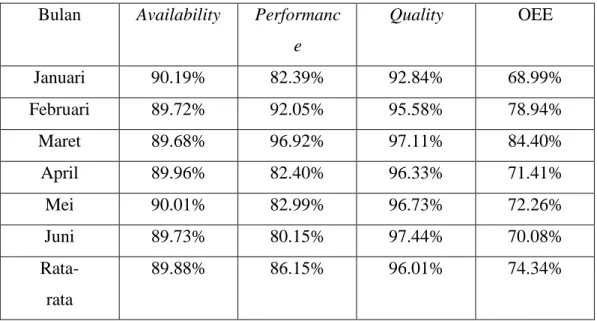
Dengan cara yang sama, perhitungan nilai OEE untuk bulan Januari –Juni 2019 dapat dilihat pada table 5.
Tabel 5 Data perhitungan nilai OEE pada mesin netting
Bulan Availability Performanc e Quality OEE Januari 90.19% 82.39% 92.84% 68.99% Februari 89.72% 92.05% 95.58% 78.94% Maret 89.68% 96.92% 97.11% 84.40% April 89.96% 82.40% 96.33% 71.41% Mei 90.01% 82.99% 96.73% 72.26% Juni 89.73% 80.15% 97.44% 70.08% Rata-rata 89.88% 86.15% 96.01% 74.34%
Sumber : Data Diolah (2020)
Analisis Six Big Losses
Dari analisis OEE terlihat bahwa kinerja operasi manufaktur di perusahaan masih jauh dibawah kondisi ideal. Disinilah letak kelebihan dari metode OEE dimana tidak hanya mengukur kinerja manufaktur tetapi juga dapat mengidentifikasi masalah sebagai sumber kerugian yang menyebabkan nilai OEE perusahaan dibawah dari kondisi ideal.
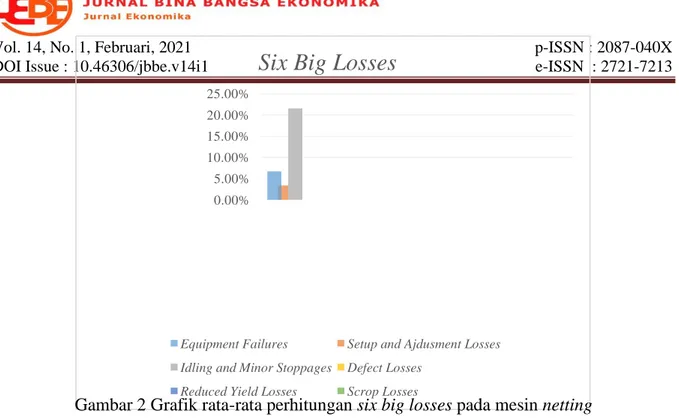
Adapun nilai rata-rata losses pada mesin netting pada bulan Januari – Juni 2019 dapat dilihat pada gambar 2.
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
Six Big Losses
25.00% 20.00% 15.00% 10.00% 5.00% 0.00%
Equipment Failures Setup and Ajdusment Losses
Idling and Minor Stoppages Defect Losses
Reduced Yield Losses Scrop Losses
Gambar 2 Grafik rata-rata perhitungan six big losses pada mesin netting
Berdasarkan grafik hasil dari perhitungan six big losses diatas dapat dilihat bahwa pada faktor Idling and Minor Stoppages Losses merupakan faktor dominan yang mengakibatkan rendahnya efektivitas pada mesin netting dengan hasil rata- rata sebesar 21.54% Kerugian pada Idling and Minor Stoppages disebabkan oleh berhentinya peralatan karena ada permasalahan sementara pada mesin.
Alternatif Solusi
Berdasarkan hasil analisis sebab akibat, maka dapat dilihat bahwa ada beberapa hal yang menyebabkan rendahnya efektivitas mesin netting sehingga harus menjadi prioritas utama untuk diperbaiki. Pada tabel 6 dapat dilihat alternative solusi untuk meningkatkan nilai OEE pada perusahaan.
