BAB V
ANALISA PEMBAHASAN
5.1Analisa
Berdasarkan diagram pareto, diketahui bahwa cacat sealing lubang menempati urutan teratas dan menjadi permasalahan utama di mesin sealing setelah dilakukannya pengurangan bahan baku batang exhaust. Untuk itu cacat sealing lubang merupakan permasalahan yang harus segera di selesaikan karena selain merugikan perusahaan dengan meningkatnya waste, juga akan mengganggu proses-proses selanjutnya.
5.1.1 Definisi cacat Sealing Lubang
Cacat sealing lubang terjadi karena ada bagian dari flange flare yang akan disambung tidak cukup panas atau belum mencapai temperatur working point, sehingga bagian ini tidak dapat menempel ke kolar. Cacat ini bisa disebabkan dari beberapa faktor, baik dari faktor manusia, mesin, material yang akan disambung, metode/ proses sealing yang salah, ataupun faktor lingkungan.
Cacat sealing lubang terdeteksi di konveyor sebelum proses di mesin exhaust dengan digunakannya leaking detector atau pendeteksi kebocoran dengan
ditiupkan gas nitrogen. Jika di konveyor ini sealing lubang terdeteksi, maka dengan sendirinya akan dibuang. Sehingga dapat dipastikan hasil sealing yang akan diproses di mesin exhaust merupakan sealing yang tidak bocor. Namun, terkadang cacat sealing lubang yang sangat kecil tidak terdeteksi oleh leaking detector dan masuk ke mesin exhaust. Dan jika hal ini terjadi biasanya sealing akan mengalami retak ketika terkena api pada proses tip off di mesin exhaust.
Berikut ini merupakan gambar cacat sealing lubang:
Gambar 5.1 Cacat Sealing Lubang
5.1.2 Cause and Effect Diagram/Diagram Sebab-Akibat (Fish Bone)
Selanjutnya untuk mengetahui faktor-faktor penyebab terjadinya cacat sealing lubang digunakan Cause and Effect Diagram/Ishikawa atau sering disebut diagram sebab-akibat untuk mencari sub-sub faktor yang dapat menyebabkan terjadinya cacat tersebut. Dalam hal ini dilakukan analisa penyebab dari beberapa faktor seperti: manusia, mesin, material, metode, dan lingkungan. Dengan
membuat diagram sebab-akibat secara benar dan terperinci, akan mempermudah dalam menentukan faktor penyebab yang paling dominan.
Lubang Sealing Lingkungan M etode M aterial M esin M anusia
skil teknisi kurang
Ukuran mountip tidak sesuai
indeks mesin kasar penokok batting kurang tinggi batting bengkok mountip kotor Mountip aus kolar sompel bergelombang kolar kolar miring kolar tidak senter terlalu besar sudut flange flare Flare tidak senter Flare Gelombang
Penyetingan api kurang panas
Tahapan pembakaran salah Angin kencang tekn i si b aru keta ha na n m ate rial m ou ntip boc o roli gear box tid ak a da co ver
Diagram sebab-akibat sealing lubang
Gambar 5.2 Diagram Sebab-akibat Sealing Lubang
Dari diagram sebab-akibat diatas dapat dilihat beberapa faktor penyebab terjadinya sealing lubang, yaitu:
1. Faktor Manusia
Peran teknisi sangat mempengaruhi keberhasilan proses sealing. Kemampuan penyetingan flame, analisa proses, serta pengetahuan teknologi glass merupakan hal yang harus dimiliki oleh teknisi di mesin sealing. Dalam hal ini faktor manusia tidak memberikan pengaruh yang signifikan karena teknisi sudah mempunyai skill yang bagus dan hasil penyetingan flame teknisi tidak keluar dari standar temperatur yang telah ditentukan setelah dilakukan pengukuran.
2. Material
Kualitas material yang akan disambung yaitu kolar dan flange flare juga sangat mempengaruhi kualitas hasil sealing. Material yang bagus akan membantu kemudahan teknisi dalam penyetingan flame. Namun ada beberapa kondisi material yang dapat menyebabkan cacat sealing lubang, diantaranya:
• Flange flare gelombang • Flange flare tidak senter • sudut flange flare terlalu besar • kolar tidak senter
• kolar miring
• kolar bergelombang • kolar sompel
Dalam permasalahan yang sedang dibahas, tidak ditemukan adanya penyimpangan dari ukuran ataupun bentuk material yang akan disambung. Sehingga faktor material tidak ada masalah dan tidak menjadi penyebab sealing lubang.
