Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011 RAPP 2 - 8
BAB II
DESKRIPSI PROSES PRODUKSI
1.1 PROFIL INDUSTRI PULP DAN KERTAS
2.1.1. Profil Industri Pulp dan Kertas di Indonesia
Perkembangan industri pulp dan kertas di Indonesia terus meningkat dari tahun ke tahun, namun belum dapat memenuhi semua kebutuhan dalam negeri dan permintaan ekspor yang terus mengalami peningkatan. Kemajuan dan perkembangan ekonomi suatu negara tidak terlepas dari pembangunan industrinya. Salah satu jenis industri yang dapat menunjang pembangunan Indonesia adalah industri selulosa yang mengolah bahan baku serat alam menjadi produk pulp dan kertas. Bahan baku yang digunakan sebagai bahan baku pulp kertas yaitu kayu (kayudaun dan kayujarum) dan non-kayu seperti jerami/merang, bagas (ampas tebu), bambu, batang jagung dan lainnya.
Pasar dunia pulp dan kertas selama ini didominasi oleh Negara-negara di Amerika Utara (Amerika Serikat dan Kanada) dan Negara-negara di kawasan Scandinavia, seperti Swedia, Finlandia dan Norwegia. Kelompok Negara-negara tersebut sering disebut sebagai NORSCAN (North America and Scandinavia). Kecenderungan yang akan datang, dominasi pasar pulp dan kertas oleh Negara-negara NORSCAN diperkirakan akan semakin berkurang, akan bergeser ke Asia (seperti Indonesia dan Negara-negara di Asia Timur) dan negara-negara Amerika Latin (seperti Chili, Brazil, dan Uruguay) yang masih memiliki potensi hutan yang cukup besar dengan sistem HTI dan penerapan SFM (Sustainable Forest Management).
Penyebaran industri pulp dan kertas di wilayah Jawa sekitar 57,96% (6.607.200 Ton/tahun), sedangkan di wilayah Sumatera sekitar 37,43% (4.266.000 Ton/tahun) dan wilayah Kalimatan hanya 4,61% (52.500 Ton/tahun). Kapasitas terpasang industri pulp sekitar 7,9 juta ton 2010) dan untuk industri kertas sekitar 12,2-12,9 juta ton (2009-2010). Kapasitas produksi industri pulp sekitar 5,7 juta ton (2009) sedangkan pada tahun 2010 sekitar 6,3 juta ton. Untuk industri kertas produksinya sekitar 10 juta ton (2009) sedangkan tahun 2010 sekitar 11,5 juta ton. Menurut Asosiasi Pulp dan Kertas (APKI),
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 9 pada umumnya ekspor pulp sekitar 50% dari kapasitas produksi sedangkan ekspor kertas sekitar 40 % dari kapasitas produksi.
Industri pulp dan kertas di Indonesia berpotensi menjadi salah satu dari tiga besar industri pulp dan kertas dunia, Indonesia menempati peringkat 9 (Sembilan) dunia untuk industri Pulp dan Kertas. Dengan naiknya peringkat Indonesia sebagai produsen kertas dunia ke-9 pada tahun 2010, berarti Indonesia telah menggeser Brazil yang pada tahun 2010 menduduki peringkat ke-10. Dalam tahun 2011 Indonesia masih memiliki potensi naik lagi keperingkatnya sebagai produsen kertas dunia. Tahun 2011 produksi kertas Indonesia diperkirakan mencapai 11,5 juta ton. Apabila Korea Selatan dan Swedia tidak terjadi penambahan produksi kertas secara signifikan, diperkirakan Indonesia bisa menggeser peringkat ke-2 negara tersebut, sehingga Indonesia bisa menduduki peringkat ke-7 produsen kertas dunia. (Buletin APKI, 2011).
Trend pasar pulp bergeser dari pasar barat ke pasar timur yaitu ke Asia. Pasar Asia menjadi tujuan utama ekspor komoditas ini dan memimpin dalam penggunaan kertas tertinggi. Industri pulp dan kertas bisa menjadi penopang pilar pembangunan ekonomi (sumber:Bisnis Indonesia, Harian Ekonomi Neraca, 8 Nopember 2011).
Peringkat Industri pulp dunia tahun 2009 dan 2010 dapat dilihat pada Tabel 2.1, sedangkan peringkat Industri kertas dunia dapat dilihat pada Tabel 2.2.
Tabel 2.1. Peringkat Industri Pulp Dunia
Sumber: Buletin Berita Industri Pulp dan Kertas Indonesia, APKI, Oktober 2011 No
2009 2010
Negara Produksi Negara Produksi
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. USA China Kanada Brazil Swedia Finlandia Jepang Rusia Indonesia Chili India Jerman 48,329 20,813 17,079 13,315 11,463 9,003 8,506 7,235 5,971 5,000 3,803 2,542 USA China Kanada Brazil Swedia Finlandia Jepang Rusia Indonesia Chili India Jerman 49,243 22,042 18,536 14,062 11,877 10,508 9,393 7,421 6,278 4,114 3,931 2,762
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 10 Tabel 2.2. Peringkat Industri Kertas dan Karton Dunia
Sumber:Buletin Berita Industri Pulp dan Kertas Indonesia, APKI, Oktober 2011
Kapasitas terpasang Industri Pulp dan Kertas Indonesia ada diperingkat ke-1 ASEAN, data tersebut dapat dilihat pada Tabel 2.3 dan perbandingan konsumsi kertas per kapita di beberapa negara di dunia internasional dapat dilihat pada Tabel 2.3, sebagai berikut:
Tabel 2.3. Kapasitas Terpasang Peringkat ASEAN (Ton), 2007
No Negara Kapasitas Kertas terpasang Kapasitas Pulp terpasang 1 Indonesia 11.825 6.483 2 Thailand 5.254 1.144 3 Malaysia 1.600 365 4 Vietnam 1.341 200 5 Filipina 1.100 200
Sumber:Buletin Berita Industri Pulp dan Kertas Indonesia, APKI.
Di Indonesia, konsumsi kertas per kapita sangat rendah yaitu 14 kg/kapita pada tahun 1995 meningkat menjadi 25 kg/kapita pada tahun 2007. Konsumsi kertas tersebut sangat rendah dibandingkan dengan negara-negara di Eropa seperti Belgia yang mencapai 375 kg/kapita, Finlandia 369 kg/kapita dan Jerman 254 kg/kapita (tahun 2007), sedangkan negara-negara non Eropa seperti USA dapat mencapai 288 kg/kapita, Jepang 246 kg/kapita, China 55 kg/kapita (tahun 2007).
No 2009 2010
Negara Produksi Negara Produksi
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. China USA Jepang Jerman Kanada Swedia Finlandia Korea Selatan Brazil Indonesia India Italia 86,391 71,613 26,279 20,902 12,857 10,933 10,602 10,481 9,428 9,363 8,693 8,449 China USA Jepang Jerman Kanada Finlandia Swedia Korea Selatan Indonesia Brazil India Italia 92,599 75,849 27,288 23,122 12,787 11,789 11,410 11,120 9,951 9,796 9,223 9,146
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 11 Tabel 2.4. Konsumsi kertas per kapita di beberapa negara
Sumber:Buletin Berita Industri Pulp dan Kertas Indonesia, APKI.
Menurut Directori APKI tahun 2010, perusahaan industri pulp dan kertas di Indonesia berjumlah 81 yang terdiri dari 3 industri pulp dan kertas terpadu, 2 industri pulp, dan 76 industri kertas. Secara keseluruhan industri pulp dan kertas mengkonsumsi energi yang cukup besar, namun dengan perkembangan teknologi untuk melakukan penghematan, konsumsi energi tersebut masih dapat dilakukan penghematan. Industri pulp dan kertas merupakan salah satu industri yang menggunakan energi secara intensif. Jumlah energi yang digunakan bergantung kepada jenis proses yang digunakan. Sebagian besar energi tersebut sekitar 80% merupakan energi termal yang didapatkan dari pembakaran bahan bakar, sedangkan sisanya berupa energi listrik. Energi pada industri pulp dan kertas sebagian besar bersifat self generating. Bahan bakar untuk memenuhi kebutuhan energi termal sekitar 56% diperoleh dari produk samping (black liquor), kayu dan biomassa lainnya. Industri pulp dan kertas telah berupaya melakukan penghematan energi dan upaya itu perlu di dukung penuh oleh pemerintah dan berbagai pihak.
2.1.2. Profil Industri Pulp dan Kertas di PT. Riau Andalan Pulp and Paper
PT. Riau Andalan Pulp and Paper ( RAPP ) adalah perusahaan yang bergerak dalam industri pulp dan kertas yang mulai didirikan tahun 1992 dan beroperasi secara komersial sejak 1995 dengan produk utama yang dihasilkan adalah pulp dan kertas. PT. RAPP tergabung dalam APRIL group dengan pusatnya di Singapura. Jumlah produksi pulp sebesar 2 juta ton/tahun dan kertas adalah 800.000/tahun (tahun 2010). Pabrik ini berlokasi di Pangkalan Kerinci, Kabupaten Pelalawan, Provinsi Riau.
No. Negara Konsumsi
(kg/kapita/th) No. Negara
Konsumsi (kg/kapita/th)
1 Finlandia 368,6 10 Malaysia 110,8
2 Amerika Serikat 288,0 11 China 54,8
3 Jepang 245,5 12 Thailand 62,1 4 Kanada 206,0 13 Brazil 42,2 5 Italia 204,6 14 Indonesia 26,0 6 Taiwan 204,0 15 Mesir 20,0 7 Inggris 199,5 16 Philippina 17,4 8 Singapura 197,7 17 India 7,7 9 Perancis 182,9 18 Afganistan 0,2
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 12 Gambar 2.1 Letak PT. Riau Andalan Pulp and Paper
Perusahaan ini sudah melakukan kepedulian terhadap lingkungan hidup dengan mendapatkan sertifikat ISO 14001:2004 dan kualitas produk telah memenuhi sistem mutu ISO 9001:2000 serta telah mendapatkan sertifikat OHSAS 18001:2007. PT. RAPP juga telah mendapatkan sertifikat Sustainable Forest Management (SFM) oleh Lembaga Ekolabel Indonesia (LEI). Sedangkan produk kertasnya mendapatkan sertifikat yang dikeluarkan oleh Lembaga sertifikasi PaPICs
Dari segi peralatan dan teknologi, PT. RAPP mendatangkan peralatannya dari Finlandia dan Swedia, misalnya pulping superbatch, pencuci dan penyaring pulp, sistem delignifikasi oksigen, bleaching plant dan penyaringan tahap kedua. PT. RAPP menggunakan teknologi canggih yaitu superbatch administrator digester system.
