BAB IV
PELAKSANAAN DAN PEMBAHASAN 4.1 HASIL KEMASAN
Packaging (kemasan) adalah teknik industri dan pemasaran yang digunakan untuk melindungi ,mengidentifikasi dan menyegel produk konsumen yang didistribusikan ,kemasan yang baik adalah kemasan yang bisa melindungi isi produk tersebut terhadap cuaca dan proses alam lainnya.Kemasan juga digunakan sebagai wadah agar barang mudah dibawa,tetapi juga hasrus bisa berkomunikasi agar menerangkan dan merefleksikan produk ,citra, brand atau merk yang merupakan bagian yang tidak terpisahkan dari promosi dan pemasaran ,tentunya dengan pertimbangan mudah untuk dikenali ,dilihat ,dipahami dan diingat.
Selain itu design suatu kemasan sangatlah penting untuk menarik minat konsumen dan mempengaruhi tindakan konsumen baik secara sadar maupun tidak disadari.Selain itu design suatu kemasan yang optimal mampu memberikan impresi spontan dan langsung atas tindakan konsumen ditempat penjualan.
Untuk mengedepankan citra produk Indofood ,yang mampu memberikan suasana yang ceria,fun dan semangat dimana saja ,kapan saja ,dan dalam segala aktivitas ,maka dalam mendesain kemasan tersebut ,untuk dapat mengutamakan tampilan kesan fun/ceria tersebut dengan menggunakan warna-warna yang cerah dan elemen grafis yang seolah-olah memberikan luapan /ledakan kegembiraan.
Kemasan memiliki daya tarik ,daya tarik visual dan daya tarik fisik. Daya tarik visual
Mengarah pada penampilan kemasan produk yang mencangkup berbagai unsur grafis,antara lain warna,ilustrasi,teks dan layout.
Daya tarik praktis
Hal ini merupakan efektifitas dan efesiensi suatu kemasan yang ditujukan kepada konsumen ,distributor,meliputi penyimpanan dan pemajangan.
Bahwa sesungguhnya estetika melalui kemasan dan logo ,warna,tampilan iklan,bentuk produk atau tampilan interior outlet ,dapat menjadi kunci keunggulan pesaing bagi merk.Untuk memperoleh keunggulan tersebut maka PT Indofood CBP Sukses Makmur Tbk lebih mengutamakan tampilan eksteriornya dengan tampilan kesan dan menggunakan warna warna yang cerah.
4.2 PENGOLAHAN DATA
Dari pengumpulan data kita dapat lihat perkembangan kualitas dan kuantitas suatu produk produk etiket kemasan plastik ,serta operator produksi memiliki kesadaran setiap individunya bertanggung jawab terhadap produk kemasan plastik dengan mensortir dengan menggunakan lampu stroboskop untuk mendeteksi masalah-masalah dari divisi printing seperti miss register dan baret printing,
Penyebab kesalahan pada pembuatan kemasan plastik dapat dilihat dari
Pertama pada mesin slitting faktor terbesarnya,misalnya seperti Roll press kotor,silet blade tumpul.
Kedua pada faktor manusia itu sendiri, misalnya pada saat mengontrol sensor automatic kurang pass plugnya sehingga kemasan plastik ciut gambarnya kepotong.
Ketiga material pada saat berproduksi terjadi downtime menunggu material seperti papercore untuk menggulung plastik kemasan dan ketika menunggu pallet plastik.
Metode penatapan SOP (standar operating prosedur) yang jelas dan sangsi yang tegas bagi yang tidak menjalankan atau melaksanakan.Masih adanya karyawan
divisi slitting yang tidak menjalankan SOP sesuai prosedur seperti memakai cincin pada saat jam kerja ,menggunakan cutter tanpa gagang ,tidak menggunakan hairnet.
4.3 PENINGKATAN KEMAMPUAN PRODUKSI
Metodenya dengan pembuatan data check sheet terhadap perawatan mesin dari mulai printing sampai mesin slitting dan sangsi yang tegas bagi divisi maintenance yang tidak menjalankannya.
