BAB 4
ANALISIS TEKNIK
4.1 Pendahuluan
Analisis teknik ini merupakan bagian dari langkah RE yang ketiga, yaitu pemodelan dan analisis teknik. Setelah pemodelan selesai dilakukan, selanjutnya komponen-komponen tersebut perlu dianalisis baik dari segi materialnya, kekuatannya, maupun toleransi dimensinya. Hal ini dimaksudkan agar hasil rancangan RE yang telah dimodelkan akan bekerja sesuai harapan.
Di samping itu, perlu juga dirancang proses pembuatannya. Hal ini berkaitan dengan pembuatan prototype untuk pengujian hasil RE. Namun karena penulis membatasi hanya pada bagian perancangan RE, maka proses pembuatan komponen hanya dibahas secara ringkas, yaitu hanya sebagai saran-saran saja.
Selanjutnya kegiatan RE dilanjutkan dengan pengujian dan evaluasi. Ada beberapa tahap dalam pelaksanaan pengujian ini, seperti penentuan prosedur pengujian, pelaksanaan pengujian, evaluasi hasil pengujian, dan pembuatan proposal pengembangan atau peningkatan produk (improvement). Namun penulis hanya membatasi pada pembuatan rencana prosedur dan lembar pengujian (inspeksi) saja.
Tahapan terakhir, yaitu pengembangan dan peningkatan produk tidak dilakukan penulis karena berada di luar batasan masalah. Berikut beberapa penjelasan tentang tahapan lanjutan RE.
4.2 Analisis Material dan Kekuatan 4.2.1 Roda Gigi
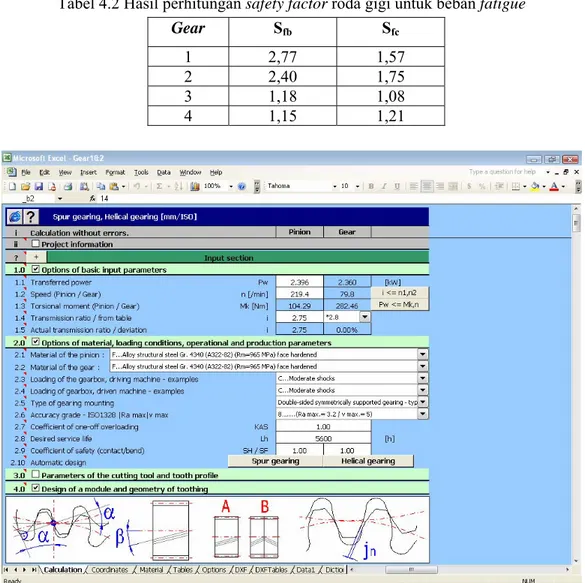
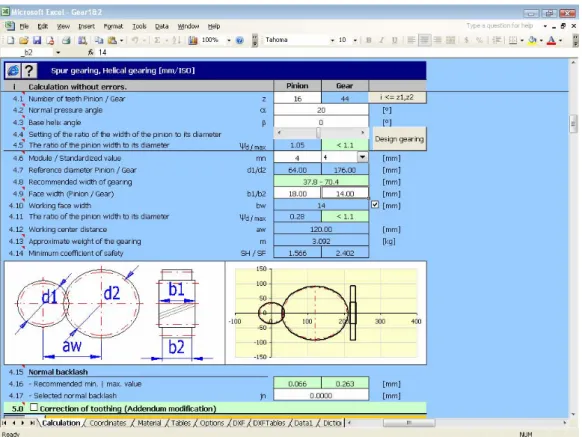
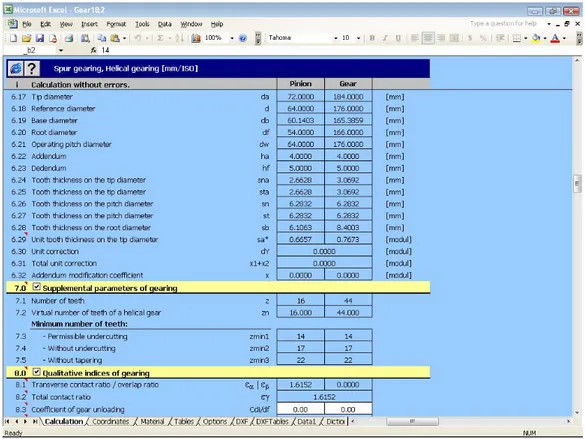
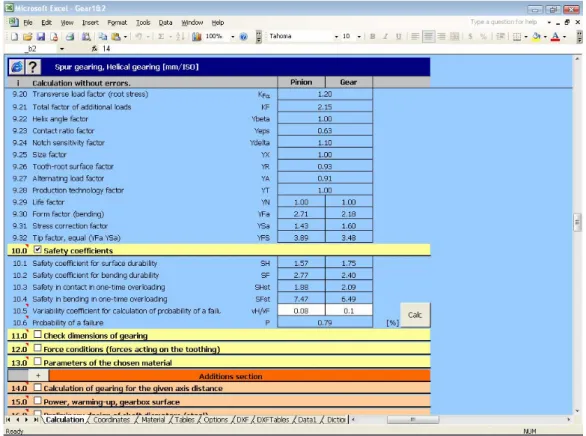
Untuk perhitungan analisis kekuatan dan material roda gigi, digunakan bantuan software komputer MITCalc. Dengan bantuan software ini, perhitungan menjadi lebih cepat dan mudah.
Input yang diperlukan antara lain daya yang diteruskan, kecepatan putar roda gigi, rasio transmisi, material roda gigi pinion dan gear, jenis mesin
penggerak dan jenis beban yang digerakkan, jenis tumpuan, angka kualitas roda gigi yang dipilih, umur yang diinginkan (dalam jam), jumlah roda gigi
pinion, sudut tekan, sudut helix, module roda gigi, lebar gigi, koefisien modifikasi addendum dan pemilihan pahat pemotong bila diperlukan.
