1
Evaluation Efficiency Of Waste water Anaerobic Treatment In PT. Nalco Indonesia. (Evaluasi Efisiensi Pengolahan Limbah Cair Secara Anaerobik Di PT. Nalco Indonesia)
Oskar Maulana, Dra. Eka Herlina, M.Pd dan Dra. Ani Iryani, M.Si Program Studi Kimia Fakultas Matematika dan Ilmu Pengetahuan Alam
e-mai: eka.herlina@ymail.com dan ani_iryani62@yahoo.co.id ABSTRACT
PT. Nalco Indonesia as one of the company that is actived on manufacturing specialty chemical materials which is used for water cooling and pulp and paper industri. There are three types of waste in PT. Nalco Indonesia namely solid waste, gas waste, and liquid waste. PT. Nalco Indonesia has applied Anaerobic Waste Treatment for it’s waste treatment procedures, in which purpose is to reduce the amounts of Chemical Oxygen Demand (COD). The main purpose of the research is not only to know the level of efficiency from anaerobic waste treatment method in it’s purpose to reduce COD level and TDS level, but also to analyze the condition of temperature, pH and bacterial nutrition (MLSS and F/M Ratio) that carry as anaerobic degradation process. For determining the sample of inlet of waste the process and outlet is done by the test parameter temperature, pH, COD, BOD5,
TDS and MLSS. All of the test are suitable with the SOP method anaerobic waste water treatment analisis in PT. Nalco Indonesia. Meansurement of Temperature are performed using the kalorimeter method, meansurement of pH are performed using the potensiometri method. meansurement of COD are performed using the reflux-visible spectrophotometric method at λ 600 nm, and meansurement of TDS are performed using the conductometry method. The efficiency of waste water anaerobic treatment in PT. Nalco Indonesia for reducing COD level just has taken value 62,95% up to 66,06 %, mean while for TDS level, it just has taken value 37,7% up to 53,4%. This result has not folfilled SOP which is expected by PT. Nalco indonesia.
Keywords: Wastewater, Anaerobic Wastewater Treatment, Chemical Oxygen Demand, Total Dissolved Solid.
PENDAHULUAN
Secara umum limbah adalah buangan yang dihasilkan dari suatu proses produksi baik industri, rumah sakit maupun domestik (rumah tangga), yang kehadirannya pada suatu saat dan tempat tertentu tidak dikehendaki lingkungan karena tidak memiliki nilai ekonomis. Menurut Sugiharto (1987), air limbah adalah kotoran dari masyarakat dan rumah tangga dan juga berasal dari industri, air tanah, air permukaaan serta buangan lainnya. Demikian air buangan ini merupakan kotoran yang bersifat umum. Beberapa faktor yang mempengaruhi kualitas limbah yaitu volume limbah, kandungan bahan pencemar dan frekuensi
pembuangan limbah
(http://id.wikipedia.org/wiki/Limbah,2006) .Berdasarkan karakteristiknya limbah
industri dibedakan menjadi 4 bagian yaitu: limbah cair, limbah padat, limbah gas dan partikel, serta limbah B3 (Bahan Berbahaya Beracun).
PT. Nalco Indonesia adalah perusahaan yang bergerak dalam bidang produksi bahan-bahan kimia khusus (specialty chemicals) yang digunakan untuk pengolahan air (water teatment), pembangkit tenaga (power generator), sistem pendingin (water cooling), industri kayu dan kertas (pulp and paper), industri logam (metal industry), industri pengolahan, dan kilang minyak (refinery and petroleum industry). Kegiatan produksi di PT. Nalco Indonesia, baik yang berasal dari bagian produksi maupun bagian laboratorium, menghasilkan produk samping berupa limbah yang berbentuk padat dan cair. Masalah utama yang
2 dihadapi oleh bagian Waste Water Tretment Plan (WWTP) PT. Nalco Indonesia dalam pengolahan limbah cair adalah tingginya nilai KOK (kebutuhan oksigen kimia) dan TDS (Total Dissolved Solid) yang tinggi. Hal ini disebabkan karena banyaknya produk yang dihasilkan baik dari segi jumlah maupun jenisnya. Mengatasi masalah tersebut PT. Nalco Indonesia telah menerapkan sistem pengolahan limbah secara anaerobik, dengan harapan dapat menurunkan nilai nilai KOK dan TDS hingga 80% sampai 90%.