3. Metode
Faktor metode pengapian atau tahapan pembakaran juga menentukan keberhasilan proses sealing. Hal ini mempengaruhi tingkat panas yang diterima oleh flange flare sebagai material yang akan disambung. Dalam hal ini tahapan pembakaran telah di check dengan pyrometer yang merupakan alat pengukur
temperatur dengan kapasitas sampai 2500oC yang menunjukkan tidak adanya penyimpangan temperatur proses sealing terhadap standar yang telah ditentukan. Sehingga metode yang telah dilakukan tidak menyebabkan terjadinya sealing lubang.
4. Mesin
Ada beberapa faktor dari mesin yang dapat mempengaruhi terjadinya sealing lubang, diantaranya:
• Mountip aus • burner kotor • batting bengkok
• penokok batting kurang tinggi • indeks mesin kasar
• Ukuran mountip tidak sesuai
Dari beberapa faktor tersebut telah dilakukan pengecekan dan didapat hasil sebagai berikut:
• Tidak ditemukan mountip aus, dimana mountip telah diganti satu bulan sebelum di adakannya proyek pengurangan material batang exhaust.
• Dalam jadwal preventive maintenance dilakukan pencucian burner dengan ultrasonik sebagai kegiatan regular setiap minggunya. Dan jika terjadi burner kotor ketika mesin beroperasi, maka langsung dilakukan penggantian. Sehingga kebersihan burner selalu terjaga.
• Seluruh batting pada head mesin sealing dalam kondisi baik dan tidak ditemukan ada yang bengkok.
• Telah dilakukan pengukuran ketinggian penokok batting sehingga antara penokok pada sisi sealing A dan sealing B mempunyai ketinggian yang sama.
• Kondisi gear box penggerak indeks mesin tidak mengalami kebocoran dan batas oli menunjukan level yang aman.
• Ketika dilakukannya proyek penghilangan batang exhaust, di mesin sealing tidak dilakukan perubahan terhadap mountip sebagai dudukan mounting dengan asumsi bahwa diameter dalam flare tidak mengalami perubahan. Namun dalam prosesnya, pada kondisi tertentu mounting mengalami ketidakstabilan ketika duduk di atas mountip. Banyak ditemukan mounting miring ketika di proses mesin sealing. Sehingga pemanasan yang terjadi tidak merata pada seluruh permukaan flange flare yang akan disambung, dan proses penyambungan yang dilakukan oleh batting akan mengalami kegagalan. Maka, kondisi ukuran mountip yang tidak sesuai inilah yang diduga menjadi penyebab utama terjadinya sealing lubang. Maka perlu adanya modifikasi atau redesign ukuran mountip tersebut.
5. Lingkungan
Kondisi angin luar yang kencang juga mempengaruhi keberhasilan proses sealing. Sehingga keberadaan penutup (cover) diperlukan untuk menjaga kestabilan proses pembakaran.
5.2Pembahasan
Dari analisa diatas menunjukkan bahwa ukuran mountip yang sudah tidak sesuai lagi dengan kebutuhan proses sealing menjadi penyebab utama terjadinya sealing lubang. Sehingga perlu dilakukan desain ulang pada mountip untuk mengurangi tingkat kemiringan mounting ketika duduk di mountip.
Metode perancangan modifikasi mountip mengunakan pendekatan “Desain untuk Manufaktur dan Perakitan” (DFMA / Design for Manufacturing and Assembly) yang mempunyai dua pengertian yaitu desain yang mempertimbangkan kemudahan dalam manufaktur (DFM / Design for Manufacturing) dan juga desain yang mempertimbangkan kemudahan dalam proses perakitan produksi (DFA / Design for Assembly),dalam hal ini perakitan antara mounting dengan glass tube.
Pelaksanaan perancangan modifikasi mountip dibatasi oleh:
1. Tidak dilakukan perubahan terhadap material yang digunakan (SUS 310S)
2. Tidak dilakukan analisa desain terhadap biaya-biaya modifikasi.
3. Proses drawing dilakukan oleh departemen engineering
4. Proses pembuatan mountip dilakukan oleh departemen workshop.
Dalam pelaksanaan modifikasi mountip untuk menanggulangi masalah miringnya mounting ketika duduk di mountip dilakukan dengan didiskusikan dalam suatu kelompok kecil (focus group) yang terdiri dari 11 orang untuk mendapatkan masukan-masukan terhadap desain modifikasi yang terbaik. Dengan
metode brainstorming setiap anggota dalam group boleh mengajukan usulan secara bebas untuk didiskusikan.
Dari hasil brainstorming didapat dua pendapat yang berlandaskan teori yang sama yaitu mempersempit kemungkinan terjadinya mounting goyang. Hal ini dilakukan dengan cara:
1. Memperbesar diameter kepala mountip 2. Menambah tinggi kepala mountip
Berdasarkan dua pendapat tersebut maka forum memutuskan untuk melakukan keduanya yaitu memodifikasi diameter dan tinggi kepala mountip sekaligus. Modifikasi perbesaran maksimal diameter kepala mountip dibatasi dengan diameter dalam flare tube dan modifikasi maksimal peninggian kepala mountip di batasi oleh tinggi wire gauge pada mesin sealing.