Total kapasitas energi listrik yang tersedia sebesar 552 MW yang berasal dari PLTU sebesar 535 MW, PLTG-Diesel 14 MW dan PLTD 3 MW. Kapasitas Steam dihasilkan dari Multiple Boiler dan Recovery Boiler yang berupa high pressure steam, medium pressure steam dan low pressure steam sebesar 4200 ton/jam dengan total boiler 7 unit. Unit pembangkit listrik di PT. RAPP dapat dilihat pada Gambar 2.2.
PT. RAPP melakukan distribusi pulp keluar negeri sekitar 85% dan sisanya 15% dijual pada perusahaan di dalam negeri. Hasil produksi di ekspor ke berbagai negara seperti Amerika, China, India, Taiwan, Japan, Australia, dan negara-negara di Eropa dan Asia Tenggara.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 13 Gambar 2.2 PT. Riau Andalan Pulp and Paper (RAPP)
2.2
Deskripsi Proses
2.2.1. Proses Pembuatan Pulp
Pulp di PT. RAPP diproduksi secara kimia dengan proses sulfat ( kraft ). Metoda ini menggunakan cairan pemasak white liquor (lindi putih) yang menggunakan NaOH dan Na2S. Sistem kontrol di perusahaan ini telah masuk ke dalam sistem ISO yang digunakan
sebagai tanda untuk menentukan kualitas dunia dari suatu produk. Beberapa bahan kimia yang digunakan di pabrik ini adalah ClO2, Cl2 dan NaCl.
Bahan baku untuk pembuatan pulp adalah Mix Hard Wood (MHW). Pada tahun 2003, perusahaan ini telah menggunakan bahan baku 60% dari Hutan Tanaman Industri (HTI). Jenis akasia yang digunakan yaitu Acacia mangium dan Acaccia crassicarpa. Bahan baku kayu berasal dari jenis akasia dan mix hard wood (MHW). Kayu akasia diperoleh dari Hutan Tanaman Industri (HTI) milik PT RAPP, HTI Group RAPP, hutan tanaman rakyat (HTR )dan kerjasama dengan HTI lain (mitra) serta pembelian dari luar dengan memanfaatkan izin pemanfaatan kayu (IPK) dari kegiatan land clearing di areal perkebunan. Kayu MHW merupakan kayu alami yang berasal dari pembukaan lahan perkebunan. Lokasi HTI-PT. RAPP berjarak sekitar 20 – 160 km dari pabrik.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
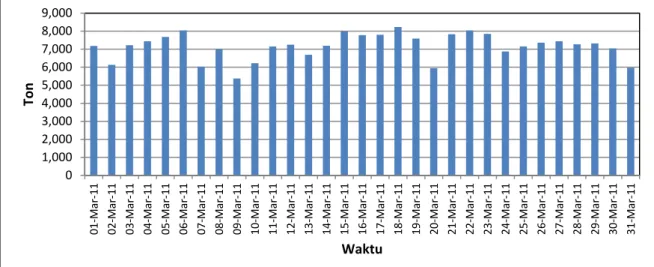
RAPP 2 - 14 Kapasitas produksi PT. Riau Andalan Pulp and Paper dirancang untuk memproduksi pulp 2000.000 ton/tahun. Bahan baku utama untuk pembuatan pulp pada mulanya menggunakan Mixed Hard Wood (MHW), yaitu jenis kayu tropis yang memiliki spesies bervariasi. Pada tahun 2003, perusahaan telah menggunakan bahan baku 60% dari Hutan Tanaman Produksi ( HTI ), yaitu tanaman akasia. Dan pada tahun 2007-2009 perusahaan telah menggunakan 100% bahan baku dari Hutan Tanaman Industri. Adapun jenis akasia yang digunakan yaitu Acacia mangium dan Acacia crassicarpa.
Gambar 2.3. Kapasitas Produksi Pulp bulanan
Gambar 2.4. Produksi Pulp tahunan PT. RAPP Sumber : APRIL Report, 2008
0 1,000 2,000 3,000 4,000 5,000 6,000 7,000 8,000 9,000 01-M ar -1 1 02-M ar -1 1 03-M ar -1 1 04-M ar -1 1 05-M ar -1 1 06-M ar -1 1 07-M ar -1 1 08-M ar -1 1 09-M ar -1 1 10-M ar -1 1 11-M ar -1 1 12-M ar -1 1 13-M ar -1 1 14-M ar -1 1 15-M ar -1 1 16-M ar -1 1 17-M ar -1 1 18-M ar -1 1 19-M ar -1 1 20-M ar -1 1 21-M ar -1 1 22-M ar -1 1 23-M ar -1 1 24-M ar -1 1 25-M ar -1 1 26-M ar -1 1 27-M ar -1 1 28-M ar -1 1 29-M ar -1 1 30-M ar -1 1 31-M ar -1 1 To n Waktu
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
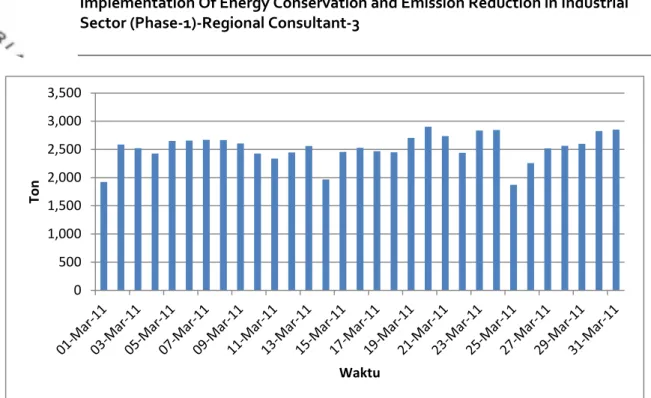
RAPP 2 - 15 Gambar 2.5. Produksi Kertas PT. RAPP Bulanan
Gambar 2.6. Produksi Kertas PT. RAPP Tahunan Sumber : APRIL Report, 2008
Tahapan proses pembuatan pulp meliputi penyimpanan dan persiapan bahan baku (wood preparation), pembuatan bubur serat (pulp marking) dan pembuatan lembaran pulp (logistic raw material). Produksi pulp dilakukan 2 line, yaitu line 1 kapasitas produksi saat ini mencapai 2.000.000 ton/tahun yang dioperasikan oleh PT. RAPP dan line 2 berkapasitas terpasang
s
esuai ijin adalah 700.000 ton/tahun yang dioperasikan oleh PT. Intiguna Primatama. 0 500 1,000 1,500 2,000 2,500 3,000 3,500 To n WaktuKerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 16 Salah satu departemen yang ada di PT. Riau Andalan Pulp adalah Departemen Fiberline, dimana departemen ini terdiri dari empat plant, yaitu Fiberline 1 (FL#1), Fiberline 2 (FL#2), Fiberline 2C (FL#2C), dan Pin Chip Digester (PCD). FL#1 dan FL#2 merupakan line yang memiliki digester dengan sistem Super Batch, sedangkan FL#2 dan PCD menggunakan digester kontinyu. Departemen fiberline merupakan tahapan setelah woodyard. Chips yang dihasilkan dari proses woodyard merupakan input dari fiberline. Departemen fiberline bertujuan untuk merubah chips menjadi bentuk pulp untuk dijadikan kertas.
Fiberline meliputi: 1. Chip Screening 2. Cooking
3. Washing dan Screening 4. O2 Delignification
5. Bleaching
2.2.1.1. Chip Screening
Penyiapan bahan baku serpih meliputi proses pengulitan (debarking), pembentukan serpih kayu (chipping), dan pengayakan serpih kayu (screening) dengan ukuran 3 – 5 cm yang disebut sebagai bahan baku serpih. Pada proses pengayakan ini dihasilkan pula kayu serpih dengan ukuran lebih kecil dari 3 cm atau disebut pin chip. Sebelumnya pin chip tersebut digunakan sebagai bahan bakar pada power boiler, namun saat ini telah dimanfaatkan sebagai bahan baku pulp sehingga pemanfaatan ini merupakan salah satu faktor penurunan rasio penggunaan kayu terhadap produksi pulp. Proses produksi pulp menggunakan bahan baku utama berupa kayu jenis akasia dan mix hard wood (MHW) sampai tahun 2013, kemudian selanjutnya mulai tahun 2014 seluruhnya menggunakan kayu jenis akasia. Salah satu keuntungan menggunakan kayu jenis akasia adalah menurunnya rasio penggunaan kayu terhadap produksi pulp yang dihasilkan yaitu menjadi 3,75:1, namun disisi lainnya ada penurunan sumber bahan bakar untuk power plant atau boiler. Penggunaan kayu jenis MHW banyak menghasilkan getah dan kulit kayu yang dapat dijadikan bahan bakar, sedangkan penggunaan kayu akasia tidak menghasilkan limbah padat tersebut yang dapat dijadikan bahan bakar, sehingga ada konversi bahan bakar dari getah dan kulit kayu menjadi bahan bakar gas, cangkang sawit dan batubara.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 17 Chips screening merupakan proses mengklasifikasikan serpih (chips) berdasarkan perbedaan ukuran dari chips dengan cara menyaring serpih tersebut.
