19
V.
HASIL DAN PEMBAHASAN
5.1
DESAIN ALAT CETAK PUFFED
Desain yang dihasilkan untuk membuat alat cetak puffred agar mampu menghasilkan produk akhir yang tidak bergelombang dan flat dari hasil perhitungan diperoleh dimensi bahwa diameter cetakan 160 mm dengan diameter lubang cetakan 40 mm dan dalam lubang cetakan 3 mm, dimana jumlah lubang cetakan untuk satu alat cetak adalah 7 buah. Tutup cetakan juga memiliki diameter 160 mm dengan lubang pengeluaran uap air di tiap lubang cetakan yang ada dan memiliki diameter 2 mm. Cetakan memiliki gagang cetakan dengan panjang 150 mm. Desain alat cetak dapat dilihat pada Gambar 10, Gambar 11, dan Gambar 12.
2 0 G am b ar 1 1 . D et ai l c et a k an p u ffe d s n a ck
2 1 G am b ar 1 2 . D et ai l t u tu p c et ak an p u ffe d s n a ck
22
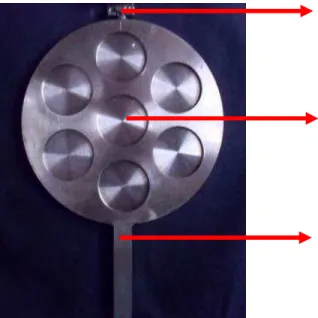
Setelah memperoleh desain alat cetak yang sesuai, maka tahap selanjutnya adalah pembuatan alat cetak sesuai desain yang ada. Alat cetak yang dihasilkan dari desain di atas beserta bagian bagiannya seperti terlihat pada Gambar 13 dan Gambar 14. Pada saat proses pembuatan alat cetak terjadi kesalahan karena gagang cetakan yang seharusnya dilapisi bahan tahan panas, ternyata tidak dilapisi. Sehingga pada saat proses pemanggangan dibutuhkan sarung tangan masak yang cukup tebal guna menghindari panas dari gagang cetakan langsung mengenai tangan.
Gambar 13. Bagian utama alat cetak yang dihasilkan beserta bagiannya
Gambar 14. Bagian tutup alat cetak yang dihasilkan beserta bagiannya Mekanisme engsel
Lubang cetakan
Gagang cetakan
Mekanisme engsel
Lubang pengeluaran uap air
23
5.2
UJI FUNGSIONAL ALAT CETAK PUFFED
a. Suhu Puffing
Dari pengalaman yang ada, pengembangan kerupuk dipengaruhi oleh suhu pada saat penggorengan. Ketika kerupuk mentah digoreng dalam minyak yang kurang panas, maka pengembangan kerupuk tidak akan maksimal dan membutuhkan waktu penggorengan yang lama. Sedangkan bila suhu minyak terlalu panas, waktu yang dibutuhkan untuk pengembangan memang lebih cepat, tetapi kerupuk yang dihasilkan terkadang bantat dan akan mudah hangus.