Berdasarkan hal-hal tersebut penulis ingin melakukan penelitian tentang pengolahan limbah cair secara anaerobic di PT. Nalco Indonesia dengan tujuuan untuk mengevaluasi efisiensi pengolahan limbah cair secara anaerobik di PT. Nalco Indonesia sehingga dapat memenuhi standar oprasional prosedur perusahaan dan dapat memenuhi baku mutu limbah cair yang telah ditetapkan pemerintah.
Proses pengolahan limbah cair secara anaerobic di PT. Nalco Indonesia dapat menurunkan kadar COD dan TDS.
METODE PENELITIAN
Sebelum pengolahan limbah secara anaerobik PT. Nalco Indonesia, dilakukan pengamatan terhadap suhu, pH, KOK, KOB5 dan TDS sebagai pengamatan
inlet pada limbah cair keluaran dari flokulan tank. Limbah cair ini diumpankan ke dalam tangki anerobik yang telah berisi mikroorganisme anaerobik. pengolahan secara anaerobik dilakukan untuk memecahan senyawa organik menjadi senyawa yang lebih sederhana dengan melibatkan mikroorganisme anaerobik dalam keadaan tanpa oksigen. Pengolahan limbah secara anerobik diharapkan bisa mengurangi senyawa organik yang terkandung dalam limbah cair sebelum mengalami proses pengolahan limbah selanjutnya.
Limbah cair akan mengalami proses anaerobik selama 6 hari, dimana dalam waktu tinggal tersebut tangki proses
pengolahan limbah tidak boleh terkontaminasi oleh oksigen. Dalam proses ini mikroorganisme diberikan nutrisi pada hari pertama dengan tujuan untuk menjaga kualitas nutrisi dalam limbah cair yang dibutuhkan oleh mikroorganisme anaerobik. Selama proses pengolahan berlangsung mikroorganisme dalam tangki anaerob akan terkumpul satu sama lain dan membentuk flok miksroorganisme yang akibat gaya beratnya sendiri akan turun secara gravitasi ke bagian bawah tangki sebagai sludge atau lumpur biomassa. Selama waktu tersebut dilakukan pengamatan Suhu, pH, KOK, KOB5,
MLSS dan perhitungan jumlah nutrisi F/M sebagai pengamatan proses. Setelah proses anaerobik selesai, lumpur biomassa akan dipisahkan mengunakan penyaring dan limbah cair dialirkan kepengolahan limbah secara aerob di aerobik pond. Limbah cair yang keluar dari anaerobik pond dilakukan pengamatan suhu, pH, KOK, KOB5 dan
TDS sebagai pengamatan outlet.
HASIL DAN PEMBAHASAN Hasil Pengukuran Suhu
Nilai suhu yang terukur menunjukan kondisi temperatur limbah dalam tangki anaerobik. Kondisi suhu berperan penting dalam mendukung aktifitas mikroorganisme pencerna di dalam pengolahan limbah cair secara anaerobik. Adapun hasil pengukurannya dapat dilihat pada Tabel 2.
Tabel 2. Data pengukuran suhu limbah cair selama tiga kali pengolahan
Hari Ke- Suhu Pengolahan Ulangan ke-1 (oC) Suhu Pengolahan Ulangan ke-2 (oC) Suhu Pengolahan Ulangan ke-3 (oC) 1 28 28 27 2 29 28 28 3 31 30 30 4 30 31 32 5 31 33 33 6 29 30 29
Berdasarkan Tabel 2. secara keseluruhan nilai kondisi suhu baik pada air limbah selama proses anaerobik ulangan ke-1, ke-2 dan ke-3 pada kondisi normal, yaitu berkisar 28 oC -33oC. Nilai
3 suhu ini tidak mengganggu aktifitas biologis yang terdapat pada tangki anaerob mengingat bakteri pencerna aktifitasnya akan berkurang pada suhu di bawah 10oC.
Hasil Pengukuran pH
Nilai pH yang terukur menunjukkan derajat keasaman atau kebasaan dari suatu limbah cair. Adapun hasil pengukurannya dapat dilihat pada Tabel 3.
