PENINGKATAN KAPASITAS PRODUKSI END SLATS UNTUK
PEMBUATAN PRODUK ANNIVERSARY CONVERTIBLE SLEIGH CRIB
(STUDI KASUS: BAGIAN KOMPONEN PT. DP PASURUAN)
Waluyo Prasetyo1)dan M. Imron Mas’ud2)1)Jurusan Teknik Industri, Institut Teknologi Sepuluh Nopember Email: waluyo.prasetyo@gmail.com
2)Jurusan Teknik Industri, Institut Teknologi Sepuluh Nopember Email: imrone28@gmail.com
ABSTRAK
PT. DP Pasuruan merupakan salah satu perusahaan yang memproduksi mebel untuk diekspor ke Australia, Amerika, dan Jepang. Dalam proses produksi salah satu produknya yaitu End Slats yang merupakan salah satu komponen Anniversary Convertible Sleigh Crib, perusahaan tersebut mengalami penumpukan bahan baku dan produk setengah jadi di lantai produksinya sehingga mengakibatkan kurang efisiennya waktu produksi mesin-mesin yang digunakan dan kurangnya jumlah produksi yang dihasilkan.
Penelitian ini bertujuan untuk menghitung kapasitas efektif yang digunakan, menghitung kapasitas produksi yang dijadikan sebagai acuan produksi, dan menentukan tata letak fasilitas produksi yang mampu memberikan peningkatan produksi. Metode yang digunakan dlam penelitian ini adalah simulasi dan analisis tata letak fasilitas produksi.
Berdasarkan hasil analisis kapasitas produksi menunjukkan adanya penurunan kapasitas efektif sebesar 7%, terjadi peningkatan rated capacity sebesar 160 komponen, dan terjadi penurunan weight total pada mesin-mesin yang digunakan.
Kata kunci: End Slats, Simulasi, Tata Letak Fasilitas, Weight Total
PENDAHULUAN
PT. DP Pasuruan merupakan salah satu perusahaan yang memproduksi mebel perlengkapan kamar (room set furniture), perlengkapan kantor (office set furniture), dan perlengkapan dapur (furniture kitchen set). Produk-produk yang dihasilkan antara lain:
Anniversary Convertible Sleigh Crib, Bed Queen Navis, Bed Kemp 1600, Bed King, 5 Drawer, 6 Drawer, Door Dresser, Next Stand, Mirror dan lain-lain untuk diekspor ke
Australia, Amerika, dan Jepang.
Dalam proses produksi End Slats yang merupakan salah satu komponen Anniversary
Convertible Sleigh Crib, perusahaan tersebut mengalami penumpukan bahan baku dan produk
setengah jadi di lantai produksinya sehingga mengakibatkan kurang efisiennya waktu produksi mesin-mesin yang digunakan dan kurangnya jumlah produksi yang dihasilkan.
Penelitian ini bertujuan untuk menghitung kapasitas efektif yang digunakan, menghitung kapasitas produksi yang dijadikan sebagai acuan produksi, dan menentukan tata letak fasilitas produksi yang mampu memberikan peningkatan produksi.
METODE PENELITIAN
Metode penelitian yang digunakan dalam penelitian ini adalah simulasi dan analisis tata letak fasilitas produksi.
Pengumpulan Data
Data-data yang diamati dalam penelitian tersebut antara lain:
- Data waktu proses mesin-mesin yang digunakan untuk memproduksi End Slats, yaitu: mesin double cut, mesin roll (single) shaper 1, mesin roll (single) shaper 2, mesin double
round tenoner 1, mesin double round tenoner 2, mesin table router 1, mesin table router 2, dan mesin table router 3.
- Data produksi End Slats.
- Data luas area fasilitas produksi yang digunakan.
- Data koordinat titik pusat fasilitas produksi yang digunakan.
- Data waktu transportasi dan jarak antarfasilitas produksi yang digunakan untuk memproduksi End Slats.
