ABSTRAK
Saat ini dengan semakin mahalnya minyak bumi yang digunakan untuk transportasi maka berdampak kepada ongkos angkutan umum yang juga ikut naik sehingga banyak sekali orang yang berpaling untuk memiliki motor daripada mobil. Saat ini untuk mendapatkan sebuah motor sangat mudah prosesnya sehingga orang yang berada dalam golongan menengah kebawah lebih memilih untuk memiliki motor. Sehingga PT. Kandakawana Sakti melihat adanya suatu peluang yang cukup besar untuk melakukan suatu bisnis di dalam bidang pengecatan.
Masalah yang dihadapi sekarang oleh pihak pabrik yaitu mereka masih belum dapat mencapai target pengecatan sparepart motor sebanyak 150 set. Di dalam satu set tersebut terdapat 13 jenis sparepart yang harus dilakukan pengecatan, sehingga dalam satu hari pihak perusahaan harus melakukan pengecatan sebanyak 1950 sparepart. Selain masalah itu, gerakan kerja yang dilakukan oleh operator cenderung kurang efisien yang mengakibatkan waktu pengerjaan produk tidak sama, lingkungan fisik tempat operator bekerja kurang mendukung karena suhu ruangan yang terasa panas, kesehatan dan keselamatan kerja operator kurang diperhatikan.
Untuk mengatasi masalah tersebut, mula-mula dilakukan pengukuran waktu baku cara langsung (jam henti) dan cara tidak langsung (MTM-1) melalui bagan analisa. Dari bagan analisa tersebut maka didapatkan waktu baku tidak langsung. Dengan penggunaan metoda aktual, masih ada gerakan operator yang belum ekonomis. Sedangkan dengan metoda usulan, gerakan lebih ekonomis, membuat suatu alat bantu kerja yang dapat meningkatkan kecepatan kerja operator tersebut. Adapun perbaikan metode kerja yang dilakukan meliputi gerakan kerja operator dan tata letak ruang kerja yang diubah sehingga dengan adanya perubahan tersebut maka diharapkan adanya perubahan yang berarti.
DAFTAR ISI
Halaman COVER
HALAMAN AWAL TUGAS AKHIR (COPY COVER)
2.7.1Prinsip-prinsip ekonomi gerakan dihubungkan dengan tubuh manusia dan gerakan-gerakannya 2-5 2.7.2Prinsip-prinsip ekonomi gerakan dihubungkan
dengan pengaturan tata letak tempat kerja 2-5 2.7.3Prinsip-prinsip ekonomi gerakan dihubungkan
dengan perancangan peralatan 2-6
2.8 Peta-Peta Kerja 2-7
2.9 Metode Pengukuran Waktu Kerja 2-8 2.10 Langkah-Langkah Pengukuran Waktu Baku Secara
Langsung 2-9
2.14 Pencahayaan, Suhu dan Kebisingan 2-24
2.14.1 Pencahayaan 2-24
2.14.2 Suhu 2-25
2.14.3 Kebisingan 2-26
