Elektrodialisis dalam Produksi Asam Organik
Mardika Firlina
Teknik Kimia, ITB, Jalan Ganesa No. 10, Bandung, Indonesia [email protected]
Abstrak
Asam organik banyak digunakan dalam industri makanan, minuman, farmasi, kosmetik, deterjen, plastik, biokimia, dan produk kimia lainnya yang memiliki peranan penting dalam kehidupan manusia. Dalam produksi asam organik, dibutuhkan inovasi baru untuk terus mengikuti perkembangan industri kimia modern dan biokimia yang mengalami perkembangan secara pesat. Produksi secara konvensional harus segera diganti dengan cara lain karena menimbulkan permasalahan bagi lingkungan akibat terbentuknya limbah dan polusi. Elektrodialisis (ED) merupakan salah satu inovasi yang memiliki peluang besar untuk dapat menggantikan teknik produksi konvensional. Aplikasi elektrodialisis pertama yang dilakukakn pada skala industri adalah desalinasi air payau. Elektrodialisis (ED) terus mengalami perkembangan teori secara fundamental yang menyebabkan terjadinya pengembangan lanjutan berupa teknologi elektrodeionisasi (EDI), elektrolisis (EL), elektrodialisis dengan membran bipolar (EDBM), electrodialysis reversal (EDR), dan fuel cell (FC). Prinsip elektrodialisis yang sering digunakan dalam produksi asam organik adalah elektrodialisis dengan membran bipolar (EDMB). Pengembangan unit elektrodialisis berbasis membran bipolar telah diterapkan dalam berbagai skala, baik skala laboratorium maupun industri. Diharapkan dengan adanya elektrodialis dalam produksi asam organik dapat menjadi inovasi baru di dunia industri dan memberikan dampak besar dan nyata bagi keberlangsungan kehidupan manusia.
Kata kunci : Elektrodialisis, asam organik, membran penukar ion.
1. Pendahuluan
Sejarah penggunaan membran penukar ion berawal dari tahun 1903 dimana Morse dan Pierce menemukan bahwa elektrolit dapat dihilangkan lebih cepat dari larutan umpan dengan bantuan potensi listrik. Pada tahun 1940, Meyer dan Strauga menemukan proses elektrodialisis multi sel. Pada tahun yang sama, membran penukar ion sintetis yang lebih efektif ditemukan. Pada akhir tahun 1950an, membran penukar ion digunakan pada skala industri untuk pertama kalinya. Pada awal 1960an membran penukar ion digunakan untuk desalinasi air payau (Strathmann, 2004).
Aplikasi industrial dari membran penukar ion berawal dari elektrodialisis (ED) dan menyebabkan perkembangan teori fundamental. Perkembangan teori secara fundamental menyebabkan pengembangan lanjutan dari teknologi ED sehingga muncul teknologi
elektrodeionisasi (EDI), elektrolisis (EL),
elektrodialisis dengan membran bipolar (EDBM),
electrodialysis reversal (EDR), dan fuel cell (FC)
(Tanaka, 2007).
Contoh-contoh aplikasi elektrodialisis pada skala industri adalah desalinasi air payau, air umpan boiler dan air proses, pengolahan limbah, demineralisasi produk makanan, produksi garam meja, dan produksi asam organik (Strathmann, 2010). Desalinasi air payau merupakan aplikasi elektrodialisis pertama pada skala industri. Permasalahan utama yang harus dihadapi pada aplikasi elektrodialisis skala industri adalah biaya dan fouling.
Salah satu aplikasi elektrodialisis yang sedang berkembang adalah produksi asam organik. Asam organik adalah senyawa organik yang bersifat asam dan mempunyai derajat keasaman. Asam organik yang paling umum adalah asam alkanoat yang memiliki
derajat keasaman dengan gugus karboksil –COOH, dan asam sulfonat dengan gugus fungsi –SO2OH. Asam
organik umumnya bersifat lemah, korosif, dan banyak terdapat di alam. Asam organik banyak digunakan di industri makanan, minuman, farmasi, kosmetik, deterjen, plastik, biokimia, dan produk kimia lainnya yang memiliki peranan penting dalam kehidupan manusia. Mengingat asam organik sangat dibutuhkan dalam kehidupan manusia dalam jumlah yang besar, maka dibutuhkan proses produksi yang efektif dan efisien pada skala industri.
