ANALISIS PENERAPAN TOTAL PRODUCTIVE MAINTENANCE DI PT XYZ
EKA SANDRA PUTRI
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR 2013
Dengan ini saya menyatakan bahwa skripsi berjudul Analisis Penerapan Total Productive Maintenance di PT XYZ adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir disertasi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Agustus 2013 Eka Sandra Putri NIM F34090074
XYZ. Dibimbing oleh MACHFUD.
Total Productive Maintenance (TPM) merupakan konsep pemeliharaam dengan tujuan untuk meningkatkan produktivitas sekaligus meningkatkan moral dan tanggung jawab karyawan pada masing-masing pekerjaan yang mereka lakukan. Tujuan utama dari penelitian ini adalah untuk menemukan strategi terbaik untuk meningkatkan kinerja TPM melalui program kerja autonomous maintenance (AM) di lini pengemasan D sebagai lini model dari penerapan TPM.
Kinerja dari program TPM diukur berdasarkan pengukuran nilai Overall Equipment Effectiveness (OEE). OEE merupakan metode pengukuran efektivitas mesin produksi yang terdiri atas pengukuran rasio ketersediaan waktu, rasio kinerja mesin, dan kualitas produk. Metode ini menjadi faktor kunci dalam pengukuran produktivitas dari proses produksi. Alternatif strategi terbaik ditentukan dengan menggunakan model proses hierarki analitik (AHP).
Peningkatan berfokus pada penurunan waktu dari pengecekan dan pembersihan yang menjadi downtime tertinggi di lini pengemasan D. Hasil dari penelitian ini dapat digunakan untuk mengidentifikasi faktor-faktor yang mempengaruhi produktivitas dan untuk menemukan strategi peningkatan terbaik.
Kata Kunci : Autonomous Maintenance, Overall Equipment Effectiveness, Proses Hierarki Analitik (AHP), Total Productive Maintenance
ABSTRACT
EKA SANDRA PUTRI. Analysis of Total Productive Maintenance Implementation in PT XYZ. Supervised by MACHFUD.
Total Productive Maintenance (TPM) is a maintenance concept that aims not only to improve productivity but also to improve morale and workers responsibilities to do they own job. The main objective of this research was to find the best strategy to improve the performance of TPM through the autonomous maintenance (AM) programs on the line sachet D as the line model of TPM implementation. Performance of TPM programs was measured based on measuring the value of Overall Equipment Effectiveness (OEE). OEE as measurement methods of the production machine effectiveness that involves measurement of the availability rate, performance rate, and quality rate. This method becomes a key factor in the productivity measurement of the production process. The best alternative strategy was determined by using of Analytical Hierarchy Process (AHP) model. Improvement was focused on reduced the cleaning and inspection time which is one of the highest downtime on the line sachet D. The result of this research will be able to identify the factors which influent productivity and to provide the best improvement strategy.
Keywords : Analytical Hierarchy Process, Autonomous Maintenance, Overall Equipment Effectiveness, Total Productive Maintenance
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Teknologi Industri Pertanian
ANALISIS PENERAPAN TOTAL PRODUCTIVE MAINTENANCE DI PT XYZ
EKA SANDRA PUTRI
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR 2013
Disetujui oleh
Dr Ir Machfud MS Dosen Pembimbing
Diketahui oleh
Prof Dr Ir Nastiti Siswi Indrasti Ketua Departemen
Tanggal Lulus:
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta’ala atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Judul penelitian yang dipilih dalam penelitian yang dilaksanakan sejak bulan Maret 2013 ini ialah Analisis Penerapan Total Productive Maintenance di PT XYZ.
Terima kasih penulis ucapkan kepada Bapak Dr Ir Machfud, MS selaku dosen pembimbing. Di samping itu, penghargaan penulis sampaikan kepada Ibu Jeany Shanti Devi selaku Manajer Produksi dari PT Sanghiang Perkasa, Bapak Marsono, Bapak Wisnu, serta Ibu Theo yang telah membantu selama pengumpulan data. Ungkapan terima kasih juga disampaikan kepada ayah, ibu, serta seluruh sahabat TIN 46, atas segala doa dan kasih sayangnya.
Semoga karya ilmiah ini bermanfaat.
Bogor, Agustus 2013 Eka Sandra Putri
DAFTAR TABEL vi
DAFTAR GAMBAR vi
DAFTAR LAMPIRAN vi
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 2
Ruang Lingkup Penelitian 2
METODE PENELITIAN 2
Kerangka Pemikiran 2
Tahapan Penelitian 3
Metode Pengumpulan Data 5
Metode Analisis Data 7
Lokasi dan Waktu Penelitian 11
HASIL DAN PEMBAHASAN 11
Penetapan Area dan Stasiun Kerja Kritis 11
Implementasi TPM di Area dan Stasiun Kerja Kritis 12
Pengukuran Kinerja TPM di Lini Pengemasan D 17
Identifikasi Permasalahan di Lini Pengemasan D 20
Identifikasi Sumber Kontaminasi 25
Penyusunan Strategi untuk Pengembangan Implementasi TPM 31 Pemodelan Strategi Peningkatan Kinerja Autonomous Maintenance
dengan AHP 31
Hasil Penentuan Strategi Peningkatan Kinerja 32
SIMPULAN DAN SARAN 35
Simpulan 35
Saran 36
DAFTAR PUSTAKA 36
LAMPIRAN 37
RIWAYAT HIDUP 59
1 Nilai dan definisi pendapat kualitatif dari skala komparasi Saaty 6
2 Nilai Random Index (RI) 10
3 Nilai rataan OEE lini pengemasan D selama tahun 2013 20
4 Hasil perhitungan peringkat faktor 24
5 Hasil perhitungan alternatif dari faktor mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift 24 6 Hasil perhitungan alternatif dari faktor menyediakan sarana dan
prasarana untuk mempermudah pengecekan dan pembersihan 25 7 Hasil perhitungan alternatif dari faktor meningkatkan kedisiplinan
operator untuk melakukan pengecekan dan pembersihan sesuai
Standard Operation Procedure (SOP) 25
8 Bagian mesin yang kotor di lantai 1 lini pengemasan D 26 9 Pendekatan 5 why untuk bagian mesin yang kotor di lantai 1 lini
pengemasan D 27
10 Bagian mesin yang kotor di lantai 2 lini pengemasan D 27 11 Pendekatan 5 why untuk bagian mesin yang kotor di lantai 2 lini
pengemasan D 28
12 Bagian mesin yang kotor di lantai 3 lini pengemasan D 29 13 Solusi perbaikan permasalahan kotornya area atau bagian mesin di lini
pengemasan D 29
14 Pendekatan 5 why untuk bagian mesin yang kotor di lantai 3 lini
pengemasan D 30
15 Hasil perhitungan pembobotan level 2 (aktor) 32 16 Hasil perhitungan pembobotan level 3 (faktor) 34 17 Hasil perhitungan pembobotan level 4 (alternatif) 34 18 Hasil perhitungan pembobotan level 2 (aktor) supervisor produksi 56 19 Hasil perhitungan pembobotan level 2 (aktor) supervisor engineering
and maintenance 56
20 Hasil perhitungan pembobotan level 2 (aktor) supervisor quality control 56 21 Hasil perhitungan pembobotan level 3 (faktor) supervisor produksi 56 22 Hasil perhitungan pembobotan level 3 (faktor) supervisor engineering
and maintenance 57
23 Hasil perhitungan pembobotan level 3 (faktor) supervisor quality
control 57
24 Hasil perhitungan pembobotan level 4 (alternatif) supervisor produksi 57 25 Hasil perhitungan pembobotan level 4 (alternatif) supervisor
engineering and maintenance 58
26 Hasil perhitungan pembobotan level 4 (alternatif) supervisor quality
control 58
1 Kerangka penelitian 3
2 Diagram alir penelitian 4
3 Line stop di lini produksi 12
4 Diagram pareto penyebab line stop di lini D 12
5 Temuan initial cleaning lini pengemasan D 15
6 Nilai OEE lini pengemasan D 18
7 Pencapaian rasio ketersediaan waktu lini pengemasan D 18 8 Pencapaian rasio kinerja mesin lini pengemasan D 19 9 Pencapaian rasio kualitas produk lini pengemasan D 19
10 Diagram pareto line stop lini pengemasan D 21
11 Waktu pengecekan dan pembersihan 21
12 Pemodelan AHP strategi menurunkan waktu pengecekan dan
pembersihan 23
13 Pemodelan AHP strategi pencapaian autonomous maintenance yang
efektif 33
14 Hasil penggabungan perhitungan pembobotan level 2 (aktor) 55 15 Hasil penggabungan perhitungan pembobotan level 4 (alternatif) 55
DAFTAR LAMPIRAN
1 Kuesioner AHP strategi pencapaian autonomous maintenance yang
efektif 38
2 Kuesioner AHP strategi menurunkan waktu pengecekan dan
pembersihan 50
3 Hasil pembobotan pendapat para pakar kuesioner AHP strategi pencapaian autonomous maintenance yang efektif 56
PENDAHULUAN
Latar Belakang
Total Productive Maintenance (TPM) merupakan teknik silang fungsional yang melibatkan beberapa bagian fungsional perusahaan bukan hanya pada bagian pemeliharaan saja (Borris 2006). TPM menggabungkan praktik perawatan dengan preventive maintenance dan keterlibatan operator mesin melalui kegiatan autonomous maintenance. Keterlibatan operator ini bertujuan untuk mengembangkan budaya dimana operator membangun rasa memiliki terhadap perawatan mesin atau alat yang mereka gunakan dan membangun sinergi dengan bagian engineering dan pemeliharaan, serta manajemen untuk memastikan peralatan bekerja dengan baik.