4.7.1 Tata Letak Stasiun Kerja Keseluruhan 4-14 4.7.2 Tata Letak Stsiun Kerja Setempat 4-14 4.8 Data Waktu Pekerjaan Untuk Setiap Stasiun Kerja 4-18
4.9 Keadaan Fisik Lingkungan 4-24
4.10Kesehatan Dan Keselamatan Kerja 4-27
4.11Kecelakaan Kerja 4-27
4.11.1 Kecelakaan Yang Pernah Terjadi Di Perusahaan 4-27
5.4.4.1Analisis Prinsip Ekonomi Gerakan Dihubungkan Dengan Tubuh Manusia 5-19 5.4.4.2Analisis Prinsip Ekonomi Gerakan
Dihubungkan Dengan Tata Letak Tempat
Kerja 5-19
5.4.4.3Analisis Prinsip Ekonomi Gerakan Dihubungkan Dengan Perancangan
Peralatan 5-21
5.4.5 Analisis Bahan Yang Digunakan Masing-
Masing Stasiun 5-21
5.4.6 Analisis Produk Yang Dihasilkan 5-24 5.4.7 Analisis Lingkungan Kerja Fisik 5-24
5.4.8.1 Pencahayaan 5-24 5.4.8 Analisis Kesehatan Dan Keselamatan Kerja
Masing-masing Stasiun Kerja 5-52
5.4.9 Analisis MTM 5-53
5.5 Analisis Sistem Kerja Keseluruhan Sekarang 5-54 5.5.1 Analisis Tata Letak Keseluruhan 5-54
5.5.2 Jenis Departementasi 5-58
5.5.6 Keoptimalan Upaya Penanggulangan
DAFTAR TABEL
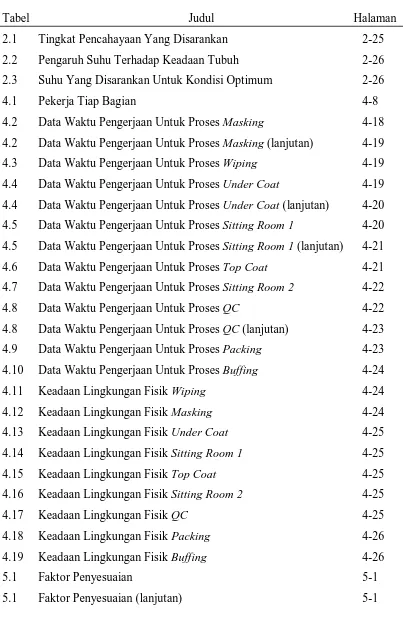
Tabel Judul Halaman
2.1 Tingkat Pencahayaan Yang Disarankan 2-25
2.2 Pengaruh Suhu Terhadap Keadaan Tubuh 2-26
2.3 Suhu Yang Disarankan Untuk Kondisi Optimum 2-26
4.1 Pekerja Tiap Bagian 4-8
4.2 Data Waktu Pengerjaan Untuk Proses Masking 4-18 4.2 Data Waktu Pengerjaan Untuk Proses Masking (lanjutan) 4-19 4.3 Data Waktu Pengerjaan Untuk Proses Wiping 4-19 4.4 Data Waktu Pengerjaan Untuk Proses Under Coat 4-19 4.4 Data Waktu Pengerjaan Untuk Proses Under Coat (lanjutan) 4-20 4.5 Data Waktu Pengerjaan Untuk Proses Sitting Room 1 4-20 4.5 Data Waktu Pengerjaan Untuk Proses Sitting Room 1 (lanjutan) 4-21 4.6 Data Waktu Pengerjaan Untuk Proses Top Coat 4-21 4.7 Data Waktu Pengerjaan Untuk Proses Sitting Room 2 4-22
4.8 Data Waktu Pengerjaan Untuk Proses QC 4-22
4.8 Data Waktu Pengerjaan Untuk Proses QC (lanjutan) 4-23 4.9 Data Waktu Pengerjaan Untuk Proses Packing 4-23 4.10 Data Waktu Pengerjaan Untuk Proses Buffing 4-24
4.11 Keadaan Lingkungan Fisik Wiping 4-24
4.12 Keadaan Lingkungan Fisik Masking 4-24
4.13 Keadaan Lingkungan Fisik Under Coat 4-25
4.14 Keadaan Lingkungan Fisik Sitting Room 1 4-25
4.15 Keadaan Lingkungan Fisik Top Coat 4-25
4.16 Keadaan Lingkungan Fisik Sitting Room 2 4-25
4.17 Keadaan Lingkungan Fisik QC 4-25
4.18 Keadaan Lingkungan Fisik Packing 4-26
4.19 Keadaan Lingkungan Fisik Buffing 4-26
5.1 Faktor Penyesuaian 5-1