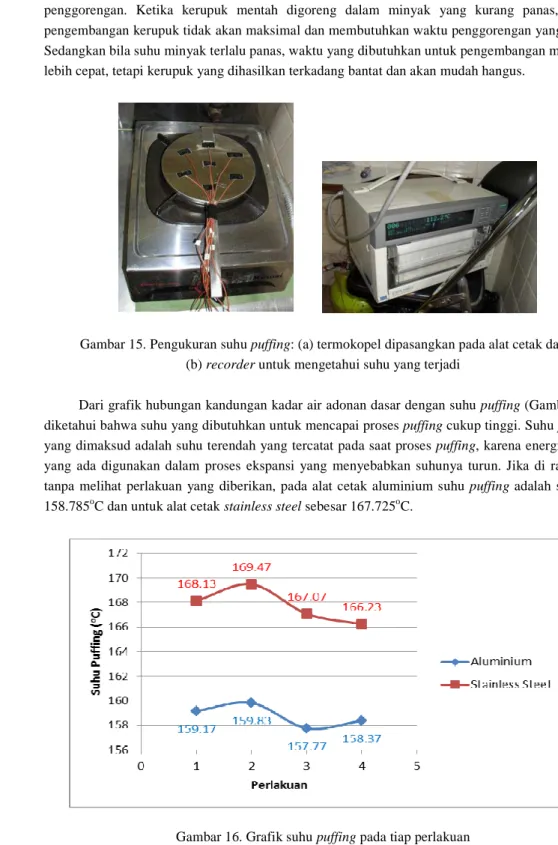
Gambar 15. Pengukuran suhu puffing: (a) termokopel dipasangkan pada alat cetak dan (b) recorder untuk mengetahui suhu yang terjadi
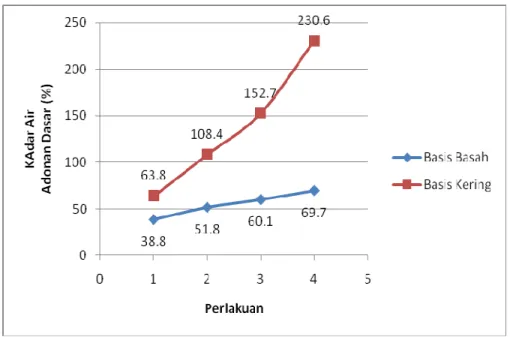
Dari grafik hubungan kandungan kadar air adonan dasar dengan suhu puffing (Gambar 16) diketahui bahwa suhu yang dibutuhkan untuk mencapai proses puffing cukup tinggi. Suhu puffing yang dimaksud adalah suhu terendah yang tercatat pada saat proses puffing, karena energi panas yang ada digunakan dalam proses ekspansi yang menyebabkan suhunya turun. Jika di rata-rata tanpa melihat perlakuan yang diberikan, pada alat cetak aluminium suhu puffing adalah sebesar 158.785oC dan untuk alat cetak stainless steel sebesar 167.725oC.
24
Dapat dilihat bahwa pada cetakan stainless steel suhu puffing lebih tinggi dari cetakan aluminium. Pada cetakan aluminium dan stainless steel suhu tertinggi terdapat pada Perlakuan 2 dengan nilai masing-masing adalah (159.83 ± 1.21)oC dan (169.47 ± 0.60)oC. Hal tersebut diakibatkan karena sifat logam stainless steel yang memiliki daya tahan yang baik terhadap panas, tahan pada temperatur rendah maupun tinggi, teksturnya keras dan liat sehingga panas dalam cetakan akan lebih lama tertahan dibanding pada cetakan aluminium.
Dari hasil analisis sidik ragam pada Lampiran 10 dapat diketahui bahwa perlakuan yang diberikan dan bahan dasar alat cetak mempengaruhi suhu puffing dimana menururt uji Duncan diketahui bahwa suhu tertinggi untuk kedua alat cetak terdapat pada Perlakuan 2 dan jika dilihat dari semua perlakuan yang diberikan, suhu tertinggi dihasilkan pada saat pemanggangan dengan menggunakan alat cetak yang terbuat dari stainless steel.
Suhu puffing varietas jagung lokal saat kadar air awal 14% adalah 126.05oC pada varietas Arjuna, 132.90oC pada varietas Bisma, 148.05oC pada varietas Srikandi, dan 130.60oC pada varietas Lamuru (Pratiwi, 2009). Pada beras diperoleh suhu puffing saat kadar air 14%, 16%, 18%, dan 20% berturut-turut adalah 179oC, 175.3oC, 172.4oC, dan 170oC. Sedangkan suhu
puffing pada ketan untuk kadar air 14%, 16%, 18%, dan 20% berturut-turut adalah 183oC, 179.8oC, 174.6oC, dan 171oC (Jati, 2010). Dari beberapa data di atas dapat dilihat bahwa suhu
puffing pada beberapa bahan dasar untuk membuat puffed produk di atas 120oC, tetapi tidak mencapai 200oC.
b. Kadar Air Adonan Dasar dan Puffed Produk
Dalam pembuatan puffed snack, kadar air merupakan salah satu faktor yang mempengaruhi lama proses pembuatan dan tekstur dari puffed snack yang dihasilkan. Kerupuk merupakan salah satu contoh puffed snack tradisional yang ada di Indonesia. Menurut Muliawan (1991), pengembangan kerupuk sangat ditentukan oleh kandungan air yang terikat pada kerupuk sebelum digoreng.