Adapun tujuan dari proses Chips Screening adalah untuk mendapatkan kualitas serpih yang diperlukan untuk proses pemasakan agar dispersi penyerapan bahan kimia pada kayu dapat terjadi secara merata dengan memisahkan serpihan serpih yang berukuran accept dengan serpih yang berukuran oversized dan undersized.
Bahan baku yang berupa chips berasal dari proses woodyard yang dikirim ke chips pile dengan menggunakan alat transportasi conveyor. Chips pile berfungsi sebagai tempat penyimpanan serpih sementara sebelum ke proses pemasakan. Chips pile di chip screening terdiri dari :
1. Chip pile #1 to Fiberline 1 atau 2 2. Chip pile #2 to Fiberline 1 atau 2 3. Circular pile to Fiberline 2C 4. Pin chip pile to pin chip digester
Serpih pada Chip pile diambil dari bawah dengan menggunakan alat screw reclaimer dan dikirim ke chip screening menggunakan conveyor. Sebelum serpih sampai ke chip screening melewati alat magnetic dengan tujuan untuk menangkap kontaminan besi. Chip screening yang digunakan adalah flat vibration, flat yang berbentuk saringan digetarkan sehingga chip terpisah berdasarkan ukuran. Serpih yang berukuran accept dikirim ke chip silo dan dilanjutkan ke proses pemasakan di digester. Serpih yang berukuran oversize dilanjutkan ke proses re-chipping yang mana serpih dipotong kembali dan dikirim kembali ke chip screening untuk disaring. Sedangkan serpih yang berukuran pin chip dan fines dikirim ke accrowood untuk dipisahkan. Pin chips dikirim ke pin chip pile kemudian dilanjutkan ke proses pemasakan di pin chip digester dan serpih berukuran fines dikirim ke bark storage untuk dijadikan bahan bakar di power boiler.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 18 Gambar 2.7. Persiapan bahan baku
Sumber : Sustainability Report, 2004
2.2.1.2. Cooking
Digester merupakan bejana yang digunakan untuk tempat berlangsungnya proses pemasakan serpih menjadi pulp. Adapun tujuan pemasakan adalah untuk melarutkan lignin sebanyak mungkin sehingga selulosa dan lignin terpisah, dengan menggunakan bahan kimia yang disebut lindi putih ( White liquor ). Senyawa kimia aktif yang terkandung dalam lindi putih adalah NaOH dan Na2S. Serpih yang sudah dimasak berubah menjadi
bubur pulp yang masih berwarna coklat, sedangkan cairan pemasak berubah menjadi hitam yang disebut black liquor. Pada fiberline #1 dan #2 digester yang digunakan adalah Super Batch Digester, untuk satu line berjumlah 14 unit digester. Tiap-tiap digester memiliki kapasitas 350 m3 untuk fiberline #1 dan 400 m3 untuk fiberline #2. Sedangkan fiberline #2C dan pin chip digester menggunakan digester kontinyu. Pin chip digester dirancang khusus untuk proses pemasakan pin chips. Jumlah total waktu pemasakan pada digester super batch adalah ± 250 menit dengan temperatur pemasakan 155 - 170oC. Setiap digester akan menghasilkan pemasakan secara maksimum 5,7 kali pemasakan perhari dan untuk 14 digester adalah 79 kali perhari, dengan catatan tidak ada waktu istirahat untuk tiap digester dalam siklus pemasakan.
Pemasakan serpihan kayu menggunakan larutan pemasak yang mengandung natrium hidroksida (NaOH) dan natrium sulfida (Na2S) yang akan mengurai serat dan lignin. Kayu
serpih tersebut dimasak pada 165OC selama 5 jam pada unit Superbatch Digester sebanyak 28 unit. Proses ini diawali dengan pembukaan struktur serat dalam presteaming vessel. Setelah itu serpih dicampur dengan white liquor (WL) yang kemudian
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 19 dikirim ke digester. Di dalam digester serpih akan terimpregnasi dengan bahan kimia yang disusul dengan terjadinya proses pelarutan kimia jaringan serpih yang akan menghasilkan bubur kertas berwarna coklat dan lindi hitam yang mengandung air, lignin, Na2CO3, Na2SO4, sisa NaOH dan Na2S yang tidak bereaksi. NaOH dan Na2S pada lindi
hitam dikembalikan ke proses untuk digunakan kembali sebagai larutan pemasak. Reaksi kimia yang terjadi pada proses pemasakan secara sederhana adalah sebagai berikut:
Kayu Serpih + Larutan Pemasak (NaOHaq+ Na2Saq) bubur kertas + Lignin + Lindi Hitam
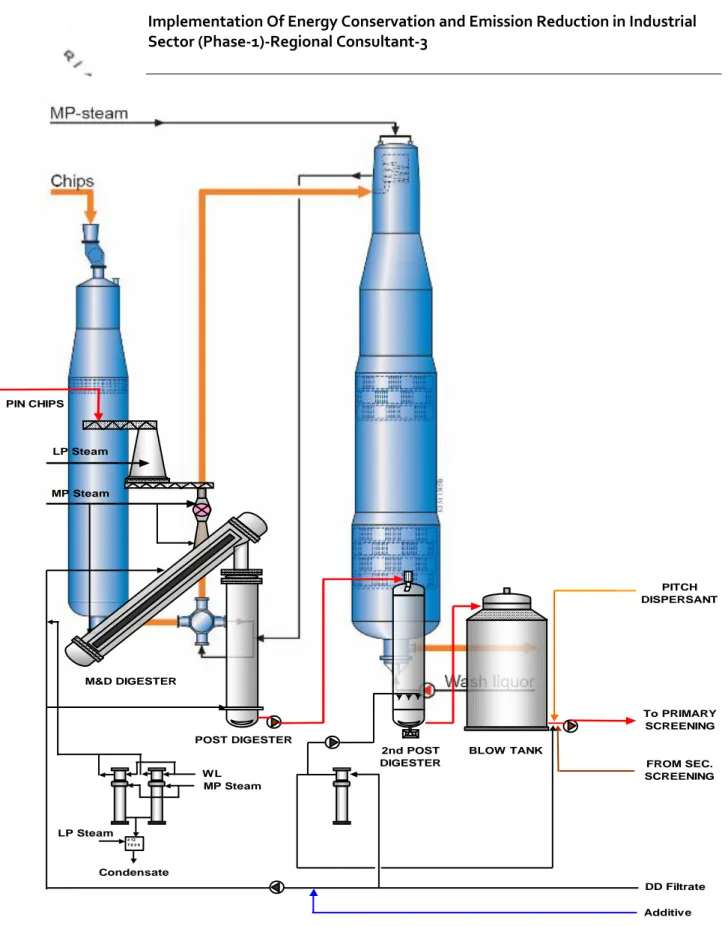
Peningkatan efisiensi yang dilakukan saat ini adalah melalui penambahan unit Digester dengan sistem kontinyu (Continuous Digester). Keuntungan yang diperoleh dengan menggunakan proses kontinyu, secara keseluruhan akan mempersingkat waktu pemasakan dan pencucian, temperatur proses lebih rendah dan yield yang dihasilkan lebih tinggi. Berdasarkan rasio kayu terhadap produksi pulp saat ini (eksisting) adalah 4,25 : 1, sehingga untuk memproduksi pulp sebanyak 2.322.000 ton/tahun memerlukan bahan baku utama kayu yaiu sebesar 9.868.500 ton/tahun. Diagram proses Continuous Digester dapat dilihat pada Gambar 2.8. dan diagram proses Pin Chip Digester dapat dilihat pada Gambar 2.9.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011 RAPP 2 - 20 M&D DIGESTER 4 12 T 0 2 6 POST DIGESTER PIN CHIPS 2nd POST DIGESTER BLOW TANK WL MP Steam LP Steam Condensate LP Steam MP Steam Additive DD Filtrate To PRIMARY SCREENING FROM SEC. SCREENING PITCH DISPERSANT
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 21 Gambar 2.9. Diagram proses Pin Chip Digester
Serpih yang berasal dari chip pile ditampung di chip silo dengan tujuan agar distribusi serpih kedalam digester berlangsung dengan baik. Chip silo berada diatas digester sehingga serpih keluar dari bagian bawah silo dengan cara membuka valve silo dan serpih jatuh ke screw conveyor yang nantinya dikirim ke digester untuk proses pemasakan. Untuk mencapai kondisi pemasakan yang diinginkan serpih mengalami beberapa tahapan mulai dari proses pengisian serpih sampai pengeluaran pulp. Proses pemasakan terdiri atas beberapa tahap, yaitu :
a.
Pengisian Serpih ( Chips Filling )Chips filling adalah proses pengisian serpihan kayu yang dikirim dari chips storage atau dari chips screening dengan menggunakan belt conveyor ke chips silo. Serpihan dimasukkan kedalam digester menggunakan screw conveyor. Pada waktu pengisian serpih, udara yang ada di dalam digester dihilangkan melalui saringan sirkulasi dengan menggunakan blower dan saat pengisian serpih disertai dengan pemberian tekanan dengan menggunakan steam packer (tekanan 3 - 4,5 bar) untuk pemadatan. Selain itu steam juga berfungsi mengusir udara di dalam pori-pori chips, menggantikan udara
M&D DIGESTER 4 12 T 0 2 6 POST DIGESTER PIN CHIPS 2nd POST DIGESTER BLOW TANK WL MP Steam LP Steam Condensate LP Steam MP Steam Additiv e DD Filtrate To PRIMARY SCREENING FROM SEC. SCREENING PITCH DISPERSANT
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 22 dengan steam yang terkondensasi, dan juga untuk pengendalian chaneling. Waktu yang digunakan untuk tahapan chips filling antara 30 - 32 menit.
b.
Pengisian Warm Black Liquor (Impregnation)Impregnation merupakan pengisian warm black liquor (WBL) ke dalam digester sebagai tahap pemasakan awal. Tujuan dari impregnasi adalah sebagai berikut:
a. sebagai pemanasan awal
b. dispersi bahan kimia ke dalam serpih mudah dan merata c. untuk menetralkan asam ( acid ) di dalam serpih
d. membuang udara di dalam digester dan di dalam pori-pori serpih
Mekanisme prosesnya adalah dengan memasukkan WBL ke dalam digester melalui bagian bawah sampai seluruhnya penuh (tekanannya 3 Bar). Temperatur WBL adalah 92 – 95 oC dengan waktu 30 – 32 menit.
c.
