III DESKRIPSI DAN FORMULASI MASALAH
3.1 Deskripsi Masalah
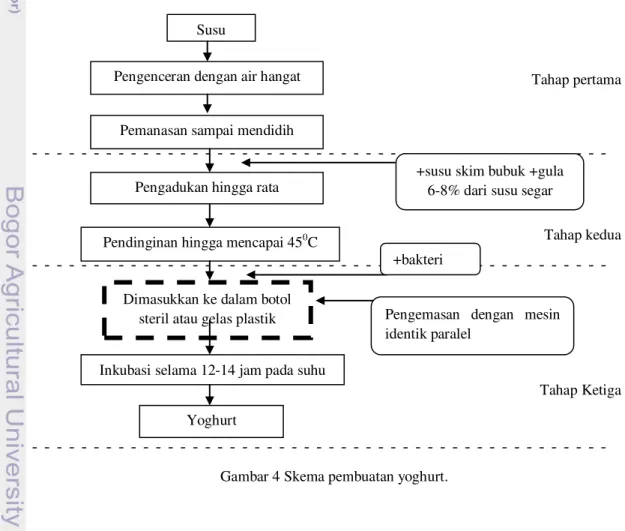
Produksi yoghurt pada tingkat industri terdiri atas tiga tahap. Tahap pertama adalah pengadukan jenis yoghurt yang dihasilkan dari
susu yang telah mengalami banyak
penambahan dan pengurangan kandungan
mikrobiologi. Tahap berikutnya yaitu
pengaturan jenis yoghurt di mana yoghurt diberikan berbagai macam rasa dan tahap
terakhir adalah pengemasan. Proses
pembuatan yoghurt ini dapat dilihat pada Gambar 4 (Saleh 2004).
Pengolahan yoghurt yang sangat kompleks dan adanya persaingan antarindustri membuat
industri-industri tersebut berlomba-lomba
untuk meningkatkan kualitas produk, efisiensi waktu produksi, dan berbagai macam cara agar menarik konsumen. Sebagai contoh, sebuah industri membuat inovasi dengan menambahkan beraneka ragam rasa pada
yoghurt. Namun, adanya penambahan
beraneka ragam rasa ini, akan berdampak pada peningkatan biaya produksi. Oleh karena itu, industri tersebut haruslah memikirkan
solusi yang tepat untuk meminimumkan biaya tersebut.
Pada Gambar 4 dalam pembuatan yoghurt, ternyata ada sebuah faktor yang menarik yang dapat memengaruhi besar kecilnya biaya produksi. Faktor yang dimaksud tersebut adalah penjadwalan mesin kemas identik paralel. Penjadwalan yang efektif dan efisien
pada mesin kemas akan mampu
meminimumkan biaya produksi. Apalagi industri yoghurt harus memproduksi produk berbeda dengan fitur seperti penambahan rasa, bahan-bahan khusus (serpihan cokelat, buah-buahan), dan sebagainnya.
Penjadwalan akan menjadi kompleks ketika ada kendala tambahan diberikan pada produk, mesin, atau waktu yang diamati. Sebagai contoh, ada dua produk yang akan diproduksi. Produk yang diproduksi pertama kali adalah rasa coklat. Sedangkan produk berikutnya rasa anggur. Peralihan kedua rasa pada mesin kemas akan mengakibatkan adanya biaya changeover (peralihan).
Tahap pertama
Tahap kedua
Tahap Ketiga
Gambar 4 Skema pembuatan yoghurt. Susu
Pengenceran dengan air hangat
Pemanasan sampai mendidih
Pengadukan hingga rata
Pendinginan hingga mencapai 450C
Dimasukkan ke dalam botol steril atau gelas plastik
Inkubasi selama 12-14 jam pada suhu
Yoghurt
Pengemasan dengan mesin identik paralel
+bakteri
+susu skim bubuk +gula 6-8% dari susu segar
Peralihan produk coklat ke produk anggur membutuhkan waktu setup (persiapan). Waktu setup dikenakan pada mesin agar keadaan mesin kembali seperti semula. Adanya waktu setup juga akan memakan biaya. Oleh karena itu, tindakan penjadwalan produksi untuk semua produk adalah tugas kompleks dan solusi dalam meminimumkan biaya produksi.