25
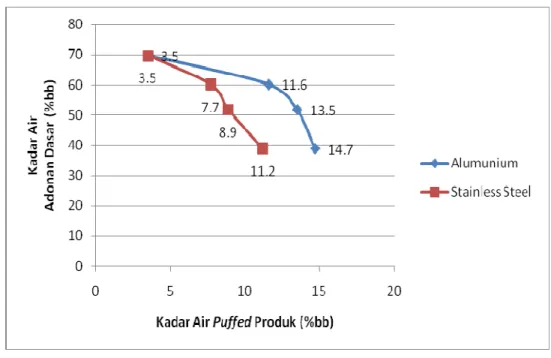
Gambar 18. Grafik hubungan kadar air adonan dasar dengan kadar air puffed produk
Dari grafik pada Gambar 17 dapat dilihat bahwa kadar air adonan dasar semakin meningkat dengan bertambahnya jumlah air yang ditambahkan untuk membuat adonan dasar. Berdasarkan grafik pada Gambar 18 dapat dilihat pula bahwa kadar air puffed produk terendah dengan nilai 3.5% dihasilkan oleh alat cetak aluminium maupun stainless steel. Kerenyahan yang dihasilkan dengan kadar air tesebut paling baik diantara lainnya, karena puffed produk tersebut memiliki kerenyahan yang paling tahan lama dibanding yang lainnya ketika disimpan tanpa perlakuan khusus. Pada kadar air adonan dasar 38.8%, hasil puffed produk untuk kedua cetakan tidak dapat mengembang sempurna, liat, dan masih mengandung banyak air. Hal itu terjadi karena penguapan yang terjadi saat proses puffing kurang sempurna sehingga puffed produk masih memiliki kadar air yang cukup tinggi yang menyebabkan tidak renyah.
(a) (b)
Gambar 19. Peralatan yang digunakan dalam pengukuran kadar air: (a) oven dan (b) timbangan analitik
26
c. Kehilangan Air Selama Proses Puffing
Jumlah air yang hilang merupakan selisih dari berat awal air yang terkandung pada adonan dasar sebelum puffing dengan berat akhir air yang terkandung pada puffed produk. Kadar air mempunyai hubungan erat dengan sifat kerenyahan produk puffing (Muchtadi et al., 1988). Besarnya jumlah air yang hilang berpengaruh terhadap kerenyahan puffed produk yang dihasilkan. Semakin banyak air yang diuapkan, maka puffed produk yang dihasilkan akan semakin renyah dan tahan lebih lama.
Pada Perlakuan 4 diperoleh kadar air puffed produk sebesar 3.5% untuk alat cetak berbahan dasar aluminium maupun stainless steel. Kadar air yang paling rendah dibandingkan dengan kadar air puffed produk pada perlakuan lainnya, yang berarti bahwa air yang diuapkan (kehilangan air) pada puffed produk paling tinggi dibanding kehilangan air yang terjadi pada perlakuan lainnya. Dengan kandungan kadar air yang rendah pada puffed produk tersebut, maka
puffed produk yang dihasilkan memiliki tekstur yang renyah dan tahan paling lama dibandingkan
hasil puffed produk dari perlakuan lainnya.
Hasil perhitungan kehilangan air yang terjadi selama prose puffing dengan kadar air adonan dasar sebagai kadar air awal dan kadar air puffed produk sebagai kadar air akhir berdasarkan basis basah dan basis kering per gram adonan dasar diperoleh nilai kehilangan air untuk tiap perlakuan dapat dilihat pada Tabel 5.
Tabel 5. Jumlah air yang menguap pada tiap perlakuan per gram adonan dasar
Perlakuan Kadar Air Adonan Dasar (%bb) Kehilangan Air
(gr) Kadar Air Adonan Dasar (%bk) Kehilangan Air (gr) Aluminium Stainless Steel Aluminium Stainless Steel 1 38.8 0.241 0.276 63.8 0.851 0.937 2 51.8 0.383 0.429 108.4 1.335 1.419 3 60.1 0.485 0.524 152.7 1.658 1.715 4 69.7 0.662 0.662 230.6 2.060 2.060
d. Kekerasan Puffed Produk yang Dihasilkan
Kekerasan puffed produk diukur berdasarkan kemampuan puffed produk untuk menahan beban yang diberikan selama selang waktu tertentu. Besarnya beban yang diterima puffed produk dapat diketahui dari hasil penusukan berondong menggunakan jarum rheometer dengan kedalaman penusukan 2 mm.
