BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Asia Raya Foundry merupakan salah satu perusahaan yang bergerak di bidang industri pengecoran logam dengan memproduksi berbagai spare part industri diantaranya Bearing Housing, Bushing/bronze, Hanger bearing, Coupling, Roda Lorry, Transfer Carriage, Sprocket, Worm Screw, Roda gigi, Pisau cutter , Coupling, Stand mangle, Pisau Breaker, Bowl Liner, Impact, Jaw plate, Paddle, Toggle Seat/Block, Liner, Mantle Cone, Jig Plate dan sebagainya. PT. Asia Raya Foundry didirikan pada tanggal 14 September 2002, yang berlokasi di Jalan Utama No. 118, Dusun I, Desa Dagang Kelambir, Kecamatan Tanjung Morawa Km 16, Kabupaten Deli Serdang, Sumatera Utara, Indonesia. Perusahaan ini memiki lahan yang cukup luas yaitu memiliki luas 15.000 m2, dengan luas lantai produksinya seluas 4000 m2. Perusahaan ini berstatus sebagai perusahaan PMDN (Penanaman Modal Dalam Negeri). Perusahaan ini memperoleh surat izin usaha industri: IZ.531/IK-UIALK/73/V/2003. Pada perusahaan tersebut, terdapat 2 (dua) bagian proses produksi, yaitu proses produksi untuk pembuatan spare part industri dan pembuatan besi batangan/billet. Perusahaan ini juga ingin mengembangkan produksinya dalam bidang pembuatan besi beton (masih dalam tahap pembangunan). Meski memiliki proses produksi yang berbeda, namun dalam
operasionalnya, perusahaan ini merupakan satu kesatuan dalam PT. Asia Raya Foundry.
PT. Asia Raya Foundry menggunakan besi-besi tua sebagai bahan baku. Besi-besi tua tersebut akan dilebur/didaur ulang menjadi produk baru seperti spare part mesin bagi industri palm oil, crumb rubber, boiler, quarry, cement mill, steel mill, pipe fittings, pulp dan kertas, alat-alat berat, serta industri-industri lainnya.
Selain membuat spare part mesin industri, perusahaan tersebut juga dapat membuat/merancang mesin-mesin yang digunakan di berbagai industri, misalnya pembuatan mesin mangle, mesin hammer mill, mesin roll plat, mesin sand dryer, dan juga berbagai bentuk produk fabrikasi lainnya.
Dalam hal manajemen, perusahaan ini telah mendapat sertifikat ISO 9001-2008 dari KAN (Komite Akreditasi Nasional) dalam bidang Quality Assurancce.
2.2. Ruang Lingkup Bidang Usaha
PT. Asia Raya Foundry menggunakan besi-besi tua sebagai bahan baku utama dalam melakukan proses produksinya. Selain itu juga diperlukan berbagai jenis bahan tambahan seperti bahan-bahan kimia lainnya yang berfungsi untuk mendukung sifat produk yang diinginkan agar menjadi sparepart mesin yang digunakan untuk berbagai industri.
PT. Asia Raya Foundry dapat membuat berbagai jenis produk berdasarkan jenis industrinya,diantaranya adalah:
1. Industri crumb rubber (industri pengolah getah karet), contohnya adalah bearing block, bearing housing, gear, couping, cutter knife, shredder knife, beaker knife, sprocket, stand, safety block, dan lain-lainnya. Selain membuat sparepart Crumb rubber, perusahaan ini juga bisa membuat mesin mangle, mesin hammer mill, conveyor dan berbagai jenis mesin industri crumb rubber lainnya.
2. Industri palm oil (industri pengolah kelapa sawit), contohnya adalah roda lorry, press cage, screw press, coupling, hangger bearing, , sprocket, bushing, dan berbagai jenis sparepart palm oil lainnya. Selain pembuatan sparepart palm oil, perusahaan ini juga membuat mesin screw press, hydrociclone, unit lorry, ripple mill dan lain-lainnya.
3. Industri heavy duty equipment (industri alat-alat berat), contohnya intermediate roll, bosch coupling roll, rantai excavator, sprocker, dan lain-lain.
4. Industri quarry (pabrik batu) dan semen, contohnya adalah jaw crusher, cone cave, mantle cone , bow liner, hammer crusher, paddle arm, paddle tip, toggle block, toggle seat, dan lain-lainnya.
Pelaksanaan proses pada PT. Asia Raya Foundry berdasarkan pesanan dari konsumen (job order). Sebelum dilakukan pembuatan produk terlebih dahulu dilakukan penggambaran produk dalam bentuk gambar teknik. Gambar teknik dibuat oleh bagian drawing. Gambar yang digambar harus sesuai dengan bentuk
dan spesifikasi yang diinginkan oleh konsumen. Biasanya konsumen memberikan gambar teknik produk, tetapi hanya memberikan dimensi yang umum. Apabila konsumen tidak memiliki gambar teknik, konsumen biasanya memberikan contoh produk, kemudian bagian drawing menggambar produk tersebut.
Selain melakukan sistem make to order, perusahaan ini juga melakukan sistem make to stock, dengan pertimbangan produk tersebut sering dipesan oleh konsumen sehingga barang akan tersedia apabila konsumen melakukan pemesanan.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasni PT. Asia Raya Foundry
Organisasi merupakan sekelompok orang yang bekerja sama untuk mencapai suatu tujuan tertentu, sedangkan struktur organisasi adalah kerangka antar hubungan dari orang-orang atau unit-unit organisasi yang masing-masing memiliki tugas, tanggung jawab dan wewenang tertentu. Dalam suatu struktur organisasi harus menunjukkan satuan-satuan organisasi dan garis wewenang sehingga terlihat jelas batasan-batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan.
PT. Asia Raya Foundry menggunakan struktur organisasi yang berbentuk campuran lini dan fungsional. Struktur organisasi bentuk lini dapat dilihat dengan adanya pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan
tertentu secara langsung, serta pemberian wewenang dan tanggung jawab yang bergerak vertikal ke bawah dengan pendelegasian yang tegas melalui jenjang hirarki yang ada. Struktur organisasi fungsional dapat dilihat dengan adanya pemisahan/pembagian tugas, pendelegasian wewenang serta pembatasan tanggung jawab yang tegas pada setiap bidang yaitu produksi, pemasaran (marketing), dan pembelian berdasarkan fungsinya masing-masing dalam struktur organisasinya. Hal ini dibuat sesuai dengan kebutuhan serta kelancaran dan kemajuan usaha organisasi dalam mencapai tujuan perusahaan. Struktur organisasi PT. Asia Raya Foundry dapat dilihat pada Gambar 2.1.
2.3.2. Pembagian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan personil yang memegang jabatan tertentu dalam organisasi, masing-masing personil diberikan tanggung jawab sesuai dengan jabatannya, dengan demikian mempermudah pengarahan serta mengawasai dan mengevaluasi pelaksanaan dari suatu pekerjaan.
Pihak perusahaan memberikan tugas dan tanggung jawab dari masing-masing jabatan. Pembagiannya adalah sebagai berikut:
1. Direktur
a. Menyusun rencana dan program kerja perusahaan yang menyangkut perencanaan dan pengawasan produksi, kegiatan pemasaran, anggaran perusahaan dan ekspansi perusahaan baik untuk jangka panjang maupun jangka pendek.