Pengisian Hot LiquorPada tahap ini terjadi proses pengisian cairan (Hot Black Liquor dan Hot White Liquor) yang bertemperatur tinggi untuk kondisi pemasakan.
Pengisian Hot Black Liquor (HBL)
Pengisian HBL bertujuan untuk menaikkan temperatur pemasakan hingga mendekati temperatur pemasakan dan juga sebagai pemanfaatan kembali dari alkali yang terkandung dalam HBL agar penggunaan bahan kimia menjadi lebih efisien. Pada fase ini HBL (suhu 165 oC) yang berasal dari akumulator 1 akan dipompakan dari bagian bawah digester sehingga Warm Black Liquor (WBL) yang ada di dalam digester akan overflow dan akan digantikan oleh HBL. Waktu yang dibutuhkan pada proses ini adalah 20-28 menit.
Pengisian Hot White Liquor (HWL)
Hot white liquor merupakan bahan kimia yang digunakan sebagai larutan pemasak, yang senyawa aktifnya adalah NaOH dan Na2S. Fase ini dilakukan
setelah tahapan pengisian HBL. HWL dipompakan dari bagian bawah digester sehingga HBL terjadi overflow. Temperatur white liquor yang digunakan adalah 165 oC dengan waktu yang digunakan adalah 11 - 17 menit.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 23
d.
Heating dan CookingSetelah pengisian HWL selesai, suhu digester sebetulnya sudah mendekati suhu pemasakan. Dan untuk mencapai temperatur kondisi pemasakan maka dilakukan proses heating. Heating adalah pemanasan untuk mencapai temperatur pemasakan setelah pengisian HWL selesai, cairan di dalam digester disirkulasi sehingga temperatur dalam digester merata sambil dipanaskan sehingga temperatu mencapai 155 - 170 oC dengan
menggunakan steam. Setelah proses heating, dilanjutkan dengan proses cooking ( pemasakan ). Temperatur pada proses cooking adalah 155-170 oC dengan waktu ± 60
menit.*
e.
Pendinginan ( Displacement )Setelah proses pemasakan selesai, pompa sirkulasi dihentikan, kemudian black liquor dengan temperatur 90 oC yang merupakan filtrat dari proses washing dipompakan ke dalam digester sampai temperatur di dalam digester turun di bawah 100 oC. Adapun tujuan dari fase ini adalah untuk menghentikan reaksi pemasakan dan merupakan pencucian awal pulp.
f.
DischargingFase ini merupakan tahap akhir dari proses digester. Pulp dengan temperatur dibawah 100oC dipompakan ke discharge tank dengan penambahan pengencer sampai mencapai konsistensi ± 5% untuk pengenceran pulp sehingga siap untuk diproses selanjutnya.
Setelah mengalami tahapan-tahapan selama proses pemasakan, pulp dikirim ke proses washing untuk pemisahan filtrat dan reject yang terkandung di dalam pulp.
2.2.1.3.
Washing dan ScreeningPencucian ( washing ) dan penyaringan ( screening ) sangat penting dalam operasi pembuatan pulp secara sulfat, yang tujuannya adalah agar pulp yang dihasilkan bebas dari kotoran baik berupa emulsi ( black liquor ) maupun berdasarkan beda ukuran ( berat, dimensi ).
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 24
a. Deknoting Process
Deknoting adalah proses awal yang ada pada area washing, dimana proses ini bertujuan untuk memisahkan pulp dengan knott. Knott adalah serpih yang tidak masak pada saat proses pemasakan di digester. Pulp yang berasal dari discharge tank dipompakan ke knotter, kemudian diencerkan menggunakan cairan pengencer sampai konsistensinya mencapai 4%. Pengenceran ini bertujuan memudahkan proses pemisahan hasil accept dengan sisa (reject).
Knotter merupakan alat pemisah pulp dengan reject yang berupa knott, yang dipisahkan melalui plat berlubang ( perforated ). Knotter terdiri dari primary knotter dan secondary knotter. Pulp dari discharge tank masuk ke primary knotter, dan accept dari primary knotter dilanjutkan ke proses pencucian pada press. Sedangkan reject masuk ke secondary knotter, accept dari secondary dikirim ke press dan reject masuk ke primary knott drainer. Accept dari primary knott drainer dikirim kembali sebagai input pada primary knotter. Sedangkan reject dilanjutkan ke secondary knott drainer untuk memisahkan knott dengan filtrat. Knott yang dihasilkan dikembalikan ke digester dan filtratnya digunakan sebagai dilusi pada primary knotter dan secondary knotter.
b. Press Bownstock
Setelah melewati proses deknotting, accept dari primary knotter dan secondary knotter dilanjutkan ke proses berikutnya yaitu pencucian dengan menggunakan wash press. Tujuan pencucian untuk memisahkan serat dari kotoran-kotoran yang dapat larut dalam air yang merupakan sisa bahan kimia pemasak yang disebut black liquor dan sebagai pencucian digunakan air panas dengan temperatur 70 oC agar didapat pencucian yang efisien. Selanjutnya pulp dengan konsistensi 4-5 % masuk ke press dan pulp dipress dengan tekanan 145 - 155 bar. Konsistensi pulp keluar dari press adalah 30 – 35 % dan diturunkan kembali menjadi 4 % pada screw dillution. Konsistensi diturunkan agar mudah dipompakan ke proses selanjutnya. Filtrat dari press disalurkan ke displacement tank sebagai liquor untuk tahapan displacement pada proses pemasakan di area digester. Accept dikirim ke LC Tank yang kemudian dipress kembali.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 25
c. Screening
Pulp dari proses pencucian dilanjutkan ke proses penyaringan ( screening ) dengan tujuan memisahkan kotoran-kotoran tak terlarut berdasarkan perbedaan ukuran dan beda berat yang lebih besar dari serat. Sebelum ke proses screening, pulp di diencerkan untuk mencapai konsistensi 4 %. Alat yang digunakan sebagai penyaring adalah screener yang memiliki lubang dengan ukuran 0,3 mm. Serat yang lolos melalui lubang screener merupakan pulp accept, sedangkan yang tertahan atau yang tidak lolos merupakan reject. Proses screening yang dilakukan biasanya mempunyai beberapa tahap yang bertujuan untuk menyaring kembali sisa (reject) dari screen sebelumnya. Screening terdiri dari empat tingkatan, yaitu:
Primary screen
Tahap primary screen merupakan tahap awal dari proses screening dan accept dari tahapan ini akan dilanjutkan ke proses selanjutnya. Pulp dari screen room dipompa ke primary screen. Accept dari primary screen dilanjutkan ke press. Sedangkan reject dari primary screen yang masih mengandung serat yang lolos dari primary screen disaring kembali di secondary screen.
Secondary screen
Tujuan dari secondary screen adalah untuk mendapatkan serat yang masih bagus yang terkandung dalam reject dari tahapan primary screen. Reject dari primary screen dialirkan ke secondary screen, accept dari tahapan ini dikembalikan pada input tahap primary screen untuk disaring kembali. Untuk mendapatkan kualitas accept yang baik, maka accept dari secondary screen harus sama atau lebih dari keadaan input dari primary screen, sedangkat reject dari secondary screen dikirim ke tertiary screen untuk disaring kembali.
Tertiary screen
Tertiary screen merupakan tahapan lanjutan dari tahapan secondary screen. Adapun tujuannya adalah untuk mendapatkan serat yang accept, karena reject dari tahapan secondary screen masih mengandung serat yang bagus. Reject dari secondary dialirkan ke tertiary screen. Accept pada tahapan ini digunakan kembali sebagai input dari tahapan sebelumnya atau secondary screen, sedangkan reject dialirkan ke quartenery screen untuk disaring kembali.
Quartenery screen
Tujuan dari tahapan ini adalah untuk mendapatkan kembali sejumlah serat yang terikat pada reject tertiary. Reject dari tertiary dialirkan ke quartenery screen. Accept
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 26 dari tahapan ini digunakan kembali sebagai input dari tertiary screen, sedangkan reject pada tahap ini dikirim ke reject tank.
2.2.1.4. Delignifikasi Oksigen
Delignifikasi oksigen merupakan kelanjutan dari proses pemasakan yang tujuannya menurunkan kandungan lignin pada pulp sebelum dilakukan proses pemutihan. Dengan penggunaan proses ini dapat mengurangi pemakaian bahan kimia pada proses pemutihan dan mengurangi dampak lingkungan dari proses pemutihan karena penggunaan bahan kimia yang berkurang.
Bahan kimia yang digunakan pada proses ini adalah gas oksigen dan white liquor. Caustic ditambahkan untuk memperoleh suasana basa karena delignifikasi oksigen akan sempurna pada suasana basa yaitu pada pH ±10,8–11,5, selain pH, konsistensi suspensi pulp memegang peranan sangat penting. Hal ini diperlukan karena oksigen yang berbentuk gas maka pulp harus diaduk sedemikian rupa agar diperoleh luas permukaan kontak padatan dengan gas sebesar mungkin. Konsistensi yang digunakan 10-12 %, dengan adanya oksigen delignifikasi, kappa number dapat diturunkan dari 14-16 menjadi 7-8.