Karena dimensi-dimensi roda gigi telah dipilih, maka hasil pilihan tersebut tinggal dimasukkan ke dalam program MITCalc. Yang perlu dihitung adalah daya yang diteruskan serta kecepatan putar untuk masing-masing roda gigi (untuk gear 1, 2, 3, dan 4). Selain itu, perlu juga menghitung umur pakai yang diharapkan, yaitu dipilih 10 tahun dengan asumsi 4 kali panen per tahun. Penggunaan traktor tangan untuk membajak lahan diasumsikan selama 14 hari setiap kali panen dengan pengoperasian rata-rata 10 jam per hari, maka didapat jumlah umur yang diharapkan:
jam 5600 hari jam 10 panen hari 14 tahun panen 4 tahun 10 umur= ⋅ ⋅ ⋅ =
Pertama-tama perlu diketahui daya yang dihasilkan motor bensin sebagai mesin penggerak. Dari data produsen motor bensin diketahui bahwa daya output maksimum adalah 6 kW dengan putaran 2400 rpm. Namun keadaan ini sangat jarang tercapai karena pada pengoperasian traktor tangan, gas tidak pernah dibuka 100%. Maka keadaan yang diambil untuk perhitungan adalah keadaan output continuous maksimum, dimana daya yang dihasilkan sebesar 5,2 kW dengan putaran 2200 rpm. Daya serta kecepatan putar ini langsung diteruskan ke puli_tensioner.
Dari data tersebut, dapat diketahui daya serta kecepatan putar pada puli_input dengan menggunakan rasio reduksi puli (3,677) serta asumsi efisiensi puli (95%). Kemudian perhitungan diteruskan untuk mencari daya dan kecepatan putar pada sproket_pinion dan sproket_gear dengan menggunakan rasio reduksi sproket (2,727) serta asumsi efisiensi sproket (97%).
Selanjutnya perhitungan diteruskan sampai ke roda gigi terakhir (gear 4) dengan cara yang sama, hanya saja daya yang diteruskan dari sproket_gear ke
gear 1 dibagi dua, sebagian diteruskan ke gear 1 sebelah kiri, sebagian lagi
diteruskan ke gear 1 sebelah kanan. Namun untuk roda gigi-roda gigi selanjutnya daya yang diteruskan tetap sama, hanya berkurang akibat adanya asumsi efisiensi (98,5%). Untuk lebih jelasnya, hasil perhitungan dapat dilihat pada Tabel 4.1.
Setelah dilakukan perhitungan dengan MITCalc, hasilnya menunjukkan bahwa desain RE roda gigi cukup aman dipakai. Keempatnya memiliki safety factor
untuk beban fatigue di atas 1. Tabel hasil perhitungan safety factor dapat dilihat pada Tabel 4.2, sedangkan contoh simulasi perhitungan kekuatan untuk gear 1 dan 2 dapat dilihat pada Gambar 4.1. Untuk simulasi perhitungan kekuatan gear 3 dan 4 dapat dilihat pada Lampiran C-1.
Tabel 4.1 Hasil perhitungan daya dan kecepatan putar komponen sistem transmisi Komponen Daya [kW] Kecepatan Putar [rpm]
Puli_Tensioner 5,200 2200 Puli_input 4,940 598,3 Sproket_Pinion 4,940 598,3 Sproket_Gear 4,792 219,4 Gear 1 2,396 219,4 Gear 2 2,360 79,8 Gear 3 2,360 79,8 Gear 4 2,325 29,0
Tabel 4.2 Hasil perhitungan safety factor roda gigi untuk beban fatigue
Gear Sfb Sfc
1 2,77 1,57 2 2,40 1,75 3 1,18 1,08 4 1,15 1,21
Gambar 4.1b Simulasi perhitungan kekuatan roda gigi untuk gear 1 dan 2 (lanjutan)
Gambar 4.1d Simulasi perhitungan kekuatan roda gigi untuk gear 1 dan 2 (lanjutan)
Gambar 4.1f Simulasi perhitungan kekuatan roda gigi untuk gear 1 dan 2 (lanjutan) 4.2.2 Poros
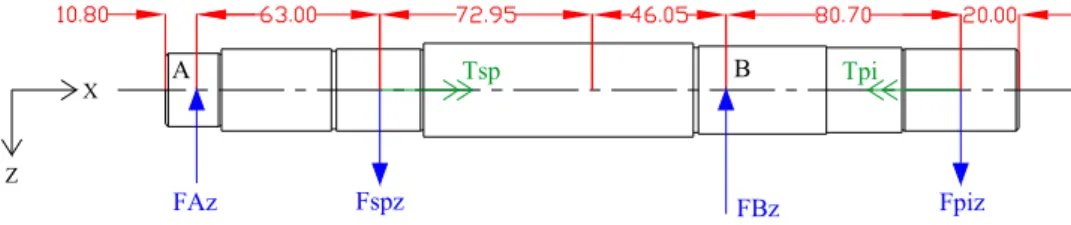
Untuk perhitungan poros hanya dicantumkan contoh perhitungan analisis untuk poros input, sedangkan analisis untuk poros lain dapat dilihat pada Lampiran C-2. Hasil perhitungan gaya-gaya pada poros input menghasilkan DBB pada bidang X-Y seperti yang terlihat pada Gambar 4.2 dan DBB pada bidang X-Z seperti pada Gambar 4.3 berikut.
FAy FBy Ws Wsp Wpi X Y A B W6305 W6306 Tsp Tpi
Tpi Tsp
X A B
Z
FAz Fspz FBz Fpiz
Gambar 4.3 DBB poros input pada bidang X-Z
FA adalah gaya reaksi pada ball bearing 6305, W6305 adalah gaya berat bearing 6305, Wsp adalah gaya berat sproket_pinion, Fspz adalah gaya reaksi
tumpuan dari sproket_pinion pada arah sumbu Z, Ws adalah gaya berat poros input, FB adalah gaya reaksi pada ball bearing 6306, W6306 adalah gaya berat bearing 6306, Wpi adalah gaya berat puli_input, Fpiz adalah gaya reaksi tumpuan
dari puli_input pada arah sumbu Z, Tsp adalah torsi dari sproket_pinion, dan Tpi adalah torsi dari puli_input. Dari perhitungan gaya berat didapat hasil bahwa W6305 = 2,3 N, Wsp = 2 N, Fspz = 4462,98 N, Ws = 15 N, W6306 = 3,5 N, Fpiz = 1037,44 N, dan Wpi = 57,3 N. Sedangkan dari perhitungan torsi didapat Tsp = 78,85 N.m dan Tpi = 78,85 N.m. Semua gaya dan torsi diasumsikan terpusat dan bekerja pada pusat masa di tengah-tengah komponen.