Pengolahan Data Uji Independensi Data
Uji independensi data merupakan pengujian untuk mengetahui ada atau tidaknya saling ketergantungan antara data yang satu dengan data yang lainnya dalam satu kumpulan data yang sama.
Distribusi Data
Sebelum data digunakan pada simulasi, dilakukan penyesuaian distribusi data untuk mengetahui pola output dari mesin-mesin produksi yang digunakan.
Verifikasi Model
Verifikasi adalah proses untuk memastikan bahwa perilaku model telah sesuai dengan asumsi yang dibuat. Verifikasi biasanya juga dikenal sebagai pencarian kesalahan (debug) pada model.
Validasi Model
Validasi adalah proses untuk menentukan bahwa model mampu mewakili sistem nyata secara akurat. Pada proses ini performansi data aktual diperlukan sebagai masukan model simulasi. Untuk memvalidasi model simulasi, harus dilakukan perbandingan antara keluaran model dan sistem nyata.
Penghitungan Kapasitas Produksi
Setelah model dipastikan telah mampu mewakili sistem sesungguhnya, maka output model dijadikan sebagai kapasitas untuk penghitungan kapasitas efektif. Kapasitas efektif ini kemudian digunakan untuk menentukan efisiensi dari penggunaan fasilitas produksi. Sedangkan rated capacity yang digunakan menunjukkan bahwa fasilitas produksi telah digunakan dengan maksimal.
Penggambaran Tata Letak Fasilitas Awal
Penggambaran ini dimaksudkan untuk menunjukkan tata letak fasilitas produksi yang digunakan untuk memproduksi End Slats. Berdasarkan tata letak tersebut bisa diketahui secara visual letak fasilitas-fasilitas produksi yang digunakan.
Pengalokasian Tata Letak Fasilitas Usulan
Pengalokasian ini dimaksudkan untuk menunjukkan tata letak fasilitas produksi usulan yang digunakan untuk memproduksi End Slats. Berdasarkan tata letak usulan ini, kemudian
produksi yang digunakan, sedangkan waktu transportasi antarfasilitas produksi tersebut diperoleh dengan meneliti langsung di lantai produksi.