Teknik pemeliharaan dan perawatan ini ditujukan untuk meningkatkan produktivitas perusahaan. Seiring dengan kebutuhan perusahaan untuk meningkatkan produktivitas, penggunaan dari mesin-mesin produksi pun menjadi meningkat. Mesin-mesin produksi tersebut tidak dapat dibiarkan begitu saja tanpa adanya pemeliharaan dan perawatan. Mesin-mesin tersebut semakin lama akan mengalami kerusakan (breakdown) yang pada akhirnya akan menyebabkan permasalahan. Permasalahan yang muncul akibat kerusakan tersebut adalah rendahnya kualitas produk yang dihasilkan, tingginya biaya produksi, hingga keterlambatan waktu pengiriman produk. Oleh karena itu, agar mesin selalu berada dalam kondisi prima maka upaya perbaikan secara berkesinambungan melalui TPM perlu dilakukan secara teratur dan terencana.
PT XYZ merupakan perusahaan yang memproduksi berbagai jenis makanan tambahan. Salah satunya adalah makanan tambahan bagi wanita hamil dan menyusui serta makanan dan susu bayi yang dapat disebut sebagai mother and baby food. Sedangkan untuk usia dalam masa pertumbuhan dan remaja disebut sebagai growing-up. Selain itu, perusahaan ini juga memproduksi produk-produk khusus makanan rumah sakit dan makanan kesehatan yang dinamakan sebagai prevention and clinical food. PT XYZ merupakan salah satu perusahaan yang sedang berkembang di industri makanan kesehatan. Perkembangan ini salah satunya dikarenakan perusahaan ini telah menerapkan sistem Total Productive Maintenance (TPM) di lingkungan kerjanya.
Melihat pentingnya penerapan TPM di PT XYZ sebagai upaya untuk meningkatkan kinerja perusahaan, maka perlu dilakukan penelitian untuk menganalisis penerapan TPM di perusahaan tersebut. Analisis dilakukan dengan mengukur peningkatan kinerja dari perusahaan dengan diterapkannya TPM pada bagian produksi berdasarkan nilai Overall Equipment Effectiveness (OEE).
Menurut Ericsson (1997) data kinerja mesin yang akurat sangat penting dalam menentukan keberhasilan dari aktivitas TPM. Jika kegagalan dari mesin dan alasan dari kerugian (losses) dari produksi tidak dipahami secara utuh, maka kegiatan TPM tidak dapat menyebar secara optimal untuk menyelesaikan masalah utama atau menghilangkan kinerja dari kerusakan. Kerugian (losses) dari produksi, serta biaya tidak langsung dan biaya yang tersembunyi masuk dalam biaya total produksi. Nakajima (1988) menyatakan bahwa OEE adalah ukuran
21
yang dapat menampilkan biaya-biaya yang tersembunyi tersebut. Nakajima (1988) juga menyatakan bahwa aplikasi dari penerapan nilai OEE yang paling efektif adalah melalui gabungan proses yang berhubungan dengan aplikasi dari quality control tools, seperti Pareto dan diagram sebab akibat.
Tujuan Penelitian Penelitian ini bertujuan untuk:
1. Mendapatkan area dan stasiun kerja kritis pada bagian produksi PT XYZ.
2. Mengetahui penerapan TPM di area dan stasiun kerja kritis.
3. Mengidentifikasi dan menganalisis akar penyebab permasalahan dan menemukan alternatif solusi untuk meningkatkan nilai Overall Equipment Effectiveness.
4. Mendapatkan rekomendasi yang sesuai dalam menunjang pengembangan sistem implementasi TPM.
Ruang Lingkup Penelitian
Penelitian ini dilakukan untuk menganalisa penerapan Total Productive Maintenance di PT XYZ dengan mengamati secara keseluruhan kegiatan TPM.
Namun, pada penelitian ini pengkajian masalah hanya dilakukan pada bagian Produksi perusahaan. Selain itu, pengambilan data dan pengamatan dilakukan untuk mencari area dan stasiun kerja kritis pada bagian produksi perusahaan, serta menganalisis dampak penerapan TPM terhadap kinerja berdasarkan pada ukuran nilai OEE. Pengamatan (observasi) dan pengambilan data perusahaan yang berkaitan dengan pelaksanaan TPM di salah satu lini produksi yang merupakan area kritis dan dijadikan lini model dalam penerapan TPM, yaitu lini pengemasan D.
METODE PENELITIAN
Kerangka Pemikiran
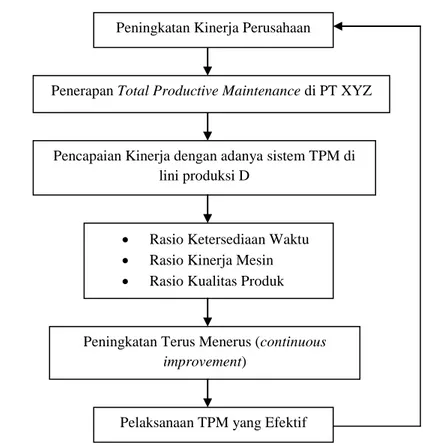
Total Productive Maintenance merupakan konsep pemeliharaan yang bertujuan untuk meningkatkan produktivitas perusahaan dan juga bertujuan untuk meningkatkan moral dan tanggung jawab karyawan terhadap pekerjaannya masing-masing. Peppard dan Philip (1997) menjelaskan bahwa dalam TPM, mesin-mesin dipelihara dan tim yang ada tidak menunggu hingga terjadi kerusakan untuk melakukan perbaikan mesin, tetapi secara rutin merawatnya untuk menjamin ketersediaan mesin secara terus-menerus.
Sistem Total Productive Maintenance yang diterapkan di PT XYZ dapat memberikan manfaat bagi perusahaan. Oleh karena itu, perlu diketahui pencapaian kinerja perusahaan dengan adanya penerapan sistem TPM tersebut.
Pengukuran kinerja perusahaan dilakukan di lini pengemasan D yang merupakan area kritis dan dijadikan model lini dalam penerapan TPM di bagian produksi PT XYZ. Kinerja perusahaan tersebut diukur berdasarkan rasio ketersediaan waktu, kinerja mesin dan tingkat kualitas produk yang merupakan faktor-faktor yang berpengaruh terhadap nilai OEE sebagai ukuran tingkat keberhasilan dalam penerapan TPM.
Teridentifikasinya faktor yang berpengaruh serta pencapaian kinerja perusahaan dengan penerapan sistem TPM melalui ukuran OEE, maka dapat diberikan rekomendasi kepada manajemen perusahaan untuk melakukan perbaikan dan peningkatan terus menerus (continuous improvement). Kinerja sistem TPM yang baik dapat mempengaruhi peningkatan kinerja perusahaan secara berkelanjutan dan menyeluruh. Kerangka pemikiran penelitian dapat dilihat pada Gambar 1.
Gambar 1. Kerangka pemikiran
Tahapan Penelitian
Tahap pertama dalam penelitian ini adalah menentukan tujuan penelitian.
Tujuan penelitian sangat penting untuk ditetapkan terlebih dahulu karena merupakan dasar mengapa penelitian ini dilakukan. Penelusuran studi pustaka
Pencapaian Kinerja dengan adanya sistem TPM di lini produksi D
Penerapan Total Productive Maintenance di PT XYZ
Rasio Ketersediaan Waktu
Rasio Kinerja Mesin
Rasio Kualitas Produk
Pelaksanaan TPM yang Efektif Peningkatan Terus Menerus (continuous
improvement)
Peningkatan Kinerja Perusahaan
21
dilakukan untuk menunjang penelitian dengan ilmu-ilmu atau pun juga dengan informasi-informasi penting yang terdapat pada buku-buku literatur, laporan penelitian terdahulu, internet dan lain sebagainya yang berkaitan dengan objek penelitian.
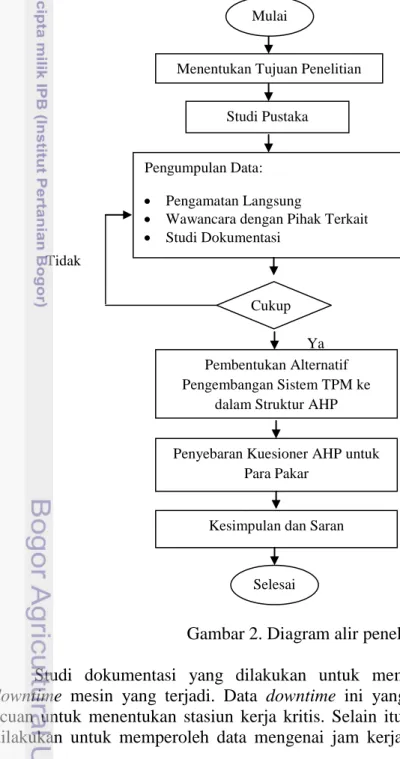
Tahap selanjutnya adalah pengumpulan data yang dilakukan dengan pengamatan langsung di PT XYZ dan wawancara kepada pihak-pihak yang terkait. Informasi yang dapat diperoleh mengenai gambaran umum perusahaan, proses produksi, penggunaan mesin-mesin produksi, dan pelaksanaan TPM di perusahaan. Analisis data yang diharapkan dapat memberikan output mengenai gambaran tentang aktivitas perusahaan dan area stasiun kerja kritis di perusahaan.