2. Wakil Direktur
a. Menentukan jalannya perusahaan
b. Merencanakan, menganalisa, mengevaluasi tugas-tugas yang akan dilimpahkan kepada para manager.
c. Bertanggung jawab terhadap direktur. 3. General Manager
a. Merencanakan, mengatur dan mengawasi semua kegiatan perusahaan b. Merencanakan, menganalisa, mengevaluasi, dan menilai
kegiatan-kegiatan yang berlangsung pada perusahaan berdasarkan laporan manajer dan pengamatan langsung.
c. Menentukan garis kebijaksanaan umum dan program kerja perusahaan d. Bertanggung jawab terhadap wakil direktur
4. Manajer Produksi
a. Mengawasi semua kegiatan yang ada di pabrik di bagian produksi b. Mengkoordinir dan mengarahkan setiap bagian bawahannya c. Mengawasi semua kegiatan produksi dari awal sampai akhir
d. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan e. Bertanggung jawab kepada general menejer
5. Manajer Marketing
a. Merencanakan, mengkoordinir, dan mengawasi kegiatan perusahaan dalam bidang pemasaran produk
b. Melakukan kegiatan analisa pasar untuk mendapatkan data tentang tingkat kebutuhan konsumen dan tingkat persaingan sehingga dapat ditentukan rencana volume penjualan kepada target pasar untuk kemajuan penjualan
c. Menentukan rencana anggaran biaya pemasaran produk
d. Menentukan kebijakan strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, harga, pendistribusian produk, dan promosi
e. Bertanggung jawab kepada general manajer 6. Manajer Finance
a. Menjelaskan dan mengendalikan kegiatan di bidang pembukuan dan administrasi perusahaan
b. Menyusun budget pendapatan dan belanja perusahaan c. Bertanggung jawab kepada general manajer
7. Kabag Quality Control
a. Mengawasi mutu produk sesuai dengan prosedur yang telah ditentukan b. Bertanggung jawab kepada general manager
8. Kabag logistik
a. Menerima perincian barang-barang yang akan dibeli dari bagian gudang
b. Memesan bahan-bahan yang diperlukan sesuai dengan Purchase Requirement
d. Membuat laporan yang berkaitan dengan pembelian barang e. Bertanggung jawab kepada general manager
9. Kabag Personalia
a. Memasang iklan dan promosi
b. Menerima, menilai kemampuan, dan mewawancarai calon pegawai c. Membuat catatan dan prestasi pegawai
d. Membuat laporan gaji karyawan
e. Bertugas untuk mengurus surat-surat izin dan surat-surat lain yang berhubungan dengan operasi perusahaan
f. Bertanggung jawab kepada general manajer 10. Kabag Pattern
a. Mengkoordinir kegiatan pembuatan pattern sesuai prosedur yang telah ditentukan
b. Bertanggungjawab kepada manager produksi 11. Kabag Moulding
a. Mengkoordinir kegiatan pembukaan cetakan sesuai dengan prosedur yang telah ditentukan
b. Bertanggungjawab kepada manager produksi 12. Kabag furnace
a. Mengkoordinir proses peleburan dan penuangan sesuai dengan prosedur yang telah ditentukan
13. Kabag Fettling
a. Mengkoordinir proses pembongkaran cetakan sesuai dengan prosedur yang telah ditentukan
b. Bertanggungjawab kepada manager produksi 14. Kabag Machining
a. Mengkoordinir kegiatan machining sesuai dengan prosedur yang telah ditentukan
b. Bertanggungjawab kepada manager produksi 15. Dispatch Departemen
a. Mengawasi pengiriman barang sesuai dengan jadwalnya b. Bertanggungjawab kepada manager produksi
16. Head of Maintenance department
a. Mengkoordinir perawatan dan perbaikan peralatan dan mesin sesuai dengan prosedur yang telah ditentukan
b. Bertanggungjawab kepada manager produksi 17. Asisten Marketing
a. Mengkoordinir dan mengawasi pelaksanaan kegiatan penjualan sesuai dengan prosedur yang telah ditentukan
b. Mengawasi dan membuat administrasi kegiatan penjualan
c. Membuat perencanaan sistem penjualan dan mengusahakan kemajuan penjualan produk
18. Drawing Departemen
a. Membuat sketsa gambar sesuai dengan prosedur yang telah ditentukan b. Bertanggungjawab kepada manager marketing
19. Administration Departement a. Mengetik surat-surat
b. Membuat tanda terima tagihan
c. Membuat order pembelian dan laporan yang berkaitan dengan keungan d. Bertanggungjawab kepada manager marketing
20. Finance department
a. Mengkoordinir pemasukan dan pengeluaran uang b. Membuat laporan cash flow
c. Menghitung laba rugi perusahaan
d. Bertanggungjawab kepada general manager
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan 2.3.3.1. Tenaga Kerja
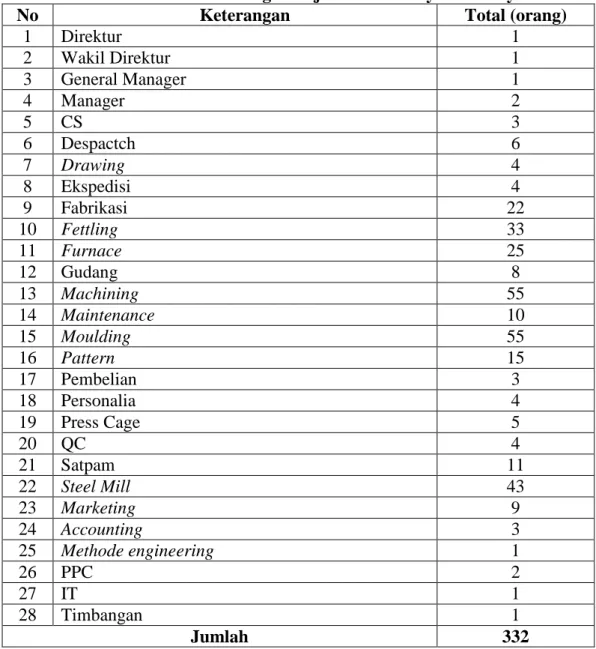
Pada PT. Asia Raya Foundry pekerja dapat digolongkan menjadi 2 (dua) bagian, diantaranya adalah: staf dan karyawan, dimana yang dapat digolongkan staf adalah pekerja pada tingkat manejer, kepala bagian, supervisor, dan pekerja bagian administrasi. Pada saat ini, tenaga kerja pada PT. Asia Raya Foundry sekitar 332 orang yang terdiri dari karyawan bagian kantor dan karyawan bagaian produksi. Pembagian tenaga kerja dapat dilihat pada tabel 2.1.