Dapat menggunakan dua metode :
yaitu metode aktif dan metode non-delay. Jadwal aktif adalah jadwal yang tidak dapat dipindahkan lebih awal tanpa menunda operasi lain. Jadwal non-delay adalah jadwal aktif dimana tidak ada mesin yang dibiarkan menganggur jika pada saat yang sama dapat memulai operasi tertentu. Oleh karena itu metode non-delay dipilih agar tidak ada mesin yang menganggur sehingga dapat meningkatkan produktivitas produksi produksi. Metode non-delay dipilih agar tidak ada mesin yang menganggur. jadwal aktif dimana tidak ada mesin yang dibiarkan menganggur jika pada saat yang sama dapat Alasannya; Di PT Indofood Cbp Sukses makmur Tbk terdapat divisi maintenance tersendiri yang dilakukan secara 24 jam standby serta memiliki jadwal 3 shif :
Shift 1 08.00-15.00 Shift 2 15.00-23.00 Shift 3 23.00-08.00
pihak orang teknik melakukan perawatan mesin secara rutin dan sifatnya berkala terus menerus untuk melakukan perawatan terhadap mesin slitting.
4.4 ANALISA DATA MESIN SLITTING
Dari pengolahan data terjelaskan bahwa faktor terbesar penyebab kerusakan produk etiket kemasan plastik berasal dari mesin slitting ,tetapi tidak dapat seluruhnya disebabkan oleh mesin slitting ,karena mesin sendiri dipengaruhi oleh operator sebagai pemakai dan maintenance sebagai perawatt mesin.Ternyata dari observasi di pabrik PT Indofood CBP Sukses Makmur Tbk dan pengolahan data ,unit maintenance kurang menjalankan tugas dan tanggung jawab secara benar,diantaranya unit
maintenance tidak melakukan perawatan mesin secara berkala,sehingga hasil produksi tidak bagus kualitas dan kuantitasnya.
Dengan pemberian jadwal perawatan yang berkala,serta menjalankan SOP secara benar ,pimpinan managemen harus juga mengontrol jalannya penerapan ISO diperusahaan ,pengawasan ini dilakukan disetiap unit kerja,sehingga hal-hal yang menyebabkan tingginya produk etiket kemasan rusak dapat segera diatasi dan pula tegas dalam pengambilan keputusan dengan berpedoman dengan maklumat mutu.
PT.Indofood CBP Sukses Makmur Tbk akan mengeluarkan banyak biaya untuk melakukan perbaikan SDM(sumber daya manusia) ,dimana hal yang sangat berperan dalam berproduksi yaitu Operator produksi sebagai SDM(sumber daya manusia),unit maintenance juga memerlukan SDM yang berkualitas,untuk maintenance juga memerlukan SDM yang berkualitas ,untuk melakukan perbaikan terhadap mesin dan tanggung jawab terhadap perawatan mesin ,diperlukan biaya lebih setidaknya untuk memacu kinerja mesin yang maksimal dalam berproduksi diberikan perbaikan mesin serta diberikan training pula kepada operator produksi supaya dapat mengatasi apabila kerusakan ringan pada mesin produksi seperti plug lepas ,dan tombol –tombol mesin kendor karena sering ditekan.
Ruang lingkup di pabrik yang dilakukan pada saat praktek kerja adalah Pembuatan Etiket Kemasan Makanan dan Minuman di PT Indofood CBP Sukses Makmur Tbk .Pada proses ini produksi kemasan memiliki beberapa tahapan cara pembuatan etiket kemasan makanan dan minuman tersebut.Cara yang dilakukan satu persatu dengan menggunakan mesin slitting ,pengamatan dilakukan pada setiap order kemasan sedang berlangsung serta dilakukan dengan extra hati-hati dan penuh ketelitian.
Urutan proses pembuatan etiket kemasan plastik makanan dan minuman di PT Indofood CBP Sukses Makmur Tbk
1. Printing 2. Laminating 3. Drying
4. Slitting 5. Packaging
4.5 PROSES PRINTING
Pertama kali yang dilakukan dalam pembuatan etiket kemasan makanan dan minuman ,proses printing ini merupakan proses pencetakan gambar design dengan cat pada plastik bening polos PET (Poly Ester ),Proses printing ini berjalan dengan sangat cepat dan harus diamati dengan stroboscop secara terus menerus agar mempermudah dalam mensortir film kemasan apabila terjadi baret printing dan juga miss print.
Gambar 4.1 Stroboscop
Mesin printing merupakan tahapan awal pada proses pemilihan design oleh customer ,atau bisa juga customer sudah memiliki design yang diinginkan sehingga pihak pabrik Indofood akan membuat silindernya saja .Pembuatan silinder pada awalnya dibuat oleh pihak pabrik tetapi terjadi perubahan disebabkan tingkat polusi yang tinggi sehingga PT Indofood memesan silinder tersebut pada perusahaan lain. Proses
pencetakan film etiket ini harus diperiksa dan diawasi setiap saat ,pada saaat mesin sedang berproduksi.