Dengan persamaan kesetimbangan momen pada bidang X-Y didapat:
N 98,1 FBy 0 262,7 57.3 182 FBy 135,95 15 63 2 0 262,7 Wpi 182 FBy 135,95 Ws 63 Wsp 0 ΣMA = = ⋅ − ⋅ + ⋅ − ⋅ − = ⋅ − ⋅ + ⋅ − ⋅ − =
Sedangkan dari persamaan kesetimbangan momen pada bidang X-Z didapat:
N 3042,3 FBz 0 262,7 44 , 1037 182 FBz 63 4462,98 0 262,7 Fpiz 182 FBz 63 Fspz 0 ΣMA = = ⋅ − ⋅ + ⋅ − = ⋅ − ⋅ + ⋅ − =
Selanjutnya, dari persamaan kesetimbangan gaya pada bidang X-Y didapat:
N 18 FAy 0 57.3 94,6 15 2 FAy 0 Wpi FBy Ws Wsp FAy 0 ΣFy = = − + − − − = − + − − − =
Terkahir, dari persamaan kesetimbangan gaya pada bidang X-Z didapat: N 2458,12 FAz 0 3 , 3042 44 , 1037 98 , 4462 FAz 0 Fpiz FBz Fspz FAz 0 ΣFy = = − + − = − + − =
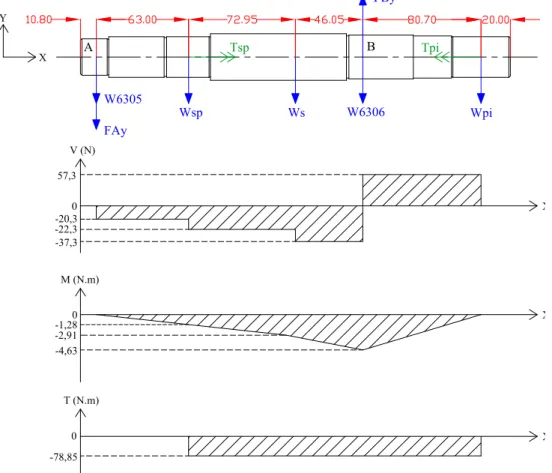
Dari semua persamaan kesetimbangan di atas, dapat dibuat diagram gaya geser, diagram momen bending dan diagram torsi. Gambar diagram-diagram ini dapat dilihat pada Gambar 4.4 dan Gambar 4.5. Selanjutnya perlu dibuat diagram momen magnitude-nya untuk mengetahui daerah kritisnya. Diagram momen
magnitude ini didapat dengan menggunakan persamaan: 2 XZ 2 XY magnitude M M M = +
dengan Mmagnitude adalah momen bending total (magnitude), MXY adalah besar momen bending pada bidang X-Y, sedangkan MXZ adalah besar momen bending pada bidang
X-Z. Maka didapat diagram momen magnitude seperti pada Gambar 4.6.
X V (N) 57,3 -20,3 -22,3 -37,3 0 X M (N.m) -1,28 -2,91 -4,63 0 X T (N.m) -78,85 0 FAy FBy Ws Wsp Wpi Tpi Tsp X Y A B W6305 W6306
X V (N) 2458,12 1037,44 -2004,86 0 X M (N.m) 154,86 8,61 -83,72 0 FAz Fspz FBz Fpiz Tpi Tsp X Z A B
Gambar 4.5 Diagram gaya geser dan momen bending poros input pada bidang X-Z
X M magnitude (N.m) 154,87 83,85 9,09 0 73,8 146,75 192,8 273,5 10,8
Gambar 4.6 Diagram momen bending magnitude poros input
Maka dapat ditentukan bahwa daerah kritis terletak pada posisi x = 73,8 mm dimana momen bending yang terjadi adalah sebesar 154,87 N.m dan torsinya sebesar 78,85 N.m. Namun, perlu juga diperiksa daerah-daerah lainnya terutama pada daerah yang terdapat perubahan diameter atau alur. Daerah-daerah ini memiliki konsentrasi tegangan sehingga dapat menyebabkan kegagalan. Perhitungan pada daerah seperti ini harus menggunakan faktor koreksi seperti
notch sensitivity (q) dan faktor konsentrasi tegangan (kt). Dari tabel notch sensitivity untuk baja[3], nilai q untuk material AISI 4340 (Sut = 965 MPa) adalah
sebesar 0,65. Untuk nilai kt, digunakan tabel kt untuk poros dengan perubahan
diameter dan poros beralur pada beban bending dan torsi[3] berdasarkan nilai r/d dan D/d.
Maka daerah kritis yang perlu diperhatikan pada poros menjadi bertambah, yaitu pada x = 19,3 mm, x = 58,8 mm, x = 88,8, x = 181,6 mm, x = 227,3 mm, dan x = 253,3 mm. Contoh perhitungan dilakukan untuk x = 19,3 mm.
Pada daerah ini terdapat perubahan diameter dari 24 mm (d) menjadi 28 mm (D) dengan jari-jari notch (r) diasumsikan 0,1 mm. Untuk mendapatkan nilai kt, digunakan tabel kt untuk poros dengan perubahan diameter pada beban bending
dan torsi.[3] Untuk nilai D/d (D/d = 28/24) sebesar 1,17 dan nilai r/d (r/d = 0,1/24)
sebesar 0,0042, didapat nilai kt untuk beban bending sebesar 3,28 dan kt untuk
beban torsi sebesar 2,46.
Perhitungan seharusnya dilanjutkan dengan perhitungan diameter minimum poros dengan beban fully-reversed bending dan steady torsion. Namun akan tampak lebih baik bila diubah menjadi perhitungan safety factor, sehingga rumusnya menjadi: 2 1 2 y m fsm 2 f a f 3 f S T k 4 3 S M k 32 π d N ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎣ ⎡ ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ ⋅ ⋅ + ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ ⋅ ⋅ ⋅ =
Dimana Nf adalah safety factor, kf adalah faktor konsentrasi tegangan bending fatigue, kfsm adalah faktor konsentrasi tegangan puntir fatigue, Ma adalah momen
bending yang dialami poros, Tm adalah torsi yang dialami poros, Sf adalah
kekuatan fatigue material poros, dan Sy adalah kekuatan luluh material poros.