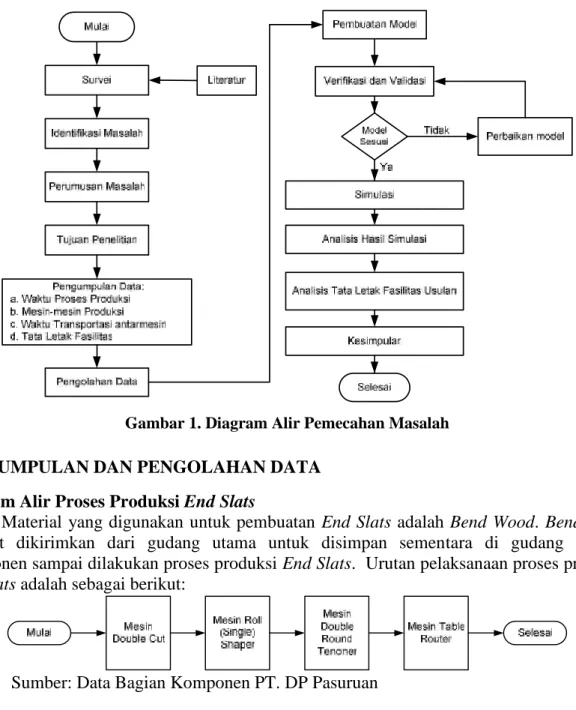
Diagram Alir Pemecahan Masalah
Gambar 1. Diagram Alir Pemecahan Masalah
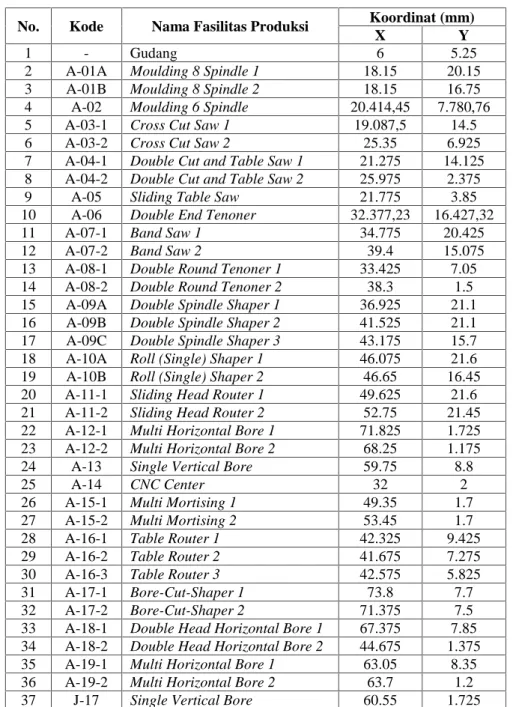
PENGUMPULAN DAN PENGOLAHAN DATA Diagram Alir Proses Produksi End Slats
Material yang digunakan untuk pembuatan End Slats adalah Bend Wood. Bend wood tersebut dikirimkan dari gudang utama untuk disimpan sementara di gudang Bagian Komponen sampai dilakukan proses produksi End Slats. Urutan pelaksanaan proses produksi
End Slats adalah sebagai berikut:
Sumber: Data Bagian Komponen PT. DP Pasuruan
Gambar 2. Diagram Alir Proses Produksi End Slats
Waktu Proses Mesin
Waktu proses mesin yang dikumpulkan berasal dari mesin-mesin produksi yang digunakan untuk memproduksi End Slats. Data-data tersebut meliputi waktu proses mesin
double cut, roll (single) shaper 1, roll (single) shaper 2, double round tenoner 1, double round tenoner 2, table router 1, table router 2, dan table router 3.
Data Produksi End Slats
Data produksi End Slats dapat dilihat pada Tabel 1.
Tabel 1. Data Produksi End Slats
Kebutuhan Pengerjaan Minggu ke
Anniv. Conv. Sleigh Crib End Slats I II III IV
1024 6144 1536 1536 1536 1536
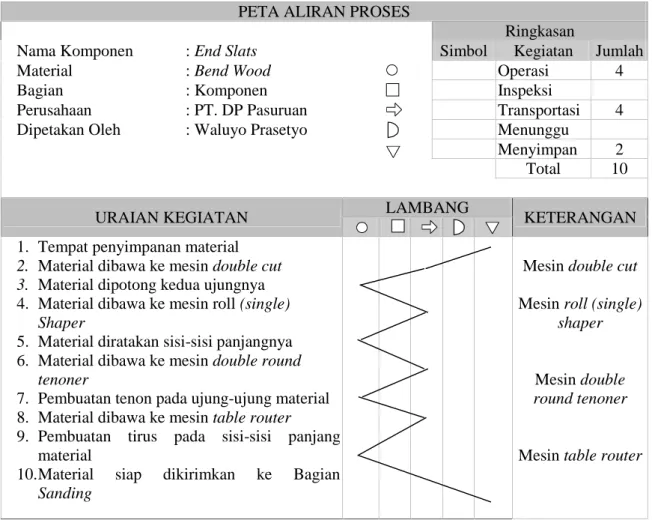
Sumber: Data Bagian Komponen PT. DP Pasuruan Koordinat Titik Pusat Fasilitas Produksi
Koordinat titik pusat fasilitas-fasilitas produksi dapat dilihat pada Tabel 2. Tabel 2. Koordinat Titik Pusat Fasilitas Produksi
No. Kode Nama Fasilitas Produksi Koordinat (mm)
X Y
1 - Gudang 6 5.25
2 A-01A Moulding 8 Spindle 1 18.15 20.15 3 A-01B Moulding 8 Spindle 2 18.15 16.75 4 A-02 Moulding 6 Spindle 20.414,45 7.780,76
5 A-03-1 Cross Cut Saw 1 19.087,5 14.5
6 A-03-2 Cross Cut Saw 2 25.35 6.925
7 A-04-1 Double Cut and Table Saw 1 21.275 14.125 8 A-04-2 Double Cut and Table Saw 2 25.975 2.375 9 A-05 Sliding Table Saw 21.775 3.85 10 A-06 Double End Tenoner 32.377,23 16.427,32