Gambar 2. Diagram alir penelitian
Studi dokumentasi yang dilakukan untuk memperoleh data mengenai downtime mesin yang terjadi. Data downtime ini yang akan dijadikan sebagai acuan untuk menentukan stasiun kerja kritis. Selain itu, studi dokumentasi juga dilakukan untuk memperoleh data mengenai jam kerja mesin, jumlah produksi
Pengumpulan Data:
Pengamatan Langsung
Wawancara dengan Pihak Terkait
Studi Dokumentasi
Menentukan Tujuan Penelitian
Studi Pustaka
Cukup Tidak
Ya
Kesimpulan dan Saran
Selesai
Pembentukan Alternatif Pengembangan Sistem TPM ke
dalam Struktur AHP
Penyebaran Kuesioner AHP untuk Para Pakar
Mulai
mesin, dan jumlah produk cacat pada area kerja kritis. Data ini digunakan untuk perhitungan efisiensi mesin dengan menggunakan formula Overall Equipment Effectiveness (OEE). Setelah diperoleh nilai OEE, kemudian dilakukan identifikasi akar penyebab permasalahan dengan membentuk diagram sebab akibat, sehingga diperoleh alternatif solusi untuk meningkatkan nilai OEE.
Tahap selanjutnya adalah membentuk alternatif-alternatif pengembangan sistem implementasi TPM ke dalam struktur Analytical Hierarchy Process (AHP).
Penetapan pihak-pihak yang akan mengisi kuesioner AHP dilakukan berdasarkan jabatan yang dimiliki, maupun justifikasi terhadap pengalaman, kepakaran dan pengetahuan mengenai kondisi aktual perusahaan. Teknik yang digunakan untuk menganalisis bobot setiap elemen, kriteria maupun alternatif adalah teknik pairwise comparison. Konsistensi pendapat para pakar tersebut diolah dengan menggunakan bantuan program Expert Choice 11. Alternatif yang memperoleh nilai tertinggi berdasarkan penilaian struktur AHP, patut dipertimbangkan paling serius untuk ditindaklanjuti, meskipun rencana yang lainnya tidak berarti dikesampingkan dalam hal mengembangkan sistem implementasi TPM di perusahaan.
Tahap akhir adalah kesimpulan dan saran mengenai penelitian ini.
Kesimpulan mencakup hasil penelitian tentang bagaimana dampak pelaksanaan TPM terhadap kinerja perusahaan yang dilihat melalui nilai OEE. Saran mencakup masukan-masukan yang penting bagi perusahaan dan penelitian ini terkait dengan penerapan TPM yang telah dilaksanakan. Diagram alir penelitian ini dapat dilihat pada Gambar 2.
Metode Pengumpulan Data
Data yang digunakan dalam penelitian ini adalah data primer dan data sekunder. Data primer diperoleh dengan cara :
1. Pengamatan langsung di lapangan
Pengamatan dilakukan dengan meninjau langsung kegiatan produksi dan pelaksanaan TPM di perusahaan.
2. Wawancara
Wawancara dilakukan dengan pihak-pihak terkait sebagai narasumber yang memiliki pengalaman dan kompetensi di bidang produksi dan maintenance.
Wawancara dilakukan kepada Manajer Produksi, Supervisor Produksi, Supervisor Engineering and Maintenance, serta operator produksi.
3. Kuesioner
Kuesioner yang diedarkan pada penelitian ini terdiri dari dua jenis, yaitu kuesioner AHP dengan sasaran autonomous maintenance yang efektif dan kuesioner untuk pembobotan dari alternatif solusi untuk masalah menurunkan pengecekan dan pembersihan. Kuesioner AHP diedarkan kepada responden, yaitu para supervisor yang berperan dan bertanggung jawab dalam kegiatan autonomous maintenance diantaranya adalah supervisor produksi, supervisor Engineering and Maintenance, supervisor Quality Control, dan supervisor Human Resources. Adapun kuesioner AHP yang diedarkan dapat dilihat pada Lampiran 1. Sedangkan untuk kuesioner pembobotan alternatif solusi dapat
21
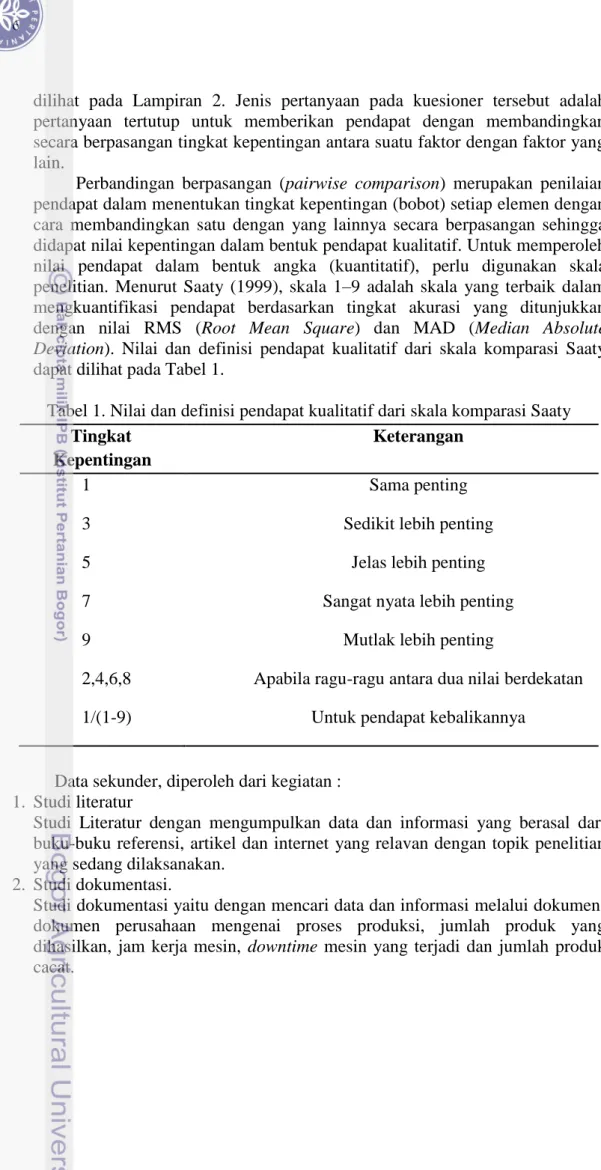
dilihat pada Lampiran 2. Jenis pertanyaan pada kuesioner tersebut adalah pertanyaan tertutup untuk memberikan pendapat dengan membandingkan secara berpasangan tingkat kepentingan antara suatu faktor dengan faktor yang lain.
Perbandingan berpasangan (pairwise comparison) merupakan penilaian pendapat dalam menentukan tingkat kepentingan (bobot) setiap elemen dengan cara membandingkan satu dengan yang lainnya secara berpasangan sehingga didapat nilai kepentingan dalam bentuk pendapat kualitatif. Untuk memperoleh nilai pendapat dalam bentuk angka (kuantitatif), perlu digunakan skala penelitian. Menurut Saaty (1999), skala 1–9 adalah skala yang terbaik dalam mengkuantifikasi pendapat berdasarkan tingkat akurasi yang ditunjukkan dengan nilai RMS (Root Mean Square) dan MAD (Median Absolute Deviation). Nilai dan definisi pendapat kualitatif dari skala komparasi Saaty dapat dilihat pada Tabel 1.
Tabel 1. Nilai dan definisi pendapat kualitatif dari skala komparasi Saaty Tingkat
Kepentingan
Keterangan
1 Sama penting
3 Sedikit lebih penting
5 Jelas lebih penting
7 Sangat nyata lebih penting
9 Mutlak lebih penting
2,4,6,8 Apabila ragu-ragu antara dua nilai berdekatan
1/(1-9) Untuk pendapat kebalikannya
Data sekunder, diperoleh dari kegiatan : 1. Studi literatur
Studi Literatur dengan mengumpulkan data dan informasi yang berasal dari buku-buku referensi, artikel dan internet yang relavan dengan topik penelitian yang sedang dilaksanakan.
2. Studi dokumentasi.
Studi dokumentasi yaitu dengan mencari data dan informasi melalui dokumen- dokumen perusahaan mengenai proses produksi, jumlah produk yang dihasilkan, jam kerja mesin, downtime mesin yang terjadi dan jumlah produk cacat.
Metode Analisis Data Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness (OEE) merupakan metode pengukuran efektivitas keseluruhan suatu mesin produksi yang melibatkan pengukuran tingkat efektivitas waktu, tingkat kinerja mesin, serta tingkat kualitas produk yang dihasilkan (Nakajima 1988). Selain itu Nakajima (1988) menyatakan bahwa ketersediaan waktu merupakan suatu rasio yang menggambarkan pemanfaaan waktu yang tersedia untuk kegiatan operasi mesin dan peralatan. Dengan demikian formula yang digunakan untuk mengukur rasio ketersediaan waktu adalah sebagai berikut:
Availability % = waktu tersedia untuk produksi - downtime
waktu tersedia untuk produksi × 100 Kinerja mesin merupakan suatu rasio yang menggambarkan kemampuan dari mesin dan peralatan dalam menghasilkan produk. Rasio ini merupakan hasil dari rataan kecepatan mesin saat beroperasi (operating speed rate) dan rataan kecepatan waktu produksi (net operating rate). Rataan kecepatan mesin saat beroperasi mengacu kepada perbedaan antara kecepatan ideal (berdasarkan desain mesin atau peralatan) dan kecepatan operasi aktual, sedangkan rataan kecepatan waktu produksi mengukur pemeliharaan dari suatu kecepatan selama periode tertentu. Dengan kata lain, ia mengukur apakah suatu operasi tetap stabil dalam periode selama mesin atau peralatan beroperasi pada kecepatan rendah. Formula yang digunakan untuk pengukuran rasio ini adalah sebagai berikut:
Performance % = Jumlah unit yang diolah
Jumlah unit yang mungkin diolah × 100
Kualitas produk merupakan suatu rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar mutu. Formula yang digunakan untuk pengukuran rasio ini adalah sebagai berikut:
Quality % = Jumlah unit yang dihasilkan-jumlah produk cacat
Jumlah unit yang dihasilkan × 100
Berdasarkan keseluruhan data diatas dapat diperoleh perhitungan nilai OEE sebagai berikut:
OEE = Availability (%) x Performance (%) x Quality (%)
Diagram Pareto
Dalam penentuan masalah yang akan diteliti, identifikasi kategori atau penyebab dari masalah dikumpulkan lalu disajikan dalam bentuk diagram Pareto.