Tabel 3. Data pengukuran pH limbah cair selama tiga kali pengolahan Hari Ke- pH Pengolahan Ulangan ke-1 pH Pengolahan Ulangan ke-2 pH Pengolahan Ulangan ke-3 Baku Mutu Maksimum 1 8,02 7,62 7, 54 6-9 2 7,50 6,81 6,44 6-9 3 5,06 4,94 5,34 6-9 4 5,72 5,42 5,92 6-9 5 6,71 6,01 7,01 6-9 6 6,78 6,38 6,98 6-9
Berdasarkan Tabel 3. dapat dikatakan bahwa secara keseluruhan nilai kondisi pH limbah cair baik pada air limbah selama proses anaerobik ulangan 1, 2 sampai pengolahan ulangan ke-3 bersifat fluktuatif dan untuk pH outlet telah memenuhi baku mutu. Dimana pada proses anaerobik ulangan ke-1 pH berkisar antara 5,06-8,02, pada proses anaerobik ulangan ke-2 pH berkisar antara 4,94-7,62, pada proses anaerobik ulangan ke-3 pH berkisar antara 4,34-7,54. Secara keseluruhan pada hari k-3 pH turun tajam pada suasana asam, ini dapat disebabkan fase asetogenik yang berlangsung di anaerobik pond. Hal ini harus dikaji ulang karena memungkinkan kehidupan biologis dalam limbah cair tersebut tidak berjalan dengan baik ataupun bisa mengakibatkan kematian pada bakteri anaerobik. Bakteri anaerobik membutuhkan lingkungan dengan pH antara 6,8-7,4. Pada pH di bawah 6 atau di atas 8 fase metanogenik tidak dapat berjalan dengan baik. pH air limbah yang tidak netral akan menyulitkan proses biologis, bahkan akan mengakibatkan kematian pada mikroorganisme dalam air.
Hasil Pengukuran KOK (Kebutuhan Oksigen Kimia)
Nilai KOK merupakan ukuran bagi pencemaran air oleh zat-zat organik
yang secara alamiah dapat dioksidasikan melalui proses kimia, dan mengakibatkan berkurangnya oksigen terlarut dalam air (Alaerts & Santika, 1984). Adapun hasil pengukuran KOK yang menunjukan efisiensi dari proses pengolahan limbah secara anaerobik dapat dilihat pada Tabel 4.
Tabel 4. Data pengukuran KOK inlet dan outlet selama tiga kali pengolahan. Pengolahan limbah anaerobik KOK inlet (mg O2/L) KOK outlet (mg O2/L) Efisiensi Pengolahan (%) Baku Mutu Maksimum (mg O2/L) Ulangan ke-1 6203,06 2240,60 63,87 300 Ulangan ke-2 8170,32 3026,86 62,95 300 Ulangan ke-3 4072,59 1386,46 66,06 300
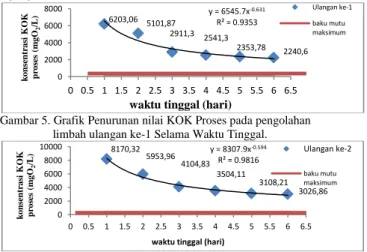
Berdasarkan Tabel 4, kisaran efisiensi dari pengolahan limbah secara anaerobik selama tiga kali ulangan dalam menurunkan KOK pada air limbah berkisar antara 62,95% sampai dengan 66,06%. Nilai efisiensi tersebut belum sesuai dengan harapan SOP perusahan yang berkisar antara 80%-90%. Nilai KOK outlet yang bervariasi disebabkan oleh beban air limbah yang masuk (KOK inlet) yang bervariasi pula. Berdasarkan hasil pengukuran KOK outlet hasil pengolahan limbah secara anaerobik diperoleh hasil konsentrasi yang belum memenuhi baku mutu, sehingga air limbah outlet dari pengolahan limbah belum bisa langsung dibuang ke lingkungan. Untuk lebih jelasnya ditampilkan grafik perbandingan yang mendeskripsikan penurunan konsentrasi KOK selama waktu tinggal proses pengolahan limbah secara anaerobik yang dapat dilihat pada Gambar 5, 6, dan 7.
Gambar 5. Grafik Penurunan nilai KOK Proses pada pengolahan limbah ulangan ke-1 Selama Waktu Tinggal.
Gambar 6. Grafik Penurunan nilai KOK Proses pada pengolahan limbah ulangan ke-2 Selama Waktu Tinggal.
6203,06 5101,87 2911,3 2541,3 2353,78 2240,6 y = 6545.7x-0.631 R² = 0.9353 0 2000 4000 6000 8000 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 k on se n tr as i K OK p ros es ( m gO 2 /L )
waktu tinggal (hari)
Ulangan ke-1 baku mutu maksimum 8170,32 5953,96 4104,83 3504,11 3108,21 3026,86 y = 8307.9x-0.594 R² = 0.9816 0 2000 4000 6000 8000 10000 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 k on se n tr as i K OK p ros es ( m gO 2 /L )
waktu tinggal (hari)
Ulangan ke-2
baku mutu maksimum
4
Gambar 7. Grafik Penurunan nilai KOK Proses pada pengolahan limbah ulangan ke-3 Selama Waktu Tinggal.