Dalam produksi asam organik, terdapat dua metode yang biasa digunakan, yaitu fermentasi dan sintesis kimia. Dengan mempertimbangkan kesehatan dan keberlangsungan hidup manusia, produksi asam organik yang diharapkan adalah asam organik yang dapat dimetabolisme oleh tubuh dan tidak berbahaya. Proses pemisahan, pemekatan, dan pemurnian sangat dibutuhkan dalam proses pembuatan produk, baik pada fermentasi maupun sintesis kimia. Pada fermentasi, dibutuhkan lebih banyak proses yang disebabkan terdapat banyak senyawa yang harus dipisahkan pada bahan bakunya. Teknik pemisahan secara konvensional yang biasa dilakukan adalah pengendapan dan asidifikasi, ekstraksi, kristalisasi, distilasi, pertukaran ion, dan adsorpsi. Dengan mengikuti perkembangan zaman, teknik-teknik ini akan semakin susah dilakukan karena perindustrian kimia modern saat ini mulai menggunakan prinsip strategi intensifikasi proses dan
green chemistry.
Pengendapan dan asidifikasi terkenal dengan pencemaran yang disebabkan oleh terbentuknya endapan CaSO4. Ekstraksi pelarut dapat menyebabkan
kecacatan pada tubuh dan permasalahan lingkungan karena pemakaian pelarut yang berbahaya. Kristalisasi tidak menguntungkan karena kecilnya rendemen yang
didapat, biaya yang dibutuhkan besar untuk penggunaan zat kimia, dan limbah yang dihasilkan tidak dapat digunakan kembali. Pada proses distilasi, diperlukan energi yang tinggi dan pada beberapa kondisi dapat menyebabkan transformasi produk, contohnya adalah polimerisasi asam laktat. Pada pertukan ion, dibutuhkan asam, basa, dan air dalam jumlah yang sangat besar sehingga tidak ekonomis. Selain itu pembentukan garam tidak dapat dihindari karena anion asam dan kation basa akan selalu bertemu. Adsopsi juga memiliki kelemahan yaitu umur adsorben yang terbatas, kapasitas produksi kecil, dan dibutuhkan filtrasi tambahan (Huang, 2007). Dari uraian diatas, teknik-teknik yang biasa dilakukan secara konvensional tidak ekonomis dan menimbulkan masalah lingkungan sehingga dibutuhkan cara lain dalam pembuatan asam organik.
Elektrodialisis (ED) merupakan teknologi yang paling kompetitif yang dapat digunakan karena memiliki keunggulan antara lain dapat mereaksikan H+
dan OH- tanpa terjadinya pembentukan garam dan
teknologinya menguntungkan.
2. Proses-proses Berbasis Membran Penukar Ion
Proses membran penukar ion disebabkan karena adanya perbedaan potensi listrik yang berperan sebagai gaya dorong. Perpindahan ion dapat diatur oleh membran bermuatan yaitu, membran penukar kation yang memungkinkan perpindahan kation bermuatan
positif dan membran penukar anion yang
memungkinkan perpindahan anion bermuatan negatif. Salah satu contoh membran penukar ion adalah elektrodialisis (ED).
Gambar 1. Skema proses elektrodialisis. A : membran
selektif anion; K : membran selektif kation; M+ : kation
; X- : anion.
Prinsip dari elektrodialisis adalah ion dipindahkan melalui membran karena adanya perbedaan potensial listrik yang diberikan sebagai konsekuensi dari arus listrik. ED menggunakan membran yang selektif terhadap ion tertentu, yaitu membran kation yang melewatkan kation dan menolak anion serta membran anion yang melewatkan anion dan menolak kation. Elektrodialisis terdiri dari tumpukan pasangan sel yang disusun di antara dua elektroda. Pasangan sel ini sendiri berupa unit yang terdiri dari membran penukar kation, kompartemen diluat, membran penukar anion, dan
kompartemen konsentrat. Larutan umpan yang dimasukkan akan terpisah menjadi konsentrat dan diluat (Mulder, 1996).