Diagram Pareto merupakan grafik yang mengurutkan data secara menurun dari
21
kiri ke kanan. Data yang penting berada di sebelah kiri dan yang lainnya di sebelah kanan. Diagram Pareto adalah metode pengorganisasian kesalahan, problem atau cacat untuk membantu memfokuskan pada usaha-usaha pemecahan masalah (Marimin 2004). Diagram ini juga digunakan untuk mengklasifikasikan masalah menurut sebab dan gejalanya. Masalah-masalah akan didiagramkan menurut prioritas atau kepentingannya dengan menggunakan diagram batang.
Adapun langkah-langkah dalam pembuatan diagram Pareto adalah sebagai berikut:
1. Menentukan masalah apa yang akan diteliti, mengidentifikasi kategori-kategori atau penyebab dari masalah yang akan dibandingkan serta merencanakan periode pengumpulan data, lalu dilanjutkan dengan pengumpulan data
2. Membuat ringkasan daftar atau tabel yang mencatat frekuensi kejadian dari masalah yang telah diteliti
3. Membuat daftar masalah secara berurutan berdasarkan frekuensi kejadian dari yang tertinggi sampai terendah, serta menghitung frekuensi kumulatif, persentase dari total kejadian dan persentase dari total kejadian secara kumulatif.
4. Menggambar dua buah garis vertikal dan sebuah garis horizontal 5. Membuat histogram pada diagram Pareto
6. Menggambarkan kurva kumulatif
7. Mengambil tindakan atas penyebab utama dari masalah yang sedang terjadi.
Proses Hierarki Analitik (Analytical Hierarchy Process)
Proses Hierarki Analitik (Analytical Hierarchy Process) dikembangkan oleh Dr. Thomas L. Saaty dari Wharton School of Business pada tahun 1970-an untuk mengorganisasikan informasi dan judgement dalam memilih alternatif yang paling disukai (Saaty 1983). Dengan menggunakan AHP, suatu persoalan yang akan dipecahkan dalam suatu kerangka berpikir yang terorganisir, sehingga memungkinkan dapat diekspresikan untuk mengambil keputusan yang efektif atas persoalan tersebut.
Prinsip kerja AHP adalah penyederhanaan suatu persoalan kompleks yang tidak terstruktur, strategis, dan dinamis menjadi bagian-bagiannya, serta menata dalam suatu hierarki. Kemudian tingkat kepentingan setiap variabel diberi nilai numerik secara subjektif tentang arti penting variabel tersebut secara relatif dibandingkan dengan variabel yang lain. Dari berbagai pertimbangan tersebut kemudian dilakukan sintesa untuk menetapkan variabel yang memiliki prioritas tinggi dan berperan untuk mempengaruhi hasil pada sistem tersebut (Marimin 2004).
Analisis data dilakukan dengan menggunakan bantuan software Expert Choice 11. Setelah mengumpulkan seluruh data perbandingan berpasangan dan memasukkan nila-nilai kebalikannya, serta memasukkan bilangan 1 sepanjang diagonal utama, selanjutnya dilakukan perhitungan consistency ratio. Penentuan parameter ini dapat dilakukan dengan proses sebagai berikut.
Rumus perhitungan vektor prioritas atau eigen vector (VP) adalah sebagai berikut
VPi=
mk=1 𝑎𝑖𝑗
m
mk=1 𝑎𝑖𝑗
m m i=1
Dimana (aij) = elemen baris ke-i kolom ke-j
m = jumlah matriks pendapat individu yang memenuhi persyaratan
𝑚𝑘=1 = perkalian dari elemen k=1 sampai dengan k=m
Perhitungan Weight Sum Vector (VA), dengan mengalikan matriks pendapat hasil perbandingan berpasangan dengan eigen vector menggunakan rumus :
VA = (aij) x VP dengan VA = (vai)
Kemudian dihitung Consistency Vector (VB) dengan cara menentukan nilai rata-rata dari Weight Sum Vector (VA) atau dengan kata lain :
𝑉𝐵 = 𝑉𝐴
𝑉𝑃 dengan VB = (vbi)
Nilai rata-rata dari elemen Consistency Vector (VB) disebut nilai eigen maksimum (λmaks) dengan rumus :
λmaks = 1
𝑛 ni=1bi untuk i = 1, 2, …, n
Nilai eigen maksimum (λmaks) tersebut digunakan untuk menghitung Consistency Index (CI) untuk mengetahui konsistensi jawaban yang berpengaruh terhadap keabsahan hasil. Adapun rumus dari Consistency Index (CI), yaitu
𝐶𝐼 = λmaks− 𝑛 𝑛 − 1
Untuk mengetahui Consistency Ratio diperlukan nilai Random Index (RI), yaitu indeks acak yang diperoleh dari tabel Oak Ridge Laboratory dari matriks berorde 1 sampai 15 yang menggunakan sampel berukuran 100. Tabel RI dapat dilihat pada Tabel 2 berikut
21
Tabel 2. Nilai Random Index (RI) Orde (n) Random Index (RI)
1 0.00
2 0.00
3 0.58
4 0.90
5 1.12
6 1.24
7 1.32
8 1.41
9 1.45
10 1.49
11 1.51
12 1.48
13 1.56
14 1.57
15 1.59
Sumber : Oak Ridge Laboratory dalam Saaty (1996)
Jika nilai Consistency Index (CI) dan Random Index (RI) telah diperoleh, selanjutnya nilai Consistency Ratio (CR) dapat dihitung dengan menggunakan rumus
𝐶𝑅 = 𝐶𝐼 𝑅𝐼
Nilai Consistency Ratio (CR) ≤ 0.1 merupakan nilai yang memiliki tingkat konsistensi yang baik dan dapat dipertanggungjawabkan. Dengan demikian nilai CR merupakan tolak ukur bagi konsisten atau tidaknya suatu hasil perbandingan berpasangan.
Menurut Marimin (2004) metode AHP dapat digunakan untuk mengolah data dari satu responden ahli. Namun dalam aplikasinya penilaian dilakukan oleh beberapa ahli multidisiplioner. Konsekuensinya adalah pendapat beberapa ahli tersebut perlu dicek konsistensinya satu per satu. Pendapat yang konsisten kemudian digabungkan dengan menggunakan rata-rata geometrik. Rumus rata- rata geometrik adalah sebagai berikut :
gij = 𝑚 𝑚𝑘=1 𝑎𝑖𝑗 dimana aij = elemen baris ke-i kolom ke-j
m = jumlah matriks pendapat individu yang memenuhi persyaratan
𝑚𝑘=1 = perkalian dari elemen k=1 sampai dengan ke-m
Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di PT XYZ yang beralamatkan di Jalan Raya Bekasi Kilometer 25, Cakung, Jakarta Timur. Pemilihan perusahaan ini didasarkan pada pertimbangan bahwa PT XYZ merupakan salah satu perusahaan yang menerapkan program Total Productive Maintenance (TPM). Penelitian dilakukan selama tiga bulan dimulai pada bulan Maret hingga bulan Mei 2013.
HASIL DAN PEMBAHASAN
Penetapan Area dan Stasiun Kerja Kritis
Menurut Assauri (2004), fasilitas-fasilitas produksi dapat digolongkan sebagai critical unit apabila kerusakan mesin menyebabkan kemacetan seluruh proses produksi. Selain itu juga, kerusakan mesin dapat mempengaruhi kualitas produk, membahayakan kesehatan dan keselamatan para pekerja, serta modal yang diinvestasikan untuk fasilitas tersebut cukup mahal.
Identifikasi stasiun kerja yang kritis dapat ditentukan melalui kasus breakdown mesin atau line stop yang terjadi. Breakdown mesin merupakan segala permasalahan yang terjadi pada mesin ketika kegiatan produksi berlangsung, sehingga mengakibatkan mesin berhenti beroperasi dan memerlukan tindakan reparasi. Menurut Borris (2006), kerusakan mesin dibedakan menjadi dua jenis, yaitu kerusakan secara alami (natural deterioration) dan kerusakan yang disebabkan pengaruh dari luar mesin (forced deterioration). Mekanisme kegagalan atau kerusakan mesin dibedakan menjadi dua macam, yaitu kegagalan total (total failures) dan kegagalan parsial (partial failures). Kegagalan parsial terjadi ketika mesin mengalami kerusakan akan tetapi mesin tersebut masih dapat dioperasikan. Sedangkan kegagalan total terjadi ketika mesin mengalami kerusakan dan tidak dapat dijalankan.
