partikel ini adalah quasinetral dan ditujukan dalam tingkah laku yang kolektif. Kebanyakan plasma teijadi karena adanya arus listrik yang melewati gas netral. Plasma terdapat dalam bentuk plasma ion lemah, dimana lebih banyak terdapat partikel netral dibandingkan dengan partikel bermuatan, seperti glow dan korona. Plasma ion kuat dihasilkan pada tekanan gas kira-kira 1 bar dan plasma termonuklir yang terbentuk pada tekanan gas beberapa mikro bar atau tor.
4.1 Beberapa Parameter Plasma
Untuk mengetahui plasma dapat diketahui dengan parameter plasma itu, diantaranya adalah:
4.1.1 Temperatur plasma
Dalam fisik plasma, energi partikel sering diukur dengan elektro volt (eV) 1 Ev = 1,6 x 10 J = 11600 K. Dalam suatu plasma, mungkin terpisah distribusi maxmellian yang didasari dari distribusi kecepatan partikel antara partikel netral, ion dan electron dengan perbedaan Tg, T+ dan Te.
4.1.2 Panjang Debye
Suatu karakteristik dasar dari suatu plasma adalah kesanggupan untuk membatasi diri dari muatan listrik yang ditempatkan disana. Hal ini dapat dilihat seperti gambar 1, dimana bola-bola bermuatan listrik akan menarik awan ion kea rah muatan yang berlawanan. Karena ion positif dan electron mempunyai energi panas, maka batas awan itu mempunyai ketebalan tertentu yang disebut panjang debye dan diberikan dalam rumus AD = (KTcVne2)V4. Panjang debye ini bervariasi dari kira-kira 1 cm dalam ionosfir sampai 10'6 cm dalam busur tekanan tinggi.
4.1.3 Frekuensi Plasma
Perhitungan frekuensi plasma dilakukan karena dengan asumsi adanya pengembalian electron di dalam plasma ke posisi awal sehingga membutuhkan energi kinetic dan terjadi oskilasi yang sedemikian cepat Frekuensi plasma ini dapat dihitung dengan rumus fp = (neVom)*4 radian per detik. fp = 9,0 x 103 n14 Hz dengan n dalam cm'3, frekuensi plasma ini biasanya
amat tinggi. Contoh untuk massa jenis suatu plasma = 1012 m'3, akan mempunyai f
p = 10 Ghz. 4.2 Proses Penyemprotan Plasma
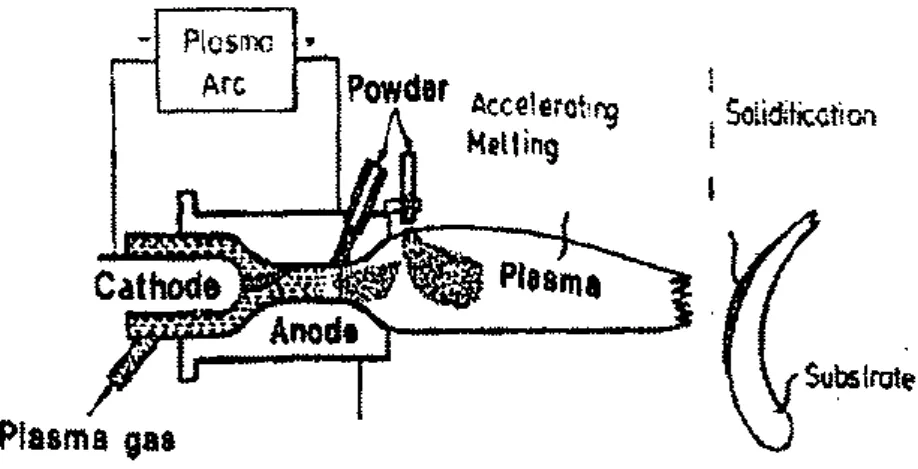
Penyemprotan plasma meliputi injeksi bubuk logam atau keramik ke dalam suatu plasma jet bertemperatur tinggi. Selama pemindahan melalui plasma itu, bubuk logam atau keramik mencair dan kemudian memadat dan membentuk lapisan pada suatu substrat (suatu lapisan benda yang akan dilapis), seperti terlihat pada gambar ?