Penusukan dilakukan pada tiga titik dengan enam sample yang diuji. Penusukan jarum ke dalam puffed produk dinyatakan dalam satuan kilogram force (kgf). Semakin kecil tingkat pengembangan berondong maka semakin besar beban yang dibutuhkan untuk menusukkan jarum ke dalam berondong, sebaliknya semakin mengembang suatu berondong maka beban yang dibutuhkan semakin kecil (Hidayat,2010). Besarnya nilai kekerasan puffed produk yang
27
dihasilkan untuk tiap perlakuan seperti terlihat pada Tabel 6. Sehingga produk akhir yang paling baik tingkat kerenyahannya jika dilihat dari nilai kekerasannya dihasilkan dengan Perlakuan 4, karena nilai kekerasan produk kecil.
Tabel 6. Nilai rataan dan standar deviasi kekerasan produk
Perlakuan Alat cetak Rataan SD Nilai
minimum Nilai maksimum 1 Aluminium 0.51 0.27 0.21 1.10 Stainless steel 0.70 0.25 0.34 1.13 2 Aluminium 0.43 0.18 0.14 0.79 Stainless steel 0.37 0.23 0.17 1.03 3 Aluminium 0.29 0.13 0.12 0.63 Stainless steel 0.14 0.04 0.08 0.19 4 Aluminium 0.11 0.05 0.06 0.21 Stainless steel 0.11 0.05 0.05 0.24
Dari Tabel 6 dapat dilihat rata-rata dari nilai kekerasan pada tiap perlakuan dari tiap alat cetak yang digunakan. Semakin kecil nilai kekerasan puffed produk yang dihasilkan, maka semakin renyah pula produk akhirnya. Nilai terkecil dari rataan kekerasan produk terdapat pada Perlakuan 4 untuk kedua cetakan dengan nilai yang sama, yaitu (0.11 ± 0.05) kgf. Dari hasil analisis sidik ragam pada Lampiran 10 diketahui bahwa perlakuan yang diberikan mempengaruhi tingkat kekerasan puffed produk yang dihasilkan dimana menurut hasil uji lanjut Duncan dapat diketahui bahwa tingkat kerenyahan yang paling baik dari hasil analisis sidik ragam juga terdapat pada puffed produk hasil Perlakuan 4. Kekerasan puffed produk diukur dengan bantuan seperangkat alat rheometer (Gambar 20).
28
Tabel 7. Karakteristik fisik puffed produk setelah pemanggangan
Perlakuan Alat cetak aluminium Alat cetak stainless steel
1 Tidak renyah dan liat Tidak renyah dan liat
2 Tidak renyah dan liat Renyah, hanya bertahan beberapa jam
3 Tidak renyah dan liat Renyah, bertahan maksimal 2 hari
4 Renyah dan tahan lama Renyah dan tahan lama
Tabel 7 menjelaskan tentang karakteristik fisik puffed produk yang dihasilkan untuk tiap perlakuan yang diberikan. Dimana dapat kita lihat bahwa puffed produk yang paling baik dihasilkan dari adonan dasar Perlakuan 4 untuk kedua alat cetak karena produk yang dihasilkan memiliki hasil akhir yang renyah pada pemanggangan baik dengan alat cetak aluminium maupun
stainless steel. Selain itu, produk akhir yang dihasilkan memiliki kerenyahan yang bertahan
paling lama dibandingkan dengan produk akhir yang dihasilkan dengan ketiga perlakuan lainnya jika disimpan tanpa mendapatkan perlakuan khusus. Untuk puffed produk yang dihasilkan dari adonan dasar Perlakuan 1 diperoleh hasil akhir produk yang tidak renyah untuk pemanggangan dengan kedua cetakan, baik aluminium maupun stainless steel. Pada Perlakuan 2 diperoleh produk akhir tidak renyah untuk puffed produk yang dihasilkan dengan cetakan aluminium dan renyah untuk puffed produk yang dihasilkan dengan alat cetak stainless steel. Namun, kerenyahan tersebut hanya bertahan beberapa jam pada hari yang sama setelah pemanggangan. Untuk Perlakuan 3, diperoleh hasil akhir yang sama seperti pada Perlakuan 2, tetapi kerenyahan yang dihasilkan dari puffed produk jika adonan dipanggang dengan alat cetak stainless steel mampu bertahan maksimal dua hari jika disimpan tanpa diberikan perlakuan khusus. Selain dilihat dari kerenyahannya, keunggulan jika puffed dibuat dengan adoanan dasar hasil Perlakuan 4 adalah bentuk akhir yang teratur sesuai dengan cetakan yang digunkan. Produk akhir puffed snack yang dihasilkan dengan Perlakuan 4 dapat dilihat pada Gambar 21.