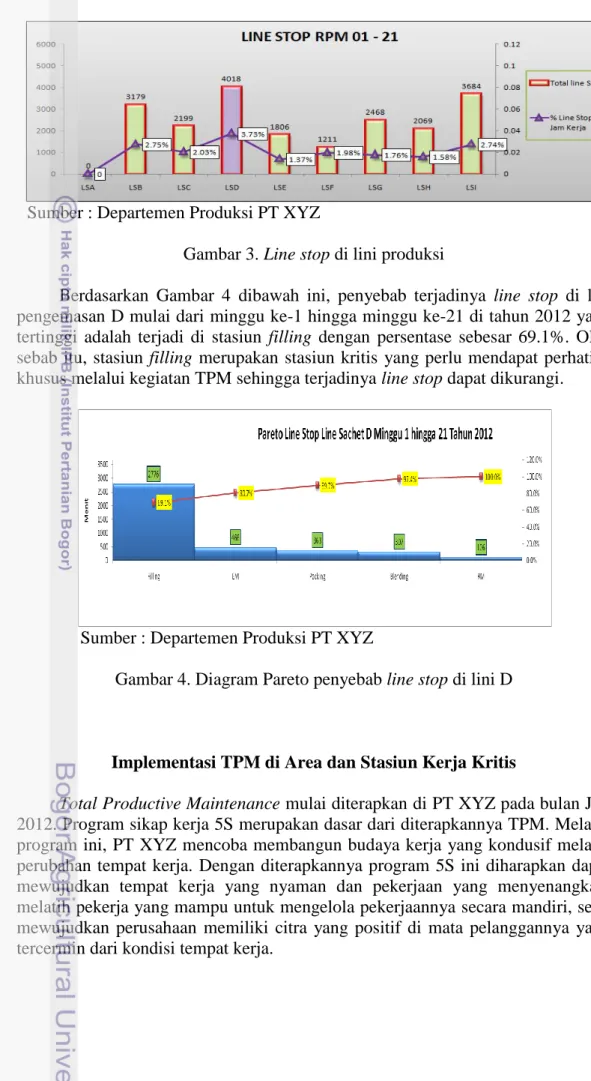
Bagian produksi PT XYZ mempunyai delapan lini produksi, yaitu lini B, C, D, E, F, G, H dan I. Berdasarkan Gambar 3 dibawah ini, lini pengemasan D memiliki persentase line stop paling tinggi, yaitu sebesar 3.73% dari total jam kerja mulai dari minggu ke-1 hingga minggu ke-21 di tahun 2012. Besarnya persentase line stop tersebut mengindikasikan bahwa mesin pada lini pengemasan tersebut belum dalam kondisi ideal sehingga perlu adanya perhatian perhatian agar terjadinya line stop pada proses produksi dapat dikurangi. Oleh sebab itu, lini pengemasan D dijadikan line model dalam penerapan TPM di perusahaan ini.
21
Sumber : Departemen Produksi PT XYZ
Gambar 3. Line stop di lini produksi
Berdasarkan Gambar 4 dibawah ini, penyebab terjadinya line stop di lini pengemasan D mulai dari minggu ke-1 hingga minggu ke-21 di tahun 2012 yang tertinggi adalah terjadi di stasiun filling dengan persentase sebesar 69.1%. Oleh sebab itu, stasiun filling merupakan stasiun kritis yang perlu mendapat perhatian khusus melalui kegiatan TPM sehingga terjadinya line stop dapat dikurangi.
Sumber : Departemen Produksi PT XYZ
Gambar 4. Diagram Pareto penyebab line stop di lini D
Implementasi TPM di Area dan Stasiun Kerja Kritis
Total Productive Maintenance mulai diterapkan di PT XYZ pada bulan Juli 2012. Program sikap kerja 5S merupakan dasar dari diterapkannya TPM. Melalui program ini, PT XYZ mencoba membangun budaya kerja yang kondusif melalui perubahan tempat kerja. Dengan diterapkannya program 5S ini diharapkan dapat mewujudkan tempat kerja yang nyaman dan pekerjaan yang menyenangkan, melatih pekerja yang mampu untuk mengelola pekerjaannya secara mandiri, serta mewujudkan perusahaan memiliki citra yang positif di mata pelanggannya yang tercermin dari kondisi tempat kerja.
Berdasarkan pengamatan di lapangan, pelaksanaan 5S di PT XYZ adalah sebagai berikut :
1. Seiri (Pemilahan)
Kegiatan Seiri (pemilahan) di PT XYZ dilakukan dengan cara memilah semua barang menjadi tiga kategori, yaitu barang yang diperlukan, ragu-ragu, dan tidak diperlukan. Pemilahan ini dimaksudkan agar tidak terdapat barang yang tidak diperlukan berada di tempat kerja. Sebagai contoh dari kegiatan seiri, yaitu membuang dokumen-dokumen harian produksi yang tidak diperlukan lagi dari lemari penyimpanan dokumen.
2. Seiton (Penataan)
Kegiatan Seiton (penataan) berarti semua barang yang berada di tempat kerja memiliki tempat yang tetap. Selain itu, semua barang dan tempat penyimpanannya memiliki nama dan kode yang distandarkan. Dalam penerapannya di PT XYZ, setiap barang dan tempat penyimpanannya diberi layout yang dibuat dengan menggunakan lakban berwarna kuning.
3. Seiso (Pembersihan)
Kegiatan Seiso (pembersihan) dilakukan dengan cara membersihkan mesin dan tempat kerja agar terbebas dari debu, pengotoran padat atau cair, kerak, dan sampah. Pelaksanaan kegiatan seiso di PT XYZ dilakukan oleh petugas kebersihan. Kegiatan pembersihan ini dilakukan secara rutin oleh petugas kebersihan dengan mengisi ceklis pada form pembersihan rutin. Selain dibebankan kepada petugas kebersihan, para pekerja juga diberi tanggung jawab untuk memelihara tempat kerjanya masing-masing.
4. Seiketsu (Pemantapan)
Kegiatan Seiketsu (pemantapan) meliputi kegiatan menjaga tempat kerja selalu rapi, pemeriksaan barang yang diperlukan dan tidak diperlukan, pemeriksaan tempat penyimpanan, serta pemeriksaan debu dan kotoran. Dalam penerapannya di PT XYZ, seiketsu diterapkan melalui kegiatan pengecekan (audit) yang dilakukan secara berkala oleh tim yang telah ditunjuk untuk melakukan pengawasan program 5S.
5. Shitsuke (Pembiasaan)
Kegiatan Shitsuke (pembiasaan), yaitu menanamkan kemampuan untuk melakukan sesuatu dengan cara yang benar melalui proses dan praktik yang berulang.
Menurut Yamashita (1996) terdapat delapan pilar TPM yang merupakan dasar-dasar penerapan TPM serta memiliki peranan yang besar dalam menentukan keberhasilan pelaksanaan kebijakan perusahaan. Pilar-pilar tersebut memiliki tanggung jawab masing-masing dan saling melengkapi. Kedelapan pilar TPM tersebut diantaranya adalah:
1. Perbaikan per Mesin (Focused Improvement) 2. Pemeliharaan Mandiri (Autonomous Maintenance) 3. Pemeliharaan Terencana (Planned Maintenance) 4. Pendidikan dan Pelatihan (Education and Training) 5. Manajemen Mesin dan Produksi Baru
6. Pemeliharaan Mutu (Quality Maintenance) 7. TPM in Office
8. Manajemen Keselamatan, Kesehatan dan Lingkungan Kerja
21
PT XYZ yang merupakan industri makanan kesehatan menerapkan kedelapan pilar TPM tersebut secara bertahap. Dalam penerapannya dimulai dari pilar terendah, yaitu pilar pertama kemudian dilanjutkan dengan pilar yang lainnya. Pelaksanaan pilar TPM tersebut juga dapat dilakukan secara bersamaan.
Pilar TPM yang pertama adalah perbaikan per mesin (focused improvement). Tahap ini merupakan tahap dasar dari penerapan TPM. Focused improvement merupakan semua kegiatan yang diarahkan untuk melakukan improvement (peningkatan) pada kinerja dan kapabilitas mesin, serta tidak terbatas hanya pada merawat kondisi dasar mesin saja. Selain itu, pilar ini difokuskan untuk mengeliminasi losses (kerugian) terutama yang terkait dengan mesin. Pada umumnya focused improvement ini juga diarahkan untuk mencegah berulangnya masalah yang sama dalam kaitannya dengan kinerja mesin.
Dalam pelaksanaannya terdapat beberapa langkah yang dilakukan untuk mengimplementasikan focused improvement, diantaranya adalah:
1. Pemilihan model mesin atau lini
2. Penetapan tim perbaikan (improvement) 3. Memahami losses yang terjadi
4. Menetapkan tema dan sasaran perbaikan 5. Menetapkan rencana perbaikan
6. Pelaksanaan dan evaluasi analisis untuk masing-masing perbaikan 7. Pelaksanaan perbaikan
8. Pengecekan hasil
9. Tindakan pencegahan berulangnya masalah 10. Pengembangan secara horizontal
Di PT XYZ terdapat beberapa jenis focused improvement yang didasarkan pada alur informasinya. Jenis pertama adalah berdasarkan alur informasi bottom up. Dalam bottom up terdiri dari beberapa jenis focused improvement diantaranya adalah Suggestion Support (SS) dan One Point Lesson (OPL). Sedangkan untuk jenis yang kedua adalah yang didasarkan pada alur informasi top down. Dalam top down ini terdiri dari beberapa jenis, yaitu QCC, QCP, dan A3 report.