Adapun cara penyemprotan plasma ini menggunakan suatu gun / busur titik Suatu semprotan (jet spray) gas kecepatan tinggi melalui busur listrik bersuhu 20.000 - 30.000° F memanaskannya dan membentuk ion gas yang disebut plasma, ditekan melalui nosel dan menjadi plasma jet Karena suhu yang sangat tinggi, sehingga nosel perlu dilakukan pendinginan. Gas yang biasa dipakai adalah gas argon (Ar), helium (He), Nitrogen (N2), Hidrogen (H2) atau berupa campuran gas-gas itu. Bubuk halus dileburkan, dipercepat sampai sama dengan kecepatan aliran gas. Partikel cair ini mendorong ke permukaan benda yang akan dilapis dan aklan membentuk lapisan laminar seperti terlihat pada Gambar 4-2.
Gambar 4-2 : Skema Proses Penyemprotan Plasma
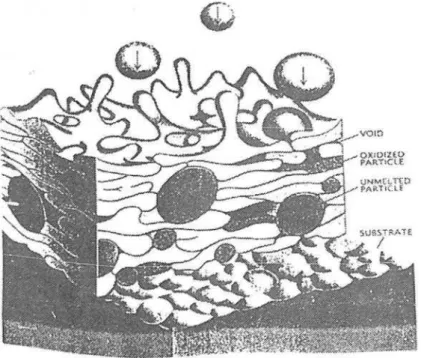
Kadang-kadang dapat terjadi celah-celah kosong (void), partikel teroksidasi (oxidized particles), partikel tak mencair (unmelted particles) dan memadat kembali (resolidified particles). Terjadinya kekosongan pada lapisan biasanya disebabkan oleh kecepatan atau suhu rendah pada waktu penyemperotan. Partikel teroksidasi disebabkan oleh adanya oksidasi atau reaksi kimia lainnya. Partikel yang memadat kembali sebelum sampai ke subsrat oleh jarak penyemprotan yang terlalu jauh. Sedangkan partikel-partikel yang tak cair memang selalu ada dalam jumlah kecil yang terbawa dalam penyemprotan.
Proses penyemprotan plasma ini merupakan pemercikan partikel-partikel yang memadat cepat, dimana ketebalan tiap-tiap percikan berkisar antara 5-10 mikron, yang menghasilkan laju pendinginan pada kira-kira 10'7 K/s. Oleh karena itu, dengan memakai proses penyemprotan plasma ini dapat menghasilkan lapisan mikrostruktur metasbil dan unik.
4.3. Bubuk Penyemprot Plasma
Bubuk yang dipakai untuk penyemprotan plasma dapat dihasilkan dengan berbagai teknik. Teknik yang paling nmnm dipakai adalah dengan teknik atomisasi gas (gas atomization), atomisasi air (water atomization), pengeringan semprot (spray drying) dan pemecahan (crushing).
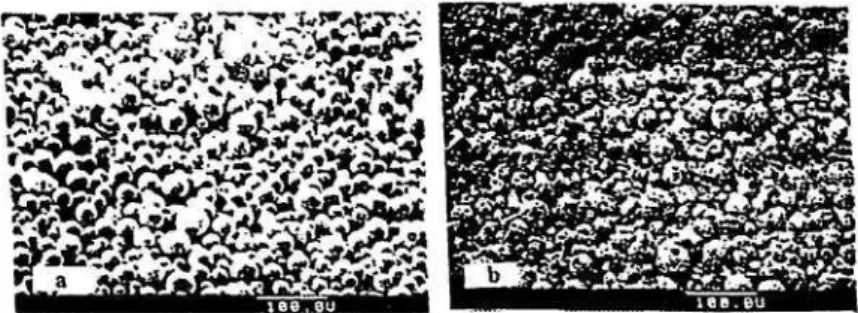
Gambar 4-4: Morfology Bubuk Untuk Penyemprotan Plasma a) Bubuk Yang Diatomisasi Oleh Gas.
b) Bubuk Agglomerate. c) Bubuk Keramik Pecahan
Pada teknik atomisasi gas dan air, suatu aliran logam cair di atomisasi oleh tekanan gas besar atau jet air menjadi bubuk halus. Bubuk halus yang telah di atomisasi gas inert berhentak sperikal dan berisi sedikit oksigen (Gambar 4-4).