2.3.3.2. Jam Kerja
Adapun pembagian jam kerja untuk staf adalah untuk setiap hari Senin sampai Jum’at adalah 7 jam kerja dengan jadwal sebagai berikut:
1. Pukul 08.00-12.00 waktu kerja 2. Pukul 12.00-13.00 waktu istirahat 3. Pukul 13.00-16.00 waktu kerja
Tabel 2.1. Jumlah Tenaga Kerja PT. Asia Raya Foundry
No Keterangan Total (orang)
1 Direktur 1 2 Wakil Direktur 1 3 General Manager 1 4 Manager 2 5 CS 3 6 Despactch 6 7 Drawing 4 8 Ekspedisi 4 9 Fabrikasi 22 10 Fettling 33 11 Furnace 25 12 Gudang 8 13 Machining 55 14 Maintenance 10 15 Moulding 55 16 Pattern 15 17 Pembelian 3 18 Personalia 4 19 Press Cage 5 20 QC 4 21 Satpam 11 22 Steel Mill 43 23 Marketing 9 24 Accounting 3 25 Methode engineering 1 26 PPC 2 27 IT 1 28 Timbangan 1 Jumlah 332
Pada hari sabtu, jumlah jam kerja adalah 5 jam sehari dengan jadwal sebagai berikut:
1. Pukul 08.00-13.00 waktu kerja
Yang digolongkan sebagai karyawan adalah pekerja pada bagian produksi juga termasuk satpam. Untuk kategori ini, karyawan bekerja manurut shift. Jadwal kerja dibagi atas 2 shift kerja pada hari Senin sampai Jum’at adalah 7 jam dengan jadwal sebagai berikut:
Shift I 1. Pukul 07.00-12.00 waktu kerja 2. Pukul 12.00-13.00 waktu istirahat 3. Pukul 13.00-15.00 waktu kerja
Shift II 1. Pukul 15.00-18.30 waktu kerja 1. Pukul 18.30-19.30 waktu istirahat 2. Pukul 19.30-23.00 waktu kerja
Sedangkan pada hari Sabtu, jumlah jam kerja adalah 5 jam sehari dengan jadwal seperti berikut:
Shift I Pukul 08.00-13.00 waktu kerja Shift II Pukul 13.00-18.00 waktu kerja
2.3.4. Sistem Pengupahan dan Fasilitas yang digunakan 2.3.4.1. Sistem Pengupahan
Sistem pengupahan dan penggajian di PT. Asia Raya Foundry terdiri atas: 1. Gaji dan upah bulanan diberikan kepada staf yang besarnya tetap setiap
bulan sesuai dengan bidangnya masing-masing.
2. Gaji dan upah bulanan diberikan kepada karyawan bagian produksi.
Untuk upah ini, perusahaan memberikan upah lembur kepada karyawan yang bekerja diatas waktu kerja normal. Besarnya perhitungan upah lembur adalah sebagai berikut:
a. Untuk hari biasa:
- Perhitungan upah lembur untuk satu jam pertama adalah 1 ½ x upah perjam.
- Perhitungan upah lembur untuk dua jam dan berikutnya adalah 2 x upah per jam.
Dimana upah lembur adalah 1/173 x upah perbulan. b. Untuk hari besar/libur
Perhitungan upah lembur bagi karyawan yang bekerja pada hari besar/libur adalah 2 (dua) x upah per hari kerja biasa.
3. Upah perangsang diberikan kepada karyawan dengan didasarkan pada prestasi kerjanya.
4. Tunjangan-tunjangan, yaitu tunjangan Hari Raya dan tunjangan selama sakit.
2.3.4.2. Fasilitas
Fasilitas-fasilitas lain yang diberikan adalah; 1. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
JAMSOSTEK adalah suatu bentuk asuransi yang merupakan kewajiban perusahaan yang diadakan pemerintah untuk melindungi tenaga kerja. 2. Cuti
Cuti diberikan untuk menghilangkan rasa jenuh dan bosan selama bekerja. Lamanya cuti yang diberikan perusahaan adalah 12 (dua belas) hari kerja setiap tahunnya. Tenaga kerja diperbolehkan untuk mengambil cutinya masing-masing dan apabila tidak dipakai, maka cuti dianggap hilang .
2.4. Proses Produksi
2.4.1. Standar Mutu Bahan/Produk
Pengendalian kualitas sangat diperlukan dalam memproduksi suatu barang untuk menjaga kestabilan mutu, juga merupakan salah satu usaha untuk menemukan faktor-faktor terduga yang menyebabkan kurang lancarnya fungsi dalam proses produksi sehingga bila terjadi gangguan dapat segera dilakukan tindakan pembetulan sebelum terlalu banyak unit yang tak sesuai dengan produksi. Pada PT. Asia Raya Foundry, dalam menjaga mutu produk pada dasarnya dengan menetapkan standar proses produksi.
Dalam rangka menjaga mutu produknya PT. Asia Raya Foundry telah menetapkan standar mutu yaitu sistem kendali agar produk ataupun bahan baku tidak menjauhi spesifikasi standar yang telah ditetapkan oleh perusahaan. Standar
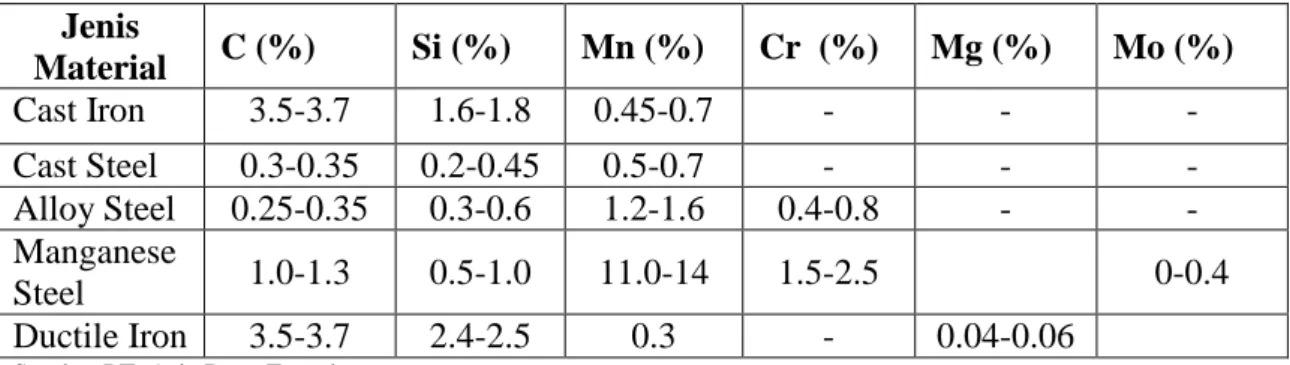
mutu sangat perlu untuk mempertahankan standar kualitas maupun untuk meningkatkan kualitas produk akhir. Pada PT. Asia Raya Foundry ini, setiap produk memiliki standard mutu untuk materialnya. Setiap produk coran memiliki jenis material yang berbeda-beda sesuai pesanan customer.
Pada perusahaan ini ada beberapa jenis material-material untuk besi dan baja, seperti tabel 2.2. di bawah ini:
Tabel 2.2. Jenis-jenis Material Standard PT. Asia Raya Foundry Jenis Material C (%) Si (%) Mn (%) Cr (%) Mg (%) Mo (%) Cast Iron 3.5-3.7 1.6-1.8 0.45-0.7 - - - Cast Steel 0.3-0.35 0.2-0.45 0.5-0.7 - - - Alloy Steel 0.25-0.35 0.3-0.6 1.2-1.6 0.4-0.8 - - Manganese Steel 1.0-1.3 0.5-1.0 11.0-14 1.5-2.5 0-0.4 Ductile Iron 3.5-3.7 2.4-2.5 0.3 - 0.04-0.06
Sumber PT. Asia Raya Foundry
2.4.2. Bahan yang Digunakan
Dalam proses produksinya, PT. Asia Raya Foundry menggunakan beberapa bahan yang diperlukan. Adapun bahan-bahan yang digunakan dalam proses produksi di PT. Asia Raya Foundry dapat dikelompokkan atas bahan baku, bahan penolong dan bahan tambahan.
