ABSTRAK
Sebagai strategi, kualitas akan memberikan keunggulan kompetitif yang membedakan sebuah perusahaan dengan perusahaan lainya. Keunggulan kompetitif yang berkelanjutan memungkinkan perusahaan untuk unggul di pasar meskipun terjadi perubahan-perubahan atau tindakan-tindakan baru oleh pesaing. Tujuan dari dilakukanya penelitian ini adalah untuk mengetahui faktor yang mempengaruhi cacat yang terjadi diperusaaan dan bagaimana cara memperbaiki sehingga kualitas kain dapat diperbaiki sehingga dapat meningkatkan kain ber-grade ekspor.
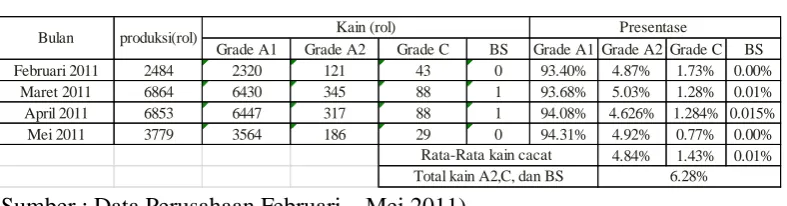
Hasil produksi PT’Z’ pada bulan Februari sampai dengan Mei 2011 menunjukan bahwa kain dengan grade lokal menunjukan 6,28% dari hampir 20.000 kain yang diperiksa dan ini cukup tinggi. Hal ini disebabkan karena cacat yang terjadi, oleh karena itu perusahaan membutuhkan perbaikan kualitas dan perusahaan menginginkan kain yang ber-grade lokal dapat mencapai 1% sehingga perusahaan dapat meningkatkan komposisi penjualan eksport.
Dengan target perbaikan yang diinginkan oleh perusahaan maka dilakukan penelitian dengan menggunakan metode DMAIC. Dalam metode DMAIC ini terdapat lima tahapan yakni Define, Measure, Analyze, Improvement, dan Control. Dengan memperhitungkan segala batasan-batasan yang diinginkan perusahaan.
Pada Tahapan define didapatkan 8 CTQ (Critical to Quality) yang terjadi pada kain gray CTQ yang digunakan diambil dari cacat yang terjadi, yakni cacat belang benang, loss spandex, jumping spandex, cacat jarum, sambungan benang yang terlalu besar, bolong, kotor dan cacat sinker. Setelah dikelompokan juga diberikan bobot, cacat belang benang memiliki poin yang sangat tinggi ini berrti bahwa cacat belang benang merupakan cacat yang dominan pada kain gray. Pada tahap measurement dilakukan perhitungan untuk melihat proses diperusahaan, juga nilai baseline perusahaan. Pada tahapan analyze dilakukan analisis terhadap cacat yang memiliki persentase tinggi dengan menggunakan cause and effect diagram, FTA (Fault Tree Analysis) dan FMEA (Failure Mode Effect Analysis), dimana cacat yang memiliki nilai tertinggi yakni cacat belang benang, kemudian dibuat usulan sesuai dengan urutan RPN yang telah dihitung. Pada tahap Improvement maka dibuat beberapa usulan sesuai dengan perhitungan pada tahap analyze, dari beberapa usulan tersebut maka akan dipilih usulan yang akan diterapkan diperusahaan setelah berdiskusi dengan kepala bagian juga beberapa staff perusahaan. Tahapan control merupakan tahap terakhir dalam metode DMAIC. Dalam penelitian ini tahap control tidak dilakukan, dikarenakan keterbatasan dalam waktu sebab tahap control membutuhkan waktu yang panjang untuk melihat perkembangan yang terjadi diperusahaan.