Keunggulan teknologi elektrodialisis (ED)
dibandingkan teknologi penukar ion konvensional (IE) adalah prosesnya dapat dilangsungkan secara kontinyu dengan kerja yang konsisten. Hal ini disebabkan karena teknologi penukar ion konvensional (IE) mengandalkan kapasitas dari resin untuk menyisihkan ion-ion di dalam larutan. Seiring dengan berjalannya waktu, kapasitas penukaran ion oleh resin akan berkurang sehingga mencapai titik jenuh. Untuk mengembalikan performa resin dibutuhkan larutan asam atau basa untuk regenerasi secara kimiawi sehingga IE harus dioperasikan secara batch. Namun, elektrodialisis memiliki kelemahan yaitu tidak mampu mencapai nilai kemurnian yang tinggi. Pada konsentrasi tertentu, ion-ion di dalam larutan tidak dapat dipisahkan lebih lanjut karena terdapat peningkatan hambatan dari larutan akibat penurunan konsentrasi ion. Arus tidak dapat dilewatkan oleh media sehinggga terjadi proses disosiasi air. Reaksi disosiasi air dapat terjadi apabila arus yang diberikan tidak melewati nilai rapat arus batas (Wenten dkk, 2014).
Elektrodeionisasi (EDI) merupakan kombinasi dari elektrodialisis dan proses penukar ion konvensional. Keuntungan dari elektrodeionisasi dibandingkan resin penukar ion adalah prosesnya kontinyu dan tidak memerlukan regenerasi yang membutuhkan pekerja dan biayanya mahal. Keuntungan EDI jika dibandingkan
dengan elektrodialisis konvensional adalah
konduktivitas dari sel yang berisi diluat dapat meningkat lebih dari dua kali lipat. Namun,
elektrodeionisasi memiliki kekurangan yaitu
penggunaan arus listrik yang relatif buruk (Strathmann, 2004). Prinsip dari elektrodeionisasi adalah dibutuhkan potensial listrik untuk menciptakan gaya dorong untuk perpindahan ion dan memecah molekul air menjadi ion hidrogen dan hidroksil (Li, et al, 2008). Membran penukar ion berfungsi sebagai pembatas antara aliran curah air dan menetapkan wilayah kompartemen. Resin
penukar ion berfungsi untuk meningkatkan
konduktivitas dari kompartemen diluat dan menambah laju perpindahan ion (Tanaka, 2007).
Mekanisme penyisihan ion pada EDI terdiri dari dua prinsip utama (Ganzi dkk., 1992). Pada tahap pertama, ion-ion di dalam air baku diikat oleh resin penukar ion dimana kation ditukar dengan ion H+ sedangkan anion
ditukar dengan ion OH-. Selanjutnya pada tahap kedua,
ion-ion yang terikat oleh resin dipindahkan atau ditarik dari membran menuju kompartemen konsentrat akibat adanya gaya listrik yang diberikan oleh elektroda. Dua prinsip utama tersebut hanya terjadi pada kondisi awal operasi. Setelah proses mencapai kondisi steady state, resin penukar ion akan meningkatkan konduktivitas modul secara keseluruhan sekaligus memberikan jalur migrasi bagi ion sehingga efisiensi pemisahan meningkat (Wenten dkk., 2014). Mode operasi EDI dapat dibagi menjadi dua yaitu elektrodeionisasi dan
digunakan apabila salinitas umpan tinggi. Sedangkan mode elektroregenerasi digunakan apabila salinitas air umpan sangat rendah (Ganzi, 1988).
Gambar 2. Prinsip perpindahan ion dalam sel diluat
yang dipenuhi resin penukar ion dari EDI. : pergantian kation; : pergantian anion; MX : asam organik atau garam organik; A : membran selektif anion; K : membran selektif kation; M+ : kation ; X- :
anion.
Elektrodialisis dengan membran bipolar (EDBM) merupakan proses elektrodialisis yang menggunakan kombinasi dari elektrodialisis konvensional dengan membran bipolar yang disusun secara bergantian diantara membran monopolar di dalam unit ED. Membran bipolar terdiri dari dua lapisan monopolar kation dan anion (Wenten dkk., 2014). Membran bipolar yang digunakan dalam unit EDBM berfungsi untuk menghasilkan ion-ion H+ dan OH- melalui
disosiasi air. EDBM diaplikasikan dalam produksi asam dan atau basa, proses asidifikasi, dan proses alkalisasi. (Huang dkk, 2007)
Gambar 3. Struktur dan fungsi membran bipolar untuk
disosiasi H2O. BP : membran bipolar; H+ : ion hidrogen
; OH- : ion hidroksida ; H
2O : molekul air.
Reverse elektrodialysis (RED) adalah teknologi
pembangkit energi listrik yang menggunakan proses
yang prinsipnya berlawanan dengan teknologi
elektrodialisis. Fluks ion yang dihasilkan dari perbedaan salinitas antara dua larutan dikonversi secara langsung menjadi arus listrik (Ramon dkk, 2011).