4.6 PROSES LAMINATING
Laminating merupakan suatu proses dimana pelapisan film etiket setelah printing lapisi dengan alumunium foil,bentuknya seperti alumunium berupa film tipis alumunium. Pelapisan ini berfungsi untuk menjaga produk makanan dan minuman yang akan dikemas oleh customer PT Indofood supaya tidak rusak isi makanan tersebut.
4.7 DRYING LAMINATING
Proses Dry Laminasi merupakan proses pengeringan film kemasan plastik,mengeringkan adhesive yang dimasukan pada proses laminating. Lapisan alumunium foil dengan menggunakan sejenis plastik bening LDPE (Low Density Polyethelen) pelapisan menggunakan LDPE ini berfungsi menjaga kondisi produk yang akan dimasukan oleh customer agar tidak mudah rusak dan terkontaminasi dengan alumunium foil.
Proses slitting yang bermanfaat juga untuk melakukan sortir produk jadi.Pemeriksa pada proses peneringan ini dilakukan selama proses berjalan dengan bantuan strobe untuk melihat hasil kemasan plastik tersebut.
Bila ada problem pada kemasan plastik tersebut maka akan diberi tanda ,baik sambungan maupun kerut dan juga baret printing.
Gambar 4.2 WIP jumbo roll dan cara penandaan dengan kertas
4.8 PROSES SLITTING
Proses slitting merupakan suatu proses packaging terakhir yang dilakukan yaitu proses pembuatan etuiket kemasan plastik yang siap untuk dikirim ke customer. Pemotongan –pemotongan pada bahan jadi yang dilakukan secara terpisah .Tingkat kebersihan dan kesterilan harus dijaga dan diutamakan
4.9.1 Urutan Proses slitting
Customer Sales Design film Cylinder making Proof print
Printing Laminating Slitting Finish Ware house Delivery
4.9.2 Proses Kerja Mesin Slitting
Hal pertama yang dilkakukan adalah bahan jumbo roll (WIP) yang akan dipotong terlebih dahulu dinaikan ke mesin slitting bagian unwinder,kemudian unwinder akan berputar menuju silinder-silinder roll.
Gambar 4.3 Jumbo roll
Pada saat jumbo roll berputar kearah roll slitting,pisau yang telah diatur dengan statis akan memotong jumbo roll secara otomatis sesuai dengan ukuran yang telah ditentukan oleh operator,kemudian hasil potongan dengan sendirinya akan menuju ke bagian rewinderr .
4.9.3 Mesin-mesin slitting di PT.Indofood
Mesin OSG intermec Mesin Toshin
Mesin Schiavi Mesin Tide
Setiap mesin slitting beroperasi pada prinsipnya memotong jumbo roll (WIP) menjadi ukuran tertentu sesuai dengan pesanan costomer
Setelah proses slitting proses slitting dilakukan semua hasilnya prosesnya akan diperiksa dibagian depan rewinderr roll.yang bermanfaat untuk mengontrol film kemasan selama proses pembuatan etiket kemasan plastik .
4.9.4 Komponen Pada Mesin Slitting Osg Intermec
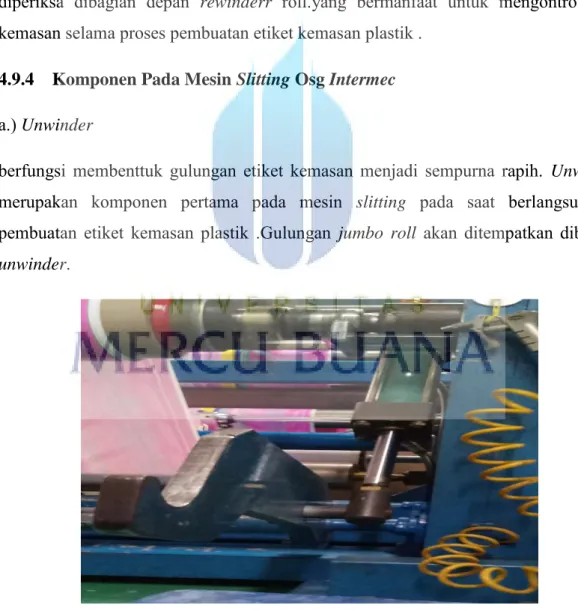
a.) Unwinder
berfungsi membenttuk gulungan etiket kemasan menjadi sempurna rapih. Unwinder merupakan komponen pertama pada mesin slitting pada saat berlangsungnya pembuatan etiket kemasan plastik .Gulungan jumbo roll akan ditempatkan dibagian unwinder.
b.) Rewinderr
adalah komponen terakhir dalam proses mesin slitting dimnana hasil dari pembuatan etiket kemasan akan tergulung rapih sesuai dengan pesanan customer dibagian rewinderr ini.