Berdasarkan Gambar 5, 6, dan 7, dapat dilihat penurunan konsentrasi KOK selama 6 hari berlangsung baik pada ulangan ke-1, ke-2 dan ke-3. Ini mendeskripsikan kondisi bahan-bahan organik yang telah didegradasi oleh bakteri anaerobik. Penurunan konsentrasi KOK selama 6 hari belum mencapai titik optimal, dimana KOK outlet masih jauh dari baku mutu yang ditentukan. Secara keseluruhan diperkirakan waktu tinggal pengolahan limbah yang dibutuhkan untuk menurunan konsentrasi KOK agar mencapai titik optimal yang sesuai, baik SOP perusahaan sebesar 80-90% maupun baku mutu maksimum Berdasarkan Keputusan Menteri Lingkungan Hidup No: KEP-03/MENLH/1995 Tentang Baku Mutu Air Limbah Bagi Kawasan Industri masih memerlukan waktu tinggal diatas 12 hari (Lampiran 15). Untuk menambahan waktu tinggal menjadi 12 hari dalam satu kali proses pengolahan limbah cair secara anaerobik memungkinkan penurunan akan lebih kecil dari pada konsentrasi KOK yang didapat sekarang ini. Tapi hal ini kurang begitu efisien, karena mengingat setelah proses pengolahan limbah cair secara anaerob masih dilakukan proses pengolahan limbah lanjutan.
Hasil Pengukuran KOB5 (Kebutuhan
Oksigen Biologi)
KOB merupakan jumlah oksigen yang dibutuhkan bakteri untuk menguraikan (mengoksidasi) hampir semua zat organik yang terlarut dan sebagian zat- zat yang tersuspensi dalam air. Adapun hasil analisisnya dapat dilihat pada Tabel 5.
Tabel 5. Efisiensi penurunan nilai KOB5.
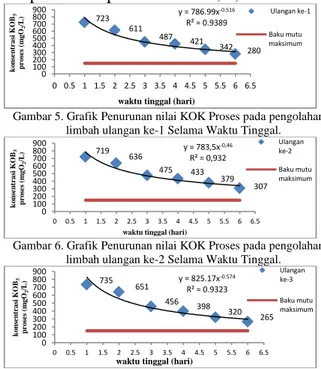
Pengolahan limbah anaerobik KOB5 inlet (mg O2/L) KOB5 outlet (mg O2 /L) Efisiensi (%) Baku Mutu (mg O2/L) Ulangan ke-1 723 280 61,3 150 Ulangan ke-2 719 307 57,3 150 Ulangan ke-3 735 265 63,9 150
Berdasarkan Tabel 5, kisaran efisiensi dari tiga kali ulangan pengolahan limbah secara anaerobik dalam menurunkan KOB5 pada air limbah
berkisar antara 57,3% sampai dengan 63,9%. Nilai efisiensi tersebut belum sesuai dengan SOP perusahan yang berkisar antara 80%-90%. Berdasarkan hasil pengukuran KOB5 outlet hasil
pengolahan limbah secara anaerobik diperoleh hasil konsentrasi yang belum memenuhi baku mutu, sehingga air limbah outlet dari pengolahan limbah secara anaerobik belum bisa langsung dibuang ke lingkungan. Untuk lebih jelasnya ditampilkan grafik perbandingan yang mendeskripsikan penurunan konsentrasi KOB5 selama waktu tinggal proses
pengolahan limbah secara anaerobik yang dapat dilihat pada Gambar 8, 9, dan 10.
Gambar 5. Grafik Penurunan nilai KOK Proses pada pengolahan limbah ulangan ke-1 Selama Waktu Tinggal.
Gambar 6. Grafik Penurunan nilai KOK Proses pada pengolahan limbah ulangan ke-2 Selama Waktu Tinggal.
Gambar 7. Grafik Penurunan nilai KOK Proses pada pengolahan limbah ulangan ke-3 Selama Waktu Tinggal.
