LEMBAR PENGESAHAN Laporan Resmi
KUNJUNGAN INDUSTRI DI ATMI SURAKARTA SOLO “INJECTION MOLDING”
Disusun Oleh :
ANJANI BONA VENTURA S
NIM : 110102006 NIM : 110102008
IKA RARASWATI NAZRAN AZIZ
NIM : 110102006 NIM : 110102019
NURSUFI JIHAD RENGKUH F
NIM : 110102018 NIM : 110102011
Yogyakarta, 17 Januari 2013 Menyetujui
Dosen Pengampu Asisten Dosen
KATA PENGANTAR
Puji syukur penyusun panjatkan kehadirat Tuhan Yang Maha Esa karena atas nikmat dan karunia-Nya lah penyusun dapat menyelesaikan laporan praktikum mandiri ini dapat terselesaikan.
Pada kesempatan ini juga penyusun ingin menyampaikan terima kasih kepada pihak yang telah membantu dalam proses praktikum hingga penyusunan laporan praktek mandiri ini, yakni :
1. Bu Sri Sumarni B.Sc ST, selaku dosen pengampu mata kuliah teknologi pembuatan produk karet dan plastik
2. Bp. Suharyanto selaku asisten dosen mata kuliah teknologi pembuatan produk karet dan plastik
3. Teman-teman GOMBALS (Gerombolan Bahan TPL 2011) yang selalu senantiasa menghibur dikala gunda dan memberikan semangat yang luar biasa, dan
4. Semua pihak yang membantu dalam penyusunan laporan praktikum mandiri mata kuliah teknologi pemanfaatan enzym.
5. Laporan praktikum mandiri ini dibuat dengan tujuan sebagai syarat mengikuti Ujian Akhir Semester (UAS) Ganjil pada mata kuliah teknologi pembuatan produk karet dan plastik. Selain itu laporan ini disusun sebagai bukti penyelenggaraan praktek mata kuliah teknologi pembuatan produk karet dan plastik selama satu semester penuh.
Dengan demikian, dalam laporan ini kami akan mencoba menjelaskan sedikit tentang injection molding. Kami menyadari bahwa laporan ini masih jauh dari kesempurnaan, oleh karena itu kritik dan saran yang bersifat membangun sangat diperlukan agar bisa menjadi lebih baik di masa yang akan datang. Semoga laporan ini bisa bermanfaat bagi kita semua yang membacanya.
Yogyakarta, 17 Januari 2013
DAFTAR ISI
LAPORAN RESMI ... Error! Bookmark not defined. KUNJUNGAN INDUSTRI DI ATMI SURAKARTA SOLO ... Error! Bookmark not defined. “INJECTION MOLDING” ... Error! Bookmark not defined.
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... iv BAB I ... 1 PENDAHULUAN ... 1 1.1 Latar Belakang ... 1 1.2 Tujuan ... 1 1.3 Rumusan Permasalahan ... 1 BAB II ... 2 PEMBAHASAN ... 2
2.1 Sejarah dan Pengertian dari Injection Molding ... 2
2.2 Pengenalan Bahan Plastik ... 2
2.3 Proses Pembuatan bahan plastik dengan Injection Molding ... 2
2.4 mekanisme kerja injection molding ... 5
2.5 Keuntungan proses Injection Molding ... 5
2.6 Mold Unit dan Standart Mold Unit ... 5
BAB III ... 7
PENUTUP ... 7
3.1 Kesimpulan ... 7
3.2 Saran ... 7
BAB I PENDAHULUAN 1.1 Latar Belakang Dengansemakinberkembangnya Industri dantuntutanduniaindustriyangsemakinkompleksmerupakantantanganbagisetiapperusahaanunt uktetapeksissertaberkembangsesuaidengankebutuhansemakinberagam.Hal-halinilahyangmendorongperkembanganilmupengetahuandanteknologi,dimanakitaharusmema ndangdanberprinsipbahwatidakadasistemyangsempurnatetapimasihadayanglebihbaik.Sehingg ausaha-usahaperbaikandan pengembangan kearahpenyempurnaansuatukeilmuanataupunindustri,baikprosestransformasinyamaupunpeng operasiandanpengolahannyaakantercapai.Perusahaanyangbergerakdibidang manufactur misalnyaindustripembuatansuatuproduk yang seringmendapatkanorder-orderdenganberbagaibentuk.Semuamenginginkanagarsegalasesuatudapatdikerjakandenganmu dahdancepatdenganhasilyangmemuaskan.Prosesproduksimerupakansalahsatukuncisebuahpro