Tahapan dalam proses ini adalah sebagai berikut: Pre oxygen displacement press
Tahapan ini berfungsi untuk memisahkan senyawa-senyawa alkali yang terbawa bersama pulp. Pulp dengan konsistensi 4% dipompakan masuk pada vat. Air atau larutan keluar melalui lubang-lubang roll dan pulp kental akan terbentuk diatasnya. Dengan putaran roll, pulp akan terbawa ke bagian kedua untuk dicuci dengan air, air pencuci mengganti cairan dalam pulp. Setelah itu masuk ke pre breaker, disini pulp diaduk dan dikirim ke proses selanjutnya. Di pre- breaker ini juga diinjeksikan soda caustic yang bertujuan untuk mengurangi pemakaian white liquor di oksigen delignifikasi. Diharapkan dengan menambahkan soda caustic ini, getah kayu ( pitch ) yang terbawa bersama pulp dapat dikurangi. Pulp yang meninggalkan pre-breaker dengan konsistensi 32 – 35 %, kemudian diencerkan kembali di dalam screw dillution dengan menggunakan air panas.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 27 Stand pipe
Stand pipe merupakan tempat penampungan sementara sebelum pulp dipompakan ke mixer. Pada stand pipe konsistensi diatur dengan stand pipe dillution agar konsistensi terjaga pada 10-12 %, kemudian ditambahakan WL caustic untuk menjaga pulp berada pada kondisi pH 10,8 – 11,5. Selanjutnya pulp dipompakan ke oxygen mixer menggunakan MC-pump.
Oxygen mixer
Alat ini merupakan alat pencampur oksigen dan pressure steam (MP-steam) di dalam pulp. Oksigen dari steam mengalir ke dalam O2 mixer, sehingga pulp tercampur
secara merata dan oksigen pada tahap ini berperan sebagai delignifikasi.
Oxygen reactor
Setelah semua tercampur dengan menggunakan alat pengaduk yaitu mixer, selanjutnya stock didistribusikan secara merata ke seluruh dasar reaktor. Pulp dipompakan ke atas di dalam tower reactor. Waktu tinggal (retention time) sekitar 60 menit dan temperatur dijaga 95-100 oC pada produksi normal. Tekanan dalam reaktor dikontrol sekitar 7 bar. Konsistensi pulp dalam O2 reaktor berkisar antar 10 – 12 %
dengan pH 10,8 – 11,5. Blow tank
Setelah pulp keluar dari O2 reaktor, pulp dialirkan ke bagian atas blow tank. Di dalam blow tank konsistensi pulp diturunkan dengan menambahkan air, sehingga konsistensi pulp turun dari 10 – 12 % menjadi 4 %, pulp selanjutnya dipompa keluar dari dasar blow tank.
Post O2 delignification
Post O2 delignification merupakan alat pencuci sebelum ke high density tower. Tujuan
dari proses O2 displacement press setelah reaksi O2 delignification adalah untuk
mengurangi terbawanya zat-zat kimia terutama sisa alkali ke proses pemutihan. Pulp dari post O2 delignification dialirkan ke press, kemudian ke stand pipe dengan
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 28 2.2.1.5. Proses Bleaching
Pulp sulfat sebelum proses pemutihan berwarna cokelat karena adanya senyawa lignin dan turunannya dalam pulp tersebut. Walaupun sebagian besar lignin telah dihilangkan selama proses pemasakan dan O2 delignification. Derajat putih pulp sulfat belum putih
lebih rendah daripada derajat putih kayu bahan bakunya. Hali ini dapat terjadi karena peningkatan koefisien absorbsi. Lignin yang tertinggal dalam pulp yang mengakibatkan kenaikan koefisien absorbsi pulp yang bersangkutan. Pemutihan pulp sulfat dapat dilakukan dengan cara penghilangan lignin sisa tersebut. Karena derajat putih pulp yang rendah, maka perhitungan lignin sisa pada pulp dilanjutkan pada proses pemutihan. Tujuan dari proses pemutihan ini adalah untuk mendapatkan derajat putih pada pulp, dengan cara menghilangkan lignin yang tersisa setelah proses pemasakan dan O2
delignification. Proses pemutihan yang digunakan PT. RAPP adalah pemutihan pulp dengan ECF ( Elemental Chlorine Free ) Bleached Acacia Hardwood Pulp dengan kondisi tahapan ( DO – EOP – D1 – D2 ) :
1. Tahap Chlordioksida ( DO )
2. Tahap Ekstraksi dan Oksidasi ( EOP )
3. Tahap Chlordioksida 1 ( D1 )
4. Tahap Chlordioksida 2 ( D2 )
a. Second Post
Tahapan ini bertujuan mengurangi kandungan soda loss setelah proses di area washing, dengan cara pulp di press. Pengurangan soda loss bertujuan agar pemakaian larutan ClO2 tidak berlebihan. Pulp dari proses sebelumnya dikirim ke 2nd post dan melewati press
sehingga konsistensi pulp meningkat yaitu 25 – 30 %. Detelah dari press, pulp melewati screw untuk menurunkan konsistensi sampai 10 – 11 % agar mudah untuk diproses pada tahap DO.Setelah itu pulp dialirkan pada proses pemutihan tahap DO.
b. Tahap Klordioksida ( DO )
Tujuan dari tahap ini adalah untuk merusak dan memisahkan lignin yang terdapat dalam selulosa. Adapun bahan kimia yang digunakan adalah ClO2 ( Chlordioksida ), karena
penggunaan chlordioksida lebih selektif terhadap lignin dan senyawa ekstraktif. Selain itu mutu pulp yang dihasilkan lebih baik, derajat putih lebih tinggi, dan penggunaan NaOH
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 29 dalam ekstraksi lebih rendah. Selain ClO2, bahan kimia yang digunakan adalah H2SO4.
Dimana fungsi dari penambahan H2SO4 adalah agar pulp yang digunakan mempunyai
suasana asam dengan nilai pH ± 3 karena ClO2 efektif pada kondisi asam.
Parameter pada tahap ini adalah :
Konsistensi : 10 – 11 % Suhu : 60 – 70 oC
Waktu : 60 menit
pH : 2,5 – 3,5
Brightness : 60 % ISO c. Tahap ekstraksi dan oksidasi ( EOP )
Pada tahap ini bertujuan untuk melarutkan dan mengoksidasi lignin dan resin yang dipisahkan. Bahan-bahan kimia yang digunakan adalah H2O2, NaOH dan O2. Tujuan dari
penambahan H2O2 adalah untuk meningkatkan derajat putih pulp, sedangkan
penambahan NaOH berfungsi untuk menaikan pH, agar proses ekstraksi berlangsung dengan baik. O2 berfungsi untuk mengekstrak lignin yang masih ada di dalam pulp.
Parameter pada tahap ini adalah : Konsistensi : 10 – 12 % Suhu : 80 – 90 oC Waktu : < 90 menit pH : 11 – 12 Brightness : 70 – 75 % ISO Kappa number : 1 – 1,5 d. Tahap Klordioksida ( D1 )
Tujuan dari tahap ini adalah untuk meningkatkan brightness pulp. Bahan kimia yang digunakan pada tahap ini adalah NaOH dan ClO2. NaOH berfungsi agar lignin yang tidak
bereaksi pada proses sebelumnya dapat bereaksi dengan sempurna pada proses ini, juga sebagai pelindung terhadap pulp. Sedangkan penambahan ClO2 untuk meningkatkan brightness pulp.
Parameter pada tahap ini adalah : Konsistensi : 10 – 12 % Suhu : 80 oC
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011 RAPP 2 - 30 Waktu : 180 menit pH : 3,6 – 3,8 Brightness : 88,5 – 90 % ISO e. Tahap Klordioksida ( D2 )
Tahapan ini bertujuan untuk meningkatkan brightness pulp. Bahan kimia yang digunakan adalah SO2 dan ClO2. SO2 berfungsi untuk menetralkan residual klordioksida, sedangkan
ClO2 berfungsi untuk meningkatkan brightness pulp.
Parameter pada tahap ini adalah : Konsistensi : 12 % Suhu : 79 oC Waktu : 180 menit pH : 4,8 Brightness : 89,5 – 91 % ISO
2.2.1.6. Pulp Machine
Produk akhir bubur kertas ini selanjutnya siap untuk diproses pada mesin bubur kertas untuk menghasilkan lembaran bubur kertas berukuran 84 cm x 80 cm x 2 mm dengan kandungan air tidak lebih dari 10% dan brightness tidak boleh lebih kecil 89%. Untuk mendapat kandungan air yang diharapkan tersebut digunakan unit pengering drier.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011 RAPP 2 - 31
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011 RAPP 2 - 32 2.2.2. Proses Pembuatan Kertas
Proses pembuatan kertas menggunakan proses alkali dimana bahan baku utamanya adalah pulp jenis serat pendek (sekitar 90%) yang disuplai dari pulp mill dan pulp jenis serat panjang ( ± 10%) yang diimpor dari luar negeri.
a. Stock Preparation
Bagian ini berfungsi untuk memproses bahan baku serat yang diambil dari pengurai dan menghasilkan stock yang akan dikirim ke headbox untuk pembentukan kertas. Stock yang dihasilkan harus homogen, konsistensi dan harus sesuai dengan standar mutu yang diperlukan oleh konsumen.
Perlakuan dari persiapan bahan ini adalah : Penyiapan High Density Chest Penyiapan Stock Hardwood Chest
Tempat penggilingan Hardwood atau serat pendek
Konsistensi bahan dari serat pendek dikontrol dengan white water. White water diatur melalui konsistensi control valve respunding ke control signal dari pengukur konsistensi dan pengatur kecepatan air pulp yang diencerkan.
b. Chemical Preparation
Chemical Preparation berfungsi untuk menyiapkan bahan penolong yang bertujuan mendapatkan kualitas kertas yang sesuai standar.