171
sedangkan kalan menggunakan atomisasi air, bubuk yang dihasilkan tidak beraturan bentuknya (irregular).
Pada teknik pengertian semprot yang merupakan proses aglomerasi dari jenis bubuk dengan bermacam komposisi dan malah mungkin memproduksi bubuk komposit logam-keramik, hasilnya berupa bubuk halus berdiameter 1-10 mikron dan dicampur dengan pengikat membentuk slurry. Kemudian di atomisasi dan dikeringkan dalam suatu ruang pemanas (Gambar 4-4b).
Pada teknik pemecahan untuk bahan keras atau keramik, proses ini merupakan yang termurah dan termudah (Gambar 4~4c).
Pemilihan besar bubuk tergantung pada tipe proses penyemprotan plasma, tipe bubuk dan kebutuhan lapisan. Untuk contoh : Pada sistem penyemprotan plasma fakum, besar bubuk metal rata-rata 5-36 mikron.
Jenis bubuk untuk plasma
Banyak jenis bubuk, tipe dan besar partikel yang dapat dipakai untuk penyemprotan plasma, salah satunya tergantung dari jenis gun yang dipakai. Di bawah ini ada beberapa contoh bubuk untuk penyemprotan plasma yang dapat dipakai dengan jenis gun SM-F3/SM-F3-30 seperti terlihat pada Tabte 4-1.
Bahan bubuk lainnya yang dapat dipakai untuk pelapisan alat yang mempunyai dasar komponen paduan nikel adalah bubuk Al Ai — Poliester (AMDRY 2010) dan Al Si - Poli imid (AMDRY 2000). Sedangkan teknik pelapisannya dipakai sistem APS (Atmosferic Plasma Spraying). Bubuk AMDRY 962 dipakai sebagai pelapis pengikat dan AMDRY 142, 333 atau 6660 (mengandung ZrOz dipakai untuk paduan dasar baja nikel, nimonic 75, inconel 617 atau hastelloy X. (APS), sistem ALL GAS atau sistem penyemprotan plasma fakum (VPS).
4.4. Jenis Teknik Penyemprotan
Ada beberapa jenis teknik penyemprotan pada sistem plasma, diantaranya yaitu sistem penyemprotan plasma atmosfir (APS), sistem ALL GAS dan sistem penyemprotan plasma vakum (VPS).
4.5. Penyemprotan Plasma AMDRY 2000 Pada Nosel
Pemakaian lapisan AMDRY 2000 Tipe bubuk berat partiket nominal Al12 S Si 47 % polimid binder , bentuk plasma Ar / H2 dengan penyemprotan teknik plasma. Teknik ini dapat menghasilkan suatu lapisan tipis pada substrat. Lapisan yang paling tipis yang dapat dihasilkan dengan teknik plasma adalah ketebataln lapisan 40-50 mikron. Bahwa Al Si 47 % , banyak digunakan paduan dan cetakan yang umumnya paduan Si 0, 15 — 24 % silunim Q . Paduan Al Si , A1J2 Si 47% memiliki sifst meningkatkan kekerasan pada kondisi panas. Bahan tersebut umunya diterpkan dan dipakai untuk komponen torak pada motor bakar. Maka bahan bubuk AMDRY 2000, dapat digunakan untuk melapisi nosel bagian dalam, dimana nosel bagian dalam fungsinya dialiri media panas dari pembakaran propelan . (6) .