dukakandapatditerimaatautidaknyaolehkonsumensertalangkahawalyangakanmenentukankiner jadaridivisi-divisidalamperusahaan.Langkah-langkahdalamprosesproduksiakansangatmenentukankeberhasilandarisebuahproduk.Darideskr ipsidiataslahyangmelatarbelakangipenulisuntukmelakukankerjapraktekyangmengenaibidangp rosesproduksiplastikmenggunakanmesinpencetakplastikdimanadalamkerjapraktektersebutaka ndibahasmengenaipengoperasiandanperawatanmesininjeksiplastikyangmerupakanmesin utamayangdigunakandalamprosesproduksidiATMI Surakarta Solo,sehinggadengankerjapraktektersebutpenulisdapatmembandingkanantarateoriyangdidapat dibangkukuliahdenganyangadadiATMI. 1.2 Tujuan
Adapuntujuandaripelaksanaankerjapraktekini adalah, antaralain:
a. MemberikankesempatankepadaMahasiswauntukmelihat,mengamati, membandingkan dan menganalisasertamenerapkanpengetahuan yang diperolehdibangkukuliah dengan keadaanyangsebenarnyadidalamsuatukegiatanIndustri.
b. Memperolehmediauntukmendapatkanpengalamanawal,dapatmelatihketrampilan,sikap sertapolabertindakdidalammasyarakatindustriatausistemintegrallainnya.
1.3 Rumusan Permasalahan
a. Sejarah dan Pengertian dari Injection Molding b. Pengenalan Bahan Plastik
c. Proses pembuatan bahan plastik dengan Injection Molding d. Mekanisme Proses Kerja Injection Molding
e. Keuntungan proses Injection Molding
BAB II
PEMBAHASAN
2.1 Sejarah dan Pengertian dari Injection Molding
Pada sekitar tahun 1800 an teknologi plastik mulai di kembangkan, pada tahun 1968 John Wesley Hyatt membuat ball bilyard dengan meninjeksikan celluloid ke dalam mold, pada tahun 1872 - John dan Isaiah Hyatt mematenkan mesin injection molding untuk pertama kalinya, selanjutnya perkumpulan industry plastik di bentuk pada tahun 1937, yang di lanjutkan pembentukan perkumpulan plastik engineer pada tahun 1941.
Injection molding adalah metode material thermoplastik dimana material yang meleleh karena pemanasan di injeksikan oleh plunger melalui nozzle mesin ke dalam cetakan yang didinginkan oleh air dimana material plastic tersebut akan menjadi dingin dan mengeras sehingga bisa dikeluarkan dari cetakan dengan mudah.
Meskipun banyak variasi dari proses dasar ini, 90 persen injection molding adalah memproses material thermoplastik. Injection molding mengambil porsi sepertiga dari keseluruhan resin yang dikonsumsi dalam pemrosesan thermoplastik. Sekarang ini bisa dipastikan bahwa setiap kantor, kendaraan, rumah tangga, pabrik terdapat barang-barang dari plastik yang dibuat dengan cara injection molding, contoh misalnya :
a. Alat-alat rumah tangga seperti waskom, ember, gayung, gantungan baju, sisir, sealpack, segel gas elpiji, outsole sepatu, krat botol, pallet, roda furniture, outsole sepatu, variasi warna outsole sepatu, dan lain-lain
b. Component peralatan rumah (home appliances) seperti : rice cooker, blender, kipas angin, kulkas, mesin cuci, tape radio, VCD Player, dan lain-lain
c. Component packaging seperti tutup botol air minum, tutup gallon, tutup gallon anti tumpah, preform PET di inject sebelum ditiup menggunakan mesin tiup tekanan tinggi untuk dibuat botol atau toples atau gallon air minum
d. Component pesawat telepon, handphone, seperti casingnya, sarung pengaman handphone, keypad, dan lain-lain
e. Component computer seperti casing notebook, printer, keyboard, casing moniltor, casing LCD, dll.
f. Component untuk mobil seperti lampu sorot, lampu sen, dashboard, handle pintu, roda gigi, termasuk component untuk motor seperti helm, sparkboard road sepeda motor, dan masih banyak lagi lainnya.