Pilar TPM yang kedua adalah pemeliharaan mandiri. Autonomous maintenance (pemeliharaan mandiri) merupakan program kerja dari TPM yang bertujuan untuk mengembangkan kompetensi operator untuk melakukan perawatan mesin mandiri secara konsisten. Selain itu, pemeliharaan mandiri juga bertujuan untuk meningkatkan pengetahuan operator tentang mesin dan kemampuannya untuk identifikasi penyimpangan. AM terdiri dari beberapa langkah, yaitu:
1. Pembersihan Awal (Initial cleaning)
2. Pencegahan Sumber Kontaminasi dan Tempat yang Sulit dibersihkan (Counter measure to source of problem)
3. Pengembangan Standar Pembersihan dan Pelumasan 4. Inspeksi Menyeluruh (General inspection)
5. Pengembangan Standard Perawatan Mandiri (Autonomous inspection) 6. Standardisasi
7. Menjalankan Perawatan Mandiri dan Kegiatan Peningkatan Berkesinambungan (All out autonomous management).
Kegiatan autonomous maintenance yang telah dijalankan oleh PT XYZ adalah basic autonomous maintenance, yaitu mulai dari tahap 1 hingga tahap
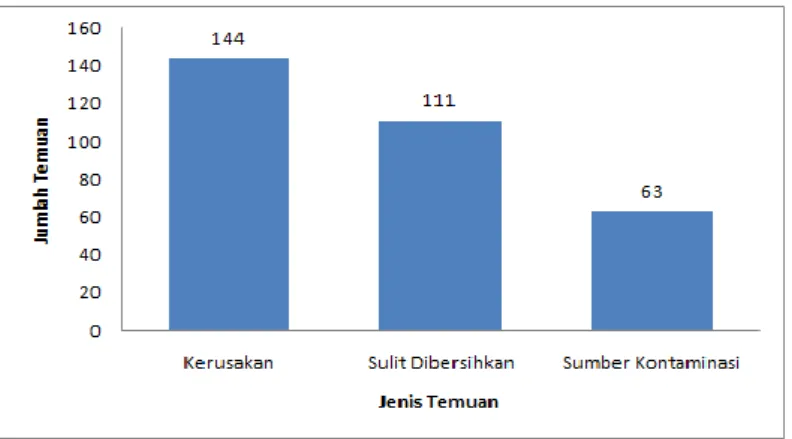
ketiga. Initial cleaning (pembersihan awal) yang merupakan tahap awal dari kegiatan autonomous maintenance dilakukan dengan menyingkirkan barang- barang yang tidak terpakai, membersihkan debu dan kotoran dari peralatan, serta menemukan permasalahan, seperti kerusakan kecil, sumber kontaminasi, dan area yang sulit dibersihkan, kemudian memulihkannya. Hasil dari kegiatan initial cleaning yang telah dilakukan di lini pengemasan D dapat dilihat di Gambar 5 dibawah ini. Berdasararkan Gambar 5 menunjukkan bahwa jenis temuan (fuguai) yang memiliki jumlah terbanyak adalah jenis kerusakan, yaitu sebanyak 144 temuan.
Sumber : Departemen Produksi PT XYZ
Gambar 5. Temuan initial cleaning lini pengemasan D
Langkah kedua dari pemeliharaan mandiri (autonomous maintenance) adalah pencegahan terhadap sumber kontaminasi (counter measure to source of problem). Pencegahan sumber kontaminasi merupakan kegiatan mengendalikan sumber-sumber kontaminasi sehingga mencegah terjadinya penyebaran yang tidak diinginkan. Pencegahan sumber kontaminasi juga dapat dilakukan dengan memperbaiki tempat-tempat yang sulit dijangkau dengan tujuan untuk mempersingkat waktu dari pembersihan.
Planned maintenance (pemeliharaan terencana) merupakan pilar TPM yang ketiga. Pemeliharaan terencana bertujuan untuk memaksimalkan produktivitas dengan biaya minimal dalam memelihara mesin. Adapun sasaran yang ingin dicapai dengan pemeliharaan terencana diantaranya adalah memberi dukungan kepada pilar autonomous maintenance dan zero breakdown. Dalam pelaksanaannya di PT XYZ dukungan dari PM dilakukan dalam kegiatan initial cleaning dan penyelesaian red tag. Sedangkan untuk mencapai sasaran zero breakdown dilakukan melalui kegiatan-kegiatan pemeliharaan terencana diantaranya adalah corrective maintenance, preventive maintenance, dan predictive maintenance.
PT XYZ mengkategorikan beberapa jenis kerusakan (breakdown) menjadi tiga kategori, yaitu minor breakdown, middle breakdown, dan major breakdown.
Minor breakdown merupakan kerusakan atau kejadian berhentinya mesin saat proses produksi berlangsung dengan durasi 0-10 menit. Sedangkan middle breakdown merupakan kerusakan yang terjadi pada mesin dengan lama waktu 10 hingga 60 menit. Kerusakan mesin yang menyebabkan mesin berhenti beroperasi selama lebih dari 1 jam termasuk dalam kategori major breakdown. Pemeliharaan
21
terencana melalui kegiatan corrective action dilakukan ketika mesin mengalami kerusakan (breakdown) yang termasuk dalam kategori middle dan major breakdown. Corrective action merupakan kegiatan untuk memperbaiki atau penanggulangan kerusakan sementara agar mesin dapat beroperasi kembali.
Dalam pelaksanaannya di PT XYZ, ketika mesin mengalami middle dan major breakdown maka dilakukan upaya perbaikan melalui kegiatan corrective action. Setelah kerusakan mesin dapat diperbaiki, tim pemeliharaan terencana akan melakukan analisis untuk memperoleh akar penyebab masalah dari kerusakan yang terjadi. Akar penyebab dari suatu masalah kerusakan yang diperoleh akan dijadikan acuan untuk kegiatan preventive maintenance.
Preventive maintenance dilakukan melalui pembuatan standar mesin untuk kegiatan pembersihan (cleaning), inspeksi, pelumasan (lubricating), serta pengencangan (tightening).
Predictive maintenance merupakan metode perawatan untuk melakukan perbaikan dan penggantian komponen mesin berdasarkan hasil prediksi dimana komponen mesin tersebut diperkirakan akan mengalami kerusakan. Pelaksanaan kegiatan predictive maintenance di PT XYZ dilakukan dengan kegiatan penggantian komponen mesin berdasarkan umur pakai komponen mesin tersebut.
Sebelum komponen mesin tersebut mengalami kerusakan akibat pemakaian mesin produksi yang dilakukan secara kontinu, maka penggantian komponen mesin tersebut yang didasarkan pada umur pakainya perlu diperhatikan melalui kegiatan predictive maintenance. Kegiatan ini didasarkan pada histori mesin dan manual mesin.
Pilar TPM yang berikutnya adalah pendidikan dan pelatihan. Pilar ini memiliki tanggung jawab untuk meningkatkan keterampilan operator. Dalam pelaksanaannya di PT XYZ terdapat beberapa bagian fungsional perusahaan yang bertanggung jawab dalam kegiatan pelatihan ini, yaitu departemen produksi, departemen pengembangan SDM, serta departemen maintenance and engineering.
Pelatihan yang telah dilakukan di bagian produksi PT XYZ untuk menunjang pelaksanaan TPM diantaranya adalah basic TPM, TPM autonomous maintenance, TPM preventive maintenance, focused improvement, 16 big losses, general 5S, general safety SMK3L, cleaning 5S mesin, tightening (bolts and nuts), struktur dasar mesin lini pengemasan D, dan quality maintenance. Secara umum, materi pelatihan yang diberikan kepada seluruh bagian fungsional perusahaan di PT XYZ adalah basic TPM, TPM autonomous maintenance, serta general 5S.
Pemeliharaan mutu (quality maintenance) merupakan pilar TPM yang ke-6.
Dalam pelaksanaannya, kegiatan pemeliharaan mutu ini dilakukan dengan beberapa aktivitas diantaranya adalah menetapkan kondisi mesin agar tidak menghasilkan produk cacat, mencegah produk cacat dengan memelihara kondisi mesin sesuai dengan standar. Kegiatan pemeliharaan mutu ini menjadi tanggung jawab dari bagian quality control, bagian pemeliharaan, serta bagian produksi.
Selain itu, kegiatan QM ini didasarkan pada peningkatan tingkat kualitas produk yang merupakan salah satu dari bagian perhitungan Overall Equipment Effectiveness (OEE). Dalam pelaksanaannya PT XYZ melakukan kegiatan pembuatan QM matriks. Matriks ini merupakan tabel yang berisi data semua produk cacat (defect) yang terjadi dan analisa dimana produk cacat (defect) tersebut terjadi di rangkaian proses produksi. Setelah seluruh data defect
diperoleh, selanjutnya tim QM akan melakukan analisa terhadap masalah defect tersebut untuk memperoleh akar penyebab masalah dan menanggulanginya.
Dalam kegiatan menganalisis masalah defect yang terjadi, tim QM menggunakan metode infinity loop untuk memperoleh akar penyebab dan menemukan solusi untuk menanggulangi defect. Dalam infinity loop terdiri dari beberapa langkah diantaranya adalah:
1. Identifikasi Situasi dan Kondisi yang ada 2. Memulihkan (Restore)
3. Analisis penyebab-penyebab
4. Eliminasi Masalah (Eradicate Cause) 5. Membentuk Kondisi (Establish Condition) 6. Peningkatan Kondisi (Improve Condition) 7. Pemeliharaan Kondisi (Maintain Condition)
Pilar TPM berikutnya adalah manajemen mesin dan produk baru. Pilar ini memiliki tujuan untuk menangani masalah kestabilan mutu, penurunan biaya dan kekurangan tenaga kerja. Untuk menentukan spesifikasi mesin baru, disamping dilakukan oleh seorang desain dan perencanaan proses, melibatkan pula tim maintenance. Oleh karena itu, dalam pengembangan produk baru sejak tahap desain telah mempertimbangkan loss yang mungkin terjadi pada produk sejenis ataupun loss saat start up. Dalam pelaksanaannya di PT XYZ, kegiatan manajemen mesin dan produk baru ini belum dilakukan mengingat penerapan TPM di PT XYZ ini belum lama diimplementasikan.