Bahan penolong tersebut antara lain:
OBA (Optical Brightening Agent) dan Dyes untuk mengontrol warna kertas Cationic Starch untuk meningkatkan kekuatan kertas
ASA (Alkenyl Succinic Anhydride) digunakan agar kertas tahan terhadap serapan air atau tinta
Defoamer digunakan untuk menghindari foaming pada sistem Biocide untuk mencegah mikroorganisme berkembang biak Bentonite untuk mengontrol drainage
Retention Aid digunakan agar terjadi katan antara serat dengan bahan penolong seperti filler sehingga terbentuk flock (gumpalan)
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 33 Soda Caustic (NaOH) digunakan untuk cleaning
Bicarbonat digunakan untuk mengontrol pH
Salt sebagai bahan elektrostatis, yang mana untuk kertas jenis copy berfungsi menghilangkan sifat elektromagnetic pada permukaan kertas sehingga kertas tidak lengket antara lembaran satu dengan yang lain dari mesin foto copy sedangkan untuk kertas jenis offset tidak perlu dihilangkn sifat magnetic nya
c. Headbox
Headbox merupakan komponen dari mesin kertas yang berfungsi mendistribusikan stock selebar mesin kertas dan mengatur kecepatan aliran stock. Headbox harus menghasilkan aliran stock dengan tekanan yang sama selebar mesin kertas. Keseragaman sangat vital dalam kualitas produksi akhir, disamping itu headbox dirancang untuk menentukan kecepatan stock yang mengalir ke wire forming, konsistensi stock di headbox 0,9%.
d. Forming Section
Forming section berfungsi untuk membentuk lembaran basah dimana air dikeluarkan kertas dan ke bawah atau mengambil stock dari headbox dan mengeluarkan air dari serat. Bersamaan dengan air yang terpisah diantara serat-serat salng mengikat yang akhirnya membentuk suatu lembaran yang basah yang disebut lembaran kertas. Alat utama dari proses pembentukan kertas ini adalah wire yang terbuat dari bahan serat sintetis yang tidak ada ujungnya, kemudian berputar antara breast roll dekat headbox dan couch roll dekat press. Konsistensi wet lab ketika meninggalkan former sekitar 17-22 % dimana diharapkan dengan kensistensi seperti itu wet lab tidak putus saat dipindahkan dari couch roll (forming section) ke pick up roll (press section).Jenis wire yang digunakan adalah twin wire yaitu top wire dan bottom wire. Dimana tujuan penggunaan former jenis ini adalah untuk meminimalkan terjadinya two sides effect pada lembaran, yaitu adanya perbedan permukaan lembaran antara permukaan kertas dengan permukaan bawah (banyak terjadi pada mesin former jenis fourdriner). Pada top wire terdapat roll khusus yaitu forming roll yang berfungsi sebagi tempat pembentukan jaringan kertas (web) sedangkan pada bagian bottom roll terdapat breast roll dan couch roll. Couch roll merupakan roll vacuum yang terdapat pada bagian ujung dari bottom roll yang mentransfer lembaran kertas ke press section. Pada forming section dimulai proses
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 34 penghilangan air (dewatering) secara gravitasi (pada awal former) dan vacuum (menggunakan hydrofoil dan flat suction box).
e. Press Section
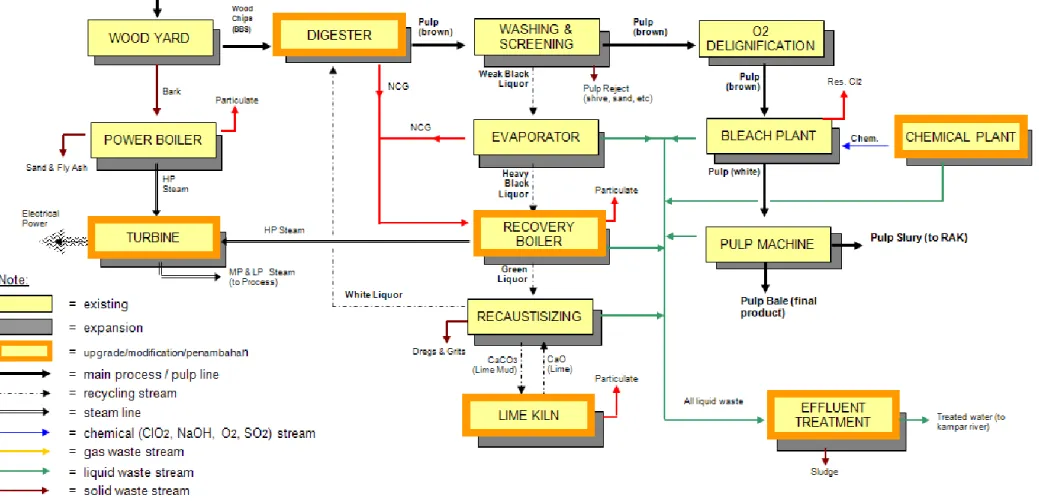
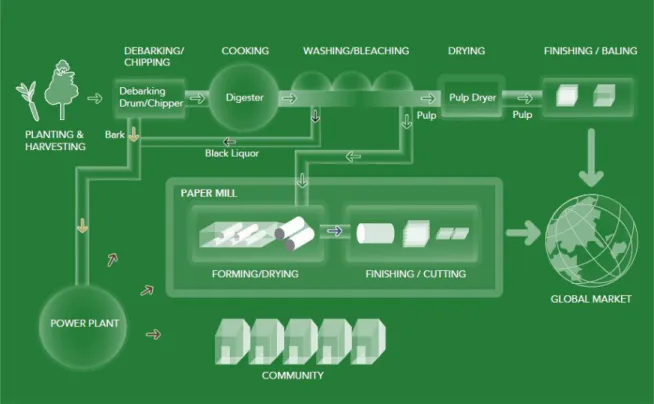
Air di dalam kertas selanjutnya dihilangkan dengan proses mekanik yaitu dengan pengempaan atau pengepresan lembaran pada nip (jepitan antara dua roll). Lembaran basah masuk ke press section dengan konsistensi 20% dan keluar dengan konsistensi 50-55 %. Pengepresan juga dapat meningkatkan konsolidasi antar serat karena prosesnya melewati jepitan antara dua roll (nip) sehingga akan meningkatkan kekuatan basah lembaran. Proses pressing juga digunakan untuk mengatur bulky dan thickness (ketebalan) lembaran. Proses secara keseluruhan pembuatan pulp dan kertas dapat dilihat pada Gambar 2.12.
Gambar 2.11. Proses secara keseluruhan pembuatan pulp dan kertas Sumber : Sustainability Report, 2004
f. Broke System
Tujuan dari broke system adalah mengambil kembali serat dari proses mesin kertas untuk sementara disimpan dan dikembalikan ke stock preparation yang akan digunakan
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 35 kembali. Broke adalah serat yang didapat dari lembaran kertas yang setelah dihamparkan di atas mesin kertas. Serat ini dinamakan serat sekunder, karena jumlahnya yang cukup besar (terutama jika terjadi break atau lembaran putus) makan perlu penanganan sendiri. Broke dibagi menjadi dua:
Dry Broke
Merupakan broke yang didapatkan dari lembaran kertas yang telah kering, sehingga perlu diuraikan kembali dengan air agar menjadi serat individu di dalam hydropulper. Ada 6 titik hydropulper :
Size press pulper : terdapat pada pre dryer dan sym sizer di bagian bawah peralatan ini. Sumber kertasnya dari lembaran kertas yang beak pada pre dryer.
Calender pulper : pulper yang terdapat di bawah antara after dryer dan calender. Sumber broke nya di after dryer maupun kertas yang belum tersambung dari after dryer ke calender.
Reel pulper : pulper yang terdapat di bawah opti reel. Broke nya berasal dari kertas yang belum digulung di spool reel dan kertas reject di sekitar opti reel dan calender.
Winder Pulper : pulper yang terdapat di bagian winder. Broke nya berasal dari kertas reject yang tidak memenuhi standar yang telh digulung pada spool dan kertas broke saat winding.
Broke roll pulper : pulper tersendiri untuk menguraikan serat dari kertas yang telah digulung pada core kertas. Bila kualitas kertas pada core tidak memenuhi standar atau ada kerusakan maka dijadikan reject di pulper. Finishing pulper : pulper yang menerima reject dan trimming dari finishing.
Serat sekunder yang telh terurai ini, selanjutnya dipompakan ke dry broke tower. Selanjutnya dibersihkan atau disaring pada dry broke screen. Selanjutnya dikentalkan ada thickener untuk dimasukkan ke dry broke chest sebelum dipompakan ke mixing chest.
Wet Broke
Merupakan broke kertas yang berasal dari lembaran kertas basah. Ada dua sumber:
Press section : yaitu broke kertas yang berasal dari pressing akibat break atau lembaran kertas yang belum tersambung dari press ke pre dryer. Lembaran ini cukup kering (konsistensi ± 50%).
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 36 Couch pit : yaitu serat yang berasal dari wire dan serat yang terambil oleh
sistem vacuum dewatering terutama couch roll yang merupakan roll vacuum yang terbesar pada forming section.
g. White Water System (Fiber Recovery)
Tujuan dari white water system ada dua, yaitu :
- Mengambil kembali serat halus dan chemical dari air dan digunakan kembali pada proses
- Air yang didapat dikirim ke semua area sebagai pengencer. Air ini diperlukan untuk mengatur konsistensi.
Stock yang lolos dari forming section dikirim ke wire silo, dari wire silo dikirim ke white water tank bersamaan dengan penambahan air. Setelah itu air yang bercampur stock dikirim ke save all dan digunakan juga sebagai pengatur konsistensi proses. Sebelum dimasukkan ke dalam save all, air dari water tank dicampur dulu dengan sweetener stock agar ada ikatan antar bahan kimia. Agar fine dan filler tidak lolos, perlu adanya disc save all. Disc save all ini akan berputar seiring dengan stock yang masuk. Ketika disc berputar, bagian disc yang stock menempel sedikit menandai disc tersebut berada di bagian air yang akan dikirim ke cloudy filtrate tank, sedangkan yang sedikit lebih tebal stocknya berati berada di bagian disc yang airnya akan dikirimkan ke clear filtrate tank, dan stock yang menempel dengan tebal pada disc berarti berada di bagian air yang akan dikirimkan ke super clear filtrate tank.