DAFTAR ISI
COVER……….... i
LEMBAR PENGESAHAN TUGAS AKHIR………...….... ii
LEMBAR KETERANGAN DARI PERUSAHAAN……...…… iii
KATA PENGANTAR……… iv
ABSTRAK……… v
DAFTAR ISI………....……… vii
DAFTAR TABEL……… x
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN... xiii
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah……….… 1-1
1.2 Identifikasi Masalah……….. 1-2
1.3 Pembatasan Masalah……… 1-3
1.4 Perumusan Masalah……… 1-3
1.5 Tujuan Penelitian……… 1-4
1.6 Manfaat Penelitian……….……… 1-4
1.7 Sistematika Penulisan……… 1-4
BAB 2 TINJAUAN PUSTAKA
2.1 Kualitas……… 2-1
2.1.1 Definisi Kualitas………….………. 2-1 2.1.2 Pengendalian Kualitas………….………. 2-3
2.2 DMAIC……… 2-4
2.2.2.4 Improvement…………..…….……… 2-18 2.2.2.5 Control…………..………….………. 2-20
2.3 Teori Rajut………. 2-20
2.3.1 Pengenalan Teknik Rajut……… 2-20 2.3.2 Penggolongan kain rajut……….………..…. 2-23 2.3.3 Persyaratan Benang Rajut………..………… 2-24 2.2.4 Mesin Rajut……….……….. 2-25
BAB 3 METODOLOGI PENELITIAN
3.1 Objek Peelitian………... 3-1 3.2 Tahapan Penelitian...……… 3-2 3.3 Penjelasan Flowchart………...……… 3-3
BAB 4 PENGUMPULAN DATA
4.1 Pengumpulan Data Sistem Tinjauan... 4-1 4.1.1 Sejarah PT”Z’...……….. 4-1 4.1.2 Deskripsi Pekerjaan...………. 4-1 4.1.3 Kegiatan Usaha Perusahaaan...……….. 4-6 4.1.4 Departemen Rajut PT”Z”...……… ……… 4-7 4.1.4.1 Deskripsi Kerja dan Struktur Organisasi Dep. Rajut 4-7 4.1.4.2 Jenis Kain Rajut...……… ……… 4-12 4.1.4.3 Proses Produksi...……… 4-14 4.1.4.4 Jenis Mesin Rajut...………. 4-15 4.1.4.5 Metode Inspeksi...……….. 4-16 4.1.5 Jenis Cacat...……….. 4-18 4.1.2 Data Cacat...……….. 4-23
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.2 Meassurement... ………... 5-2 5.2.1 Stratifikasi...……… 5-2 5.2.2 Diagram Pareto...……….. 5-4 5.2.3 Peta Kendali u...……….. 5-5
5.3 Analysis………..……….. 5-14
5.3.1 Analisis Cause and Effect Diagram…………..………. 5-14 5.3.2 Fault Tree Analysis (FTA)………. 5-29 5.3.3 Failure Mode Effect Analysis...………. 5-32 5.4 Improvement... 5-38 5.4.1 Pembuatan Usulan Perbaikan...……… …... 5-39
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan………. 6-1
6.2 Saran……… 6-2
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 1.1 Data Persentase Produk Cacat………..………. 1-2 Tabel 2.1 Simbol OPC... 2-6 Tabel 2.2 Tabel Simbol Gerbang FTA... 2-14 Tabel 2.3 Tabel Simbol Kejadian FTA... 2-14
Tabel 2.4 Tabel 5W1H……….…… 2-19
Tabel 4.1 Elemen-elemen Proses Pembuatan Kain Rajut………. 4-13 Tabel 4.2 Data Cacat per Hari...………..………. 4-23 Tabel 5.1 Jenis Cacat Berdasarkan Spesifikasi Konsumen………. 5-2 Tabel 5.2 Tabel Diagram Pareto...………..………. 5-4 Tabel 5.3 Perhitungan Data Cacat Proses Rajut Kain Grey………. 5-6 Tabel 5.4 Persentase Cacat pada Proses Rajut PT’Z’...………. 5-9 Tabel 5.5 Perhitungan Data Cacat Proses Rajut Kain Gray Setelah
DAFTAR GAMBAR
DAFTAR LAMPIRAN
1-1
BAB 1
PENDAHULUAN
1.1Latar Belakang Masalah
Dunia industri tekstil kini dihadapkan pada persaingan yang ketat. Sehingga perusahaan tekstil dituntut untuk membuat kain yang berkualitas karena kualitas telah menjadi faktor kunci keberhasilan suatu perusahaan. Industri-industri yang masih menganggap kualitas sebagai permasalahan di lantai produksi akan mengalami kesulitan untuk mempertahankan kelangsungan industrinya tersebut.
Sebagai strategi, kualitas akan memberikan keunggulan kompetitif yang membedakan sebuah perusahaan dengan perusahaan lainya. Keunggulan kompetitif yang berkelanjutan memungkinkan perusahaan untuk unggul di pasar meskipun terjadi perubahan-perubahan atau tindakan-tindakan baru oleh pesaing.
Kualitas bukanlah suatu konsep baru bagi industri manufaktur. Sistem kualitas merupakan kumpulan dari berbagai rencana, kegiatan, dan strategi yang disiapkan untuk menjamin produk, proses, atau jasa dapat memenuhi kebutuhan konsumen.
Bab 1 Pendahuluan 1-2
Laporan Tugas Akhir Universitas Kristen Maranatha pada bulan Februari 2011 sampai dengan Maret 2011. kain yang berGrade -A2, C juga BS ini memiliki harga jual yang rendah sehingga sangat merugikan bagi perusahaan. dengan alasan demikian maka cacat yang terjadi perusahaan harus diatasi penyebabnya dimana berasal dari proses produksi yang dilakukan. Perusahaan menginginkan cacat dapat berkurang sampai dengan 1% produk yang memiliki kualitas lokal.