11 A-07-1 Band Saw 1 34.775 20.425
12 A-07-2 Band Saw 2 39.4 15.075
13 A-08-1 Double Round Tenoner 1 33.425 7.05 14 A-08-2 Double Round Tenoner 2 38.3 1.5 15 A-09A Double Spindle Shaper 1 36.925 21.1 16 A-09B Double Spindle Shaper 2 41.525 21.1 17 A-09C Double Spindle Shaper 3 43.175 15.7 18 A-10A Roll (Single) Shaper 1 46.075 21.6 19 A-10B Roll (Single) Shaper 2 46.65 16.45 20 A-11-1 Sliding Head Router 1 49.625 21.6 21 A-11-2 Sliding Head Router 2 52.75 21.45 22 A-12-1 Multi Horizontal Bore 1 71.825 1.725 23 A-12-2 Multi Horizontal Bore 2 68.25 1.175 24 A-13 Single Vertical Bore 59.75 8.8 25 A-14 CNC Center 32 2
26 A-15-1 Multi Mortising 1 49.35 1.7
27 A-15-2 Multi Mortising 2 53.45 1.7
28 A-16-1 Table Router 1 42.325 9.425
29 A-16-2 Table Router 2 41.675 7.275
30 A-16-3 Table Router 3 42.575 5.825
31 A-17-1 Bore-Cut-Shaper 1 73.8 7.7
32 A-17-2 Bore-Cut-Shaper 2 71.375 7.5
33 A-18-1 Double Head Horizontal Bore 1 67.375 7.85 34 A-18-2 Double Head Horizontal Bore 2 44.675 1.375 35 A-19-1 Multi Horizontal Bore 1 63.05 8.35 36 A-19-2 Multi Horizontal Bore 2 63.7 1.2 37 J-17 Single Vertical Bore 60.55 1.725
Waktu Transportasi
Perpindahan material end slats menuju fasilitas produksi menggunakan bantuan hand
pallet dengan kapasitas 1000 komponen end slats/perpindahan.
A-04-1 A-16-3 A-16-2 A-08-2 A-08-1 A-10B A-10A A-13-1 1:16.75' 1:24.69' 1:17.73' 1:06.85' 1:56.22' 1:45.34' 1:20.11' 1:17.55' 1:09.23' 1:17.55' 1:06.67' 1:06.67' Satuan: mm:dd Keterangan: G : Gudang
A-04-1 : Mesin double cut A-10A : Mesin roll (single) shaper 1 A-10B : Mesin roll (single) shaper 2 A-08-1 : Mesin double round tenoner 1
A-08-2 : Mesin double round tenoner 2
A-16-1 : Mesin table router 1 A-16-2 : Mesin table router 2 A-16-3 : Mesin table router 3
G 32.14'
Sumber: Data Bagian Komponen PT. DP Pasuruan