Nilai kf dan kfsm didapat dengan menggunakan persamaan:
482 , 2 k ) 1 28 , 3 ( 65 , 0 1 k ) 1 k ( q 1 k f f t f = − ⋅ + = − ⋅ + = 949 , 1 k ) 1 46 , 2 ( 65 , 0 1 k ) 1 k ( q 1 k fsm fsm t fsm = − ⋅ + = − ⋅ + =
Kekuatan fatigue material didapat dengan mengalikan beberapa faktor dengan kekuatan endurance-nya (Se’). Faktor pengali tersebut berupa faktor beban (Cload)
sebesar 1 (untuk beban bending), faktor ukuran (Csize) sebesar 0,855 (untuk
diameter poros antara 8 – 250 mm), faktor permukaan (Csurf) sebesar 0,737 (untuk
manufaktur dengan proses pemesinan), faktor temperatur (Ctemp) sebesar 1 (untuk
temperatur operasi di bawah 450oC), dan faktor ketahanan (Creliab) sebesar 0,753
(untuk ketahanan 99,9%). Kekuatan endurance material sendiri didapat dengan mengalikan setengah kekuatan tariknya, sehingga bila kekuatan tarik AISI 4340
adalah 965 MPa, maka kekuatan endurance-nya adalah 482,5 MPa. Maka kekuatan fatigue material menjadi:
MPa 94 , 228 S 482,5 0,753 1 737 , 0 855 , 0 1 S ' S C C C C C S S f f e reliab temp surf size load e f = ⋅ ⋅ ⋅ ⋅ ⋅ = ⋅ ⋅ ⋅ ⋅ ⋅ = =
Sedangkan kekuatan luluh AISI 4340 adalah sebesar 760 MPa. Maka dapat dihitung besarnya safety factor adalah:
99 , 5 N 760.10 0 949 , 1 4 3 228,94.10 20,89 482 , 2 32 π (0,024) N f 2 1 2 6 2 6 3 f = ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ ⋅ + ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ ⋅ ⋅ ⋅ =
Karena nilai Nf lebih besar dari satu, maka daerah ini aman. Selanjutnya
dilakukan perhitungan yang sama pada daerah kritis lainnya sehingga didapat semua safety factor pada daerah kritis. Kemudian hal yang sama dilakukan untuk poros penumpu lainnya. Hasil nilai safety factor untuk daerah kritis pada poros input serta poros-poros lainnya dapat dilihat pada Tabel 4.3. Sedangkan untuk perhitungannya dapat dilihat pada Lampiran C-2.
Tabel 4.3 Hasil perhitungan safety factor diameter poros penumpu Poros Daerah Kritis (pada x = …mm) Safety Factor
Input 19,3 5,99 Input 58,8 1,93 Input 73,8 3,16 Input 88,8 1,44 Input 181,6 4,03 Input 227,3 2,8 Input 253,3 4,53 Intermediate 1 18,1 1,95 Intermediate 1 77,1 1,02 Intermediate 1 83,1 4,24 Intermediate 1 89,1 1,02 Intermediate 1 148,1 1,95 Intermediate 2 88 1,45 Output 14,4 1,95 Output 112,5 6,31 Output 141,5 5,07 Output 168 4,7 Output 234 2,32 Output 237,5 1,48 Output 251,5 4,17
4.2.3 Bantalan
Ball bearing SKF tipe 6305, 6306, dan 6308 dipilih karena merupakan bearing explorer dari SKF yang memiliki kelebihan pada kekuatan material serta
bentuk geometrinya yang lebih baik. Ketiganya memiliki batas kecepatan putar yang disarankan di atas 10000 rpm. Pada aplikasi gearbox rancangan RE, kecepatan putar maksimum hanya 2400 rpm, maka ketiganya dapat digunakan.
Namun untuk memastikan, perlu dihitung juga umur fatigue dari bearing yang kita pilih. Untuk menghitung umur fatigue ini kita perlu menentukan beban yang diterima oleh bearing.
Contoh perhitungan adalah untuk bearing 6305 pada poros intermediate 1 karena terkena beban radial dan beban aksial (dari pegas helix tekan). Bearing ini mengalami gaya radial sebesar 4606,66, N dan gaya aksial sebesar 71,17 N. Untuk perhitungan umur, diperlukan perhitungan beberapa faktor seperti faktor perbandingan gaya aksial (Fa) dengan basic static load rating (Co), perbandingan
gaya aksial (Fa) dan gaya radial (Fr), faktor rotasi (V), faktor gaya radial (X), dan
faktor gaya aksial (Y).
Faktor perbandingan Fa dengan Co dapat langsung dihitung karena
spesifikasi dari SKF telah memberikan nilai Co, yaitu untuk 6305 sebesar 11,6 kN.
Maka faktor perbandingan ini adalah sebesar: 0061 , 0 11600 71,17 C F o a = =
Untuk menghitung nilai X dan Y perlu dihitung terlebih dahulu nilai perbandingan Fa dengan Fr yang telah menyertakan faktor rotasi (V) pada Fr. Nilai
perbandingan ini dibandingkan dengan nilai eksentrisitas (e) bearing untuk mendapatkan nilai X dan Y. Nilai V didapat dari tabel standar SKF (Lampiran A-8), yaitu sebesar 1 untuk cincin dalam bearing yang berputar (bukan cincin luar yang berputar). Nilai e bergantung pada nilai perbandingan Fa dengan Co, dan didapat
juga dari tabel standar SKF. Untuk nilai Fa/Co = 0,0061, didapat nilai e sebesar
0,17 (dengan ekstrapolasi). Nilai perbandingan Fa dengan Fr adalah:
0154 , 0 4606,66 1 71,17 F V F r a = ⋅ = ⋅
Nilai perbandingan tersebut lebih kecil dibandingkan nilai e, sehingga dipakai nilai X dan Y rekomendasi standar SKF, yaitu X sebesar 1 serta Y sebesar 0. Selanjutnya dihitung besarnya beban ekivalen dengan persamaan:
N 4606,66 P 71,17 0 66 , 4606 1 1 P F Y F V X P r a = ⋅ + ⋅ ⋅ = ⋅ + ⋅ ⋅ =
Langkah terakhir adalah menghitung umur putaran ball bearing (dalam satuan juta putaran), yaitu dengan menggunakan persamaan:
3 P C L ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ =
dengan nilai C didapat langsung dari spesifikasi produsen. Untuk bearing 6305, nilai C adalah sebesar 23,4 kN. Maka umur putaran (dalam satuan juta putaran) adalah sebesar: putaran juta 10 . 0657 , 131 4606,66 23400 L 6 3 = ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ =
Umur putaran bearing ini kemudian dikonversi ke jumlah umur tahun pakai. Untuk itu, jumlah putaran harus dibagi dengan kecepatan putar (dalam rad/menit), kemudian dibagi dengan jumlah menit operasi per tahun. Bila kecepatan putar 291,4 rpm dan setahun diasumsikan traktor beoperasi selama 560 jam atau 33600 menit, maka umur tahun pakai bearing menjadi:
tahun 829 , 2 33600 ) 2 4 , 219 ( 0 131,0657.1 operasi menit n L Ltahun 6 = ⋅ ⋅ ⋅ = ⋅ = π
Untuk perhitungan bearing lainnya, dapat dilihat pada Lampiran C-3, sedangkan hasil perhitungannya dapat dilihat pada Tabel 4.4.