Untuk membantu perusahaan dalam menyelesaikan permasalahan yang terjadi, maka penulis melakukan penelitian Tugas Akhir dengan judul "PENERAPAN METODE DMAIC DALAM PERBAIKAN KUALITAS KAIN GRAY DI PT 'Z'”.
1.2 Identifikasi masalah
Melalui pengamatan yang telah dilakukan, terdapat beberapa permasalahan yang terjadi di perusahaan, terutama permasalahan yang terjadi di bagian produksi, seperti banyaknya jumlah produk yang berkualitas lokal . seperti terlihat pada tabel dibawah ini:
Tabel 1.1
Data Persentase Produk
(Sumber : Data Perusahaan Februari – Mei 2011)
Setelah diidentifikasi cacat yang terjadi yang mengakibatkan tingginya produk berkualitas lokal diperusahaan adalah sebagai berikut:
1. Belang Benang
Grade A1 Grade A2 Grade C BS Grade A1 Grade A2 Grade C BS
Februari 2011 2484 2320 121 43 0 93.40% 4.87% 1.73% 0.00%
Maret 2011 6864 6430 345 88 1 93.68% 5.03% 1.28% 0.01%
April 2011 6853 6447 317 88 1 94.08% 4.626% 1.284% 0.015%
Mei 2011 3779 3564 186 29 0 94.31% 4.92% 0.77% 0.00%
4.84% 1.43% 0.01% 6.28%
Bulan produksi(rol) Kain (rol) Presentase
Bab 1 Pendahuluan 1-3
Laporan Tugas Akhir Universitas Kristen Maranatha 7. Kotor
8. Sambungan benang
Cacat pada kain seperti yang dijelaskan diatas merupakan cacat yang terjadi, cacat tersebut akan mengakibatkan kerugian pada perusahaan, sehingga perusahaan harus menanggulanginya.
1.3 Pembatasan Masalah
Pembatasan masalah dilakukan untuk membatasi pembahasan yang dilakukan pada penelitian sehingga tidak keluar dari tujuan yang direncanakan, adapun pembatasan masalah yang dilakukan adalah sebagai berikut :
1. Penelitian dilakukan terhadap jenis kain gray
2. Penelitian tidak dilakukan pada hal-hal yang berkaitan dengan modal perusahaan
3. Biaya produksi perusahaan tidak diamati
4. Penggunaan DMAIC dalam proses perbaikan kualitas meliputi langkah-langkah Define, Measurement, Analysis,dan Improvement. Tahap control tidak diteliti karena keterbatasan waktu dikarenakan tahap control membutuhkan waktu yang cukup panjang untuk melihat perkembangan improvement yang dibuat, apakah terjadi perbaikan atau tidak.
1.4Perumusan Masalah
Ada banyak jenis cacat pada kain tekstil, penelitian ini merupakan usaha untuk memperbaiki kualitas dengan menggunakan metode DMAIC. Adapun permasalahan yang akan muncul pada penelitian lebih lanjut adalah :
1. Faktor apa saja yang menyebabkan terjadinya cacat?
Bab 1 Pendahuluan 1-4
Laporan Tugas Akhir Universitas Kristen Maranatha 1.5Tujuan Penelitian
Adapun yang menjadi tujuan penelitian antara lain:
1. Mencari faktor penyebab cacat produk pada kain gray dengan menggunakan metode DMAIC
2. Meningkatkan kualitas produk sehingga meningkatkan persentase kain berkualitas ekspor dan memberikan usulan perbaikan dengan penerapan metode DMAIC
1.6 Manfaat Penelitian
Manfaat yang didapat dari penelitian ini adalah : 1. Perusahaan
Dapat membantu perusahaan dalam menemukan usulan yang tepat juga dapat meningkatkan kualitas barang yang diproduksi dengan menggunakan metode DMAIC.
2. Penulis
Dapat menerapkan teori yang sudah dipelajari, juga dapat mengerti secara langsung bagaimana metode DMAIC diterapkan pada dunia nyata.
3. Pembaca
Menjadi tambahan ilmu juga pengetahuan untuk pembaca.
1.7Sistematika Penulisan
Penulisan laporan tugas akhir ini terdiri atas enam bab dengan sistematika penulisan sebagai berikut :
Bab 1 : Pendahuluan
Bab 1 Pendahuluan 1-5
Laporan Tugas Akhir Universitas Kristen Maranatha masalah yang akan menjelaskan tujuan dari penelitian yang akan dilakukan, dan juga manfaat dari penelitian yang dilakukan .