Gambar 3. Waktu Transportasi
Jarak Antarfasilitas Produksi
A-04-1 A-16-3 A-16-2 A-08-2 A-08-1 A-10B A-10A A-13-1 31.635,16 32.212,11 22.510,16 26.060,16 23.087,11 26.637,11 13.175 9.575 8.300 9.575 4.700 4.700,5 Satuan: mm Keterangan: G : Gudang
A-04-1 : Mesin double cut A-10A : Mesin roll (single) shaper 1 A-10B : Mesin roll (single) shaper 2 A-08-1 : Mesin double round
tenoner 1
A-08-2 : Mesin double round
tenoner 2
A-16-1 : Mesin table router 1 A-16-2 : Mesin table router 2 A-16-3 : Mesin table router 3
G 15.275
Sumber: Data Bagian Komponen PT. DP Pasuruan Gambar 4. Jarak Antarfasilitas Produksi
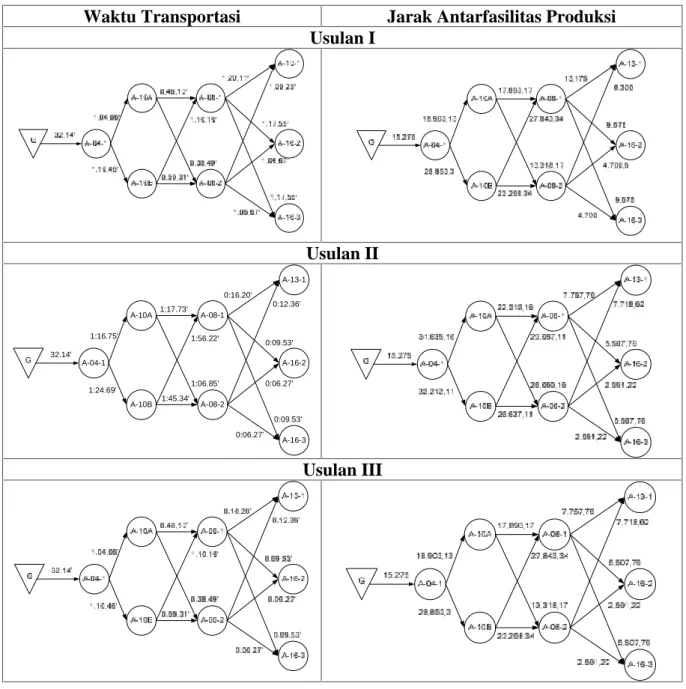
Pengolahan Data Peta Aliran Proses
Peta aliran proses pada dasarnya dirancang untuk memberikan pemahaman yang cepat dari kegiatan-kegiatan operasi yang harus diselenggarakan untuk menghasilkan suatu produk.
Tabel 3. Peta Aliran Proses Produksi End Slats
PETA ALIRAN PROSES
Ringkasan
Nama Komponen : End Slats Simbol Kegiatan Jumlah
Material : Bend Wood Operasi 4
Bagian : Komponen Inspeksi
Perusahaan : PT. DP Pasuruan Transportasi 4
Dipetakan Oleh : Waluyo Prasetyo Menunggu
Menyimpan 2
Total 10
URAIAN KEGIATAN LAMBANG KETERANGAN
1. Tempat penyimpanan material
2. Material dibawa ke mesin double cut 3. Material dipotong kedua ujungnya
4. Material dibawa ke mesin roll (single)
Shaper
5. Material diratakan sisi-sisi panjangnya 6. Material dibawa ke mesin double round
tenoner
7. Pembuatan tenon pada ujung-ujung material 8. Material dibawa ke mesin table router 9. Pembuatan tirus pada sisi-sisi panjang
material
10.Material siap dikirimkan ke Bagian
Sanding ● ● ● ● ● ● ● ● ● ●
Mesin double cut Mesin roll (single)
shaper
Mesin double
round tenoner
Mesin table router
Sumber: Data Olahan Uji Independensi Data
Tabel 4. Hasil Uji Independensi Data
No. Pengolahan Data Kesimpulan
1. 2. 3. 4. 5. 6. 7. 8.