Tabel 4.4 Hasil perhitungan jumlah umur tahun pakai ball bearing
Ball Bearing Pada Poros Fa [N] Fr [N]
Umur Tahun Pakai [Tahun] 6305 Input 0 2458,18 6,829 6306 Input 0 3043,88 7,28 6306 Intermediate 2 0 12240,9 0,84 6308 Output 0 2986,68 > 100 6308 Output 0 12199,81 6,8
Untuk semua ball bearing yang dipilih, umurnya cukup memuaskan, kecuali bearing 6305 pada poros intermediate 1 dan bearing 6306 pada poros
intermediate 2 tidak memuaskan, namun pada kenyataannya kedua bearing ini
tidak ikut berputar karena poros yang ditumpunya hanya berperan sebagai as. Maka umurnya diyakini cukup memuaskan karena as tidak akan sering berputar selama operasi.
4.2.4 Pegas Helix Tekan
Pegas helix hasil rancangan RE memiliki spesifikasi: o Material ASTM A227
o D = 34 mm, Do = 37 mm, Di = 31 mm, d = 3 mm
o Lf = 43 mm, La = 32,75 mm, Lm = 27,25 mm
o Nt = 4, Na = 3
o Pitch = 16,3 mm
Untuk analisis pegas, perlu dihitung indeks pegas (C). C didapat dari D/d, untuk
kasus ini didapat C = 11,33. Nilai C ini cukup baik karena berada di antar 4 – 12. Selanjutnya dihitung pula konstanta pegas dengan persamaan:
N/m 6938,22 k 3 (0,034) 8 10 80,8 (0,003) k n D 8 G d k 3 9 4 a 3 4 = ⋅ ⋅ ⋅ ⋅ = ⋅ ⋅ ⋅ =
Setelah itu perlu dihitung gaya perakitan (Fa) dan gaya kerja maksimum
(Fw) untuk menghitung tegangan yang terjadi pada pegas. Perhitungan gaya:
N 16 , 38 1000 ) 25 , 27 75 , 32 ( 22 , 6938 y k F N 12 , 71 1000 ) 75 , 32 43 ( 22 , 6938 y k F y k F working w initial a = − ⋅ = ⋅ = = − ⋅ = ⋅ = ⋅ =
Safety factor pegas dihitung dengan persamaan Ns = Sys / τ, dimana Ns adalah safety factor, Sys adalah kekuatan luluh torsional material, dan τ adalah tegangan
geser torsional. Sys didapat dengan mengalikan 0,6 dengan kekuatan tarik (Sut).
untuk material ASTM A227 nilai A = 1753,3 MPa dan b = -0,1822. Maka untuk kawat pegas dengan diameter 3 mm, dapat dihitung kekuatan tariknya yaitu sebesar 1753,3 x (3)-0,1822 MPa, atau sebesar 1435,24 MPa. Dari sini didapat kekuatan luluh
torsional-nya sebesar 0,6 x 1435,24 MPa atau sebesar 861,14 MPa. Tegangan geser torsional dihitung dengan persamaan:
MPa 84 , 365 (0,003) (0,034) 38,16) 8.(71,12 044 , 1 044 , 1 33 , 11 5 , 0 1 K 5 , 0 1 K dengan , d D 8.F K 3 s s 3 s = ⋅ ⋅ + ⋅ = = + = + = ⋅ ⋅ ⋅ = π τ π τ C
Maka safety factor dapat dihitung sebesar 861,14 / 365,84 atau sebesar 2,35. Di samping itu, perlu juga dilakukan perhitungan safety factor untuk keadaan solid / shut. Untuk mendapatkan safety factor ini, perlu dicari gaya shut (Fshut). Fshut bisa didapat setelah kita mengetahui yshut, yang dicari dengan
mengurangkan Lf dengan Ls. Ls didapat dengan mengalikan jumlah lilitan total
dengan diameter kawat, yaitu 4 x 3 mm atau sebesar 12 mm. Maka yshut adalah
sebesar 43-12 mm atau sebesar 31 mm. Maka Fshut, τshut, dan Ns shut didapat sebesar:
25 , 1 69 , 689 14 , 861 N MPa 69 , 689 (0,003) (0,034) 15,08 2 8. 044 , 1 d D 8.F K N 215,08 1000 31 22 , 6938 y k F shut shut s 3 3 s shut shut shut = = = = ⋅ ⋅ ⋅ = ⋅ ⋅ ⋅ = = ⋅ = ⋅ = τ π π τ ys S
Setelah nilai safety factor yang didapat cukup memuaskan, selanjutnya perlu diperiksa kemungkinan terjadi buckling. Perlu dihitung rasio Lf / D dan
ymax / Lf. Nilai Lf / D adalah sebesar 43 / 34 atau sebesar 1,265. Sedangkan nilai
ymax / Lf adalah sebesar (43-27,75) / 43 atau sebesar 0,355. Dari kurva kondisi
kritis buckling[3], dapat dilihat bahwa untuk kedua nilai ini, pegas dalam keadaan stabil dan tidak akan terganggu peristiwa buckling. Maka hasil rancangan ini aman untuk digunakan.
4.3 Analisis Toleransi
4.3.1 Toleransi Dimensi dan Geometri 4.3.1.1 Roda Gigi
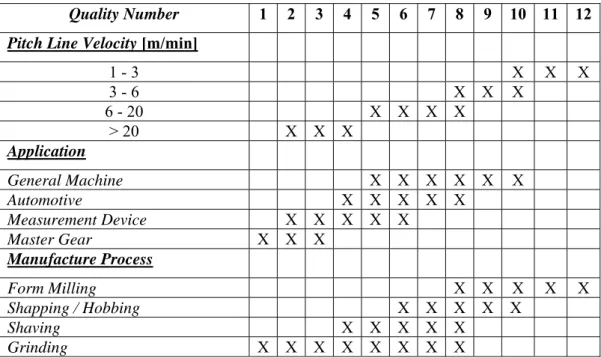
Untuk penentuan toleransi yang diperlukan roda gigi, maka pertama-tama harus dipilih angka kualitasnya. Untuk memilih angka kualitas ini kita harus menentukan terlebih dahulu kecepatan linear pitch-nya, tujuan penggunaan, serta proses pembuatan yang diinginkan. Kemudian dengan menggunakan tabel kualitas dari ISO 1328, angka kualitas roda gigi dapat dipilih. Tabel ini dapat dilihat pada Tabel 4.5 berikut.