Gambar 4. Skema proses reverse electrodialysis
(RED). (Wenten dkk., 2014)
Elektrolisis merupakan kombinasi dari elektrolisis dan pemisahan membran. Contoh klasik dari penggunaan elektrolisis adalah proses klor-alkali yaitu proses mengkonversi NaCl menjadi klorin dan soda kaustik (Mulder, 1996)
Gambar 5. Prinsip elektrolisis membran penukar ion
dari natrium klorida.
Membran penukar ion juga telah diaplikasikan pada teknologi pembangkit energi seperti proton exchange
membran fuel cell (PEMFC), alkaline fuel cell (AFC),
dan microbial fuel cell (MFC). Pada alkaline fuel cell (AFC), membran yang digunakan adalah membran penukar anion. Pada PEMFC, gas hidrogen dikonversi menjadi ion-ion H+ dan dilewatkan melalui membran
kation. Sedangkan pada AFC, ion OH- hasil reaksi di
sisi katoda dipindahkan melalui membran anion.
Mikcrobial fuel cell (MFC) adalah teknologi yang
menggunakan membran penukar ion untuk
mengkonversi bioenergi yang tidak hanya mengolah limbah tetapi juga dapat membangkitkan energi listrik (Leong dkk., 2013).
3. Proses Produksi Asam Organik Menggunakan Elektrodialisis
Prinsip elektrodialisis yang sering digunakan dalam produksi asam organik adalah elektrodialisis dengan membran bipolar (EDMB). Pengembangan unit elektrodialisis berbasis membran bipolar telah
laboratorium maupun industri. Dalam skala laboratorium, penelitian tentang membran bipolar
diarahkan untuk memproduksi maupun
mengaplikasikan membran bipolar.
(a)
(b)
(c)
Gambar 6. (a) Proton exchange membrane fuel cell
(PEMFC) ; (b) Alkaline fuel cell (AFC) ; (c) Microbial
fuel cell (MFC). (Wenten dkk., 2014)
Sedangkan dalam skala industri, telah berhasil dipasarkan unit elektrodialisis yang berisi kombinasi antara membran bipolar dan membran monopolar untuk
memenuhi kebutuhan industri dalam upaya
memproduksi asam dan basa dari garamnya.
Dalam aplikasinya untuk memproduksi asam dan basa dari garamnya, membran bipolar seringkali
dikombinasikan dengan membran monopolar
(membran penukar kation atau membran penukar
anion) yang disusun dengan urutan tertentu. Jika suatu larutan garam diumpankan ke dalam kompartemen di antara membran penukar anion dan membran penukar kation, kation yang terdapat dalam larutan garam umpan akan bergerak menuju katoda menembus membran penukar kation dan membentuk suatu basa dengan ion OH- yang dihasilkan oleh adanya disosiasi
air dalam membran bipolar. Pada sisi lain dari membran bipolar yang menghadap ke katoda, ion H+ yang juga
dihasilkan oleh adanya disosiasi air dalam membran bipolar akan membentuk asam dengan anion yang berasal dari larutan garam. Kemampuan membran bipolar dalam mendisosiasi air untuk produksi asam dan basa memiliki efisiensi energi yang cukup tinggi. Jika dibandingkan dengan proses elektrolisis dalam peristiwa disosiasi air, elektrodialisis dengan
mmenggunakan membran bipolar memiliki
keunggulan, yaitu lebih sederhana karena dalam satu sel elektrodialisis terdapat dua elektroda (katoda dan anoda) yang dapat diisi dengan banyak membran penukar ion. Sedangkan pada sel elektrolisis, setiap unit sel membutuhkan satu sel elektroda (anoda dan katoda) yang berbeda sehingga membutuhkan biaya yang lebih tinggi. Keunggulan lainnya adalah sel elektrolisis membutuhkan energi yang lebih tinggi dibandingkan elektrodialisis dengan membran bipolar akibat adanya produksi gas oksigen dan hidrogen pada kedua elektroda (Kroll,1997).