2.4.2.1. Bahan Baku
Bahan baku merupakan bahan-bahan yang digunakan sebagai bahan utama dalam produksi, dimana sifat dan bentuknya akan mengalami baik fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya barang jadi. Komponen bahan baku ini akan tampak jelas pada barang jadi. Bahan baku
yang digunakan untuk menghasilkan produk adalah berupa besi-besi tua (besi scrap) yang akan dilebur kembali didalam tanur dan kemudian akan dituang dalam bentuk produk.
2.4.2.2. Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan kedalam proses pembuatan produk, dimana komponen ini tidak dapat dibedakan secara jelas dengan produk akhirnya.
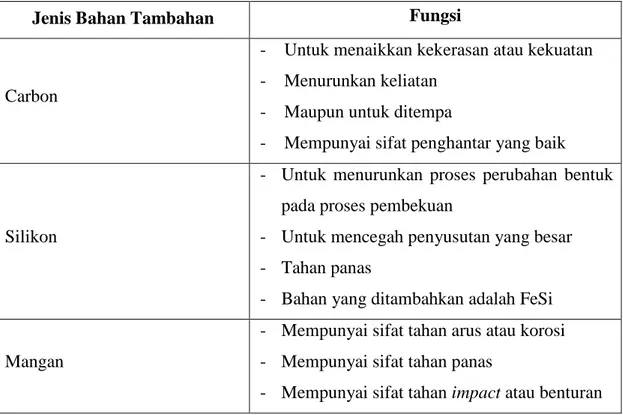
Adapun bahan tambahan yang digunakan dalam proses produksi dapat dilihat pada tabel 2.3 di bawah ini:
Tabel 2.3. Jenis-jenis Bahan Tambahan
Jenis Bahan Tambahan Fungsi
Carbon
- Untuk menaikkan kekerasan atau kekuatan - Menurunkan keliatan
- Maupun untuk ditempa
- Mempunyai sifat penghantar yang baik
Silikon
- Untuk menurunkan proses perubahan bentuk pada proses pembekuan
- Untuk mencegah penyusutan yang besar - Tahan panas
- Bahan yang ditambahkan adalah FeSi
Mangan
- Mempunyai sifat tahan arus atau korosi - Mempunyai sifat tahan panas
- Mempunyai sifat tahan impact atau benturan
2.4.2.3. Bahan Penolong
Bahan penolong meruoakan bahan-bahan yang digunakan dalam proses produksi yang dikenakan langsung atau tidak langsung terhadap bahan baku dalam suatu proses produksi untuk mendapatkan produk yang diinginkan, tetapi bahan ini tidak ikut dalam bahan jadi.
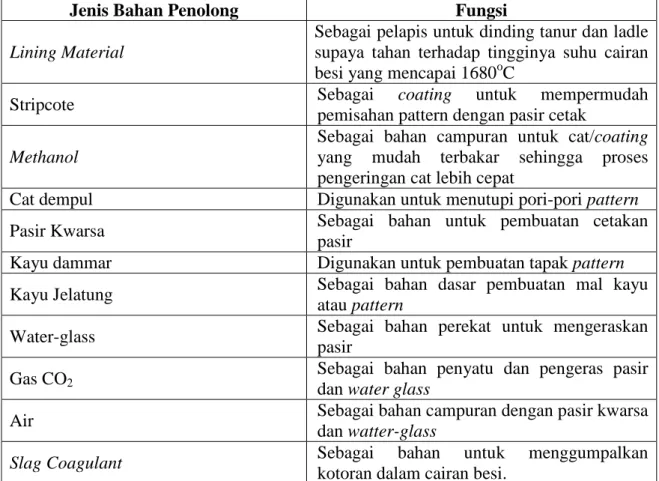
Bahan penolong yang digunakan oleh PT. Asia Raya Foundry dapat dilihat pada tabel 2.4 di bawah ini:
Tabel 2.4. Jenis-jenis Bahan Penolong
Jenis Bahan Penolong Fungsi
Lining Material
Sebagai pelapis untuk dinding tanur dan ladle supaya tahan terhadap tingginya suhu cairan besi yang mencapai 1680oC
Stripcote Sebagai coating untuk mempermudah
pemisahan pattern dengan pasir cetak Methanol
Sebagai bahan campuran untuk cat/coating yang mudah terbakar sehingga proses pengeringan cat lebih cepat
Cat dempul Digunakan untuk menutupi pori-pori pattern
Pasir Kwarsa Sebagai bahan untuk pembuatan cetakan
pasir
Kayu dammar Digunakan untuk pembuatan tapak pattern Kayu Jelatung Sebagai bahan dasar pembuatan mal kayu
atau pattern
Water-glass Sebagai bahan perekat untuk mengeraskan pasir
Gas CO2
Sebagai bahan penyatu dan pengeras pasir dan water glass
Air Sebagai bahan campuran dengan pasir kwarsa
dan watter-glass
Slag Coagulant Sebagai bahan untuk menggumpalkan
kotoran dalam cairan besi.
2.4.3. Uraian Proses Produksi
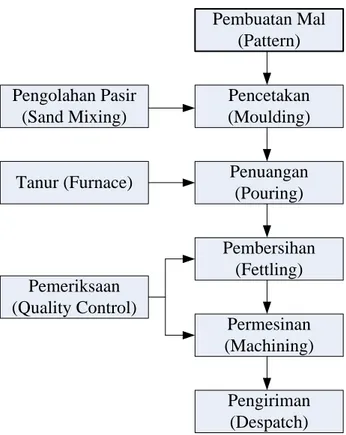
Ada beberapa tahap yang digunakan dalam pembuatan produk diantaranya: stasiun pattern (pembuatan mal), stasiun moulding (pencetakan), stasiun furnace (peleburan logam), stasiun fettling (pembersihan), stasiun machining (pemesinan), dan stasiun despatch. Untuk lebih jelas tentang tahapan-tahapan tersebut, maka akan dijelaskankan uraian masing-masing proses pada setiap stasiun kerja.
Proses pembuatan produk dapat dilihat pada gambar 2.2. di bawah ini:
Pembuatan Mal (Pattern) Pencetakan (Moulding) Pengolahan Pasir (Sand Mixing) Penuangan (Pouring) Tanur (Furnace) Pembersihan (Fettling) Permesinan (Machining) Pemeriksaan (Quality Control) Pengiriman (Despatch)
2.4.3.1. Stasiun Pattern (Pembuatan Mal)
Proses pertama dalam pembuatan produk pada pabrik pengecoran logam adalah pembuatan mal (pattern). Mal merupakan bentuk/duplikat produk jadi, tapi masih dalam bentuk kayu. Dalam pembuatan pattern ada 2 (dua) tahap yang dilakukan yaitu tahap pembuatan cetakan kayu/mal dan pembuataan cup dan drag (tapak cetakan).