Pilar TPM berikutnya adalah TPM in office. Pilar ini diperlukan untuk meningkatkan produktivitas dan efisiensi pada fungsi administrasi dan identifikasi serta eliminasi losses. Dalam pelaksanaannya untuk meningkatkan efisiensi produksi, maka bagian produksi melakukan pengembangan berbagai macam kegiatan perbaikan dan standarisasi proses. Selain bagian produksi, bagian manajemen indirect juga melakukan perbaikan di sektor perkantoran. Kegiatan ini tidak akan berjalan dengan baik karena kurangnya kesadaran dari masing-masing jabatan pekerjaan. Oleh karena itu, dengan adanya pilar ini diharapkan agar keterlibatan semua orang pada support functions fokus pada performa perusahaan yang lebih baik. Pilar ini belum dilaksanakan di PT XYZ.
Pilar TPM berikutnya adalah manajemen keselamatan, kesehatan dan lingkungan kerja. Sasaran dari pilar ini adalah menciptakan sistem yang aman dan ramah lingkungan, dimana dicapai keadaan zero accident dan zero pollution.
Adapun bagian fungsional yang bertanggungjawab dalam pelaksanaan pilar ini diantaranya adalah bagian maintenance, general affairs, dan lingkungan. Dalam pelaksanaanya di PT XYZ, pilar ini belum dilakukan.
Pengukuran Kinerja TPM di Lini Pengemasan D
Pengukuran kinerja dari penerapan Total Productive Maintenance dinilai berdasarkan persentase nilai Overall Equipment Effectiveness (OEE). OEE merupakan metode pengukuran efektivitas keseluruhan suatu mesin produksi yang melibatkan pengukuran tingkat efektivitas waktu, tingkat kinerja mesin, serta tingkat kualitas produk yang dihasilkan (Nakajima, 1988). Nilai OEE ini penting
21
untuk mengukur tingkat efektivitas keseluruhan dari kegiatan produksi.
Pengukuran OEE tidak hanya sebagai suatu parameter pengukuran produksi, namun juga sebagai parameter dalam keberhasilan implementasi dari Total Productive Maintenance (Stamatis 2010).
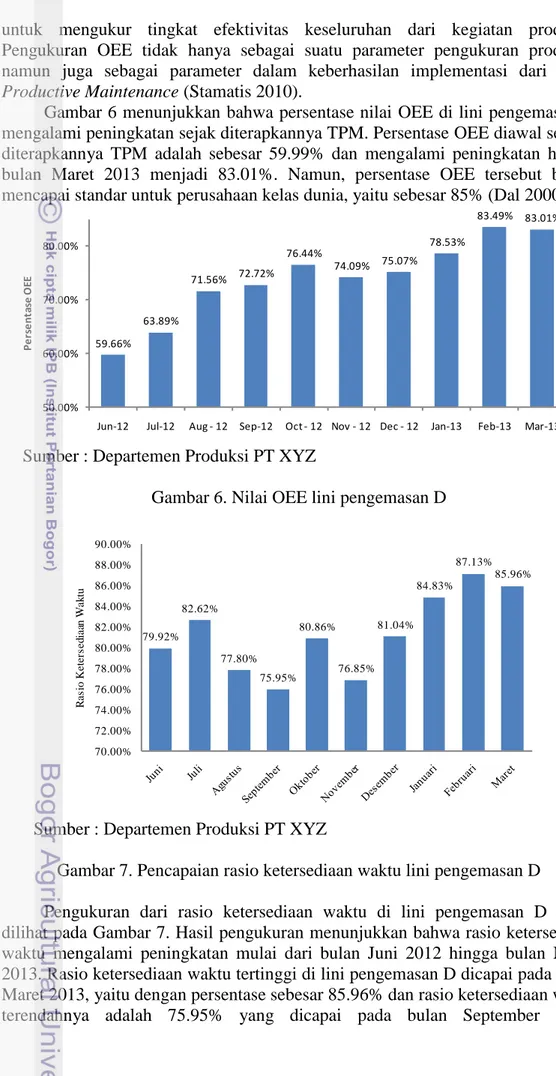
Gambar 6 menunjukkan bahwa persentase nilai OEE di lini pengemasan D mengalami peningkatan sejak diterapkannya TPM. Persentase OEE diawal setelah diterapkannya TPM adalah sebesar 59.99% dan mengalami peningkatan hingga bulan Maret 2013 menjadi 83.01%. Namun, persentase OEE tersebut belum mencapai standar untuk perusahaan kelas dunia, yaitu sebesar 85% (Dal 2000).
Sumber : Departemen Produksi PT XYZ
Gambar 6. Nilai OEE lini pengemasan D
Sumber : Departemen Produksi PT XYZ
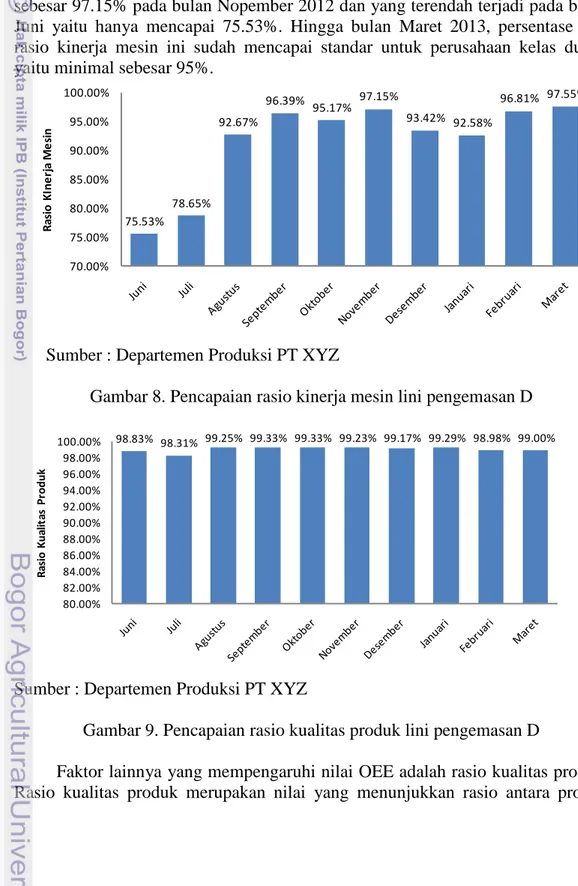
Gambar 7. Pencapaian rasio ketersediaan waktu lini pengemasan D
Pengukuran dari rasio ketersediaan waktu di lini pengemasan D dapat dilihat pada Gambar 7. Hasil pengukuran menunjukkan bahwa rasio ketersediaan waktu mengalami peningkatan mulai dari bulan Juni 2012 hingga bulan Maret 2013. Rasio ketersediaan waktu tertinggi di lini pengemasan D dicapai pada bulan Maret 2013, yaitu dengan persentase sebesar 85.96% dan rasio ketersediaan waktu terendahnya adalah 75.95% yang dicapai pada bulan September 2012.
59.66%
63.89%
71.56% 72.72%
76.44%
74.09% 75.07%
78.53%
83.49% 83.01%
50.00%
60.00%
70.00%
80.00%
Jun-12 Jul-12 Aug - 12 Sep-12 Oct - 12 Nov - 12 Dec - 12 Jan-13 Feb-13 Mar-13
Persentase OEE
79.92%
82.62%
77.80%
75.95%
80.86%
76.85%
81.04%
84.83%
87.13%
85.96%
70.00%
72.00%
74.00%
76.00%
78.00%
80.00%
82.00%
84.00%
86.00%
88.00%
90.00%
Rasio Ketersediaan Waktu
Pencapaian persentase dari rasio ketersediaan waktu ini belum melampaui standar perusahaan kelas dunia yang mencapai 90% (Dal 2000). Rendahnya nilai ini terjadi karena banyaknya downtime yang terjadi akibat kerusakan mesin dan peralatan serta adanya pengaturan dan penyesuaian (setup and adjustment losses).
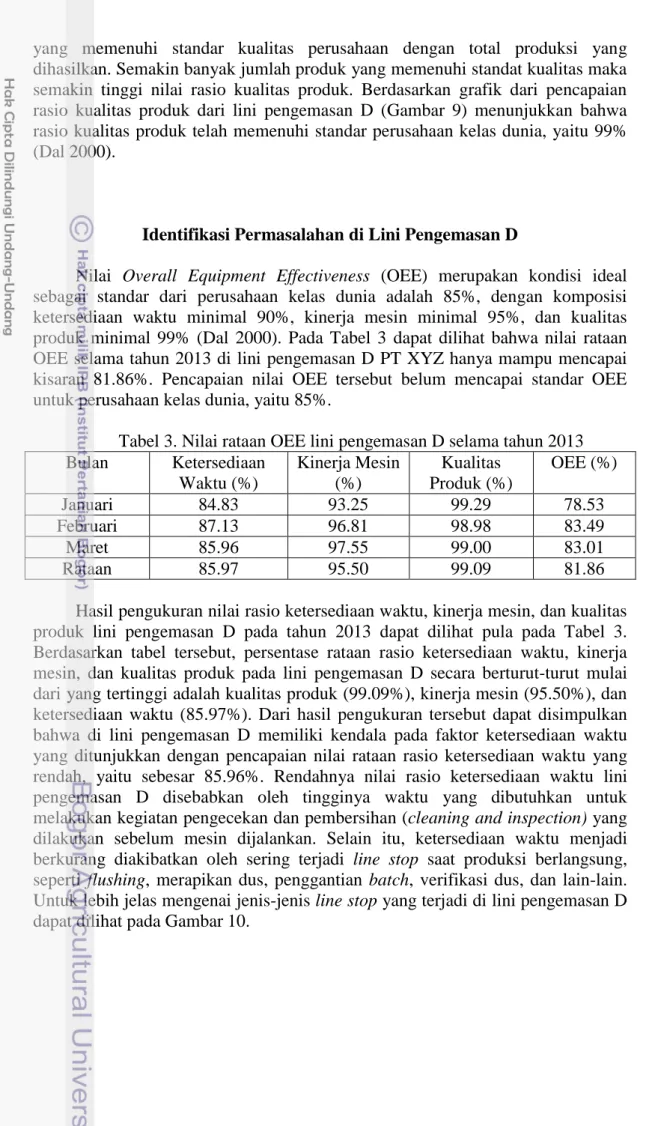
Rasio kinerja mesin merupakan komponen lainnya yang mempengaruhi persentase nilai OEE yang menggambarkan tingkat kemampuan dari suatu mesin dan peralatan untuk menghasilkan suatu produk. Berdasarkan grafik pada Gambar 8 menunjukkan bahwa rasio kinerja mesin dari lini pengemasan D mengalami peningkatan sejak diterapkannya TPM. Rasio kinerja mesin tertinggi adalah sebesar 97.15% pada bulan Nopember 2012 dan yang terendah terjadi pada bulan Juni yaitu hanya mencapai 75.53%. Hingga bulan Maret 2013, persentase dari rasio kinerja mesin ini sudah mencapai standar untuk perusahaan kelas dunia, yaitu minimal sebesar 95%.