Produksi asam dan basa dengan menggunakan membran bipolar memberikan alternatif aplikasi yang sangat menjanjikan. Pada proses produksi dalam industri kimia umumnya dihasilkan larutan garam yang merupakan buangan dari proses produksi. Buangan ini selain merugikan dari segi biaya juga memberikan dampak yang sangat serius bagi lingkungan. Dengan bipolar membran, larutan garam ini dapat dimanfaatkan untuk menghasilkan asam dan basa. Pada skala industri, Tokuyama Corporation pemegang saham utama dari Eurodia telah mengembangkan suatu membran bipolar yang diberi nama Neosepta (BP-1) yang terbukti telah berhasil diaplikasikan secara komersial. Perusahaan ini juga telah mengembangkan sel elektrodialisis dengan 3 maupun 2 kompartemen (Ameridia, 1999). Unit elektrodialisis dengan 3 kompartemen didapatkan dengan menambahkan membran bipolar di antara membran penukar anion dan membran penukar kation. Sehingga unit tersebut akan memproduksi asam yang berasal dari kompartemen di antara membran bipolar dan membran penukar anion, basa yang diproduksi oleh kompartemen di antara membran bipolar dan membran penukar kation, serta garam yang diproduksi oleh kompartemen di antara membran penukar anion dan kation. Unit elektrodialisis dengan 2 kompartemen terdapat 2 jenis, yaitu sel yang berisi membran bipolar dan membran penukar anion serta sel yang berisi membran bipolar dan membran penukar kation. Unit elektrodialisis dengan kombinasi membran bipolar dan membran penukar kation umumnya digunakan untuk mengubah garam yang berasal dari asam lemah dan basa kuat menjadi asam dan basanya, seperti natrium
asetat, format, glisinat, dsb. Sedangkan unit elektrodialisis dengan kombinasi membran bipolar dan membran penukar anion umumnya digunakan untuk mengubah garam yang berasal dari basa lemah dan asam kuat menjadi asam dan basanya, seperti amonium klorida, amonium sulfat, dan amonium laktat. Secara umum, efisisensi proses unit elektrodialisis dengan membran bipolar akan meningkat, jika :
1. larutan umpan memiliki konduktivitas listrik > 35 mS/cm,
2. larutan umpan mengandung logam bervalensi lebih dari 1 dengan konsentrasi kurang dari 2 ppm, 3. larutan umpan tidak boleh mengandung senyawa
organik dengan molekul besar (berat molekul > 500),
4. produk asam maksimum yang dapat dicapai adalah 1-2 N untuk umpan asam kuat, dan untuk umpan asam lemah konsentrasi produk asam dapat mencapai 5 N,
5. produk basa maksimum yang dapat dicapai berkisar antara 2 N hingga 5 N (mencapai konsentrasi 12% berat NaOH),
6. temperatur operasi maksimum 40oC,
7. selama operasi tidak terdapat oksidator dan pelarut organik. (Ameridia, 1999)
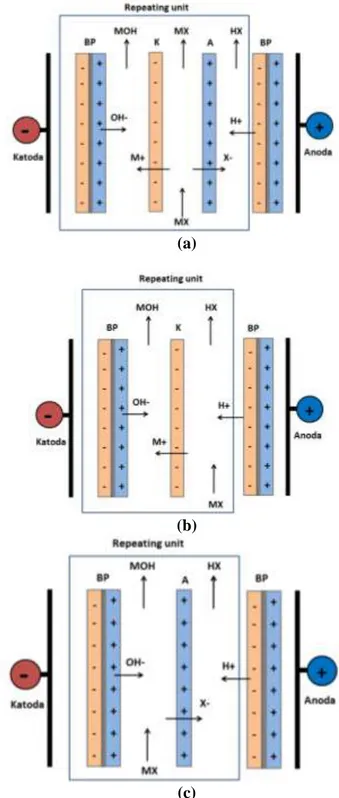
EDMB yang memiliki 2 ruang kompartemen memiliki konsumsi energi yang lebih rendah daripada EDMB yang memiliki 3 ruang kompartemen. EDMB 2 ruang dengan substitusi H+/M+ yang ditunjukkan pada gambar 7b tidak
Disarankan untuk pembuatan asam kuat karena H+
bebas akan berkompetisi dengan M+ sehingga
menurunkan efisiensi listrik. EDMB 2 ruang dengan substitusi OH+/X- yang ditunjukkan pada gambar 7c
memiliki konsumsi energi lebih besar daripada substitusi H+/M+ karena memiliki mobilitas ion organik
yang lebih rendah. Namun, beberapa pengotor yang bersifat netral akan tetap didapatkan pada aliran produk pada EDMB 3 ruang dan 2 ruang dengan substitusi OH+/M-.