Sebelum membuat suatu mal, terlebih dahulu diperhatikan berbagai hal yang dalam proses pembuatannya. Hal-hal yang perlu diperhatikan dalam pembuatan mal kayu adalah:
1. Pengecekan ukuran gambar yang dibuat dengan dimensi yang diinginkan oleh konsumen (sesuai dengan gambar kerja yang dibuat oleh bagian drawing) 2. Penentuan letak pola (sudut kemiringan) agar mudah dilepas dari rongga
cetakan
3. Penentuan tambahan dimensi untuk menghindari penyusutan (berkisar antara 1%-2%)
4. Penentuan tambahan dimensi untuk mengatasi dimensi untuk mengatasi proses pada bagian machining (berkisar antara 3 mm sampai 6 mm).
Untuk pembuatan mal, dilakukan tahapan sebagai berikut: a. Menggambar kayu triplek sesuai ukuran desain.
Langkah pertama yang lakukan pada kegiatan menggambar di atas triplek, operator pada bagian pattern harus membaca gambar dari bagian drawing. Gambar yang dibuat pada bagian drawing sesuai dengan pesanan konsumen, Pada
gambar perintah tersebut, telah dilengkapi dengan beberapa besar toleransi yang diperbolehkan oleh produk. Toleransi ini merupakan ketetapan sesuai dengan jenis bahan yang digunakan.
Ukuran pattern yang dibuat merupakan ukuran asli ditambah penyusutan ditambah toleransi dari machining.
b. Proses pada mesin bensaw
Setelah dilakukan penggambaran pada triplek, kemudian dipindahkan ke kayu yang akan digunakan sebagai cetakan kayu. Kemudian dipotong di mesin bensaw. Mesin bensaw ini berguna untuk memotong kayu agar sesuai dengan gambar yang ada pada triplek tersebut.
c. Proses pada mesin Jointer
Agar ukuran atau ketebalan kayau sesuai dengan gambar, maka digunakan mesin Jointer . Sebelum mesin ini digunakan, terlebih dahulu dilakukan pengesetan agar agar ukurannya dengan hasil yang diinginkan.
d. Prose pada mesin Planner
Untuk memperoleh produk yang bagus/halus, maka diperlukan cetakan kayu yang halus juga. Maka untuk menghaluskan permukaan cetakan kayu diperlukan mesin Planner.
e. Proses pada mesin Gerinda
Mesin ini digunakan untuk menghaluskan sisi atau bagian kayu yang fungsinya adalah agar produk yang dihasilkan nantinya juga mempunyai sisi yang halus.
Setelah pattern atau mal selesai, kemudian akan dilanjutkan pada proses pendempulan. Pendempulan tersebut berfungsi untuk menutupi permukaan yang bergelombang dan berlubang. Kemudian dilakukan pengamplasan pada permukaan yang di dempul agar permukaan tersebut rata dan halus. Setelah itu dilakukan pengecatan terhadap cetakan kayu/mal tersebut. Adapun tujuan dilakukannya proses ini adalah untuk menjaga kualitas produk, agar produk akhir mempunyai permukaan yang halus karena dasar dari produk, yaitu cetakan juga mempunyai permukaan yang halus pada pengerjaannya. Selain itu proses ini juga berfungsi sebagai dinding pemisah antara kayu dengan pasir dari proses pencetakan atau moulding.
2.4.3.2. Stasiun Moulding
Cetakan yang digunakan pada proses pengecoran logam adalah cetakan CO2, dimana cetakan menggunakan pasir dan CO2 disini berfungsi sebagai media
pengeras pasir. Jenis pasir yang biasa diguanakan adalah pasir kwarsa yang akan menghasilkan kualitas produk yang lebih baik dibandingkan dengan jenis pasir lainnya. Cetakan ini dibuat dengan cara memadatatkan pasir yang telah diolah pada bagian mesin mixing agar bentuknya sesuai dengan bentuk mal yang ada, dimana proses pengerasan pasir ini akan dibantu dengan menggunakan gas CO2.
Pasir yang baru dan pasir hasil daur ulang akan digunakan secara bersamaan, dimana pasir yang baru digunakan untuk permukaan cetakan yang bersentuhan langsung dengan cairan tuangan, sementara untuk pasir hasil daur ulang digunakan pada bagian yang tidak bersentuhan langsung dengan cairan
tuangan. Hal ini disebabkan sifat permeabilitas pasir hasil daur ulang yang tidak bagus lagi. Maksud dari pemakaian pasir hasil daur ulang itu adalah untuk meningkatkan efesiensi pemakaian pasir yang pada akhirnya menghasilkan penghematan biaya pabrik.
Langkah-langkah pembuatan cetakan pasir adalah:
1. Pembuatan pola cetakan berdasarkan gambar produk yang akan dicor. 2. Perencanaan gaiting system (saluran tuang)
3. Perencanaan riser (naikan)
4. Pembuatan cope and drug (rongga cetakan) 5. Pengerasan pasir hasil cetakan bantuan gas C2
6. Penggabungan cope and drug.
Sesuai dengan fungsinya, maka pasir cetakan harus memenuhi syarat-syarat berikut ini:
1. Memiliki sifat mudah dibentuk sehingga mempermudah dibentuk sehingga mempermudah proses pencetakan .
2. Memiliki sifat permeabilitas yang baik sehingga dapat meminimalkan cacat produk hasil coran, yaitu berupa rongga-rongga udara pada produk dan permukanan yang kasar.
3. Distribusi butiran yang homogeny sehingga akan menghasilkan permukaan yang halus.
4. Tahan terhadap suhu tinggi cairan yang dituang. 5. Dapat dipakai kembali (didaur ulang).
2.4.3.3. Stasiun Furnace
Stasiun furnace merupakan stasiun yang bertugas melebur besi-besi tua sampai siap untuk dituang ke stasiun pencetakan. Peleburan logam dilakukan dengan menggunakan tanur induksi.
Fakto-faktor yang menjadi bahan pertimbangan dalam pemilihan jenis tanur ini adalah:
− Biaya awal − Biaya operasi
− Biaya perbaikan dan maintenance
− Ketersediaan dan biaya dari bahan bakar di daerah tertentu − Tingkat kebersihan dan tingkat kegaduhan dari proses operasinya − Efesiensi peleburan, dalam hal ini adalah kecepatan dalam melebur
− Komposisi dan temperatur peleburan, seperti contoh biasanya tanur cupola digunakan untuk bahan cast iron
PT. Asia Raya Foundry menggunakan tanur induksi dalam proses produksinya. Proses peleburan logam dengan menggunakan tanur induksi mempunyai beberapa kelebihan, diantaranya adalah:
1. Komposisi produk dan temperatur cairan mudah dikontrol 2. Kehilangan loham cair yang lebih sedikit
3. Peleburan logam dengan kualitas yang rendah dimungkinkan 4. Lebih mudah dioperasikan
6. Panas yang dihasilkan langsung berasal dari logam yang dicairkan tersebut, sehingga panas yang hilang sangat sedikit.
Tanur induksi yang digunakan pada PT. Asia Raya Foundry adalah tanur induksi tipe krus.
Tipe ini mempunyai satu ruangan sebagai tempat meleburkan logam. Bagian atas dari tanur terbuka lebar sehingga logam yang akan dilebur mudah dimasukkan. Hal inilah yang menyebabkan tanur tipe ini banyak digunakan.