Mesin kemas merupakan mesin yang digunakan untuk mengemas yoghurt yang telah memiliki rasa. Mesin kemas ini dikatakan identik karena memiliki kinerja, kapasitas produksi, dan waktu kerja yang sama dalam mengemas yoghurt. Berdasarkan faktor kecepatan dalam proses pengemasan
setiap mesin kemas identik memiliki
kecepatan yang proporsional. Jika dilihat dari waktu proses pengemasan, pada suatu mesin kemas identik tidak bergantung dengan waktu proses pengemasan yang dibutuhkan oleh mesin lainnya. Mesin-mesin kemas identik
tidak saling berelasi dalam proses
pengemasan. Oleh karena itu, mesin kemas identik ini dikatakan paralel.
Sebagai contoh, ada dua mesin kemas
yaitu mesin A dan B.Kemudian ada dua jenis
yoghurt yang akan dikemas yaitu rasa coklat yang pertama kali dikemas dan rasa anggur yang terakhir. Pengemasan yoghurt rasa coklat akan berlangsung secara serempak dikedua mesin, mesin A dan B hingga selesai. Kemudian proses pengemasan yoghurt dengan rasa anggur juga dilakukan langsung di kedua mesin dan seterusnya. Mesin A dan B tidak saling berelasi dalam pengemasan.
Fitur penting lainnya dari masalah ini adalah bergantung pada urutan transisi antara produk dalam hal waktu dan biaya. Produk yoghurt yang diproduksi setiap hari dari produk awal sampai produk akhir haruslah berurutan mengikuti tingkatan lemak yang terkandung pada yoghurt tersebut. Sebagai
contoh, yoghurt tanpa rasa haruslah
diproduksi lebih awal daripada yoghurt yang memiliki rasa dalam rangka mengurangi waktu dan biaya changeover yang sia-sia. Jika
hal sebaliknya dilakukan maka akan
memerlukan waktu dan biaya pembersihan yang signifikan untuk memastikan tidak ada rasa ataupun warna yang ditransfer ke jenis yoghurt berikutnya. Fitur ini digunakan untuk memenuhi permintaan mingguan. Semua produk yoghurt tidak harus diproduksi setiap hari karena satu atau lebih produk dapat tidak diproduksi pada hari tertentu.
Tujuan utama melakukan penjadwalan
adalah meminumkan biaya produksi
khususnya pada pengoperasian mesin kemas
identik paralel. Ada beberapa biaya yang akan
diminimumkan dalam proses produksi
tersebut:
1. Biaya changeover (peralihan)
Biaya peralihan ini dikenakan pada mesin kemas karena banyaknya jenis produk yoghurt yang berbeda. Sebagai contoh, pengemasan yang sedang berlangsung adalah produk dengan rasa coklat. Produk berikutnya yang akan diproses adalah produk dengan rasa keju. Hal inilah yang akan memakan biaya dalam setup (persiapan) mesin, agar mesin kembali seperti dalam keadaan awal, dengan kata lain tidak terkontaminasi rasa yoghurt yang diproduksi sebelumnya.
2. Biaya penyimpanan
Setiap penyimpanan yoghurt hasil
produksi memerlukan perawatan dan
perlakuaan khusus agar yoghurt tidak rusak. Oleh karena itu, penyimpanan tersebut memerlukan biaya.
3. Biaya operasional mesin
Biaya operasional akan dikeluarkan oleh industri dalam pengoperasian setiap mesin kemas identik paralel setiap harinya.
4. Biaya lembur
Ketika pengoperasian mesin kemas identik paralel melebihi batas jam kerja regular yaitu 8 jam, maka biaya operasional tambahan akan dikeluarkan oleh industri.
Kendala-kendala yang terkait dengan masalah ini adalah sebagai berikut:
1. Kendala tingkat produksi
Produk yoghurt yang diproduksi akan dibatasi oleh jumlah maksimum dan minimum produksi setiap harinya. Salah satu alas an industri yoghurt mempunyai batasan minimal produksi tiap harinya adalah agar mampu menutupi biaya operasional. Tidak hanya itu, tingkat produksi juga dibatasi oleh adanya grup produk. Produk-produk yoghurt di sini dibagi menjadi grup berdasarkan tingkatan lemak yang dikandungnya. Setiap grup yoghurt memiliki jumlah maksimum dan minimum produksi setiap harinya.