4. Tinjauan Aspek Tekno-Ekonomi
Biaya investasi elektrodialisis sangat ditentukan oleh luas area membran yang diperlukan untuk mencapai produk yang diinginkan dari umpan garam dengan konsentrasi awal tertentu. Sementara biaya operasi yang utama adalah kebutuhan energi yang diperlukan untuk menyisihkan garam dan energi yang diperlukan oleh pompa untuk mentransfer larutan
(Wenten dkk., 2014). Faktor-faktor yang
mempengaruhi biaya adalah kebutuhan luas membran, konsumsi energi untuk proses desalinasi, rapat arus yang diperlukan, dan kebutuhan energi sebagai fungsi derajat penyisihan garam (Strathmann, 2010).
Desain modul elektrodialisis terdiri dari membran kation dan anion yang disusun secara bergantian diantara sepasang elektroda. Antara membran yang satu dengan yang lain dipisahkan oleh spacer untuk
membentuk ruang-ruang atau
kompartemen-kompartemen. Selain itu, spacer juga berfungsi untuk
membantu mendistribusikan aliran di dalam
kompartemen. Pada spacer jenis sheet flow,
kompartemen disusun secara vertikal sehingga memberikan jalur aliran larutan yang relatif lebih pendek dan hilang tekan lebih kecil.
(a)
(b)
(c)
Gambar 7. Skema aplikasi EDMB pada produksi asam
organik. (a) EDMB 3 ruang, (b) EDMB 2 ruang dengan substitusi H+/M+, (c) EDMB 2 ruang dengan substitusi
OH+/X-. BP : membran bipolar; MX : garam organik;
X- : anion organik.
Pada spacer tipe tortuous path flow, kompartemen
disusun secara horizontal. Sedangkan sistem
elektrodialisis sendiri terdiri dari modul elektrodialisis, pompa untuk mentransfer larutan menuju modul, dan
power supply untuk mentransfer ion-on dari kompartemen diluat menuju kompartemen konsentrat (Wenten dkk., 2014).
(a)
(b)
(c)
Gambar 8. (a) mode operasi batch ; (b) mode operasi feed and bleed; (c) mode operasi kontinyu. (Wenten
dkk., 2014)
Jika dilihat dari desain prosesnya, terdapat tiga mode operasi untuk proses elektrodialisis yaitu batch, feed
and bleed, dan kontinyu yang memiliki keunggulan dan
kelemahannya masing-masing. Pada mode operasi
batch yan memiliki kapasitas kecil, keunggulannya
adalah laju demineralisasi yang tinggi dan tidak
bergantung pada fluktuasi komposisi umpan.
Kelemahannya adalah produksinya tidak kontinyu, rancangan sistem kompleks yang berkaitan dengan penyimpangan umpan dan produk, kontrol, dan perpipaan internal. Pada mode operasi feed and bleed
yang memiliki kapasitas menengah sampai besar, keunggulannya adalah produksi kontinyu, mudah beradaptasi dengan fluktuasi laju alir dan komposisi umpan, dan laju demineralisasi tinggi. Kelemahannya adalah laju resirkulasi tinggi, konsumsi energi spesifik tinggi, dan rancangan sistem kompleks yang berkaitan dengan perpipaan. Sedangkan pada mode operasi
kontinyu yang memiliki kapasitas besar,
keunggulannya antara lain konsumsi energi spesifik rendah, biaya rendah untuk perpipaan, tangki penyimpan, dan kontrol. Kelemahannya adalah tidak mudah beradaptasi terhadap fluktuasi laju alir dan konsentrasi umpan, laju demineralisasi dan laju alir saling bergantungan (Wenten dkk., 2014).