Berdasarkan konstruksi dasarnya, tanur induksi ini mempunyai satu kurs yang diletakkan dalam satu kumparan (lilitan) sehingga arus induksi yang bergerak melalui kumparan akan menimbulkan medan electromagnet yang selalu berubah arah ke setiap arah di dalam krusibel. Akibat dari adanya sepotong besi yang dimasukkan ke dalam krus maka besi akan melewati garis-garis magnet sehingga timbul arus didalam besi. Arus berputar-putar di dalam logam. Arus yang berputar-putar ini dinamakan arus Eddy (Eddy Current).
Oleh karena logam dalam hal ini besi tua, memiliki hambatan listrik yang besar maka pada besi akan timbul panas yang semakin lama akan meleburkan.
Hal ini sesuai dengan persamaan berikut: W = I2 R.t
Dimana : W = Energi (Joule) I = arus (Ampere) t = waktu (detik)
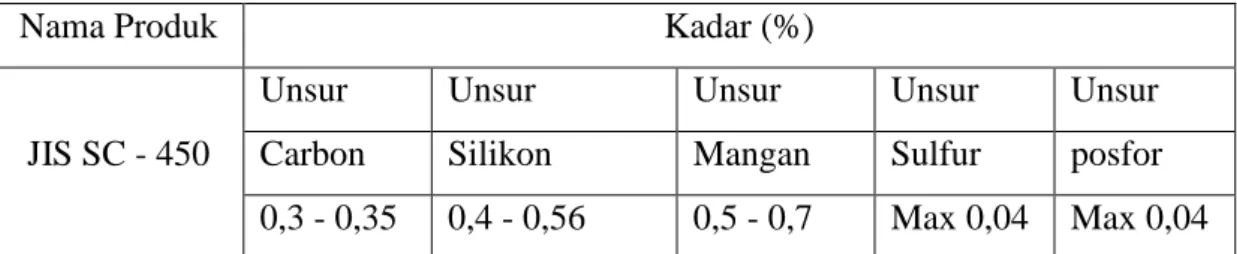
Bahan yang digunakan dalam peleburan ini adalah besi karbon, mangan, silicon, dan kabar karbon dengan kadar sebagai berikut :
Tabel 2.5. Kadar Unsur Peleburan Logam Pembuatan Produk
Nama Produk Kadar (%)
JIS SC - 450
Unsur Unsur Unsur Unsur Unsur
Carbon Silikon Mangan Sulfur posfor 0,3 - 0,35 0,4 - 0,56 0,5 - 0,7 Max 0,04 Max 0,04
Sumber PT. Asia Rya Foundry
Prosese pada stasiun ini adalah sebagai berikut : Logam cair yang telah dileburkan dituang ke ledle, dimana kapasitas ladle bervariasi dari 500 kg, 1000 kg, sampai 2500 kg, dan kemudian logam cair dituangkan ke dalam cetakan. Ladle memiliki suatu irisan berupa lingkaran yang diameternya hampir sama tingginya. Pemakaian ukuran besarnya ladle tergantung pada jumlah cairan/ bahan yang dibutuhkan.
Ladle terbuat dari bahan plat baja dengan ketebalan 42,2 mm dan bagian dalamnya dilapisi dengan bata smot (bata tahan api). Bagian dalam ladle dilapisi juga dengan lining material sesuai dengan jumlah yang dibutuhkan. Untuk peleburan logam besi digunakan lining material jenis asam, seperti silica powder (SiO2), karena logam besi sendiri memiliki sifat asam (dengan kadar
silicon yang rendah), sedangkan untuk peleburan logam baja digunakan lining material yang bersifat basa, yaitu: MgO, karena logam baja sendiri memiliki sifat basa (dengan kadar silicon yang tinggi). Dalam pemilihan lining material ini tidak diperbolehkan adanya kesalahan karena dapat menyebabkan komposisi hasil coran menjadi tidak sesuai.
Hal yang perlu diperhatikan untuk menghasilkan produk coran yang baik untuk menghasilkan produk coran yang baik, dimana suhu logam cairan berubah menurut kadar karbon yang ada di dalam logam cair tersebut. Kecepatan
penuangan harus diatur sedemikian rupa supaya perubahan suhu yang drastic dapat dihindari. Hal ini dapat menyebabkan cacat pada produk hasil coran, seperti retak atau keropos.
Biasanya ladle akan dipanasi terlebih dahulu sebelum melakukan penuangan, agar ladle kering dan juga tidak terjadi penurunan suhu yang drastic.
Prinsip dalam penuangan menggunakan prinsip mekanika fluida dimana tinggi zat cair adalah sama. Oleh karena itu, maka saluran tuang harus dirancang lebih tinggi dari riser (naikkan), sehingga logam cair dapat mengisi sampai ke ujung riser (naikkan).
2.4.3.4. Stasiun Fettling
Setelah logam cair sudah dingin, maka dilakukan pembongkaran produk coran dari cetakan.
Untuk produk produk biasanya sistem saluran masuk dan riser yang dibongkar terlebih dahulu dilakukan dengan sistem patah, selanjutnya bagian atas, tenga dan dibuka, dibongkar dan kemudian pasir dipisahkan dari rangka cetak (chill) dan produk hasil coran. Setelah selesai dilakukan pembongkaran, pasir sisa tadi lalu dibawa ke bagian pengolahan pasir dan produk hasil coran dibawa ke tempat pembersihan pasir.
Pembongkaran untuk produk coran memiliki beberapa tahapan, yaitu: 1. Pembersihan pasir dari produk
Pasir yang masih melekat pada produk hasil coran harus dibersihkan untuk mempermudah proses permesinan selanjutnya yang akan dilakukan terhadap produk. Pasir dibersihkan dengan cara memukul-mukul produk hasil coran dan juga dengan menggunakan alat jack hammer (tembak angin).
2. Pemotongan scrap
Setelah proses pembersihan kemudian dilakukan pemotongan scrap. Pemotongan scrap ini dilakukan untuk mendapatkan produk hasil coran yang lebih bersih dari pasir. Pemotongan scrap dilakukan dengan menggunaakan las asetilen.
3. Penggerindaan
Tahap terakhir dari proses pembersihan ini adalah proses penggerindaan terhadap produk hasil coran yang telah dibersihkan sistem saluran masuknya, risernya dan juga pasir yang melekat pada produk tersebut. Proses penggerindaan ini bertujuan untuk meratakan permukaan dan membuang bagian-bagian yang berlebih dari produk hasil coran.
2.4.3.5. Stasiun Machining
Setelah proses pembersihan pasir dan proses penggerindaan kemudian dilanjutkan dengan proses permesinan terhadap produk hasil coran tersebut. Bagian permesinan ini memiliki acuan kerja berupa gambar teknik dari bagian
drawing. Proses permesinan untuk pembuatan produk dilakukan dengan dua tahap, yaitu:
1. Proses Pembubutan.
Proses pembubutan ini dilakukan untuk mendapatkan dimensi yang aktual dari produk sesuai dengan gambar teknik yang tersedia. Proses pembubutan ini hanya dapat dilakukan terhadap produk hasil coran yang telah benar-benar bersih dari pasir dan memiliki premukaan yang relatif rata.
2. Proses pembuatan spie
Proses pembuatan spie ini dilakukan terhadap lubang as yang masuk pada produk tersebut. Proses ini menggunakan mesin milling.