2.2 Pengenalan Bahan Plastik
Plastik adalah material buatan yg tdk alami ,kelebihan dari plastik mempunyai penampilan yg bagus , tdk berkarat , ringan dan murah .plastik juga mempunyai beberapa kelemahan antara lain ketahanan terhadap panas yg rendah , mudah berubah bentuk , tidak tahan terhadap minyak.
Plastik dibagi menjadi 2 jenis yaitu : 1. Thermoplast Plastic
Material jenis ini tdk tahan terhadap panas dan ada beberapa yg dpt di daur ulang,material plastik jenis ini antara lain :
a. Crystalline Plastic ,molekulnya bersusunan sangat kuat/liat Contoh : PE , PP , Polyacetal
b. Amorphous Plastic ,plastik tak berbentuk Contoh : PS , PVC , PCC
2. Thermosett Plastic
Material jenis ini tahan terhadap panas dan kuat Contoh : Phenol , Polyester , Epoxy
Pemilihan material plastik dilakukan dgm pertimbangan yg meliputi hasil produk injeksì tampak dari luar , keakuratan pengukuran , kekuatan , ketahanan terhadap panas , ketahanan terhadap bahan kimia , ketahanan terhadap cuaca ,kemudahan injeksi ,harga dan lain sebagainya.
2.3 Proses Pembuatan bahan plastik dengan Injection Molding
Proses plastic injection paling banyak di gunakan untuk material Thermoplastics, Elastomers dan Thermosets, pada mesin injection di bagi menjadi tiga garis besar yaitu :
1. Clamping unit
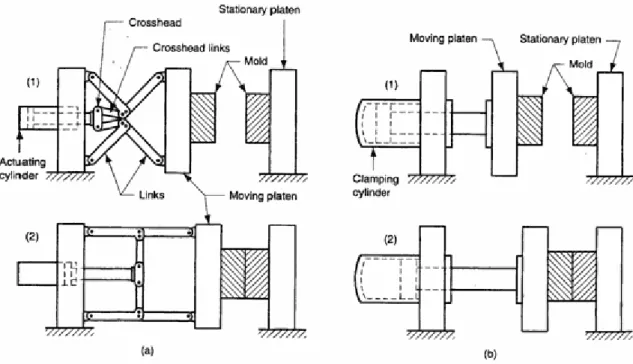
Clamping unit berfungsi utuk memegang dan mengatur gerakan dari mold unit, serta gerakan ejector saat melepas benda dari molding unit, pada clamping unit lah kita bisa mengatur berapa panjang gerakan molding saat di buka dan berapa panjang ejektor harus bergerak. Ada 2 macam clamping unit yang dipakai pada umumnya, yaitu toggle clamp dan hidrolik clamp.
Gambar 1. Clamping Unit Type Sumber
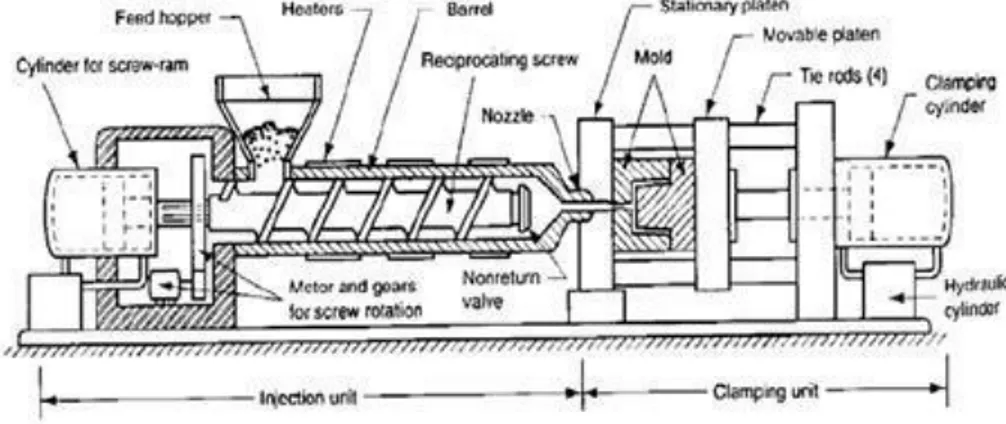
Gambar 2. bagian besar mesin plastic injection 2. molding unit
Pada molding unit sebenarnya adalah bagian lain dari mesin plastic injection , molding unit adalah bagian yang membentuk benda yang di buat, secara garis besar molding unit memiliki dua bagian utama yaitu bagian cavity dan core, bagian cavity adalah bagian cetakan yang berhubungan dengan nozle pada mesin, sedangkan bagian core adalah bagian yang berhubungan dengan ejector.