Waktu proses mesin double cut
Waktu proses mesin roll (single) shaper 1 Waktu proses mesin roll (single) shaper 2 Waktu proses mesin double round tenoner 1 Waktu proses mesin double round tenoner 2 Waktu proses mesin table router 1
Waktu proses mesin table router 2 Waktu proses mesin table router 3
Independent Independent Independent Independent Independent Independent Independent Independent
Distribusi Data
Distribusi data pada proses produksi mesin yang digunakan diperoleh dengan mengaplikasikan perangkat lunak Stat::Fit. Ringkasan penyesuaian distribusi dapat dilihat pada Tabel 5.
Tabel 5. Hasil Penyesuaian Distribusi
No. Pengolahan Data Distribusi
1. 2. 3. 4. 5. 6. 7. 8.
Waktu proses mesin double cut
Waktu proses mesin roll (single) shaper 1 Waktu proses mesin roll (single) shaper 2 Waktu proses mesin double round tenoner 1 Waktu proses mesin double round tenoner 2 Waktu proses mesin table router 1
Waktu proses mesin table router 2 Waktu proses mesin table router 3
Weibull(1,2.26,2.05) Lognormal(6,0.486,0.589) Beta(6,10.2,1.99,2.11) Pearson5(2,20,8,19) Weibull(2,3.6,0.759) Weibull(5,1.9,2.75) Beta(5,9.99,1.46,1.94) Beta(5,9.99,1.3,1.79) Sumber: Data Olahan Menggunakan Stat::Fit
Model Simulasi Awal Proses Produksi End Slats
Proses simulasi awal produksi End Slats untuk pembuatan produk Anniversary
Convertible Sleigh Crib ini dimodelkan dengan menggunakan perangkat lunak simulasi SIMUL8.
Gambar 5. Model Simulasi Awal Proses Produksi End Slats
Verifikasi
Verifikasi dilakukan dengan cara menjalankan simulasi berdasarkan model yang telah dibuat, sehingga dapat diketahui bagian-bagian model yang perlu mendapat perbaikan.
Validasi
Berdasarkan simulasi model diperoleh hasil sebesar 2009 komponen, sedangkan pada sistem nyata jumlah keluaran yang dihasilkan sebesar 2000 komponen. Pada model, rata-rata waktu antrian terbesar terjadi pada mesin roll (single) shaper 1 dan table router 1, demikian pula halnya pada sistem nyata.
Model Simulasi Usulan Proses Produksi End Slats
Waktu Transportasi Jarak Antarfasilitas Produksi
Usulan I Usulan II A-04-1 A-16-3 A-16-2 A-08-2 A-08-1 A-10B A-10A A-13-1 1:16.75' 1:24.69' 1:17.73' 1:06.85' 1:56.22' 1:45.34' 0:16.20' 0:09.53' 0:12.36' 0:09.53' 0:06.27' 0:06.27' G 32.14' Usulan III
Gambar 6. Model Simulasi Usulan Proses Produksi End Slats
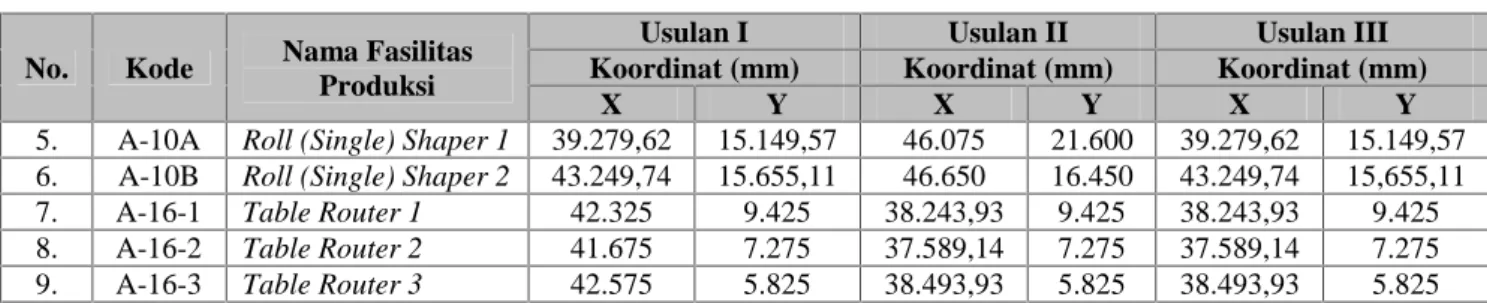
Koordinat Titik Pusat Fasilitas Produksi Usulan
Tabel 6. Koordinat Titik Pusat Fasilitas Produksi Usulan