Tabel 4.5 Tabel kualitas roda gigi menurut ISO 1328
Quality Number 1 2 3 4 5 6 7 8 9 10 11 12
Pitch Line Velocity [m/min]
1 - 3 X X X 3 - 6 X X X 6 - 20 X X X X > 20 X X X Application General Machine X X X X X X Automotive X X X X X Measurement Device X X X X X Master Gear X X X Manufacture Process Form Milling X X X X X Shapping / Hobbing X X X X X Shaving X X X X X Grinding X X X X X X X X
Maka perlu dihitung kecepatan pitch setiap roda gigi. Berikut perhitungan kecepatan linear pitch untuk keempat roda gigi yang dirancang.
m/min 16,04 1000 79,8 64 1000 n d 4 Gear 3 Gear m/min 44,11 1000 219,4 64 1000 n d 2 Gear 1 Gear 3 3 1 1 = ⋅ ⋅ = ⋅ ⋅ = = = ⋅ ⋅ = ⋅ ⋅ = = π π π π
Dari perhitungan tersebut didapat bahwa untuk gear 1 dan 2, angka kualitas yang cocok adalah antara 2 - 4, sedangkan untuk gear 3 dan 4 adalah 5 - 8. Traktor tangan termasuk mesin umum, maka angka kualitas yang cocok adalah antara 5 - 10. Proses pembuatan yang direncanakan adalah proses form milling agar biaya
pembuatan tidak terlalu mahal, maka angka kualitas yang dipilih sebaiknya antara 8 - 12. Dari ketiga kriteria tersebut, proses pembuatan sangat ditekankan untuk menekan harga produksi roda gigi, maka dipilihlah gear 1, 2, 3, dan 4 dari angka kualitas yang sama, yaitu 8.
Standar AGMA menentukan bahwa roda gigi dengan angka kualitas 8 termasuk kelas menengah (medium), sehingga toleransi yang perlu diperhatikan adalah toleransi kesalahan pitch tunggal (fptT), toleransi kesalahan pitch kumulatif
total (FpT), toleransi tebal gigi, toleransi profil total (FαT), dan toleransi sudut helix
total (FβT). Persamaan yang diperlukan untuk menghitung semua toleransi tersebut
telah dicantumkan oleh AGMA.[4] Berikut contoh perhitungan toleransi untuk gear 1.
μm 21 ) 2 ( 4,2) 18 0,63 64 (0,1 ) 2 ( 4,2) 0,63 d (0,1 F μm 25 ) 2 ( 0,7) 64 0,22 4 (3,2 ) 2 ( 0,7) d 0,22 m (3,2 F μm 65 ) 2 ( 20) 64 0,03 4 (0,3 ) 2 ( 20) d 0,03 m (0,3 F μm 25 ) 2 ( 5,2) 64 0,03 4 (0,3 ) 2 ( 5,2) d 0,03 m (0,3 f mm 64 4 2 72 d m 2 -D d oleransi Diameter t 5) -(8 5) -(A T βT 5) -(8 5) -(A T T 5) -(8 5) -(A T pT 5) -(8 5) -(A T pT T o T = ⋅ + ⋅ + ⋅ = ⋅ + ⋅ + ⋅ = = ⋅ + ⋅ + ⋅ = ⋅ + ⋅ + ⋅ = = ⋅ + ⋅ + ⋅ = ⋅ + ⋅ + ⋅ = = ⋅ + ⋅ + ⋅ = ⋅ + ⋅ + ⋅ = = ⋅ − = ⋅ = = b α
Di samping toleransi-toleransi tersebut, roda gigi juga perlu diberi toleransi kesalahan putar. Untuk menentukan besarnya toleransi kesalahan putar ini, digunakan tabel dari ISO berdasarkan angka kualitas dan diameternya. Tabel ini dapat dilihat pada Tabel 4.6.
Tabel 4.6 Tabel toleransi kesalahan putar bidang referensi (radial / aksial)
Pitch Diameter
(mm)
Quality
(Tolerance in μm)
> to 1 & 2 3 & 4 5 & 6 7 & 8 9 – 12
125 2.8 7 11 18 28 125 400 3.6 9 14 22 36 400 800 5.0 12 20 32 50 800 1600 7.0 18 28 45 71 1600 2500 10.0 25 40 63 100 2500 4000 16.0 40 63 100 160
Maka didapat toleransi kesalahan putar untuk gear 1 dan 3 (pitch diameter 64 mm dengan kualitas 8) adalah 18 μm. Sedangkan untuk gear 2 dan 4 (pitch
diameter 176 mm dengan kualitas 8), toleransi kesalahan putarnya adalah 22 μm.
Untuk mencapai toleransi-toleransi tersebut, roda gigi perlu diproduksi dengan seksama. Metode dari AGMA menyarankan untuk membuat gear blanks terlebih dahulu dengan toleransi yang lebih ketat. Hal ini dikarenakan biaya untuk membuat gear blanks dengan toleransi ketat lebih murah dibandingkan membuat gigi pada roda gigi dengan akurasi tinggi.
Untuk membuat gear blanks diperlukan referensi sumbu datum untuk mengukur toleransi. Penulis memilih menggunakan sumbu datum yang didefinisikan oleh satu permukaan silinder dan satu end-face. Kedua permukaan ini dapat dilihat pada Gambar 4.4. Menurut AGMA, dengan menggunakan metode ini, toleransi yang diperlukan adalah toleransi kebulatan (circularity) dan kerataan (flatness). Toleransi ini dihitung dengan persamaan:
μm 2 μm 3 21 18 30 06 , 0 65 0,06 F b D 0,06 Kerataan F 0,06 Kebulatan d β p = = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ = ⋅ = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ = ⋅ =
Semua perhitungan toleransi di atas dihitung juga untuk semua gear yang lain. Hasil perhitungan ini dapat dilihat pada Tabel 4.7. Sedangkan Untuk perhitungan gear lainnya tersebut dapat dilihat pada Lampiran C-4.