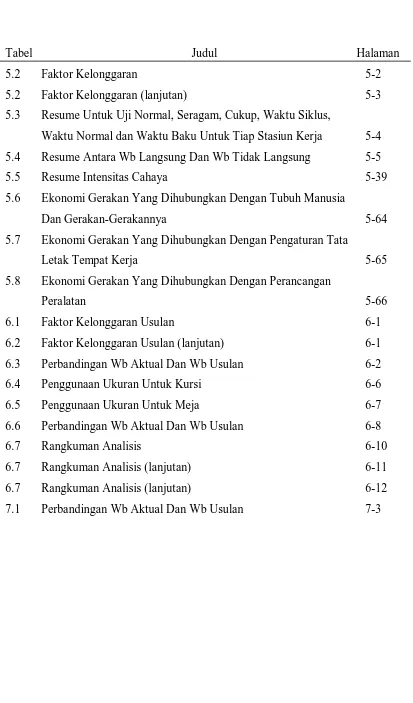
Tabel Judul Halaman
5.2 Faktor Kelonggaran 5-2
5.2 Faktor Kelonggaran (lanjutan) 5-3
5.3 Resume Untuk Uji Normal, Seragam, Cukup, Waktu Siklus, Waktu Normal dan Waktu Baku Untuk Tiap Stasiun Kerja 5-4 5.4 Resume Antara Wb Langsung Dan Wb Tidak Langsung 5-5
5.5 Resume Intensitas Cahaya 5-39
5.6 Ekonomi Gerakan Yang Dihubungkan Dengan Tubuh Manusia
6.2 Faktor Kelonggaran Usulan (lanjutan) 6-1
6.3 Perbandingan Wb Aktual Dan Wb Usulan 6-2
6.4 Penggunaan Ukuran Untuk Kursi 6-6
6.5 Penggunaan Ukuran Untuk Meja 6-7
6.6 Perbandingan Wb Aktual Dan Wb Usulan 6-8
6.7 Rangkuman Analisis 6-10
6.7 Rangkuman Analisis (lanjutan) 6-11
6.7 Rangkuman Analisis (lanjutan) 6-12
DAFTAR GAMBAR
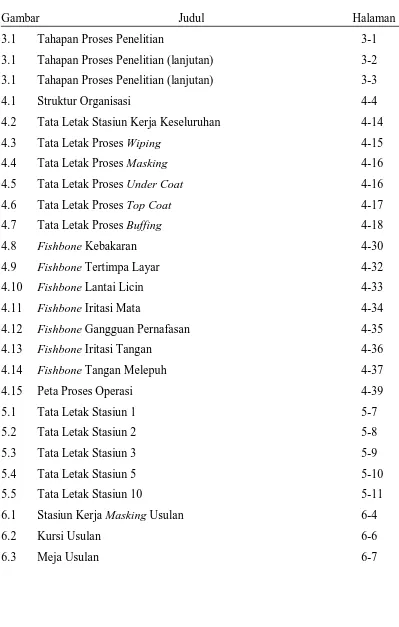
Gambar Judul Halaman
3.1 Tahapan Proses Penelitian 3-1
3.1 Tahapan Proses Penelitian (lanjutan) 3-2
3.1 Tahapan Proses Penelitian (lanjutan) 3-3
4.1 Struktur Organisasi 4-4
4.2 Tata Letak Stasiun Kerja Keseluruhan 4-14
4.3 Tata Letak Proses Wiping 4-15
4.4 Tata Letak Proses Masking 4-16
4.5 Tata Letak Proses Under Coat 4-16
4.6 Tata Letak Proses Top Coat 4-17
4.7 Tata Letak Proses Buffing 4-18
4.8 Fishbone Kebakaran 4-30
4.9 Fishbone Tertimpa Layar 4-32
4.10 Fishbone Lantai Licin 4-33
4.11 Fishbone Iritasi Mata 4-34
4.12 Fishbone Gangguan Pernafasan 4-35
4.13 Fishbone Iritasi Tangan 4-36
4.14 Fishbone Tangan Melepuh 4-37
4.15 Peta Proses Operasi 4-39
6.1 Stasiun Kerja Masking Usulan 6-4
6.2 Kursi Usulan 6-6
DAFTAR LAMPIRAN
Lampiran Judul Halaman
A Bagan Analisis L-A-1
B Perhitungan Uji Normal, Seragam, Cukup L-B-1
C Tabel MTM-1 L-C-1
D Tabel Distribusi Khi-Kuadrat L-D-1
E Tabel Handbook of Ergonomic L-E-1
F Faktor Penyesuaian L-F-1
G Faktor Kelonggaran L-G-1
H Diagram Alir L-H-1
LAMPIRAN A
LAMPIRAN B
PERHITUNGAN UJI
NORMAL, SERAGAM,
LAMPIRAN C
LAMPIRAN D
TABEL DISTRIBUSI
LAMPIRAN E
TABEL Handbook of
LAMPIRAN F
LAMPIRAN G
LAMPIRAN H
LAMPIRAN I
Bab 1 Pendahuluan
1-1
BAB 1
PENDAHULUAN
1.1 LATAR BELAKANG MASALAH
Saat ini industri pengecatan berada pada kondisi yang cukup stabil, hal ini dapat dilihat dari semakin banyaknya orang yang memilih untuk menggunakan motor daripada mobil karena selain dapat menghemat bahan bakar, tidak begitu mengalami macet lalu lintas, perawatan mesin yang lebih mudah jika dibandingkan dengan mobil, dan masih banyak lagi keuntungan yang dapat dirasakan oleh para pengguna motor.