Gambar 4.5 Rewinderr c.) Pisau Blade
Berfungsi untuk memotong film kemasan secara otomatis ketika film sedang menuju ke bagian rewinderr.
a.) Roll press
Suatu alat tambahan yang digunakan pada mesin slitting yang berguna untuk memberikan tekanan terhadap gulungan etiket kemasan plastik yang telah seselesai diproses.
Gambar 4.7 Roll press
Pada mesin slitting sangatlah berguna di karena apabila tanpa adanya Roll press ini gulungan yang dihasilkan oleh slitting proses akan mengalami kendor pada gulungan etiket kemas .Roll press ini secara otomatis dapat memberikan beban berat skitar 4 kg supaya etiket kemasan plastik lebih padat kerapatannya dan tidak kendor.
Gambar 4.8 Hasil Proses Roll
b.) Tension Controler
Tension controller merupakan komponen atau pun alat yang berfungsi untuk mengatur tekanan baik tekanan pada jumbo roll pada unwinder maupun rewinderr selain ituh juga dapat mengatur semua kerja mesin slitting baik dari Speed,Presure,Roll.
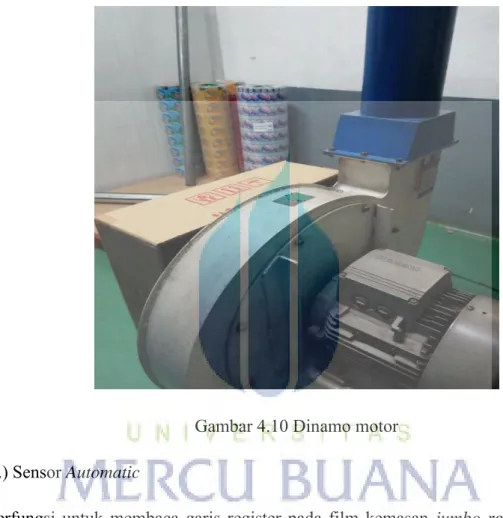
c.) Dinamo Motor
Merupakan bagian inti dari mesin slitting osg intermec karena semua mesin dapat beroperasi atau bergerak dengan rotor.Rotor ini berfungsi sebagai untuk menggerakan silinder pada Unwinder yang bertujuan untuk menggulung dari hasil potongan ,rotor ini juga mampu mengatur high/low speed dimana kecepatan dari rotor ini.
Gambar 4.10 Dinamo motor G.) Sensor Automatic
Berfungsi untuk membaca garis register pada film kemasan jumbo roll pada bagian unwinder,supaya pada saat berlangsungnya proses produksi gulungan berjalan lancar dan rapih.Yang penting diperhatikan bagi operator adalah kabel plug pada sensor auto harus selalu dalam kondisi kencang.karena getaran mesin cukup tinggi. Lepasnya kabel plug menyebabkan sensor off sehingga sensor tidak bekerja, akibatnya alur kerja kemasan plastik menjadi tidak stabil/goyang. Alhasil etiket kemasannya menjadi ciut gambarnya tidak dengan ukuran pesanan customer .
Gambar 4.11 Sensor Automatik H.) Shaft Rewinderr
Berfungsi untuk menggulung etiket kemasan plastik dari arah gulungan jumbo roll yang berada di unwinder.Jika beban gulungan etiket overload bisa menyebabkan ass rewinderr patah.Untuk menghindarinya, maka batas ketebalan gulungan harus sesuai standar .
I.) Pheneumatik
Berfungsi untuk menopang beban berat dari ass rewinderr,
Gambar 4.13 Pneumatik J.) Trimed
Trimed adalah sisa hasil pembuatan kemasan plastik yang kemudian disedot oleh fun blower.
k.) Blower
berfungsi untuk menyedot sisa dari hasil pembuatan etiket kemasan .
Gambar 4.15 Blower L.) Stroboskop
Berfungsi untuk mensortir pada film kemasan plastik jika ada problem printing seperti baret,miss print maupun problem laminasi kerut ,lengket.