2.4.3.6. Pengendalian Kualitas
Pemeriksaan kualitas dari produk hasil coran dilakukan oleh bagian quality control (QC), dimana produk-produk yang cacat akan disisihkan seawall mungkin supaya tidak mengalami proses pengerjaan yang lebih lanjut. Dengan demikian produk-produk yang cacat tidak akan sampai dikirimkan kepada pelanggan.
Pemeriksaan kualitas oleh bagian QC ini terdiri dari beberapa kegiatan, diantaranya adalah:
1. Pemeriksaan rupa, berupa pemerikasaan dimensi dan ketelitian dari ukuran produk
2. Pemeriksaan adanya cacat pada produk hasil coran, misalnya berupa rongga udara, rongga akibat penyusutan dan ataupun retak.
3. Pemeriksaan struktur mikro dan sifat-sifat mekanis produk hasil coran.
Produk-produk yang cacat akan mengalami tindakan perbaikan. Tindakan perbaikan yang sering antara lain:
1. Pengelasan
Proses pengelasan ini dilakukan terhadap cacat yang berupa inklusi pasir, inklusi terak, rongga udara dan sebagainya yang terlihat pada permukaan produk hasil coran ataupun yang terlihat setelah dilakukan proses permesinan. Khusus untuk produk hasil coran yang terbuat dari bahan ductile iron tidak boleh mengalami pengelasan karena dapat menimbulkan thermal stress pada tempat yang dilas yang pada akhirnya akan menyebabkan terjadinya kepatahan pada saat pemakaian. Hal ini disebabkan karena pada bagian yang telah dilas telah mengalami perubahan mikro struktur sehingga sifat keliatan pada produk hasil coran menjadi jauh berkurang.
2. Permesinan
Produk akan dikembalikan ke bagian permesinan bila dimensi produk melebihi dari yang diinginkan.
2.4.3.7. Stasiun Despatch
Setelah produk dilakukan proses permesinan dan produk tersebut sudah memenuhi syarat seuai standard, kemudian dilakukan pengemasan di bagian despatch. Pada stasiun ini dilakukan proses akhir pembuatan produk pada stasiun ini dilakukan beberapa proses diantaranya adalah : Pertama-tama dilakukan proses pendempulan gunanya untuk menutupi bagian yang sedikit cacat, misalnya:
pembubutan yang sedikit tidak halus atau terdapat lubang pada bagian tertentu pada produk, sehingga untuk menutupinya dilakukan pendempulan sebelum akhirnya dicat. Setelah dilakukan pendempulan kemudian dilakukan proses pengecatan. Pengecatan dilakukan dengan menggunakan spray gun, sehingga cat yang dihasilkan lebih merata, dan cepat mengering. Proses terakhir pada stasiun ini adalah proses pengemasan. Proses ini bergantung pada lokasi pengiriman produk. Untuk pengniriman lokal biasanya produk hanya diikat denagn tali dengan tapak kayu sebagai alasnya, sedangkan untuk pengiriman ke luar pulau Sumatera, produk dikemas ke dalam kotak kayu yang siap dikirim.
2.5. Mesin dan Peralatan
Dalam proses produksinya, PT. Asia Raya Foundry menggunakan berbagai jenis mesin dan peralatan. Berikut akan diuraikan mesin dan peralatan produksi yang digunakan dalam proses produksi PT. Asia Raya Foundry :
2.5.1. Mesin produksi
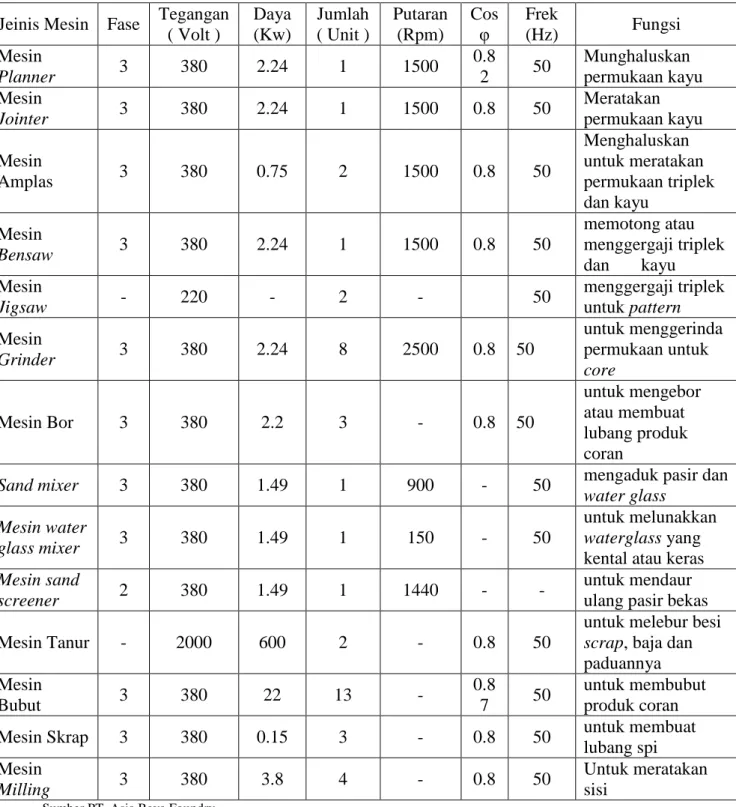
Mesin-mesin yang digunakan dalam di PT. Asia Raya Foundry dapat dilihat pada Tabel 2.6 berikut ini:
Tabel 2.6. Jenis – jenis Mesin Produksi PT. Asia Raya Foundry Jeinis Mesin Fase Tegangan
( Volt ) Daya (Kw) Jumlah ( Unit ) Putaran (Rpm) Cos φ Frek (Hz) Fungsi Mesin Planner 3 380 2.24 1 1500 0.8 2 50 Munghaluskan permukaan kayu Mesin Jointer 3 380 2.24 1 1500 0.8 50 Meratakan permukaan kayu Mesin Amplas 3 380 0.75 2 1500 0.8 50 Menghaluskan untuk meratakan permukaan triplek dan kayu Mesin Bensaw 3 380 2.24 1 1500 0.8 50 memotong atau menggergaji triplek dan kayu Mesin Jigsaw - 220 - 2 - 50 menggergaji triplek untuk pattern Mesin Grinder 3 380 2.24 8 2500 0.8 50 untuk menggerinda permukaan untuk core Mesin Bor 3 380 2.2 3 - 0.8 50 untuk mengebor atau membuat lubang produk coran
Sand mixer 3 380 1.49 1 900 - 50 mengaduk pasir dan
water glass Mesin water
glass mixer 3 380 1.49 1 150 - 50
untuk melunakkan waterglass yang kental atau keras Mesin sand
screener 2 380 1.49 1 1440 - -
untuk mendaur ulang pasir bekas
Mesin Tanur - 2000 600 2 - 0.8 50
untuk melebur besi scrap, baja dan paduannya Mesin Bubut 3 380 22 13 - 0.8 7 50 untuk membubut produk coran
Mesin Skrap 3 380 0.15 3 - 0.8 50 untuk membuat
lubang spi Mesin
Milling 3 380 3.8 4 - 0.8 50
Untuk meratakan sisi
2.5.2. Peralatan/ Equipment
Peralata-peralatan yang digunakan di PT. Asia raya Foundry dapat dilihat pada Tabel 2.7. di bawah ini:
Tabel 2.7. Jenis – jenis Peralatan Produksi PT. Asia Raya Foundry
Jeinis Peralatan Jumlah Fungsi
Cooling Tower 1 untuk mendinginkan air untuk keperluan tanur Compresor 4 sebagai motor penggerak angin
Chemical Composition Analyzer
1 untuk mengetahui komposisi kimia produk coran