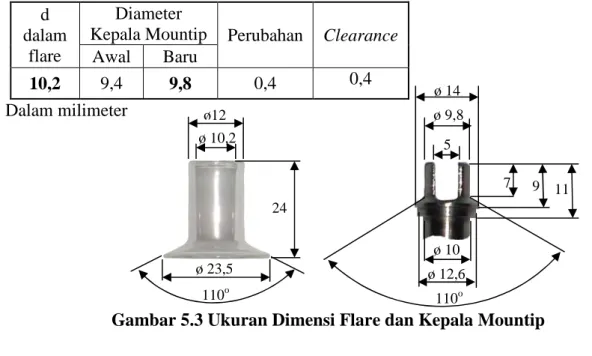
Sehingga diperoleh hasil perubahan yaitu: Tabel 5.1 Modifikasi Diameter Kepala Mountip
d dalam
flare
Diameter
Kepala Mountip Perubahan Clearance Awal Baru
10,2 9,4 9,8 0,4 0,4
Dalam milimeter
Gambar 5.3 Ukuran Dimensi Flare dan Kepala Mountip ø12 ø 10,2 ø 23,5 24 110o 110o ø 10 ø 9,8 ø 14 5 7 9 11 ø 12,6
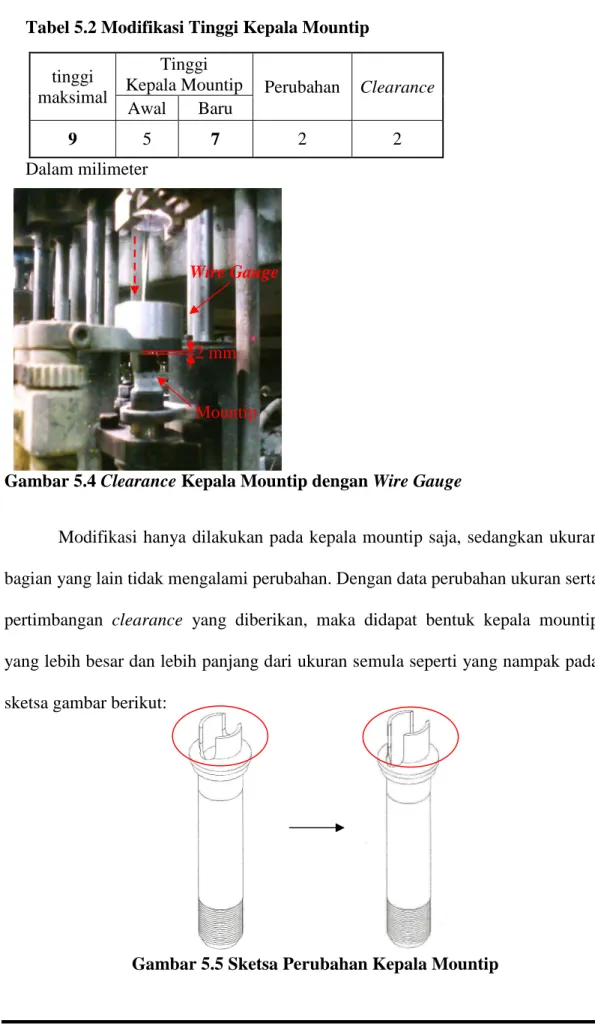
Tabel 5.2 Modifikasi Tinggi Kepala Mountip tinggi
maksimal
Tinggi
Kepala Mountip Perubahan Clearance Awal Baru
9 5 7 2 2
Dalam milimeter
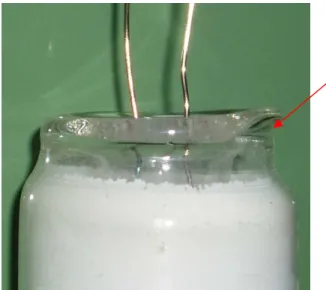
Gambar 5.4 Clearance Kepala Mountip dengan Wire Gauge
Modifikasi hanya dilakukan pada kepala mountip saja, sedangkan ukuran bagian yang lain tidak mengalami perubahan. Dengan data perubahan ukuran serta pertimbangan clearance yang diberikan, maka didapat bentuk kepala mountip yang lebih besar dan lebih panjang dari ukuran semula seperti yang nampak pada sketsa gambar berikut:
Gambar 5.5 Sketsa Perubahan Kepala Mountip Mountip
Wire Gauge
Clearance diberikan untuk keamanan baik dari mountip sendiri maupun mounting yang nantinya duduk di atas mountip. Hal ini berhubungan dengan kecepatan indeks mesin sealing yaitu bergerak setiap 1,6 detik. Dengan kecepatan tersebut memungkinkan mounting untuk goyang ketika loading dari konveyor ke mountip, sehingga benturan antara mounting dengan mountip dapat dihindari.