3. Injection unit injection unit terdiri dari beberapa bagian, yaitu :
Gambar 3 : Bagian detail plastic injection machine Bagian dari inejction unit adalah :
a. motor dan transmission gear unit bagian ini berfungsi untuk menghasilkan daya yang digunakan untuk memutar screw pada barel, sedangkan tranmisi unit berfungsi untuk memindahkan daya dari putaran motor ke dalam secrew, selain itu transmission unit juga berfungsi untuk mengatur tenaga yang di salurkan sehingga tidak pembebanan yang terlalu besar.
b. Cylinder screw ram bagian ini berfungsi untuk mempermudah gerakan screw dengan menggunakan momen enersia sekaligus menjaga perputaran screw tetap konstan, sehingga di dapat di hasilkan kecepatan dan tekanan yang konstan saat proses injeksi plastik dilakukan.
c. Hopper adalah tempat untuk menempatkan material plastik, sebelum masuk ke barel, biasanya untuk menjaga kelembapan material plastik, digunakan tempat penyimpanan khusus yang dapat mengatur kelembapan, sebab apabila kandungan air terlalu besar pada udara, dapat menyebabkan hasil injeksi yang tidak bagus.
d. Barrel adalah tempat screw, dan selubung yang menjaga aliran plastik ketika di panasi oleh heater.
e. Reciprocating screw berfungsi untuk mengalirkan plastik dari hopper ke nozzle, ketika screw berputar material dari hopper akan tertarik mengisi screw yang selanjutnya di panasi lalu didorong ke arah nozzle.
f. Nonreturn valve, valve ini berfungsi untuk menjaga aliran plastik yang telah meleleh agar tidak kembali saat screw berhenti berputar.
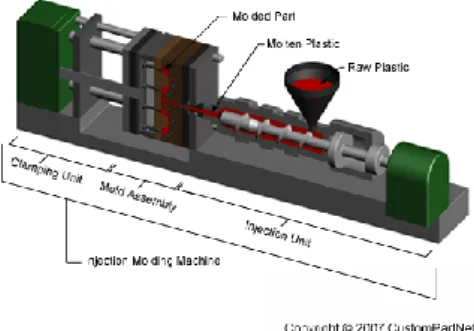
2.4 mekanisme kerja injection molding
Raw material Plastik, bahan baku untuk plastik injeksi berupa plastik raw material yang berupabutiran – butiran kecil plastik di masukkan dalam hopper, setelah pressure,kecepatan dan parameter lainya di setting, plastik raw material (material kasar) akan di panaskandalam barrel, selanjutnya screw berputar dan mengalirkan plastik yang mulai meleleh, saat plastik akan di injeksikan oleh nozzle, molding unit di tutup oleh clamping unit, setelah di tutup dan di tekan oleh clamping unit plastik di masukkan ke dalam mold unit melalui nozzle. Setelah plastik di masukkan ke dalam molding unit, screw berhenti berputar, lalu clamping unit menarik core mold, sehingga mold terbuka, di lanjutkan dengan melepas produk plastik yang telah di cetak dengan menekan ejektor pada molding unit.
2.5 Keuntungan proses Injection Molding
a. Leluasa dalam mendesain bentuk-bentuk produk berongga, berdinding tipis ataupun tebal dan berbentuk batang atau pipa
b. Kekakuan produk lebih tinggi akibat adanya ruang kosong (momen inersia polar lebih tinggi)
c. Memerlukan jumlah gate lebih sedikit sehingga mengurangi weldline d. Tidak ada cacat sinkmark pada produk-produk yang tebal
e. Tekanan injeksi dan pemadatan yang lebih rendah f. Distribusi tekanan pemadatan lebih merata
g. Siklus injeksi lebih cepat akibat waktu pendinginan yang lebih singkat h. Produk yang lebih ringan
2.6 Mold Unit dan Standart Mold Unit a. Mold Unit
Mold unit adalah bagian terpenting untuk mencetak plastik, bentuk benda plastik sangat tergantung dari bentuk mold, karena setelah plastik masuk ke dalam mold, di dinginkan maka terbentuklah bentuk plastik sesuai dengan bventuk mold, ada berbagai tipe mold, di sesuaikan dengan bentuk benda yang akan dibuat, untuk mengenal lebih jauh tentang mold perlu pembahasan tersendiri, secara umum mold unit dapat dilihat pada gambar berikut.