Teknik pemakaian plasma
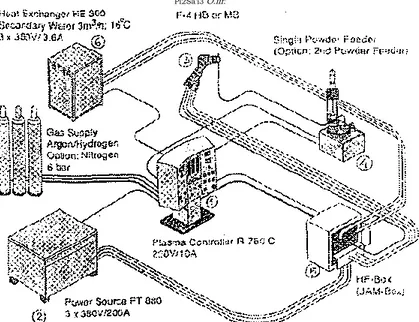
Salah satu teknik pelapisan permukaan suatu benda seperti pada bagian dalam nosel adalah dengan teknik pelapisan model ALL Gas. Teknik ini mempunyai peralatan instalasi yang terdiri dari:
Tipe control console ALL GAS. Panel ini dipakai untuk mengontrol masuknya bubuk dan gas
Sumber daya (power) PT-800. Sumber daya yang diperlukan sebesar 130 KVA
Heat exchanger T-500. Air untuk heat exchanger dikontrol oleh sebuah thermostatic valve
Plasma toreh F4 merupakan alat plasma gun dari tipe F4-HB Unit masuk bubuk twin-10 tempat bubuk yang terdiri dari 2 tempat Kabel
Gas argon, nitrogen atau helium
Pl2Sa'i3 O.iif:
Gambar 4-5 : Sistem Plasma R-750 C ALL GAS
Semua pengeijaan d1'181^11^" secara otomatik lewat panel control. Dari panel control ini diatur pengaliran gas, apakah gas itu argon/hydrogen, Argon/Helium atau Argon/Nitrogen. JUga dari panel control ini diatur pula system pemasukan bubuk
dengan gas Argon dan Nitrogen bubuk agar dapat sampai ke Gun Power untuk disemprotkan ke permukaan benda yang akan dilapisi.
Prosedur mulai operasi dilakukan secara otomatis dftngan menyatakan sumber daya, pengaturan air pendinginan pemisah debu. Lampu pengontrol akan menyala untuk menandakan system berfungsi. Prosedur akhir juga dilakukan secara otomatis. Perlu diperhatikan keselamatan kerja dari personil yang mengoperasikan alat ini. Hal ini disebabkan personil bekerja pada suhu plasma sampai 30.000° F.
5. KESIMPULAN
Dan pembahasan metoda pelapisan nosel menggunakan teknik plasma dengan material bubuk Amdry 2000 dapat disimpulkan:
a) . Pemakaian jenis dan besar bubuk untuk pelapisan substrat dengan teknik
plasma tergantung dari kebutuhan pelapisan dan tipe proses penyemprotan plasma
b) . Ketebalan lapisan dan yang disemprotkan 20 — 50 mikron, bahan bubuk
AMDRY 2000 terlebih dahulu dicairkan dengan suhu tmggi menggunakan arus listrik . Penyemprotan plasma dan peralatan penyemprotan Jet plasma yang dipakai plasma yang disemprotkan pada nosel langsung menembus benda kerja ke dalam, .sehingga bukan hanya lapisan luar, tetapi langsung menembus ke dalam terlapisi plasma yang menyatu dengan nosel yang dilapisi plasma tertsebuL
c) . Baik atau tidaknya pemakaian penyemprotan plasma Amdry 2000 ini tergantung dari tingkat kepentingan atau kegunaan bahan yang akan dilapis d) , untuk mendapatkan hasil yang memuaskan, perlu dilakukan control struktur
mikro lapisan. Penggunaan bahan Al t2 Si 47%, dapat meningkatkan
kekerasan permukaan yang dilapisi pada kondisi panas, dapat digunakan pada nosel roket
DAFTAR PUSTAKA
1 - Silaswatshanai, C., 1990, “Plasma Application ”, Procedmg of the Regional 2. Collage on Plasma Application 17-13 Januari 1990, Hatyai, Thailand
3. Plasma-Technik AG, “Application Using Thermal Spraying’
4. Proceding of Tropical Collage on Applied Physics, 1984, “Laser and Plasma
Technology’’, University of Malaya, Kuala Lumpur, Malaysia
5. Plasma-Technik AG, ‘Plasma Spray Gun ’.
6. Silaswatshanai, C., 1991. “Sarvey on Plasma Applications’, Asian-African Association for Plasma Training, Hatyai, Thailand
6. Prof Ir Tata Surdia, MetE, Prof Slmroku Saito, Pengetahuan Bahan Teknik, 1984, PT Pradnya Paramita, Jakarta.