Perusahaan pengecatan ini terletak di jalan Cibinong dan termasuk perusahaan yang kembali bangkit dari krisis moneter. Perusahaan ini melakukan pengecatan, bekerjasama dengan pihak Honda. Jika permintaan akan motor terus bertambah maka operator diharuskan untuk kerja lembur.
Setelah mengadakan penelitian pendahuluan yang terlebih dahulu dilakukan, penulis menemukan permasalahan yang terjadi di perusahaan tersebut. Masalah yang dihadapi PT. Kandakawana Sakti saat ini yaitu mereka belum dapat mencapai target sebesar 150 set perhari. Di dalam 1 (satu) set tersebut terdapat 13 jenis sparepart yang harus dilakukan proses pengecatan. Sehingga total sparepart yang harus di cat selama sehari yaitu sebanyak 1950 sparepart. Kemudian gerakan kerja yang dilakukan oleh operator cenderung kurang efisien yang mengakibatkan waktu pengerjaan produk tidak sama, lingkungan fisik tempat operator bekerja kurang mendukung karena suhu ruangan yang terasa panas, kesehatan dan keselamatan kerja operator kurang diperhatikan.
Bab 1 Pendahuluan 1-2
1.2 IDENTIFIKASI MASALAH
Setelah melakukan penelitian pendahuluan, maka penulis menemukan beberapa permasalahan yang terjadi di PT.Kandakawana Sakti antara lain yaitu :
1. Gerakan kerja yang dilakukan operator cenderung kurang efisien yang menyebabkan waktu pengerjaan tiap unit produk tidak sama. 2. Lingkungan fisik tempat operator bekerja kurang mendukung
performansi kerja operator, dilihat dari suhu ruangan yang terasa panas.
3. Kesehatan dan keselamatan operator masih kurang diperhatikan.
1.3 PEMBATASAN MASALAH DAN ASUMSI
Dalam penelitian ini diperlukan adanya batasan masalah penelitian agar penelitian menjadi lebih terarah, antara lain yaitu :
1. Penghematan yang dihitung hanya berdasarkan penghematan waktu. 2. Lingkungan fisik dibatasi oleh intensitas cahaya, suara, temperatur,
kelembaban, atap ruang kerja, lantai, dinding dan juga ventilasi. 3. Kecelakaan kerja diambil dari data pada Juni 2005 sampai dengan
Juni 2006.
4. Penelitian dilakukan di stasiun wiping – buffing (10 stasiun).
5. Pengukuran waktu secara langsung yang diamati yaitu keseluruhan stasiun.
6. Pengukuran waktu secara tidak langsung yang diamati yaitu 2 stasiun kerja (masking dan packing).
Asumsi yang digunakan yaitu :
1. Tingkat kepercayaan yang digunakan yaitu sebesar 95 %. 2. Tingkat ketelitian yang digunakan yaitu sebesar 5 %.
Bab 1 Pendahuluan 1-3
1.4 PERUMUSAN MASALAH
Berdasarkan hal yang telah ada diatas maka masalah-masalah yang ada harus dirumuskan dan perlu dicari penyebab dan juga pemecahannya. Perumusan masalah yang dibuat adalah sebagai berikut :
1. Apakah gerakan kerja operator saat ini sudah sesuai dengan prinsip-prinsip ekonomi gerakan ( dihubungkan dengan tubuh manusia dan gerakan-gerakannya, tata letak tempat kerja, dan perancangan peralatan ) ?
2. Apakah tata letak ruang kerja keseluruhan ( termasuk aliran prosesnya ) yang diterapkan oleh perusahaan pada saat ini sudah baik ?
3. Apakah tata letak ruang kerja, jarak dan keleluasaan kerja operator pada sistem kerja setempat saat ini sudah baik ?
4. Apakah keadaan lingkungan fisik yang ada di perusahaan pada saat ini sudah baik ?
5. Apakah sistem kesehatan dan keselamatan kerja yang diterapkan perusahaan saat ini sudah baik ?
6. Bagaimana gerakan kerja operator agar sesuai dengan prinsip-prinsip ekonomi gerakan ?
7. Bagaimana tata letak ruang kerja keseluruhan yang lebih baik ? 8. Bagaimana sistem kerja setempat yang lebih baik ?
9. Bagaimana keadaan lingkungan kerja fisik yang baik agar operator dapat bekerja dengan lebih nyaman ?
10.Bagaimana sistem kesehatan dan keselamatan kerja yang baik agar operator lebih terjamin kesehatan dan keselamatannya ?