Gambar Mold Unit
b. Standar Mold Unit
Merupakan mold yang paling simple atau biasa di sebut dengan standar mold,secara umum terdiri dari :
1. Sprue dan Runner system
Bagian ini yang menerima plastik dari nozzle lalu oleh runner akan di masukkan ke dalam cavity mold.
2. Cavity side
Bagian ini merupakan salah satu sisi yang membentuk bentuk plastik, cavity side terletak pada stationary plate, yaitu plate yang tidak bergerak saat prosses ejecting produk plastik.
3. Core side
Bagian ini juga merupakan bagian yang ikut andil memberikan bentuk pada produk plastik yang di cetak, bedanya core side berada pada moving plate, dan bagian ini selalu di hubungkan dengan ejektor. Secara umum dua bagian inilah yang membentuk produk plastik.
4. Ejector system
Setiap jenis mold selalu mempunyai sistem untuk melepas produk yang selesai di cetak dari cavity mold, bagian inilah yang disebut dengan ejektor, walau jenis ejektor bermacam-macam. Penggerak utama ejektor adalah mesin injeksi pada bagian clamping unit.
BAB III
PENUTUP
3.1 Kesimpulan
Dalam pembuatan laporan ini dapat diambil kesimpulan sebagai berikut :
a. Injection molding adalah metode material thermoplastik dimana material yang meleleh karena pemanasan di injeksikan oleh plunger melalui nozzle mesin ke dalam cetakan yang didinginkan oleh air dimana material plastic tersebut akan menjadi dingin dan mengeras sehingga bisa dikeluarkan dari cetakan dengan mudah.
b. Plastik dibedakan menjadi dua macam yaitu : 1. Plastik termoplast
2. Plastik termosett
c. Proses plastic injection paling banyak di gunakan untuk material Thermoplastics, Elastomers dan Thermosets, pada mesin injection.
d. Molding unit adalah bagian yang membentuk benda yang di buat, secara garis besar. Molding unit memiliki dua bagian utama yaitu :
a. bagian cavity, dan b. Bagian core
e. Standar Mold Unit merupakan mold yang paling simple atau biasa di sebut dengan standar mold.
3.2 Saran
Metode yang digunakan dalam proses injeksi bahan plastik harus lebih memperhatikan keselamatan dan kesehatan kerja (K3), dan mengolah ulang hasil sisa-sisa bahan plastik yang tidak digunakan lagi dalam bentuk produk lain dan menyediakan tempat khusus untuk penampungan sampah atau limbah hasil produksi yang tidak digunakan lagi agar tidak mencemari lingkungan.
DAFTAR PUSTAKA
http://gadabinausaha.wordpress.com/2010/07/01/proses-pembuatan-plastik-dengan-sistem-injeksi-plastic-injection/ (Kamis, 17 Januari 2013, pukul : 13.05 WIB)
http://mould-technology.blogspot.com/2007/12/injection-molds-classification.html (Kamis, 17 Januari 2013, Pukul : 13:40 WIB)
http://atmajaya99.files.wordpress.com/2010/01/injection-molding-machine4.jpg?w=540 (Kamis, 17 Januari 2013, pukul 14:30 WIB)
Susanto, Malik, 1998, “Mesin Injeksi”, Press : Jakarta
http://www.custompartnet.com/wu/images/im/injectionMolding_machine_overview.png (Kamis, 17 Januari 2013, Pukul 14:34 WIB)
http://3.bp.blogspot.com/-dto1Fls-Izc/UCAaPWGUrMI/AAAAAAAABWU/UP547xhKtWU/s1600/Used_Mitsubishi_Injection _Molding_Machine.jpg (Kamis, 17 Januari 2013, Pukul 14:35 WIB)
http://chemeng-author.blogspot.com/2010/09/proses-pembuatan-plastik-dengan.html (Kamis, 17 Januari 2013, Pukul 14:36 WIB)