2. Kendala penyimpanan
Kendala ini sangat penting karena
berhubungan dengan jumlah permintaan yang harus dipenuhi. Seperti pada hari pertama produksi, jumlah penyimpanan produk pada akhir hari haruslah sama dengan inventori
awal ditambah dengan jumlah produk yang
diproduksi kemudian dikurangi dengan
jumlah permintaan hari pertama.
Untuk hari berikutnya, jumlah
penyimpanan produk pada akhir hari produksi harus sama dengan produk yang disimpan hari sebelumnya ditambah produksi pada hari tersebut dan dikurangi dengan jumlah permintaan pada hari itu. Kemudian dapat dibatasi lagi jika diinginkan jumlah produk akhir produksi sama dengan jumlah target penyimpanan pada akhir produksi. Pada intinya kendala ini akan berpengaruh pada biaya penyimpanan.
3. Kendala waktu
Kendala waktu akan banyak berpengaruh
pada biaya pengoperasian dan biaya
operasional tambahan pada mesin. Waktu awal dan akhir produksi setiap mesin telah
ditentukan sebelumnya. Batas waktu
maksimum setiap mesin juga sudah
ditentukan. Kendala terpenting dari masalah ini adalah waktu penyelesaian pekerjaan tidak hanya dihitung dari waktu mulai produksi kemudian ditambah dengan waktu proses produksi hingga akhir, melainkan ada
penambahan waktu pergantian yang
diperlukan untuk peralihan dari produk satu ke produk yang lain.
3.2 Formulasi Masalah
Masalah Penjadwalan mesin kemas identik
paralel dapat diformulasikan sebagai
Pemrograman Linear Integer (PLI). Sebelum model dikaji secara terperinci, maka perlu
ditentukan parameter dan variabel
keputusannya Misalkan :
i, x = indeks untuk menyatakan hari
j, y = indeks untuk menyatakan produk
l, z = indeks untuk menyatakan mesin
m = indeks untuk menyatakan grup
produk 3.2.1 Parameter
csetup(j, y) =biaya changeover (peralihan) dari produk j produk y (rupiah per hari)
demand(i, j) = jumlah permintaan produk j pada hari ke-i (cangkir per hari)
hi(j) = jumlah maksimum produksi
perhari untuk produk j
(cangkir per hari)
lo(j) = jumlah minimum produksi per
hari untuk produk j (cangkir per hari)
grouphi(m) = jumlah maksimum produksi
perhari untuk produk grup m (cangkir per hari)
grouplo(m) = jumlah minimum produksi
perhari untuk produk grup m (cangkir per hari)
M = banyaknya mesin yang
tersedia (unit) machinecost(l)
= biaya penggunaan mesin pada waktu regular (lama jam kerja) setiap mesin l (rupiah per jam)
overtimecost(l)
= biaya tambahan untuk
penggunaan mesin melebihi waktu regular (lembur) setiap mesin l (rupiah per jam)
maxtime = maksimum waktu kerja mesin
pada setiap harinya (jam)
N = banyaknya hari kerja
openinv(j) = jumlah inventori awal periode produk j (cangkir)
tarinv(j) = jumlah inventori pada akhir
periode pada produk j
(cangkir)
P = banyaknya jenis produk
Pm = produk dalam grup ke-m
storagecost(j) = biaya penyimpanan produk j (rupiah per cangkir per hari) tsetup(j, y) =waktu changeover (peralihan)
dari produk j produk y (jam)
u(j) = kecepatan mesin untuk
produk j (cangkir per jam) 3.2.2 Variabel keputusan
excesstime(i, l)
=waktu mesin l beroperasi pada hari i di luar waktu regular (lembur) (jam per hari)
inv(i, j) = jumlah produk j yang akan
disimpan pada akhir hari i (cangkir per hari)
prod(i, j, l) =jumlah produk j yang diproduksi mesin l pada hari i (cangkir per hari)
tfin(i, j, l) = waktu selesai produksi untuk produk j mesin l pada hari i (jam per hari)
time(i, l) = jumlah waktu penggunaan
mesin l, termasuk waktu idle dan changeover pada hari i (jam per hari)
tprod(i, j, l) = lamanya penggunaan mesin l untuk produk j pada hari i (jam per hari)
tstart(i, j, l) = waktu mulai untuk produksi produk j mesin l pada hari i (jam per hari)
Fungsi objektif dari permasalahan ini
adalah meminimumkan biaya yang
dikeluarkan oleh industri seperti biaya changeover (peralihan), biaya penyimpanan, biaya operasional pada mesin, dan biaya operasional tambahan atau lembur.