11.Berapa waktu baku langsung dari tiap stasiun kerja baik aktual maupun usulan ?
12.Berapa penghematan waktu yang didapatkan dari setiap stasiun kerja ?
1.5 TUJUAN PENELITIAN
Bab 1 Pendahuluan 1-4
1. Mengetahui apakah gerakan kerja operator saat ini sudah sesuai dengan prinsip-prinsip ekonomi gerakan ( dihubungkan dengan tubuh manusia dan gerakan-gerakannya, tata letak tempat kerja, dan perancangan peralatan ). 2. Mengetahui apakah tata letak ruang kerja keseluruhan ( termasuk aliran
prosesnya ) yang diterapkan oleh perusahaan pada saat ini sudah baik.
3. Mengetahui apakah tata letak ruang kerja, jarak dan keleluasaan kerja operator pada sistem kerja setempat saat ini sudah baik.
4. Mengetahui apakah keadaan lingkungan fisik yang ada di perusahaan pada saat ini sudah baik.
5. Mengetahui apakah sistem kesehatan dan keselamatan kerja yang diterapkan perusahaan saat ini sudah baik.
6. Dapat mengusulkan perbaikan gerakan kerja operator agar sesuai dengan prinsip-prinsip ekonomi gerakan.
7. Dapat mengusulkan perbaikan tata letak ruang kerja keseluruhan agar menjadi lebih baik.
8. Dapat mengusulkan perbaikan sistem kerja setempat agar menjadi lebih baik. 9. Dapat mengusulkan perbaikan keadaan lingkungan kerja fisik yang baik agar
operator dapat bekerja dengan nyaman.
10.Dapat mengusulkan sistem kesehatan dan keselamatan kerja yang baik agar operator lebih terjamin kesehatan dan keselamatannya.
11.Mengetahui waktu baku langsung dari tiap stasiun kerja baik aktual maupun usulan.
12.Mengetahui penghematan waktu yang dihasilkan dari setiap stasiun kerja.
1.6 SISTEMATIKA PENULISAN
Pembahasan penelitian ini dilakukan dalam 7 bab yang masing-masing menyajikan bagian yang berbeda. Sistematikanya adalah sebagai berikut :
BAB 1 PENDAHULUAN
Bab 1 Pendahuluan 1-5
kesimpulan, tujuan pengamatan meneliti di perusahaan tersebut dan juga sistematika penulisan dari tugas akhir ini.
BAB 2 TINJAUAN PUSTAKA
Pada bab ini berisi tentang teori-teori yang ada yang digunakan untuk menguatkan masalah yang sedang penulis teliti dan juga agar bukti yang penulis dapatkan dapat dipertanggungjawabkan dengan benar. Dan juga teori-teori yang ada digunakan sebagai kerangka berpikir untuk penganalisaan.
BAB 3 METODOLOGI PENELITIAN
Pada bab ini berisi penjelasan mengenai singkat objek penelitian atau langkah-langkah penulis dalam pengumpulan data dan prosedur penelitian dari awal penelitian sampai dengan akhir penelitian.
BAB 4 PENGUMPULAN DATA
Pada bab ini berisi data-data yang telah dikumpulkan oleh penulis.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Pada bab ini akan diceritakan mengenai cara pengolahan datanya dan juga analisis terhadap hasil pengolahan yang telah didapat.
BAB 6 USULAN
Pada bab ini penulis memberikan beberapa alternatif untuk usulan pemecahan masalah yang sedang terjadi di perusahaan yang diamatinya tersebut.
BAB 7 KESIMPULAN DAN SARAN
!
"
# $
&
'
( '
)
)
* !
+ $
$
&
$
! "
" # $ % & ' "
( )** + , ! " # $ #
-. * / $ % 0 , % ,
+ "
1 , +
% & ' "
2 3 , $ % & &! & ' " '( ) 4
-* ! 3 ,5 5 1
6 7 ) % & 8 7 $ , 9