A
circ. tol.
flatness tol.
B
Tabel 4.7 Hasil perhitungan toleransi roda gigi
Gear [μm]fpT [μm] FpT [μm] FαT [μm]FβT Putar [μm] Kesalahan Kebulatan Gear Blanks [μm] Kerataan GearBlanks [μm]
1 25 65 25 21 18 3 2
2 33 74 28 22 22 4 2
3 25 65 25 22 18 3 2
4 33 74 28 23 22 4 3
4.3.1.2 Poros
Untuk toleransi poros, sebenarnya ada dua toleransi, yaitu toleransi poros-lubang dan toleransi kekasaran permukaan. Toleransi poros-poros-lubang akan dibahas pada bagian toleransi assembling, sehingga sekarang hanya dibahas toleransi kekasaran permukaan poros.
Dari tabel pada Lampiran A-7 didapat nilai toleransi kekasaran permukaan untuk hasil proses mesin bubut yang umum dan sering digunakan adalah sebesar antara 3,2 – 6,4 μm. Diambil 3,2 μm agar permukaan yang dihasilkan cukup baik sehingga dapat menunjang fungsi poros dengan baik.
4.3.1.3 Bantalan
Toleransi ball bearing (bantalan) sebenarnya merupakan toleransi lubang-poros. Namun karena ball bearing dipilih dan dibeli, tidak diproduksi sendiri, maka toleransi lubang pada bearing telah ditentukan ari produsen. Nilai toleransi ini dalam bentuk nilai ISO yang nantinya perlu dikoreksi ke dalam angka metrik.
Dari standar SKF, toleransi lubang pada ball bearing ditentukan berdasarkan diameter cincin luarnya (D), untuk single row yaitu sebagai berikut:
o D ≤ 52 mm, gunakan toleransi P5
o 52 mm < D ≤ 110 mm, gunakan toleransi P6 o 110 < D, gunakan toleransi normal
Sedangkan untuk toleransi poros tempat pemasangan ball bearing ditentukan berdasarkan diameter porosnya atau diameter cincin dalamnya (d), untuk single
row yaitu sebagai berikut:
o 10 mm < d ≤ 17 mm, gunakan toleransi k4 o 17 mm < d ≤ 25 mm, gunakan toleransi k5 o 25 mm < d ≤ 140 mm, gunakan toleransi m5
o 140 mm < d ≤ 300 mm, gunakan toleransi n6 o 300 mm < d ≤ 500 mm, gunakan toleransi p6
Maka toleransi lubang pada semua ball bearing yang dipilih yaitu P6, karena diameter cincin luar ball bearing 6305 adalah 62 mm, ball bearing 6306 adalah 72 mm, dan ball bearing 6308 adalah 90 mm, semuanya berada di antara 52-110 mm. Untuk toleransi porosnya akan dibahas pada bagian toleransi
assembling. Sedangkan untuk toleransi rumah bearing, SKF menganjurkan untuk
menggunakan toleransi H7 untuk berbagai beban pada mesin umum. Maka dipilih toleransi rumah bearing H7.
4.3.2 Toleransi Assembling
Toleransi assembling dimulai dengan toleransi pemasangan poros pada komponen-komponennya, seperti roda gigi dan ball bearing. Selanjutnya toleransi
assembling dilanjutkan dengan pemasangan poros pada casing gearbox.
Kedua-duanya akan dibahas di sini.
Pertama untuk pemasangan roda gigi. Pemasangan ini berdasarkan pada toleransi poros dan lubang. Basis yang dipakai adalah basis lubang. Dari standar ISO, untuk alat transmisi biasa dipilih kualitas suaian agak cermat atau suaian cermat (untuk komponen mesin umum).Selanjutnya dipilih jenis suaian. Untuk pemasangan roda gigi, umumnya dipilih suaian jalan teliti (untuk komponen yang dapat bergerak tanpa adanya goyangan). Maka toleransi yang dipilih adalah H7/g6. Untuk pemasangan puli dan sproket, diperlukan jenis suaian yang lebih ketat agar pergerakan puli dan sproket terhadap poros lebih kaku, dan diambil dari jenis suaian lepas, yaitu H8/h7.
Khusus untuk poros intermediate 2, digunakan basis poros. Hal ini dikarenakan tidak ada perubahan diameter pada poros untuk pemasangan komponen lain, sementara poros harus menyesuaikan dengan toleransi suaian lubang pada ball bearing (sulit untuk membuat dua jenis toleransi pada satu permukaan yang sama). Toleransi poros intermediate 2 ini adalah m5. Maka untuk pemasangan pada roda gigi lain perlu penyesuaian toleransi.
Untuk diameter 30, toleransi m5 adalah sebesar +8 μm dan +17 μm. Dari toleransi g6 (-20 μm dan -7 μm), untuk mencapai toleransi m5 diperlukan
penyesuaian penambahan toleransi sebesar 28 μm untuk penyimpangan bawah dan penambahan 34 μm untuk penyimpangan atas. Maka untuk menyesuaikan toleransi H7 (0 μm dan +21 μm), tinggal menambah toleransi sebesar 34 μm untuk penyimpangan atas dan 28 μm untuk penyimpangan bawah. Maka toleransi baru yang sesuai untuk lubang adalah +28 μm dan +55 μm. Dari tabel pada Lampiran A-5, didapat angka toleransi ISO yang paling mendekati adalah F8 (+20 μm dan +53 μm). Maka toleransi inilah yang dipakai pada lubang roda gigi.
Untuk pemasangan ball bearing, pada poros yang dipasangkan bearing 6305 memiliki diameter 25 mm sehingga dipilih toleransi k5. Sedangkan pada poros yang dipasangkan bearing 6306 yang memiliki diameter 30 mm dan poros yang dipasangkan bearing 6308 yang memiliki diameter 40 mm dipilih toleransi m5.
Setelah pemasangan komponen-komponen tersebut pada poros, selanjutnya perlu membuat toleransi pemasangan poros pada casing gearbox. Toleransi pemasangan ini berdasarkan penyimpangan kesejajaran antar poros. Penyimpangan kesejajaran ini ada dua jenis, yaitu penyimpangan in-plane (fβδ)
dan penyimpangan out-of-plane (fΣβ). Keduanya dapat dilihat pada Gambar 4.8
Perhitungan penyimpangan maksimum yang diperbolehkan menurut AGMA menggunakan persamaan:
Σβ Σδ β Σβ f 2 f F b L 0,5 f ⋅ = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ =
dimana L adalah jarak antar bantalan penumpu poros dan b adalah lebar gigi yang saling berkontak.