No. Kode Nama Fasilitas Produksi
Usulan I Usulan II Usulan III
Koordinat (mm) Koordinat (mm) Koordinat (mm)
X Y X Y X Y
1. - Gudang 6.000 5.250 6.000 5.250 6.000 5.250
2. A-04-1 Double Cut 21.275 14.125 21.275 14.125 21.275 14.125 3. A-08-1 Double Round
Tenoner 1
33.425 7.050 33.425 7.050 33.425 7.050 4. A-08-2 Double Round 38.300 1.500 38.300 1.500 38.300 1.500
No. Kode Nama Fasilitas Produksi
Usulan I Usulan II Usulan III
Koordinat (mm) Koordinat (mm) Koordinat (mm)
X Y X Y X Y
5. A-10A Roll (Single) Shaper 1 39.279,62 15.149,57 46.075 21.600 39.279,62 15.149,57 6. A-10B Roll (Single) Shaper 2 43.249,74 15.655,11 46.650 16.450 43.249,74 15,655,11 7. A-16-1 Table Router 1 42.325 9.425 38.243,93 9.425 38.243,93 9.425 8. A-16-2 Table Router 2 41.675 7.275 37.589,14 7.275 37.589,14 7.275 9. A-16-3 Table Router 3 42.575 5.825 38.493,93 5.825 38.493,93 5.825
Sumber: Data Usulan Hasil Pengolahan Data
Berdasarkan model simulasi yang telah dibuat, kemudian model simulasi tersebut dijalankan dengan durasi 2.700 menit (per minggu). Dari hasil running model diperoleh hasil sebagai berikut:
1. Output model usulan III memberikan peningkatan terbesar = 10,7%, sebanyak 215 komponen.
2. Rata-rata waktu dalam sistem pada model usulan III mengalami penurunan terbesar = 2,83%, sebesar 38,64 menit.
3. Rata-rata utilitas mesin pada model usulan I mengalami peningkatan terkecil = 0,45%. 4. Rata-rata waktu tunggu pada antrian proses roll (single) shaper 1 pada model usulan I
mengalami peningkatan terkecil = 0,89%, sebesar 8,94 menit.
5. Rata-rata waktu tunggu pada antrian proses roll (single) shaper 2 pada model usulan II mengalami penurunan terbesar = 1,90%, sebesar 1,19 menit.
6. Rata-rata waktu tunggu pada antrian proses double round tenoner 1 pada model usulan II mengalami peningkatan terkecil = 2,58%, sebesar 8,08 menit.
7. Rata-rata waktu tunggu pada antrian proses double round tenoner 2 pada model usulan II mengalami penurunan terbesar = 2,48%, sebesar 4,17 menit.
8. Rata-rata waktu tunggu pada antrian proses table router 1 pada model usulan I mengalami peningkatan terkecil = 3,97%, sebesar 16,07 menit.
9. Rata-rata waktu tunggu pada antrian proses table router 2 pada model usulan II mengalami penurunan terbesar = 1,29%, sebesar 0,85 menit.
10. Rata-rata waktu tunggu pada antrian proses table router 3 pada model usulan III mengalami peningkatan terkecil = 7,39%, sebesar 4,47 menit.