Stock yang menempel pada disc dilepaskan dengan shower water, dan stock dikirimkan ke recovered stock chest dan diatur konsistensinya dengan white water control untuk dikontrol di mixing chest. Sedangkan air yang dimasukkan ke cloudy filtrate tank dicampurkan dengan dry and wet broke thickener, white water header dan air dari press section untuk selanjutnya dikembalikan lagi ke save all untuk diolah lagi. Adapun air yang masuk ke clear filtrate tank digunakan untuk shower broke thickener, shower bow screen dan ada juga dikirim ke white water storage sebagai dillution tower dan white water header. Air yang masuk ke dalam super clear filtrate tank digunakan untuk shower tank atau semua shower di system dan dillution cat starch.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 37
h. Dryer Section
Proses penghilangan air selanjutnya adalah dengan penguapan karena air yang tersisa merupakan air yang berkaitan hydrogen dengan serat. Air ini sulit dihilangkan dengan gravitasi, vacuum, maupun secara mekanik sehingga perlu dilakukan pemanaan untuk diuapkan. Sebagai pemanasnya adalah steam (low pressure steam). Oleh karena itu proses drying ini memerlukan biaya yang besar dan perlu penanganan yang baik agar tercapai efisiensi yang tinggi dari dryer. Pengeringan kertas melalui dua tahap yaitu pengeringan awal (pre dryer) dan pengeringan setelah surface sizing (after dryer). Kadar air lembaran yang masuk ke pre dryer sekitar 55% dan keluar sekitar 2%.
i. Sym Sizer
Berfungsi untuk sizing dengan cara pelapisan tipis kedua permukaan kertas dengan bahan starch yang dilewatkan oleh permukaan size press roll pada bagian atas dan bawah. Rotasi roll mesin yng terletak pada applicator beam digunakan sebagain pengatur jumlah aplikasi starch di atas permukaan kertas. Starch film atau lapisan yang telah dihamparkan di atas press roll kemudian ditansfer ke kertas pada nip roll yang berputar searah perpindahan kertas baik top maupun bottom.
j. Calender
Tujuannya untuk memadatkan, menghaluskan dan melicinkan kertas. Kepadatan dan ketebalan lembaran pada bidang mesin harus sama. Calender akan berpengaruh pada gulungan kertas dimana gulungan kertas akan turun sekitar 15-20 %. Calender menggunakan dua jenis roll, bagian top yaitu hard roll (thermo roll) dan bottom (soft roll). Suhu dari thermo roll sekitar 150-180 oC dan sistem pemanasannya electric heating. Pemanasan ini bertujuan untuk mengendalikan smoothness atau roughness pada lembaran kertas. Pada bottom digunakan untuk mengontrol kerataan tebal lembaran pada arah silang mesin.
k. Reel
Reel atau penggulung merupakan operas setelah calender dan unit terakhir dari mesin kertas. Peralatan pada bagian ini akan menggulung selebar kertas yang akan memindahkan ke proses finishing selanjutnya.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 38
l. Winder
Peralatan unwind, slitter, dan winder merupakan kesatuan yang ditempatkan setelah reel unuk memotong lembaran kertas menjadi lembaran lebih kecil. Ukuran lebar tegantung permintaan konsumen. Kemudian gulungan kecil tersebut dikirim ke bagian finishing untuk dibungkus dan disiapkan untuk dikirim ke konsumen.
Gambar 2.12. Proses finishing Sumber : Sustainability Report, 2004
Gambar 2.13. Proses finishing Sumber : Sustainability Report, 2004
2.2.2. Chemical Recovery Plant (CRP)
Lindi hitam (black liquor) yang berasal dari Brown Stock Washing perlu dipekatkan terlebih dahulu sebelum dibakar di recovery boiler. Proses pemekatan black liquor terjadi di evaporator 5 efek. Keluaran evaporator adalah black liquor pekat yang dinamakan
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 39 Heavy Black Liquor (HBL) dengan kandungan padatan sekitar 70%. HBL digunakan sebagai bahan bakar di recovery boiler. Gas yang terkumpul berupa NCG dikirim ke incinerator untuk dibakar. Kondensat dari evaporator digunakan diproses dan kondensat dari stripper dialirkan ke effluent untuk mengalami pengolahan limbah.
Dalam recovery boiler terjadi pembakaran HBL dimana zat organik yang terkandung dalam HBL dibakar menjadi energi panas yang diambil untuk membangkitkan steam. Zat yang tidak terbakar berupa smelt (lelehan) ditampung di dasar boiler yang kemudian diambil lagi menjadi bahan cairan pemasak dinamakan green liquor. Green liquor kemudian diolah kembali menjadi white liquor yang dapat dipergunakan dalam pemasakan di digester. Flue gas yang terbentuk diolah terlebih dahulu sebelum dibuang ke udara menggunakan Electronic Static Precipitator yang ditempatkan di ujung keluaran flue gas.
Chemical Recovery Plant terdiri dari empat tahap yaitu: evaporator, recovery boiler, recaustisizing plant, dan lime kiln plant.
2.2.3.1. Evaporator
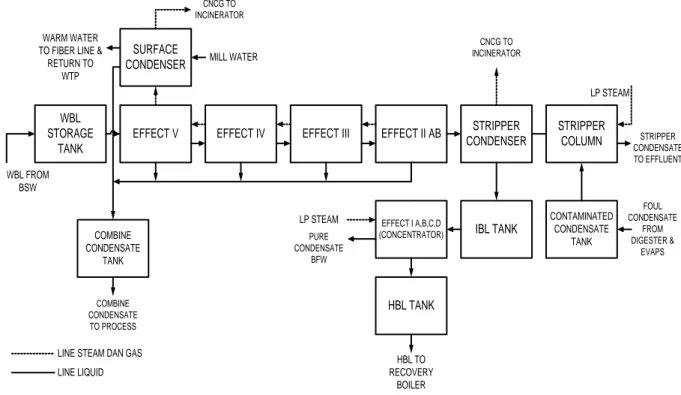
Berfungsi untuk memekatkan Weak Black Liquor (WBL) yang merupakan filtrate dari proses washing, mengandung 83% air dan 17% solid, kandungan air yang banyak inilah yang nanti akan dikurangi dengan cara pemanasan. Sistem evaporasi yang digunakan adalah Multiple Effect Evaporator. WBL feed dan steam dialirkan berlawanan arah. Hasil dari evaporator ini berupa HBL (Heavy Black Liquor) yang mengandung solid content diatas 60% dan digunakan sebagai bahan bakar pada Recovery Boiler. Multiple-effect evaporator system dapat dilihat pada Gambar 2.14.
Pengambilan kembali bahan kimia (chemical recovery) tersebut bertujuan untuk memperoleh bahan kimia pemasak, mendapatkan energi dari pembakaran lindi hitam dan memperkecil polutan udara dan air. Untuk mencapai tujuan tersebut dilakukan serangkaian langkah proses yaitu (a) Pemekatan WBL pada evaporator, (b) Pembakaran Heavy Black Liquor (HBL) pada recovery boiler, (c) recaustisizing dan (d) Kalsinasi CaCO3 pada lime kiln.
Proses ini adalah proses pemekatan larutan WBL pada 3 Multiple Effect Evaporator tipe fall film evaporator hingga 71-74% yang disebut sebagai Heavy Black Liquor (HBL) yang mengandung padatan tersuspensi 70% Na2CO3, 30% NaOH dan N2S, dan 52% material
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 40 anorganik serta 48% material organic. Pada proses pemekatan WBL, ditambahkan padatan garam (Na2SO4) untuk memperbaiki proses recovery Na2S.
SURFACE CONDENSER
WBL STORAGE
TANK
EFFECT V EFFECT IV EFFECT III EFFECT II AB STRIPPER
CONDENSER STRIPPER COLUMN CONTAMINATED CONDENSATE TANK IBL TANK EFFECT I A,B,C,D (CONCENTRATOR) HBL TANK COMBINE CONDENSATE TANK CNCG TO INCINERATOR MILL WATER WARM WATER
TO FIBER LINE & RETURN TO WTP WBL FROM BSW COMBINE CONDENSATE TO PROCESS LP STEAM PURE CONDENSATE BFW HBL TO RECOVERY BOILER FOUL CONDENSATE FROM DIGESTER & EVAPS CNCG TO INCINERATOR LP STEAM STRIPPER CONDENSATE TO EFFLUENT
LINE STEAM DAN GAS LINE LIQUID
Gambar 2.14. Multiple-effect evaporator system
Multiple-effect evaporation plant terdiri atas suatu jumlah evaporator yang dikoneksikan secara seri dengan counter current flow dari vapour dan liquor. Live steam dilewatkan pada heating element dari effect 1. Temperatur liquor di effect ini tergantung pada tingkat LP (low pressure) steam yang terdapat di pabrik dan biasanya dalam range 125-135 °C. Vapour dilepaskan oleh effect I dan dikondensasikan dalam effect II pada temperatur yang lebih rendah, dan seterusnya hingga vapour dari effect terakhir dikondensasi dalam surface condenser pada temperatur 55-65 °C. Hasil pemekatan disebut Heavy Black Liquor (HBL) dengan padatan total (% solid) sekitar 70%.