Berdasarkan Gambar 8, 9, dan 10, dapat dilihat penurunan konsentrasi KOB5
selama 6 hari berlangsung baik pada ulangan ke-1, ke-2 dan ke-3. Ini mendeskripsikan kondisi bahan-bahan
4072,59 3033,3 1813,03 1702,45 1449,88 1386,46 y = 4177.1x-0.644 R² = 0.9621 0 1000 2000 3000 4000 5000 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 k on se n tr as i K OK p ros es ( m gO 2 /L )
waktu tinggal (hari)
Ulangan ke-3 baku mutu maksimum 723 611 487 421 342 280 y = 786.99x-0.516 R² = 0.9389 0 100 200 300 400 500 600 700 800 900 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 k o n se n tr as i K O B5 p r o se s (m gO 2 /L)
waktu tinggal (hari)
Ulangan ke-1 Baku mutu maksimum 719 636 475 433 379 307 y = 783,5x-0,46 R² = 0,932 0 100 200 300 400 500 600 700 800 900 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 k o n se n tr as i K O B5 p r o se s (m gO 2 /L)
waktu tinggal (hari)
Ulangan ke-2 Baku mutu maksimum 735 651 456 398 320 265 y = 825.17x-0.574 R² = 0.9323 0 100 200 300 400 500 600 700 800 900 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 k o n se n tr as i K O B5 p r o se s (m gO 2 /L)
waktu tinggal (hari)
Ulangan ke-3 Baku mutu maksimum
5 organik yang telah didegradasi oleh bakteri anaerobik. Penurunan konsentrasi KOB5
selama 6 hari belum mencapai titik optimal, dimana KOB5 outlet masih jauh
dari baku mutu yang ditentukan. Diperkirakan waktu tinggal pengolahan limbah yang dibutuhkan untuk menurunan konsentrasi KOB5 agar mencapai titik
optimal yang sesuai baik SOP perusahaan sebesar 80-90% maupun baku mutu maksimum Berdasarkan Keputusan Menteri Lingkungan Hidup No: KEP-03/MENLH/1995 Tentang Baku Mutu Air Limbah Bagi Kawasan Industri masih diatas 10 hari (Lampiran 15). Untuk menambahan waktu tinggal menjadi 15 hari dalam satu kali proses pengolahan limbah cair secara anaerobik memungkinkan penurunan yang lebih kecil untuk konsentrasi KOB5 yang didapat
sekarang ini. Hal ini kurang begitu efisien, karena mengingat limbah yang dihasilkan oleh PT. Nalco Indonesia baik dari segi jenis maupun jumlahnya, dan dalam menghasilkan produk tidak selalu sama dalam setiap waktu maka penambahan waktu tinggal menjadi 15 hari terlalu lama. Tapi hal ini tidak begitu berpengaruh, karena setelah proses pengolahan limbah cair secara anaerob masih dilakukan proses pengolahan limbah lanjutan.
Hasil Pengukuran TDS (Total Dissolved
Solid).
Kualitas air limbah dapat ditunjukkan oleh jumlah dan jenis zat- zat yang terlarut. Pengukuran TDS dilakukan untuk mengetahui efisiensi pengolahan limbah secara anaerobik dalam menurunkan nilai TDS. Berdasarkan hasil analisis untuk pengukuran TDS dapat dilihat pada Tabel 6.
Tabel 6. Efisiensi penurunan nilai TDS.
Pengolahan limbah anaerobik TDS inlet (mg /L) TDS outlet (mg /L) Efisiensi (%) Baku Mutu Maksimum (mg /L) Ulangan ke-1 11078 6890 37,8 4000 Ulangan ke-2 15200 9465 37,7 4000 Ulangan ke-3 8735 4065 53,4 4000
Data pada Tabel 6 menujukan selama tiga kali ulangan proses pengolahan limbah secara anaerobik didapat efisiensi pengolahan limbah secara
anaerobik dalam menurunkan nilai TDS sebesar 37,7% sampai dengan 53,4%. Nilai TDS outlet dari hasil pengolahan limbah belum bisa dibuang ke lingkungan mengingat baku mutu yang telah ditetapkan oleh pemerintah harus <4000 mg/L. Akan tetapi nilai ini cukup bagus untuk mengurangi nilai TDS yang terkandung di dalam limbah cair yang akan diolah kembali pada pengolahan limbah selanjutnya.
Hasil Pengamatan MLSS (Mixed Liquor
Suspended Solids).