Tabel 6 Alternatif Solusi N o Fakto r Alternatif Solusi 1 Mesin
▪ Keausan mesin ▪ Meningkatkan quality maintenance system seperti melakukan pengecekan mesin pada saat setup mesin dan setelah selesai digunakan pershif dan menetapkan kebijakan adanya jadwal preventive.
▪ Melakukan preventive maintenance untuk mencegah keausan mesin saat mesin sedang
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
beroperasi dan menyiapkan anggaran untuk mengganti dengan mesin yang baru.
2 Metode
▪ Tidak ada standar waktu pembersihan
▪ Kurang evaluasi terhadap sistem kerja mesin
▪ Menetapkan Standar waktu dalam mengerjakan sesuatu agar pencapaian kerja lebih optimal, dengan adanya standar waktu kita bisa mencapai
target yang diinginkan sesuai dengan waktu yang telah ditentukan.
▪ Diadakan evaluasi rutin misalnya setiap bulan untik menilai kinerja mesin, sehingga dapat didiskusikan keluhan dari operator, mecegah kerusakan lebih dini dan mengambil langkah untuk perbaikan ketika terjadi kerusakan. 3 Manusia
▪ Pelatihan tidak cukup ▪ Diberikan pelatihan secara berkala, terutama terkait mesin netting.
▪ Memberikan pengetahuan dasar pada operator untuk memperbaiki titik rawan breakdown dan seringnya melakukan pemeriksaan terhadap komponen-komponen mesin yang rawan rusak
pada mesin netting. 4 Lingkungan
▪ Kebersihan kurang terjaga
▪ Membersihkan pada area yang kotor sebelum dan sesudah melakukan produksi terutama pada sekitar area mesin.
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213
SIMPULAN
Berdasarkan hasil penelitian dapat disimpulkan bahwa kinerja maintenance perusahaan dalam pengelolaan perawatan mesin netting belum dikatakan baik, dan hasil penelitian ini dapat memberikan jawaban atas beberapa pertanyaan penelitian yang ada pada latar belakang. Berdasarkan hasil perhitungan Overall Equipment Effectiveness pada mesin netting nilai rata-rata Availability sebesar 89.85%, nilai rata-rata Performance sebesar 86.15%, nilai rata-rata Quality sebesar 96.01% dan diperoleh nilai rata- rata OEE sebesar 74.32% dapat disimpulkan bahwa nilai rata-rata OEE masih berada dibawah standar Japan Institute of Plant Maintenance (JIPM) sebesar 85% (Nakajima, 1988). Faktor-faktor yang menjadi penyebab menurunnya efektivitas mesin melalui pengukuran six big losses antara lain terdapat nilai rata-rata Equipment Failure Losses sebesar 6.73%, nilai rata-rata Setup and Ajdusment Losses diperoleh sebesar 3.42%, nilai rata-rata Idling and Minor Stoppages diperoleh sebesar 21.54%, nilai rata-rata Defect Losses diperoleh sebesar 4.86%, sedangkan nilai rata-rata Reduced Yield Losses dan Scrop Losses diperoleh sebesar 0%. Faktor yang menyebabkan menurunnya efektivitas mesin paling dominan adalah faktor Idling and Minor Stoppages sebesar 21.54%, sehingga merupakan prioritas utama untuk dilakukan perbaikan sebagai langkah awal dalam usaha peningkatan produktivitas dan efisiensi mesin netting. Berdasarkan beberapa alternatif solusi yang ditawarkan perusahaan memilih untuk diadakannya kegiatan dengan meningkatkan quality maintenance system seperti melakukan pengecekan mesin pada saat setup mesin dan setelah selesai digunakan pershif dan menetapkan kebijakan adanya jadwal preventive, menetapkan standar waktu dalam mengerjakan sesuatu agar pencapaian kerja lebih optimal, memberikan pelatihan secara berkala terkait mesin netting, dan membersihkan area yang kotor sekitar mesin setelah selesai digunakan atau sebelum pergantian shift berikutnya. Perusahaan diharapkan dapat meningkatkan quality maintenance system, memberikan pelatihan secara berkala terkait kepada operator mesin, dan menggunakan OEE sebagai alat untuk mengukur dan mengevaluasi kinerja. Untuk itu perusahaan perlu melakukan evaluasi kerja untuk mengetahui permasalahan-permasalahan yang timbul selama kegiatan produksi. Penelitian selanjutnya diharapkan dapat menganalisis lebih dalam mengenai implementasi pada area produksi mesin line yang lainnya, sehingga diharapkan dapat mengevaluasi secara menyeluruh dan dilakukan perbaikan untuk peningkatan kinerja dan mutu produksi.