29
e. Uji Organoleptik Tingkat Kerenyahan Puffed Produk yang Dihasilkan
Dari hasil organoleptik tingkat kerenyahan puffed produk yang dihasilkana dari tiap perlakuan dan pemanggangan dengan kedua alat cetak (aluminium dan stainless steel), diperoleh hasil seperti pada Tabel 8. Dan dari tabel diketahui bahwa panelis lebih menyukai puffed produk yang dihasilkan dari adonan dasar Perlakuan 4 yang dipanggang dengan kedua cetakan terbukti dengan nilai untuk Perlakuan 4 baik untuk alat cetak aluminium maupun sstainless steel paling tinggi diantara lainnya. Skor 5 untuk sangat renyah, skor 4 untuk penilaian renyah, skor 3 untuk agak renyah, skor 2 untuk tidak renyah, dan skor 1 untuk penilaian sangat tidak renyah.
Tabel 8. Hasil organoleptik tingkat kerenyahan puffed produk yang dihasilkan
Panelis
Alat cetak aluminium Alat cetak stainless steel
P1 P2 P3 P4 P1 P2 P3 P4 A 2 3 3 4 1 2 4 5 B 1 2 4 5 2 2 3 5 C 2 3 3 4 2 3 4 4 D 1 2 3 5 1 2 4 5 E 1 2 4 5 2 3 3 4
Keterangan : P1 = Perlakuan 1, P2 = Perlakuan 2, P3 = Perlakuan 3, P4 = Perlakuan 4
5.3.
PERBANDINGAN ANTARA DESAIN CETAKAN ALUMINIUM DENGAN
STAINLESS STEEL DILIHAT DARI BEBERAPA FAKTOR
Dari semua hasil pengujian dan data lain yang ada, dapat kita buat tabel pembanding antara alat cetak aluminium dengan alat cetak stainless steel dengan beberapa faktor pembanding seperti yang terlihat pada Tabel 9.
Tabel 9. Perbandingan antara desain cetakan aluminium dengan stainless steel
No. Faktor pembanding Aluminium Stainless steel
1 Kebutuhan bahan baku alat
cetak 2.5 kg 3.5 kg
2 Harga satuan bahan baku alat
30
Lanjutan Tabel 9.
3 Biaya pembuatan alat cetak Rp 587 500 Rp 740 000
4 Suhu puffing Kisaran 150-160oC Kisaran 160-170oC
5
Puffed produk yang dihasilkan
dilihat dari mudah tidaknya gosong
Mudah gosong. Tidak terlalu cepat gosong.
6
Kerenyahan puffed produk yang dihasilkan setelah
pemanggangan
Perlakuan 1 – Perlakuan 3 tidak renyah dan Perlakuan 4 renyah dan tahan lama.
Pada Perlakuan 1 renyah, Perlakuan 2 dan Perlakuan 3 renyah tapi tidak tahan lama, Perlakuan 4 renyah dan tahan lebih paling lama.
7
Kesulitan saat pemanggangan dilihat dari gagang alat cetak yang juga terbuat dari bahan baku (logam)
Dibutuhkan sarung tangan tebal untuk mencegah panas yang dirambatkan pada gagang alat cetak.
Tidak terlalu dibuthkan sarung tangan untuk beberapa saat, tetapi tetap dibutuhkan jika melakukan pemanggangan yang lama.