Gambar 4.8 Penyimpangan kesejajaran poros
Untuk menghitung penyimpangan maksimum setiap poros digunakan panjang jarak tumpuan sebesar 144 mm (jarak antara casing kiri dalam dan kanan
dalam) dan lebar gigi adalah lebar gigi total roda gigi pinion. Perhitungannya dilakukan pada poros pinion, yaitu sebagai berikut:
μm 76 38 2 f μm 38 22 41 144 0,5 f : 2 te Intermedia Poros μm 84 42 2 f μm 42 21 36 144 0,5 f : 1 te Intermedia Poros μm 489,6 244,8 2 f μm 8 , 244 17 5 144 0,5 f : input Poros Σδ Σβ Σδ Σβ Σδ Σβ = ⋅ = = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ = = ⋅ = = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ = = ⋅ = = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ =
Dari semua penyimpangan maksimum tersebut, diambil yang terkecil sebagai acuan untuk toleransi assembling pada casing gearbox (agar tidak melewati nilai maksimum yang lain). Maka, yang menjadi acuan adalah penyimpangan sebesar 38 μm. Nilai ini dijadikan toleransi posisi untuk penempatan lubang pada casing tempat penyimpanan rumah bearing. Berarti sumbu lubang untuk rumah bearing harus terletak dalam silinder dengan diameter 38 μm yang mempunyai sumbu dengan posisi yang benar. Contoh pemberian toleransi ini dapat dilihat pada Gambar 4.9 berikut.
φ 0,03
Gambar 4.9 Contoh pemberian toleransi posisi 4.4 Analisis Proses Pembuatan Komponen
Karena tidak termasuk dalam batasan penulis, maka proses pembuatan komponen tidak dianalisis secara rinci dan lengkap. Dalam hal ini penulis lebih tepat dikatakan memberikan saran-saran untuk proses pembuatan komponen secara singkat (sekilas).
Untuk komponen casing, pemotongan bahan dasar dilakukan dengan metode las. Kemudian untuk membuat profil dan konturnya dilakukan dengan proses milling. Terakhir, pembentukan lubang-lubang pada casing untuk pemasangan komponen lain juga dapat dilakukan dengan proses milling. Untuk mendapatkan hasil optimum, pencekaman dan pengaturan benda kerja perlu diperhatikan dengan seksama agar hasil pembuatannya dapat memenuhi toleransi yang telah dipilih.
Untuk pembuatan komponen roda gigi, gear blanks sebaiknya dibeli dari produsen yang telah memiliki pengalaman yang cukup karena toleransinya sangat ketat. Hal ini dimaksudkan agar hasil pembuatan roda gigi dapat memenuhi toleransi yang telah dipilih.
Bila roda gigi memiliki kontur tambahan yang perlu dibuat (seperti lubang tambahan, bentuk key, alur, dan lain sebagainya), maka kontur tambahan tersebut harus dibuat terlebih dahulu sebelum proses pembuatan giginya. Hal ini bertujuan agar gigi yang telah terbentuk tidak akan rusak akibat pencekaman atau gangguan saat pembuatan kontur tambahan. Pembuatan komponen roda gigi untuk gearbox traktor tangan ini sebaiknya menggunakan proses form milling agar biaya pembuatan tidak terlalu mahal namun kualitasnya cukup memadai.
Untuk komponen poros, proses pembuatannya menggunakan proses bubut. Pencekaman dan proses pemesinan harus dilakukan dengan seksama agar toleransi yang dipilih dapat tercapai dengan baik. Pembuatan kontur lain (seperti
keyway, lubang baut, dan lain sebagainya) dapat menggunakan proses milling.
4.5 Analisis Proses Pengujian Gearbox
Seperti halnya dengan proses pembuatan gearbox, proses pengujian
gearbox juga tidak termasuk dalam batasan penulis, maka proses pengujian ini
tidak dianalisis secara rinci dan lengkap. Dalam hal ini penulis lebih tepat dikatakan memberikan saran-saran untuk proses pengujian gearbox.
Pertama-tama perlu diperiksa dimensi semua komponen-komponen yang telah dirakit. Bila sudah sesuai dengan rancangan, komponen-komponen tersebut dapat dirakit. Selanjutnya gearbox perlu diperiksa saat beroperasi. Untuk
mengujinya, gearbox perlu dipasangkan terlebih dahulu ke traktor tangan. Berikut prosedur pengujiannya secara ringkas.
Traktor dipasang pada axle dynamometer dan diikat pada posisi yang kuat. Semua instrumen pengukur dipasang dengan baik setelah dikalibrasi. Selanjutnya motor penggerak dihidupkan pada posisi putaran roda penerus (flywheel) maksimum sesuai spesifikasi. Tingkat kecepatan gigi transmisi dioperasikan pada posisi kecepatan yang sesuai dengan kondisi pada saat dipakai untuk pengolahan tanah. Sebelum diuji, sebaiknya dilakukan pemanasan terhadap traktor terlebih dahulu selama ±15-30 menit.
Pengukuran dilakukan dengan memberi beban torsi pada poros roda secara bertahap meningkat dari beban minimum sampai beban maksimum. Pada setiap penambahan beban (torsi) pada poros roda dilakukan pengamatan / pengukuran terhadap paramater-parameter berikut:
o Kecepatan putar motor penggerak. o Kecepatan putar poros roda.
o Torsi pada masing-masing poros roda. o Pemakaian bahan bakar.
o Temperatur.
o Daya keluaran pada poros roda.
Setelah pengukuran selesai, selanjutnya perlu dihitung besarnya torsi maksimum, daya maksimum, dan efisiensi penerusan daya pada poros roda. Semua ini dicatat dan hasilnya dievaluasi apakah sudah cukup atau belum. Lembar untuk pengujian ini dapat dilihat pada Lampiran C-5.
![Tabel 4.4 Hasil perhitungan jumlah umur tahun pakai ball bearing Ball Bearing Pada Poros F a [N] F r [N]](https://thumb-ap.123doks.com/thumbv2/123dok/4092066.3047986/13.892.160.780.935.1087/tabel-hasil-perhitungan-jumlah-tahun-bearing-bearing-poros.webp)