Bak anaerobik bahan-bahan organik terlarut akan diuraikan oleh mikroba dan proses perombakan senyawa organik tersebut berlangsung secara anaerobik. Kandungan air di bak anaerobik dalam sistem ini disebut mixed liquor. Jumlah padatan tersuspensi, termasuk mikroorganisme dalam bak anaerobik dinyatakan MLSS. MLSS digunakan untuk memastikan bahwa ada jumlah yang cukup aktif biomassa tersedia untuk mengkonsumsi kuantitas diterapkan polutan organik setiap saat. Keseimbangan antara nutrisi dengan bakteri anaerobik yang terdapat pada proses pengolahan limbah cair bisa diketahui dengan MLSS (Mixed Liquor Suspended Solids). MLSS sebagian besar terdiri dari mikroorganisme dan non-biodegradable padatan tersuspensi. Kadar MLSS pada tangki pengolahan limbah cair secara anaerobik selama proses pengolahan limbah anaerobik dapat dilihat pada Tabel 7.
Tabel 7. Data pengukuran MLSS selama tiga kali pengolahan. Hari Ke- MLSS Ulangan ke-1 (mg/L) MLSS Ulangan ke-2 (mg/L) MLSS Ulangan ke-3 (mg/L) 1 3120 3680 3260 2 2820 3200 3020 3 2680 2860 2700 4 2590 2740 2570 5 2480 2590 2320 6 2140 2420 2080
Tabel 7. Menunjukan kondisi MLSS baik pada air limbah selama ulangan ke-1, ke-2 dan ke-3 yang bersifat fluktuatif. Jika nilai MLSS lebih besar dari 5000 mg/L menandakan bahwa mikroorganisme yang ada di dalam bak anaerob kekurangan nutrisi sehingga
6 terjadi kanibalisme, sedangkan nilai MLSS lebih kecil dari 2000 mg/L, menandakan pengolahan limbah kurang baik, karena kekurangan mikroorganisme untuk mengurai bahan-bahan organik. Pada hari ke-4 rata-rata mengalami penurunan nilai MLSS yang menandakan bahwa pengolahan limbah kurang baik. Hal ini dapat disebabkan proses asetogenik sedang berlangsung tinggi yang mengakibatkan kondisi limbah cair menjadi asam, sehingga banyak bakteri anaerob yang mati sebelum mengurai bahan-bahan organik yang terkandung dalam limbah. Hal ini dapat mengakibatkan ketidakseimbangan jumlah bakteri pencerna dengan nutrisi yang terkandung dalam air limbah.
Hasil Perhitungan F/M Ratio (Food to
Microorganisme)
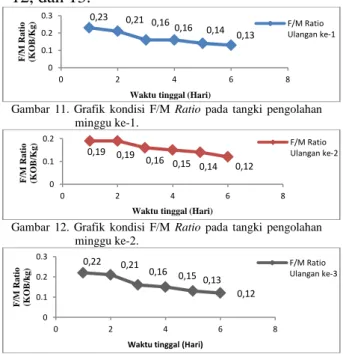
Perhitungan F/M Ratio kontrol proses yang digunakan untuk mengevaluasi jumlah makanan (KOK dan KOB) yang tersedia per satuan MLSS. Kondisi F/M Ratio pada tangki pengolahan limbah cair secara anaerobik dapat diketahui pada akhir proses pengolahan limbah anaerobik. Nilai F/M Ratio yang diperoleh dapat dilihat pada Gambar 11, 12, dan 13.
Gambar 11. Grafik kondisi F/M Ratio pada tangki pengolahan minggu ke-1.
Gambar 12. Grafik kondisi F/M Ratio pada tangki pengolahan minggu ke-2.
Gambar 13. Grafik kondisi F/M Ratio pada tangki pengolahan minggu ke-3.
Gambar 4, 5, 6. menunjukan nilai F/M Ratio selama tiga kali pengolahan limbah cair secara anaerobik di PT. Nalco Indonesia. Ulangan ke-1 F/M Ratio berkisar antara 0,13 sampai 0,23 KOB/kg, ulangan ke-2 F/M Ratio berkisar antara 0,12 sampai 0,19 KOB/kg, dan ulangan ke-3 F/M Ratio berkisar antara 0,12 sampai 0,22 KOB/kg. Kisaran F/M Ratio yang diharapkan sebesar 0,1-0,2 KOB/kg. Nilai yang didapat menunjukkan bahwa F/M ratio pada proses pengolahan limbah secara anaerobik di PT. Nalco Indonesia masih pada kondisi normal. Nilai ini menunjukkan proses penggumpalan lumpur dan pengendapan dalam tangki anaerob yang disebabkan oleh metabolisme bakteri anaerob terhadap bahan organik berjalan lancar. Semakin tinggi F/M Ratio menandakan semakin tinggi jumlah makanan yang terkandung dalam air limbah atau makin sedikit jumlah bakteri pencerna. Parameter ini penting karena kondisi ideal dapat tercapai jika kebutuhan nutrisi bagi bakteri terpenuhi (Metcalf dan Eddy, Icn,1981).