Tabel 7. Perbandingan Hasil Analisis Tata Letak Fasilitas Produksi
No. Nama Fasilitas Produksi Weight Total (mm)
Awal Usulan I Usulan II Usulan III 1. 2. 3. 4. 5. 6. 7. 8. 9. Gudang
Mesin double cut
Mesin roll (single) shaper 1 Mesin roll (single) shaper 2 Mesin double round tenoner 1 Mesin double round tenoner 2 Mesin table router 1
Mesin table router 2 Mesin table router 3
608.880,8 414.270,6 625.380,6 585.832,5 438.793,3 528.444,1 511.949,1 510.866,6 534.632,5 572.730,33 380.305,7 453.250,6 517.722,3 401.439,9 498.459,3 487.329,7 484.871,9 511.246,6 596.670,8 402.739,6 630.125 593.010,7 426.854,7 524.858,6 459.590,9 458.003,6 478.393,7 560.520,3 368.774,7 451.874,8 522.068,8 389.501,3 494.873,8 424.726,2 423.869,7 446.537,2 Sumber: Data Olahan
Tabel 8. Perbandingan Hasil Analisis Kapasitas Produksi
No. Pengukuran Hasil
Awal Usulan I Usulan II Usulan III 1.
2.
Kapasitas efektif (%)
Rated Capacity (komponen)
76 1.481 72 1.578 70 1.621 69 1.641 Sumber: Data Olahan
KESIMPULAN DAN SARAN
Berdasarkan penelitian, pengolahan dan analisis data yang telah dilakukan dapat disimpulkan sebagai berikut:
1. Hasil analisis kapasitas produksi menunjukkan penurunan kapasitas efektif sebesar 7%. 2. Hasil analisis kapasitas produksi menunjukkan adanya peningkatan rated capacity sebesar
160 komponen.
3. Berdasarkan analisis tata letak fasilitas produksi:
- Penurunan weight total gudang sebesar 48.360,50 mm.
- Penurunan weight total mesin double cut sebesar 45.495,9 mm.
- Penurunan weight total mesin roll (single) shaper 1 sebesar 173.505,80 mm.
- Penurunan weight total mesin roll (single) shaper 2 sebesar 68.110,20 mm.
- Penurunan weight total mesin double round tenoner 1 sebesar 49.292 mm.
- Penurunan weight total mesin double round tenoner 2 sebesar 33.570,30 mm.
- Penurunan weight total mesin table router 1 sebesar 87.222,9 mm.
- Penurunan weight total mesin table router 2 sebesar 86.996,9 mm.
- Penurunan weight total mesin table router 3 sebesar 88.095,3 mm. Saran-saran yang dapat diberikan kepada perusahaan antara lain:
1. Untuk peningkatan kapasitas produksi yang lebih baik, sebaiknya digunakan tata letak fasilitas produksi sesuai dengan model simulasi usulan III.
2. Untuk perubahan-perubahan tata letak fasilitas untuk memproduksi End Slats yang direncanakan perusahaan, bisa secara langsung diterapkan pada model simulasi yang telah dibuat atau memodifikasikan model simulasi tersebut sesuai kebutuhan.
3. Untuk penelitian selanjutnya bisa dilakukan analisis anggaran dan biaya produksinya. DAFTAR PUSTAKA
Diamond, Bob. _____. Concepts of Modeling and Simulation. San Jose, CA:Imagine That, Inc.
Hansen, Kathi. 1999. Simulation Streamline Production, Improves Inventory Control, Shaves
Costs. San Jose, CA:Imagine That, Inc.
H. S., D. Suryadi dan Bunawan. 1996. Pengantar Metodologi Pengembangan Sistem
Informasi. Cetakan II dari Seri Diktat Kuliah, D. Suryadi H.S., ed.
Jakarta:Universitas Gunadarma.
Kelton, W. David, Sadowski, Randall P., Sadowski, Debora A. 2002. Simulation with Arena, Edisi Kedua, McGraw-Hill Companies, Inc.
Render, Barry, Heizer, Jay. 2001. Prinsip-prinsip Manajemen Operasi, Salemba Empat, Pearson Education Asia Pte.Ltd.