Berikut perbandingan antara mountip sebelum dan sesudah modifikasi:
A. Kepala mountip pendek (sebelum modifikasi)
B. Kepala mountip lebih panjang dan lebih besar
(sesudah modifikasi) Gambar 5.6 Perubahan Desain Kepala Mountip
5.3Evaluasi Hasil
Setelah dilakukannya modifikasi mountip dan dipasang di seluruh head mesin sealing, kemudian di analisa selama dua minggu di dapat hasil sebagai berikut:
Tabel 5.3 Check Sheet Defect Mesin Sealing setelah Modifikasi Mountip Defect Retak stem Retak flare Patah exhaust Sealing lubang No Mount loading Kawat satu Pecah Filament rusak Efisiensi No 1 81 79 30 40 41 33 62 31 97.52% 2 60 34 34 52 39 21 40 42 97.99% 3 66 40 31 31 33 60 51 47 97.76% 4 58 48 22 42 34 45 39 40 97.95% 5 65 43 34 29 26 36 48 56 97.89% 6 58 52 22 38 27 43 80 39 97.76% 7 54 50 42 47 32 37 85 29 97.65% 8 50 63 32 39 40 52 64 42 97.61% 9 49 47 27 50 35 37 63 51 97.76% 10 74 61 25 19 37 40 57 53 97.71% 11 83 44 31 34 29 43 46 38 97.83% 12 63 46 15 39 38 39 36 49 97.97% 13 66 50 22 42 30 37 41 34 97.99% 14 62 51 30 33 33 34 60 45 97.83% 15 70 45 47 29 48 39 53 32 97.73% 16 61 42 39 46 39 47 48 53 97.66% 17 75 53 24 24 42 51 52 27 97.83% 18 56 50 32 30 36 39 42 31 98.03% 19 60 43 35 34 40 36 49 34 97.93% 20 52 45 39 41 33 44 51 30 97.91% 21 70 55 41 32 29 38 46 35 97.84% 22 54 49 30 38 40 41 49 29 97.94% 23 48 51 21 45 34 39 47 33 98.01% 24 56 42 29 31 38 35 52 41 97.98% 25 59 38 26 34 30 42 64 49 97.86% 26 47 44 34 42 35 43 48 37 97.94% 27 63 49 32 40 29 39 50 33 97.91% 28 51 53 35 46 32 46 47 39 97.82% 29 50 50 28 39 22 52 32 46 98.01% 30 55 47 36 35 41 34 46 42 97.90% 31 49 35 25 42 34 39 52 51 97.96% 32 52 40 22 38 28 36 44 49 98.07% 33 49 46 31 40 33 41 39 55 97.91% 34 51 42 29 41 36 40 43 50 97.93% Total 2017 1627 1032 1282 1173 1378 1726 1392 97.86%
Dari check sheet defect mesin sealing diatas dapat dilihat bahwa cacat sealing lubang mengalami penurun yang signifikan, yang sebelumnya rata-rata 456 pcs/shift, menjadi rata-rata 38 pcs/shift. Dan rata-rata efisiensi tiap shiftnya mengalami peningkatan, yang sebelumnya rata-rata 95,26% menjadi 97,86%. Ini berarti target yang telah ditetapkan di awal telah tercapai yaitu menurunnya jumlah cacat sealing lubang.
frekuensi 2017 1726 1627 1392 1378 1282 1173 1032 Percent 17.3 14.8 14.0 12.0 11.9 11.0 10.1 8.9 Jenis Defect Pata h ex haus t No M ount load ing Seal ing luba ng Kaw at s atu Fila men t rus ak reta k fla re Peca h reta k st em 12000 10000 8000 6000 4000 2000 0 100 80 60 40 20 0 fr e k u e n s i P e rc e n t
Diagram Pareto Jenis Cacat Mesin Sealing Setelah Modifikasi Mountip
Gambar 5.7 Diagram Pareto Jenis Cacat Mesin Sealing setelah Modifikasi Mountip
Dan dari diagram pareto jenis cacat mesin sealing dapat terlihat terjadi perpindahan posisi cacat sealing lubang yang tadinya berada di urutan pertama berpindah ke urutan ke enam. Jika akan dilakukan analisa lagi, selanjutnya yang jadi prioritas yaitu jenis cacat retak stem.