Evaluasi Efisiensi Pengolahan Limbah Secara Anaerobik.
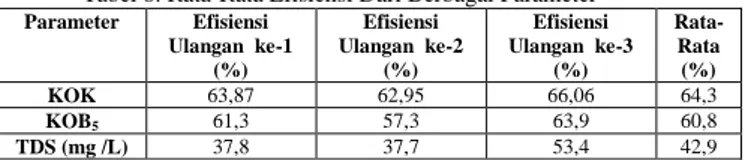
Pengolahan limbah cair secara anaerobik di PT. Nalco Indonesia selama tiga kali tahap pengolahan menghasilkan rata-rata efisiensi terhadap penurunan KOK sebesar 64,3%, KOB5 sebesar
60,8%, dan TDS sebesar 42,9%. Efisiensi tertinggi terlihat pada parameter KOK, sedangkan terendah pada parameter TDS. Penurunan ini sangat bergantung pada karakteristik dan jumlah air limbah yang diolah dan kondisi proses anaerobik yang dilakukan. Hal ini menujukkan bahwa pengolahan limbah cair secara anaerobik di PT. Nalco Indonesia dapat menurunkan KOK, KOB5, dan TDS yang terkandung
dalam limbah cair. Hasil dari pengolahan limbah secara anaerobik di PT. Nalco Indonesia masih belum sesuai harapan SOP perusahaan maupun ketetapan Berdasarkan Keputusan Menteri Lingkungan Hidup No: KEP-03/MENLH/2010 Tentang Baku Mutu Air
0,23 0,21 0,16 0,16 0,14 0,13 0 0.1 0.2 0.3 0 2 4 6 8 F /M Rat io (K OB /K g)
Waktu tinggal (Hari)
F/M Ratio Ulangan ke-1 0,19 0,19 0,16 0,15 0,14 0,12 0 0.1 0.2 0 2 4 6 8 F /M Rat io (K OB /K g)
Waktu tinggal (Hari)
F/M Ratio Ulangan ke-2 0,22 0,21 0,16 0,15 0,13 0,12 0 0.1 0.2 0.3 0 2 4 6 8 F /M Rat io (K OB /k g)
Waktu tinggal (Hari)
F/M Ratio Ulangan ke-3
7 Limbah Bagi Kawasan Industri (lampiran). Hasil efisiensi dari Pengolahan limbah cair secara anaerobik di PT. Nalco Indonesia dapat dilihat pada Tabel 8.
Tabel 8. Rata-Rata Efisiensi Dari Berbagai Parameter
Parameter Efisiensi Ulangan ke-1 (%) Efisiensi Ulangan ke-2 (%) Efisiensi Ulangan ke-3 (%) Rata- Rata (%) KOK 63,87 62,95 66,06 64,3 KOB5 61,3 57,3 63,9 60,8 TDS (mg /L) 37,8 37,7 53,4 42,9
Tabel 9 dibawah merupakan hasil evaluasi efisiensi dari pengolahan limbah cair secara anaerobik di PT.Nalco Indonesia untuk setiap parameter.
Tabel 9. Perbandingan Hasil Pengolahan Limbah Cair Secara Anaerobik dengan Ketetapan Berdasarkan Keputusan Menteri Negara Lingkungan Hidup No.3/MENLH/1995 Tentang Baku Mutu Limbah Cair Bagi Lingkungan.