Mikroskop 1 untuk mengetahui susunan mikro struktur dari produk cor
Termocouple 2 untuk mengetahui kenaikan suhu pada cairan besi
Sumber PT. Asia Raya Foundry
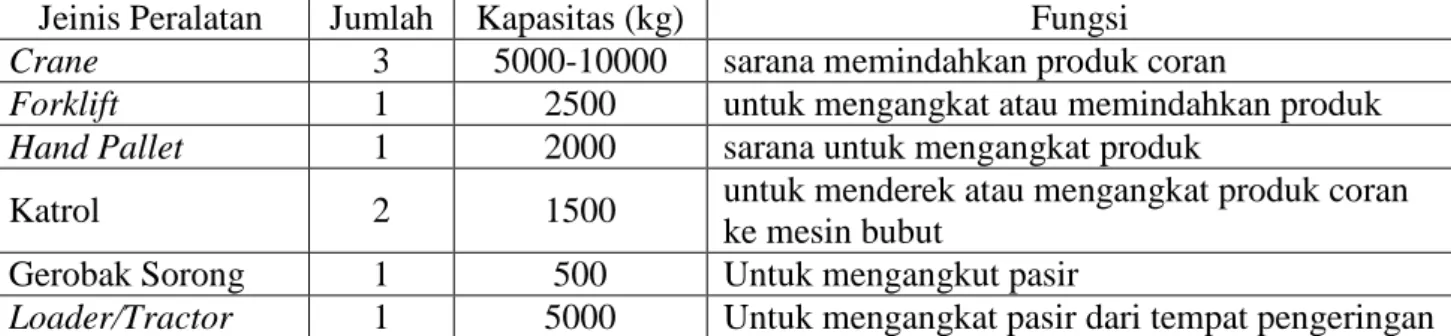
2.5.3. Sarana Pendukung Proses Produksi
Berikut akan diuraikan sarana pendukung kegiatan produksi pada PT. Asia Raya Foundry :
Tabel 2.8. Jenis – jenis Sarana Pendukung PT. Asia Raya Foundry Jeinis Peralatan Jumlah Kapasitas (kg) Fungsi
Crane 3 5000-10000 sarana memindahkan produk coran
Forklift 1 2500 untuk mengangkat atau memindahkan produk Hand Pallet 1 2000 sarana untuk mengangkat produk
Katrol 2 1500 untuk menderek atau mengangkat produk coran ke mesin bubut
Gerobak Sorong 1 500 Untuk mengangkut pasir
Loader/Tractor 1 5000 Untuk mengangkat pasir dari tempat pengeringan
2.5.4. Utilitas
Dalam melakukan proses produksi, PT. Asia Raya Foundry menggunakan beberapa fasilitas penunjang. Adapun fasilitas-fasilitas penunjang tersebut adalah sebagai berikut:
1. Listrik
PT. Asia Raya Foundry menggunakan listrik yang disupplai dari Perusahaan Listrik Negara (PLN) dengan daya sebesar 865 KVA, 20000 Volt. Sebagai alat Bantu produksi dalam hal suplai listrik, PT. Asia Raya Foundry juga menggunakan (2) dua buah genset dengan daya 125 KVA, 380 Volt yang digunakan oleh perusahaan apabila listrik dari PLN padam.
2. Air
Air bersih disediakan dari sumur bor, dimana untuk mengambil air tersebut digunakan pompa air dan kemudian ditampung kedalam bak penampung/tangki.
2.5.5. Safety and Protection
Kesehatan dan keselamatan pekerja merupakan salah satu yang sangat penting dalam suatu perusahaan. Dimana pekerja merupakan aset dari sebuah perusahaan. Untuk itu perlu diperhatikan tentang keselamatan pekerja pada saat bekerja.
Dalam memperhatikan keselamatan para pekerjanya, pihak perusahaan mempersiapkan alat-alat keselamatan kerja. Dalam hal ini, pihak perusahaan
menyediakan beberapa jenis alat pelindung diri yang wajib digunakan oleh operator saat kegiatan produksi berlangsung, diantaranya adalah :
1. Masker, diberikan kepada seluruh karyawan pabrik, dan bagi juga staf kantor. yang pergi ke masker ini wajib digunakan apabila berada di daerah lantai produksi. Masker ini berguna untuk melindungi karyawan/staf dari debu dan asap.
2. Kacamata kerja, diberikan kepada karyawan bagian fettling. Gunanya untuk melindungi mata karyawan ketika melakukan penggerindaan (melindungi mata dari percikan grinda).
3. Sarung tangan, diberikan kepada bagian fettling, furnace/tanur dan fabrikasi. Gunanya untuk melindungi tangan karyawan dari benda tajam dan juga melindungi dari percikan grinda.
4. Helm, diberikan kepada bagian tanur dan fettling. Gunanya untuk melindungi kepala karyawan, karena pada stasiun ini sering menggunakan cran sebagai alat angkat.
Alat-alat ini diberikan perusahaan kepada pekerja untuk membantu mencegah terjadinya kecelakaan kerja bagi operator/ pekerja selama berada dikawasan produksi.
Selain alat pelindung diri, perusahaan juga memperhatikan fire protection, yaitu dengan menyediakan tabung pemadam api (fire exyinguisher) di setiap departemen. Tujuannya adalah apabila terjadi kebakaran maka dapat langsung diatasi dengan alat tersebut untuk tindakan awal yang dapat dilakukan.
Dalam hal keamanan dan keselamatan para pekerja, PT. Asia Raya Founry melakukan beberapa program, diantaranya:
1. Mengganti alat pelindung diri para karyawan setiap 6 bulan.
2. Memberi sanksi kepada karyawan yang tidak memakai alat pelindung diri. 3. Memeriksa tabung pemadam api (fire exyinguisher) setiap 3 bulan.
2.5.6. Pengolahan Limbah
Limbah pada PT. Asia Raya Foundry hampir semua dapat dimanfaatkan lagi pada proses berikutnya. Misalnya pasir digunakan pada staasiun pencetakan digunakan kembali pada pencetakan berikutnya dengan sebelumnya dikenai perlakuan pengeringan, selain itu kayu pada pada stasiun pattern. Asap produksi juga telah disaring dan menggunakan cerobong asap yang tinggi, sehingga tidak mengganggu warga disekitarnya.
2.5.7. Perbaikan/Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja untuk mencegah terjadinya kerusakan dan kesalahaan pada saat proses peoduksi berlangsung. Perawatan ini ditujukan agar proses seluruh produksi dapat berjalan dengan baik, sehingga tidak ada hambatan yang disebabkan oleh mesin atau peralatan yang dapat mengakibatkan cacat pada produk dan keterlambatan waktu penyelesaian produk yang berakibat pada keterlambatan waktu pengiriman.
Proses maintenance terbagi atas 2 jenis, maintenance yang dilakukan secara berkala sesuai periode waktu tertentu, dan maintenance yang dilakukan
sebagai penanggulangan kerusakan. Pada perusahaan ini proses maintenance dilakukan secara berkala.