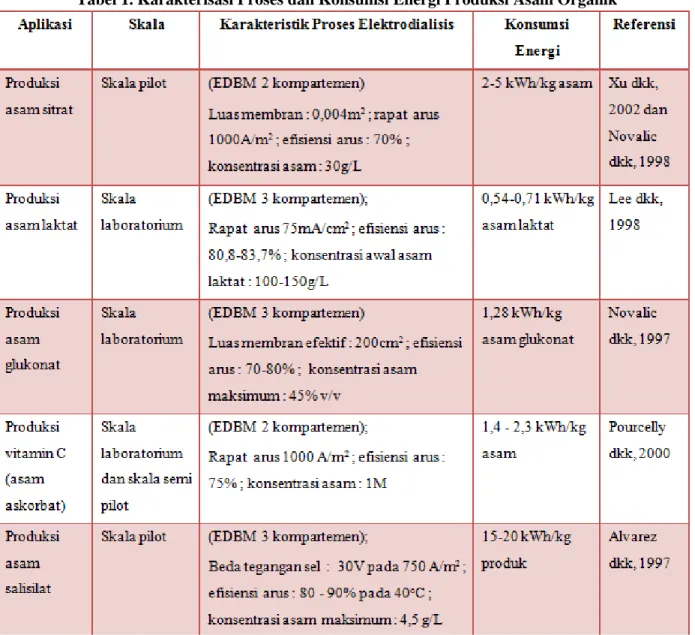
Pada Tabel 1, terdapat informasi tentang karakteristik proses dan konsumsi energi yang dibutuhkan untuk produksi asam organik dengan elektrodialisis. Informasi-informasi ini berasal dari literatur. Informasi biaya sangat sulit didapatkan karena sebagian besar eksperimen dilakukan dalam skala lab, meskipun terdapat beberapa data yang dilakukan dalam sekala pilot. Selain itu, biaya untuk aliran umpan tambahan dan polutan sekunder jarang diperhitungkan pada biaya total. Informasi seperti ini akan sangat dibutuhkan untuk menentukan proses yang akan digunakan dalam produksi asam organik.
5. Teknologi Elektrodialisis di Masa Depan
Berdasarkan pembahasan di atas, elektrodialisis (ED) merupakan inovasi yang sangat kompeten dalam produksi asam organik. Namun, penelitian dan
pengembangan harus tetap dilakukan untuk
meningkatkan kinerja dan hasil produksi elektrodialisis pada skala industri. Tujuan dari pengembangan yang harus dilakukan adalah (1) menurunkan biaya membran
terutama membran bipolar, (2) meningkatkan
kemampuan untuk menghilangkan senyawa yang dapat merusak membran (fouling), (3) meningkatkan selektifitas ion kompetitor dan mengembangkan selektifitas pada membran pertukaran ion untuk anion organik dan ion hidrogen (Huang, 2007)
Kerusakan pada membran adalah rintangan terberat pada industri dan membutuhkan perhatian khusus pada proses pengoperasian. Selain cara-cara yang telah disebutkan sebelumnya, perlu dilakukan perhitungan untuk mengurangi kemungkinan terjadinya kerusakan pada membran saat elektrodialisis sedang berjalan dan setelah alat dimatikan. Perhitungan yang perlu dilakukan termasuk (1) perubahan secara berkala pada polaritas elektroda, (2) penurunan arus operasi, (3) peningkatan kondisi hidrolik pada ruang unit dengan cara meningkatkan laju aliran umpan, (4) penambahan zat kimia untuk menghambat pembentukan endapan dan perkembang-biakan mikroba, (5) melakukan ekstraksi produk sebelum dijenuhkan, (6) menggunakan membran yang kuat propertisnya seperti monovalen membran, dan (7) pembersihan membran secara fisik atau kimia setelah alat dimatikan (Huang, 2007). Dengan perhitungan diatas, diharapkan kinerja
elektrodialisis dapat ditingkatkan tanpa mempengaruhi kualitas produk dan peningkatkan konsumsi energi.
Aplikasi elektrodialisis yang ideal digunakan untuk pembuatan asam organik adalah bioreaktor yang terdiri dari ED yang dapat melakukan pemisahan in situ,
pemurnian, dan produksi sekaligus. Untuk
mewujudkan keadaan tersebut, dibutuhkan peran dari pihak akademia, industri, dan pemerintah untuk
saling bekerjasama dan berusaha melakukan
pengembangan. Untuk kedepannya, diharapkan
elektrodialisis tidak hanya digunakan untuk industri
pembuatan asam organik, tetapi juga dapat
diaplikasikan dan memiliki peranan penting dalam kehidupan manusia.
Daftar Pustaka
REFERENCES
Ameridia, Inc, 1999. Production of Organic or Amino Acid by Bipolar Membrane Electrodialysis: http://www.ameridia.com/html/ebc.html, diakses 10 April 2016 pukul 21.00.
Ameridia, Inc. 1999. The Bipolar Membrane. Available : http://ameridia.com/html/ebp.html, diakses 10 April 2016 pukul 21.10.
Lee, E.G.; Moon, S.H.; Chang, Y.K.; Yoo, I.K.; Chang, H.N.; Lactic acidrecovery using two-stage electrodialysis and its modeling, J. Membr. Sci. 145 (1998) 53–66.