3.2.3 Kendala tingkat produksi
1. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas maksimum produksi tiap harinya.
2. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh kurang dari batas minimum produksi tiap harinya.
3. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas maksimum jumlah produksi pada grup tiap harinya. Setiap grup produk Pm merupakan himpunan bagian dari produk P yang berbeda.
4. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas minimum jumlah produksi pada grup tiap harinya. Setiap kelompok produk Pm merupakan himpunan bagian dari produk P yang berbeda.
3.2.4 Kendala tingkat penyimpanan produk
5. Pada hari pertama produksi, jumlah
penyimpanan produk j pada akhir hari harus sama dengan jumlah produk awal ditambah jumlah produk j yang dihasilkan oleh semua mesin pada hari tersebut,
kemudian dikurangi dengan jumlah
permintaan pada hari itu.
6. Untuk hari berikutnya, penyimpanan
produk j pada akhir hari akan sama
dengan penyimpanan produk hari
sebelumnya, ditambah hasil produksi hari
tersebut, kemudian dikurangi oleh
permintaan hari itu.
7. Penyimpanan hasil produksi pada hari
terakhir produksi harus sama dengan jumlah target produk yang harus disimpan. Kendala ini dapat dihilangkan jika tidak ada target jumlah target produk yang disimpan.
3.2.5 Kendala waktu
Waktu awal dan akhir pada setiap harinya untuk setiap produk dalam setiap mesin telah ditetapkan.
8. Waktu awal atau mulai produksi produk pertama dalam urutan diatur dengan memberikan nilai nol.
9. Total waktu penggunaan mesin per hari harus sama dengan waktu penyelesaian produk pada urutan terakhir.
10. Waktu penggunaan mesin per harinya
tidak boleh melebihi waktu maksimum kerja mesin.
11. Penghitungan waktu proses produksi
bergantung pada banyaknya produk yang diproduksi dan kecepatan mesin.
12. Waktu penyelesaian pekerjaan tidak
dihitung dari waktu awal kemudian
ditambahkan dengan waktu proses
produksi, melainkan ada penambahan waktu pergantian yang diperlukan untuk transisi ke produk berikutnya yang akan dihasilkan.
13. Waktu awal suatu produk harus lebih besar atau sama dengan waktu penyelesaian produk sebelumnya.
14. Jika waktu kerja mesin melebihi dari jam kerja regular maka dikenakan lembur.
3.2.6 Kendala variabel biner
15. Untuk memastikan bahwa hanya urutan
produk tertentu yang diizinkan untuk diproduksi, maka peralihan dari produk j ke y diperbolehkan jika produk y
merupakan produk yang akan diproduksi pada urutan berikutnya.
16-19. Kendala-kendala di bawah ini
memberikan informasi keterkaitan variabel
bin(i,j,l) dan binsetup(i,j,y,l). Pada
kendala-kendala tersebut, binsetup(i,j,y,l) akan bernilai satu jika dan hanya jika produk j ke produk y diproduksi dengan kata lain bin(i,j,l) bernilai satu dan bin(i,y,l) juga bernilai satu. Kemudian kendala-kendala ini menyatakan tidak ada penambahan produk di antara urutan produksi.
16. –
17. –
18. 19.
20. Untuk menyatakan bahwa jika barang
yang diproduksi, dikurangi jumlah setup harus kurang dari atau sama dengan satu. Hal ini menjelaskan bahwa hasil produksi pada mesin sedikitnya satu produk yang diproduksi setiap harinya. Kendala ini tidak menambahkan informasi baru ke dalam model, tetapi digunakan untuk
mempercepat pemecahan masalah