Vol. 14, No. 1, Februari, 2021 p-ISSN : 2087-040X DOI Issue : 10.46306/jbbe.v14i1 e-ISSN : 2721-7213 DAFTAR PUSTAKA
Assauri, S. (2008). Managemen Produksi dan Operasi (Revisi). Jakarta: Fakultas Ekonomi UGM.
Bungin, B. (2001). Metodologi Penelitian Kualitatif dan kuantitatif. Yogyakarta: Gajah Mada Press.
Darmawan. (2013). Metode Penelitian Kuantitatif. Bandung: Remaja Rosdakarya. Haidar. (2019).Analisis Efecktivitas Mesin Injection Molding Di Bagian Produksi PT.
Dian Megah Indo Perkasa Menggunakan Metode Overall Equipment Effectiveness. Teknik Industri, Universitas Komputer Indonesia (UNIKOM) Bandung, Vol. 7 No. Hanafiah, H., Mulyani, A., & Kurniawanto, H. (2020). STRATEGI PEMASARAN NEW
DEVELOPMENT PRODUCT (NDP) PADA PERUSAHAAN JASA PEST CONTROL (PCO) DALAM MENGHADAPI WABAH COVID-19. Jurnal Bina Bangsa Ekonomika, 13(2), 201-207.
Hartoko, G., & Fauzun, D. (2020). PENGARUH GAYA KEPEMIMPINAN DAN BUDAYA KERJA TERHADAP KINERJA KARYAWAN PT. POSCO ICT INDONESIA BAGIAN CENTRAL MAINTENANCE DEPARTEMENT DI CILEGON. Jurnal Bina Bangsa Ekonomika, 13(2), 231-237.
Heizer, J. and B. R. (2011). Operation Management (9th ed.). Jakarta Salamba Empat. Nakajima, S. (1988). Introduction to Total Productive Maintenance. Cambridge MA:
Productivity Press, Inc.
Oktaviani, V., Fatonah, S., & Meilisa, R. (2020). ANALISIS KINERJA KEUANGAN MENGGUNAKAN CURRENT RATIO (CR), RETURN ON ASSET (ROA) DAN DEBT TO ASSET RATIO (DAR) PADA PT GOLDEN PLANTATION TBK. Jurnal Bina Bangsa Ekonomika, 13(2), 295-299.
Sinaga, Z. (2019). Analisis Total Productive Maintenence Pada Mesin Laminating I dengan Metode Overall Equipment Effectiveness. Journal of Industrial Engineering and Management Systems, Vol. 12, N, 18–31. https://doi.org/DOI: 10.30813/jiems.v12i1.1533 diakses pada tanggal 02 Juni 2020.
Triwardani, D. H. (2013). Analisis Overall Equipment Efectiveness (OEE) Dalam Meminimalisi Six Big Losses Pada Mesin Produksi Dual Filters DD07. Teknik Industri Universitas Brawijaya.
Williamson, R, M. (2006). Using Overall Equipment Effectiveness. The Matrix and The Measure. Retrieved from www.swspitcrew.com diakses pada tanggal 10 September 2019.