Alvarez, F.; Alvarez, R.; Coca, J.; Sandeaux, J.; Sandeaux, R.; Gavach, C.; Salicylic acid production by electrodialysis with bipolar membranes, J. Membr. Sci. 123 (1997) 61–69.
Pourcelly, G.; Gavach, C.; (2000). Electrodialysis water splitting—application of electrodialysis with bipolar membranes, in: A.J.B. Kemperman (Ed.), Handbook on Bipolar Membrane Technology, Twente University Press, Enschede, The Netherlands.
Ganzi, G.C.; (1988). Electrodeionization for High-purity Water Production. In Sirkar, K.K., and Lloyd, D.R. (Eds.), New membrane materials and processes for separation. AIChE Symposium series, No. 261, Vol. 84, 73–83 Huang, C.; Xu, C.; Zhang, T.; Xue, Y.; Chen, G. (2007). Application of Electrodialysis to The Production of Organic
Acids: State-of-The-Art and Recent Developments, Journal of Membrane Science, 288, 1–12.
Wenten, I.G.; (2015). “Industri Membran dan Perkembangannya.” Teknik Kimia Institut Teknologi Bandung. Wenten, I.G.; (2015). “Teknologi Membran: Prospek dan Tantangannya.” Teknik Kimia Institut Teknologi Bandung. Wenten, I.G.; Hakim, A.N.; Khoiruddin, (2014). “Pemisahan Elektro Ionik Berbasis Membran.” Teknik Kimia Institut
Teknologi Bandung.
Wenten, I.G.; Hakim, A.N.; Khoiruddin, (2014). Peristiwa Perpindahan dalam Membran Penukar Ion, Teknik Kimia Institut Teknologi Bandung.
Wenten, I.G.; Hakim, A.N.; Khoiruddin, Aryanti, P.T.P.; (2012). “Teori Perpindahan dalam Membran.” Teknik Kimia Institut Teknologi Bandung.
Leong, J.X., Wan Daud, W.R., Ghasemi, M., Liew, K.B., Ismail, M., (2013). Ion exchange membranes as separators in microbial fuel cells for bioenergy conversion: a comprehensive review, Renewable and Sustainable Energy Reviews, 28, 575–587
Li, N.N. et.al. (2008). Advanced membrane Technology and Applications. John Wiley and Sons Inc. Mulder, M. (1996). Basic Principle of Membrane Technology, Kluwer Academic Publishers, Netherlands.
Ramon, G. Z., Feinberg, B. J dan Hoek, E. M. V. (2011). Membrane-based production of salinity gradient power, Energy & Environmental Science, 4, 4423.
Rautenbach, R. 1989. Membrane Processess, John Wiley & Sons Ltd., U.K.Kroll,J.J. 1997. Monopolar and Bipolar Ion Exchange Membranes, PhD Thesis, Universiteit Twente.
Novalic, S.; Kulbe, K.D.; Separation and concentration of citric acid by means of electrodialytic bipolar membrane technology, Food Technol. Biotechnol. 36 (1998) 193–195.
Novalic, S; Kongbangkerd, T.; Kulbe, K.D.; Separation of gluconate with conventional and bipolar electrodialysis, Desalination 114 (1997) 45–50.
Strathmann, H. (1992). Electrodialysis. In Ho, W.S.W., Sirkar, K.K., Membrane andbook, Van Nostrand- Reinhold, New York
Strathmann, H. (2004). Ion-Exchange Membrane Separation Process. Elsevier.
Strathmann, H. (2010) Electrodialysis, a mature technology with a multitude of new applications. Desalination. 264, 268-288.
Strathmann, H., Grabowski, A., Eigenberger, G., (2006). “Electromembrane processes, efficient and versatile tools in a sustainable industrial development” , Desalination, 199, 1–3.
Tanaka, Y. (2007). Ion Exchange Membranes: Fundamentals and Applications, Elsevier: Amsterdam.
Xu, T.W.; Yang, W.H.; Citric acid production by electrodialysis with bipolar membranes, Chem. Eng. Process. 41 (2002) 519–524.
Xu, T.W.; Yang, W.H.; Effect of cell configurations on the performance of critic acid production by a bipolar membrane electrodialysis, J. Membr. Sci. 203 (2002) 145–153.
Cauwenberg, V.; Peels, J.; Resbeut, S.; Pourcelly, G.; Application of electrodialysis within fine chemistry, Sep. Purif. Technol. 22/23 (2001) 115–121.