2.2.3.2. Recovery Boiler (RB)
Unit pemopres pengambilan kembali bahan kimia (Chemical Recovery Plant) yang diperlukan untuk pembuatan cairan pemasak (white liquor) dengan proses pembakaran HBL. Hasil pembakaran HBL ini akan menghasilkan Green Liquor (GL) dan energi panas yang digunakan untuk menghasilkan uap air (steam) bertekanan tinggi (High Presusure Steam-HPS). Setelah lindi hitam dipekatkan baru dibakar dalam furnace pada sistem
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
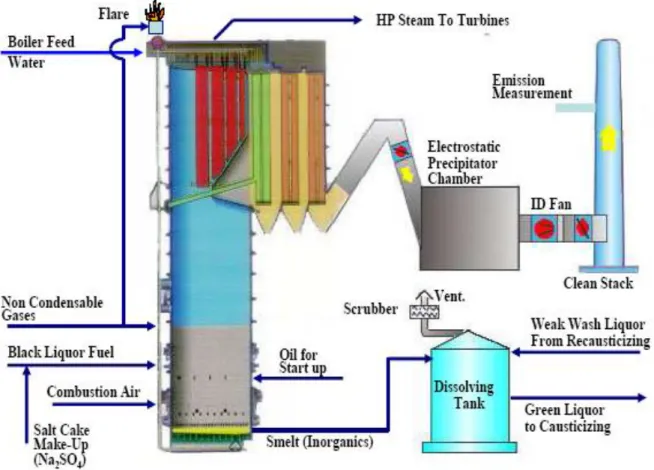
RAPP 2 - 41 recovery boiler. Pembakaran lindi hitam ini mengasilkan flue gas yang mengalir pada bagian atas recovery boiler (upper part) sebagai hasil dari pembakaran senyawa-senyawa organik dalam lindi hitam. Pada bagian bawah dihasilkan suatu lelehan (smelt) yang merupakan Natrium Oksida dan garam-garam Na lainnya. Lelehan ini dilarutkan dalam air sehingga menghasilkan suatu larutan yang disebut dengan green liquor. Lalu green liquor dijernihkan untuk memisahkan pengotor-pengotornya. Unit recovery boiler dapat dilihat pada Gambar 2.15.
Gambar 2.15. Unit Recovery Boiler
Fungsi dari Recovery Boiler adalah:
1. Menguapkan dan mengeringkan Black Liquor yang akan dibakar
2. Mereduksi Na2SO4 dan senyawa-senyawa natrium, sulfur, oksigen lainnya yang
terkandung dalam black liquor menjadi Na2S (Natrium Sulfide)
3. Memindahkan lelehan (smelt) kedalam smelt dissolving tank. Smelt kemudian diencerkan dengan weak white liquor dan menjadi green liquor yang selanjutnya akan dipompakan ke proses recautisizing.
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 42 4. Panas yang dihasilkan dari pembakaran dimanfaatkan untuk menghasilkan steam
yang nantinya digunakan ke proses termasuk sebagai pembangkit tenaga listrik.
Output produk evaporator yang berupa HBL yang telah bercampur dengan Na2SO4
selanjutnya dibakar pada recovery boiler untuk mendapatkan kembali Na2S sesuai
dengan reaksi.
Na2SO4 Na2S + 2O2
Panas yang timbul dari pembakaran HBL digunakan untuk memproduksi uap bertekanan tinggi (steam) dan uap ini dimanfaatkan pada unit pembangkit listrik (turbine) untuk suplai operasi pabrik dan townsite. Dengan reaksi pembakaran material anorganik, lignin, Na2S dan Na2CO3 HBL akan berubah menjadi pasta yang disebut
“smelt” yang terdiri dari 30% Na2S dan 70% Na2CO3. Smelt selanjutnya dikirim ke disolving tank untuk direaksikan dengan lindi putih encer (Weak White Liquor sebagai Na2O) yang akan menghasilkan lindi hijau (Green Liquor atau GL). Selanjutnya lindi
hijau dijernihkan untuk menghilangkan dreg yang terkandung dalam larutan GL. Gas yang terbentuk dari masing-masing disolving tank RB dibakar di recovery boiler, sehingga jumlah cerobong (stack) berkurang 3 unit karena tidak digunakankan lagi.
2.2.3.3. Recaustisizing Plant (RC)
Untuk mendapatkan kembali larutan NaOH dan CaCO3(solid) maka GL yang telah jernih
direaksikan dengan CaO dengan reaksi sebagai berikut: CaO + H2O Ca(OH)2 + Panas (1)
Ca(OH)2 + Na2CO3 2NaOH (liquid)+CaCO3 (solid) (2)
Dari reaksi 1 dihasilkan limbah padat yang disebut grits. Hasil reaksi 2 akan menghasilkan NaOH (white liquor) sebagai larutan pemasak dan padatan CaCO3 atau
disebut lime mud.
Unit penghasil cairan pemasak pulp yaitu white Liquor (WL) dengan proses reaksi Green Liquor dari Recovery Boiler dengan kapur tohor (Burn Lime) dari Lime Kiln. Proses ini dinamakan proses Recausticizing. Umpan Recaustizing Plant berasal dari CaCO3
sebagai bahan baku pembuatan lime dan green liquor dari recovery boiler. Di lime kiln terjadi kalsinasi yang mengkonversi CaCO3 menjadi CaO. CaO dari Hot Lime Silo
kemudian bertemu dengan green liquor di Slaker yang telah melewati dua proses yang memisahkan dregs dan grits. Dregs dan grits akhirnya dikumpulkan di pengolahan limbah (landfill). Dari Slaker aliran memasuki causticizer dan menghasilkan white liquor. Sebelum
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 43 dikirim ke digester, white liquor melewati eco filter yang memisahkannya dari weak white liquor. Sementara white liquor dikirim ke digester untuk membantu proses pemasakan, weak white liquor dikirimkan ke recovery boiler.
Recausticizing plant terdiri dari 2 bagian proses, yaitu causticizing yang berfungsi untuk mengubah natrium karbonat (Na2CO3) menjadi natrium hidroksida (NaOH), dan calcining
yang berfungsi untuk membakar lagi sludge atau lime mud yang dihasilkan pada proses kaustisasi pada rotary kiln sehingga diperoleh lime reburned untuk reaksi di slaker. White liquor untuk pemasak chip pada unit digester dihasilkan pada bagian ini.
Proses pembuatan white liquor yang dihasilkan di recovery boiler (RB) dan direaksikan dengan kapur (CaO). Green liquor yang berasal dari RB tersebut mempunyai kandungan TTA (Total Titrable Alkali) yang tinggi (> 128 gpl), sehingga cairan pemasak yang dihasilkan mempunyai mutu yang baik, dengan indikasi tingginya nilai alkali aktif.
Tahapanproses kaustisasi terdiri dari :
1. Penjernihan green liquor dengan menggunakan green liquor clarifier.
2. Green liquor yang telah jernih direaksikan dengan kapur (CaO) menjadi white liquor di dalam slaker.
3. White liquor dijernihkan dengan cara memisahkan lump
2.2.3.4. Lime Kiln Plant
Proses kalsinasi dapat diartikan sebagai proses pengubahan lime mud menjadi kapur yang reaktif atau CaO yang dilakukan pada lime kiln tipe rotary kiln. Proses yang diinginkan pada proses kalsinasi adalah
CaCO3 + Panas CaO + CO2
CaO yang terbentuk digunakan kembali pada unit rekaustisasi sedangkan gas CO2
sebagai hasil pembakaran lime mud dimanfaatkan pada unit PCC plant.
Lime Kiln merupakan tungku berputar (rotary lime kiln) sebagai unit pengolah lumpur kapur (lime mud) dengan proses kalsinasi. Prosesnya adalah pembakaran lime mud didalam tunku berputar pada suhu 900-1000oC sehingga menghasilkan kapur tohor untuk digunakan kembali pada proses recausticizing. Bertujuan untuk membakar lumpur kapur (CaCO3) dari sisa reaksi kaustisasi dan batu kapur (lime stone) untuk memperoleh
kembali kapur (CaO). Pembakaran lumpur kapur (lime mud) dan batu kapur (lime stone) dilakukan dengan menggunakan Rotary Lime Kiln.Batu Kapur (CaCO3) atau lime mud
Kerjasama BBPK dengan PT. Caturbina Guna Persada – 2011
RAPP 2 - 44 kiln dan di panaskan. Terjadi reaksi CaCO3 menjadi CaO selanjutnya CaO yang terbentuk
didinginkan.
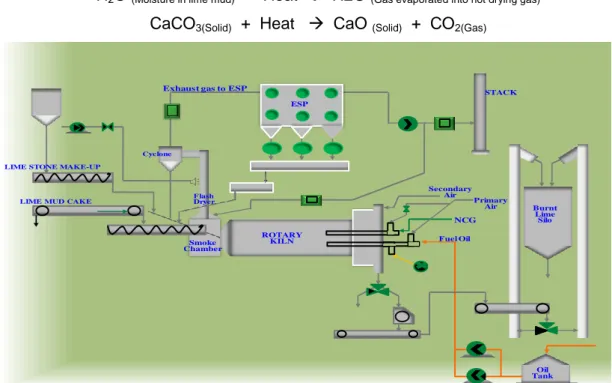
Lime mud basah yang berasal dari lime mud filter dikeringkan dalam sebuah flash dryer. Lime mud kering tersebut mengandung kalsium karbonat masuk ke dalam rotary kiln, dimana terjadi pemanasan awal di bagian awal kiln dan kemudian dikonversi menjadi lime dengan reaksi yang disebut dengan proses kalsinasi, yaitu terbentuknya kalsium oksida (CaO).Calcination adalah penghilangan karbon dioksida (CO2) dari kalsium karbonat
(CaCO3) menggunakan panas untuk membentuk kalsium oksida (CaO). Diagram alir lime kiln plant dapat dilihat pada Gambar 2.16. Proses pengeringan air (H2O) dari lime mud
dan reaksi dapat ditunjukkan sebagai berikut :
H2O (Moisture in lime mud) + Heat H2O (Gas evaporated into hot drying gas)
CaCO3(Solid) + Heat CaO (Solid) + CO2(Gas)
LIME MUD CAKE LIME STONE MAKE-UP
Cyclone ESP ROTARY KILN Smoke Chamber STACK Exhaust gas to ESP
Oil Tank NCG Primary Air Secondary Air Fuel Oil Burnt Lime Silo Flash Dryer
Gambar 2.16 Diagram alir lime kiln plant
Sumber : APRIL, 2008
Rotary Lime Kiln
Rotary lime kiln merupakan tungku berputar yang berfungsi untuk membakar lime mud yang diumpankan, beroperasi secara counter-current, transfer panas berasal gas pembakaran yang kontak lansung dengan reburned lime. Kecepatan kiln, konsumsi bahan bakar, lime mud feed rate dan exhaust gas dari kiln merupakan parameter-parameter operasi yang penting pada lime kiln, yang digunakan untuk mengontrol