Parameter Outlet Ulangan ke-1 Outlet Ulangan ke-2 Outlet Ulangan ke-3 Baku Mutu Maksimum Suhu (oC) 29 30 29 40 pH 6,78 6,38 6,98 6,0-9,0 KOK (mg O2/L) 2240,60 3026,86 1386,46 300 KOB5 (mg O2/L) 280 307 265 150 TDS (mg/L) 6890 9465 4065 4000
KESIMPULAN DAN SARAN
Efisiensi pengolahan limbah cair secara anaerobik di PT. Nalco Indonesia selama tiga kali tahap pengolahan dalam menurunkan kadar KOK mencapai 62,95% sampai dengan 66,06%, dan menurunkan kadar TDS mencapai 37,7%-53,4%. Kualitas parameter pengolahan limbah cair secara anaerobik di PT. Nalco perlu dijaga yaitu suhu, pH, KOK, KOB5, dan TDS
agar sesuai dengan SOP PT. Nalco Indonesia sebesar 80-90% dan Keputusan Menteri Lingkungan Hidup Nomor : KEP-03/MENLH/2010 Tentang Baku Mutu Air limbah Bagi Kawasan Industri.
Perlu adanya penanganan lebih terhadap pengolahan limbah cair secara anaerobik di PT. Nalco indonesia mengingat belum tercapainya efisiensi yang sesuai dengan SOP perusahaan.
TERIMAKASIH KEPADA:
PT. Nalco Indonesia.
Bpk. Iwan Kurniawan, S.Si selaku pembimbing teknis praktek di laboratorium.
Dra. Eka Herlina, M.Pd, dan Dra. Ani Iryani, M.Si selaku pembimbing.
Semua pihak yang tidak dapat di sebutkan satu per satu yang membantu dalam penyusunan jurnal ini.
DAFTAR PUSTAKA
Achmad, R. 2004. Kimia Lingkungan. ANDI, Yogyakarta,
Alaerts, G. dan Santika S., 1984. Metode Penelitian Air. Usaha Nasional, Surabaya,
APHA. 1989. Standard Methods For The Examination Of Water AND Watewater. 17th edition, Washington DC.
Fardiaz, S., 1992. Polusi Air dan Udara. Kanisius, Yogyakarta.
Fessenden, R., Joan, S. F., Penerjemah Maun S., Karmianti, A., Tilda, S. S., 1997. Dasar-Dasar Kimia Organik. Binarupa Aksara, Jakarta.
HACH company, 1997. HACH Water Analysis Handbook. 3rd, Colorado. Horan, N. J., 1993. Biological wastewater
treatment system. Jhon Wiley and Sons Ltd, England.
http://en.wikipedia.org, 2006. Anaerobic Digestion, 27/9/2006
Indriyanti, 2002. Pengaruh Waktu Tinggal Substrat Terhadap Efisiensi Reaktor Tipe Totally Mix. Jurnal Sains dan Teknologi BPPT : v4.n4.07 : 27/9/2006.
Jorgensen, Sven, E., 1979. Industrial Wate Water Mangement. Elsevier Scientific Publishing Company, Amsterdam.
Khopkar, S. M., Penerjemah Saptoharjo, A., 1990. Konsep Dasar Kimia Analitik. Universitas Indonesia Press, Jakarta.
Mahida, U. N., 1984. Pencemaran Air dan Pemanfaatan Limbah Industri, C. V. Rajawali, Jakarta.
Manahan, E. S., 2005. Envrironmental Chemistry. 8th edition, CRC Press Boca Raton, London.
Ramalho R. S., 1977. Introduction To Wastewater Treatment Processes, Academic Press, London.
8 Setyowati, A. R., 2000. Pengolahan Air
Limbah Secara Anaerobik. PT Nusantara Waterr Centre, Jakarta. Soeprijatna, E., Eva, S., 2003. Penuntun
Praktikum Teknologi Analisis Air. ST. MIPA Bogor, Bogor.
Sugiharto, 1987. Dasar-Dasar Pengolahan Air Limbah. Universitas Indonesia Press, Jakarta.
Susanto, E., A. Moestafa Gazali, Sri Harjanto, Nasyirudin, 1997. Perencanaan Instalasi Pengolahan Air Limbah Laboratorium, Balai Besar Penelitian Dan Pengembangan Industri Hail Pertanian, Bogor.
U.S. Departement of Energy, 2003. Methane (Biogas) from Anaerobic Digestres, 29/7/2006.
Underwood, A. L., R. A., Day J. R., 1990. Analisis Kimia Kuantitatif. Edisi ke-5, Erlangga, Jakarta.
LAMPIRAN
Berdasarkan Keputusan Mentri Negara Lingkungan Hidup No. 3/MENLH/1995 Tentang Baku Mutu Limbah Cair Bagi Kawasan Industri.
Parameter Kadar Maksimum
BOD5 50-150 mg/L
COD 100-300 mg/L
TDS 2000-4000 mg/L
PH 6.0-9.0