Bab 2 : Landasan Teori
Bab ini berisi landasan teori yang berhubungan dengan pelaksanaan penelitian. Dasar teori yang berisikan prinsip-prinsip dasar metode DMAIC. Teori yang dijabarkan meliputi pengetahuan mengenai kualitas, proses pengendalian kualitas, dan dasar statistika yang dipergunakan dalam menyelesaikan permasalahan. Landasan teori ini dapat menjadi dasar dan acuan untuk membentuk kerangka berpikir yang akan dipergunakan dalam pelaksanaan penelitian dan sebagai pembanding hasil akhir yang diperoleh dari penelitian.
Bab 3 : Metodologi Penelitian
Bab ini berisi cara-cara sistematika yang dipakai untuk menyelesaikan masalah yang muncul selama penelitian dilakukan. Metode pemecahan masalah disusun berdasarkan kondisi yang ada diperusahaan sesuai dengan landasan berpikir metode DMAIC. Langkah-langkah penelitian juga menggambarkan kerangka berpikir dalam melakukan penelitian. Bab ini merupakan suatu jembatan yang menghubungkan Bab 2 yang berisikan dasar teori dengan Bab 4 yang merupakan pelaksanaan penelitian.
Bab 4 : Pengumpulan Data
Bab ini berisi tentang data umum perusahaan dan data-data yang dibutuhkan yang berhubungan penelitian.
Bab 5 Pengolahan Data dan Analisis
Bab 1 Pendahuluan 1-6
Laporan Tugas Akhir Universitas Kristen Maranatha Analysis), FMEA (Failure Mode Effect Analysis) yang kemudian akan dianalisis yang hasilnya akan dibuat usulan untuk perusahaan dalam perbaikan kualitas.
Bab 6 Kesimpulan dan Saran
6-1
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Kesimpulan yang dapat diambil dari penelitian yang telah dilakukan sesuai dengan perumusan masalah adalah sebagai berikut:
1. Faktor yang menyebabkan terjasinya cacat pada kain gray dapat dilihat pada FTA dimana dapat dilihat beberapa alasan yang juga menjadi penyebab kegagalan pada tabel 6.1.
Tabel 6.1
Penyebab Kegagalan Potensial untuk Semua Jenis Cacat
2. Cara mengatasi permasalahan kualitas yang dapat meningkatkan kualitas kain gray adalahusulan perbaikan yang telah dirundingkan juga telah disepakati oleh Kepala Bagian Departemen Rajut , dapat
7 Kondisi lilitan pada MPF tidk sama/seragam 8 Setting Tension cam tidak tepat
9 Kotoran pada feeder atau benang
10 Operator kurng teliti saat menyiapkan benang 11 Cleaner tidak bekerja optimal/rusak
12 Setting Spindle spandex tidak tepat 13 Jumlah oli terlalu banyak
Bab 6 Kesimpulan dan Saran 6-2 perbaikan dengan semaksimal mungkin, juga melakukan standarisasi untuk setiap proses penyetingan sehingga operator lebih mudah dalam melakukan proses produksi. Dan melakukan perbaikan bertahap sehingga dapat meningkatkan kualitas produk.
Saran Untuk Penelitian Selanjutnaya
DAFTAR PUSTAKA
1. Besterfield, EH.;”Quality Control”, Second Edition, Prentice-Hall, Inc., United States of America, 1994.
2. Djamhir, Okim, “Mesin Rajut Bundar”, Institut Teknologi Tekstil Bandung.
3. Djamhir, Okim, “Teknologi Perajutan”, Institut Teknologi Tekstil Bandung.
4. Gasperz, Vincent; “Pedoman Implementasi Program Six Sigma Terintegrasi dengan ISO 9001:2000, MBNQ, dan HACCP”, PT.Gramedia Pustaka Utama, Jakarta, 2002.
5. Grant, Eugent L. and Richad S. Leavenworth;”Statistical Quality Control”, Fifth Edition, Mc Graw-Hill Book Company, New york, 1981.
6. Hartanto, N Sugiarto dan Shigeru Watanabe,”Teknologi Tekstil”PT. Pradnya Paramita, Jakarta, 1980.
7. Heizer, Jay and Barry Render,”Operation Management”, Eight Edition, Pearson Education, Inc.,Upper Saddle River, New Jersey, 2006.
8. Miranda dan Widjaja Tunggal, Amin; “ Six Sigma : gambaran Umum, Penerapan Proses dan Metode-Metode yang Digunakan Untuk Perbaikan”, Harvarindo, Jakarta, 2002.
9. Nasution, M.N.; “Manajemen Mutu Terpadu”, Ghalia Indonesia, Jakarta,
2001.
10. Pande,S Peter dan Robert, “The Six Sigma Way”, Mc Graw-Hill, New York, 2000.
12.Schach, Wolfgang., Chandrasekhar Iyer dan Bernd Mammel, Circular Knitting, Meisenbach Bamberg, Germany, 1991