Sumber : Departemen Produksi PT XYZ
Gambar 8. Pencapaian rasio kinerja mesin lini pengemasan D
Sumber : Departemen Produksi PT XYZ
Gambar 9. Pencapaian rasio kualitas produk lini pengemasan D
Faktor lainnya yang mempengaruhi nilai OEE adalah rasio kualitas produk.
Rasio kualitas produk merupakan nilai yang menunjukkan rasio antara produk
75.53%
78.65%
92.67%
96.39% 95.17% 97.15%
93.42% 92.58%
96.81% 97.55%
70.00%
75.00%
80.00%
85.00%
90.00%
95.00%
100.00%
Rasio KInerja Mesin
98.83% 98.31% 99.25% 99.33% 99.33% 99.23% 99.17% 99.29% 98.98% 99.00%
80.00%
82.00%
84.00%
86.00%
88.00%
90.00%
92.00%
94.00%
96.00%
98.00%
100.00%
Rasio Kualitas Produk
21
yang memenuhi standar kualitas perusahaan dengan total produksi yang dihasilkan. Semakin banyak jumlah produk yang memenuhi standat kualitas maka semakin tinggi nilai rasio kualitas produk. Berdasarkan grafik dari pencapaian rasio kualitas produk dari lini pengemasan D (Gambar 9) menunjukkan bahwa rasio kualitas produk telah memenuhi standar perusahaan kelas dunia, yaitu 99%
(Dal 2000).
Identifikasi Permasalahan di Lini Pengemasan D
Nilai Overall Equipment Effectiveness (OEE) merupakan kondisi ideal sebagai standar dari perusahaan kelas dunia adalah 85%, dengan komposisi ketersediaan waktu minimal 90%, kinerja mesin minimal 95%, dan kualitas produk minimal 99% (Dal 2000). Pada Tabel 3 dapat dilihat bahwa nilai rataan OEE selama tahun 2013 di lini pengemasan D PT XYZ hanya mampu mencapai kisaran 81.86%. Pencapaian nilai OEE tersebut belum mencapai standar OEE untuk perusahaan kelas dunia, yaitu 85%.
Tabel 3. Nilai rataan OEE lini pengemasan D selama tahun 2013 Bulan Ketersediaan
Waktu (%)
Kinerja Mesin (%)
Kualitas Produk (%)
OEE (%)
Januari 84.83 93.25 99.29 78.53
Februari 87.13 96.81 98.98 83.49
Maret 85.96 97.55 99.00 83.01
Rataan 85.97 95.50 99.09 81.86
Hasil pengukuran nilai rasio ketersediaan waktu, kinerja mesin, dan kualitas produk lini pengemasan D pada tahun 2013 dapat dilihat pula pada Tabel 3.
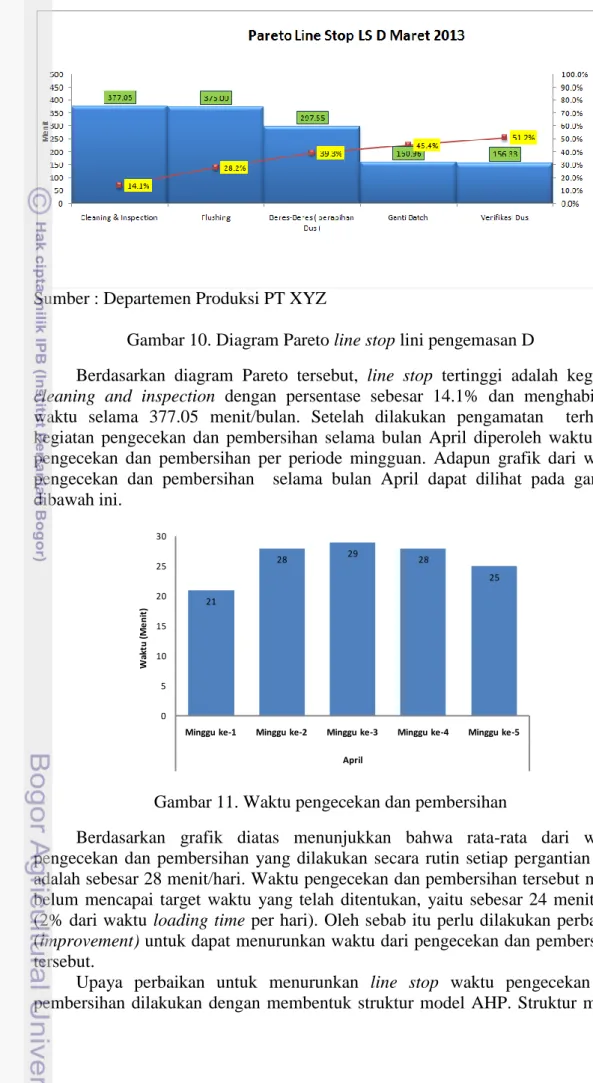
Berdasarkan tabel tersebut, persentase rataan rasio ketersediaan waktu, kinerja mesin, dan kualitas produk pada lini pengemasan D secara berturut-turut mulai dari yang tertinggi adalah kualitas produk (99.09%), kinerja mesin (95.50%), dan ketersediaan waktu (85.97%). Dari hasil pengukuran tersebut dapat disimpulkan bahwa di lini pengemasan D memiliki kendala pada faktor ketersediaan waktu yang ditunjukkan dengan pencapaian nilai rataan rasio ketersediaan waktu yang rendah, yaitu sebesar 85.96%. Rendahnya nilai rasio ketersediaan waktu lini pengemasan D disebabkan oleh tingginya waktu yang dibutuhkan untuk melakukan kegiatan pengecekan dan pembersihan (cleaning and inspection) yang dilakukan sebelum mesin dijalankan. Selain itu, ketersediaan waktu menjadi berkurang diakibatkan oleh sering terjadi line stop saat produksi berlangsung, seperti flushing, merapikan dus, penggantian batch, verifikasi dus, dan lain-lain.
Untuk lebih jelas mengenai jenis-jenis line stop yang terjadi di lini pengemasan D dapat dilihat pada Gambar 10.
Sumber : Departemen Produksi PT XYZ
Gambar 10. Diagram Pareto line stop lini pengemasan D
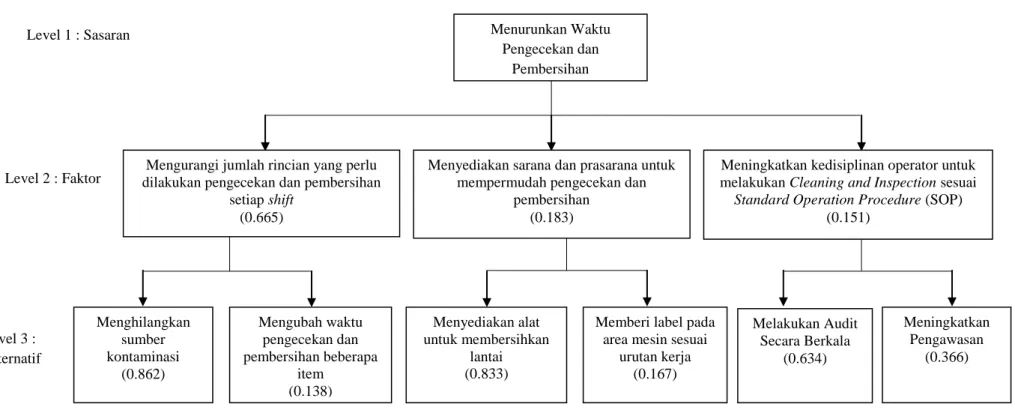
Berdasarkan diagram Pareto tersebut, line stop tertinggi adalah kegiatan cleaning and inspection dengan persentase sebesar 14.1% dan menghabiskan waktu selama 377.05 menit/bulan. Setelah dilakukan pengamatan terhadap kegiatan pengecekan dan pembersihan selama bulan April diperoleh waktu dari pengecekan dan pembersihan per periode mingguan. Adapun grafik dari waktu pengecekan dan pembersihan selama bulan April dapat dilihat pada gambar dibawah ini.
Gambar 11. Waktu pengecekan dan pembersihan
Berdasarkan grafik diatas menunjukkan bahwa rata-rata dari waktu pengecekan dan pembersihan yang dilakukan secara rutin setiap pergantian shift adalah sebesar 28 menit/hari. Waktu pengecekan dan pembersihan tersebut masih belum mencapai target waktu yang telah ditentukan, yaitu sebesar 24 menit/hari (2% dari waktu loading time per hari). Oleh sebab itu perlu dilakukan perbaikan (improvement) untuk dapat menurunkan waktu dari pengecekan dan pembersihan tersebut.
Upaya perbaikan untuk menurunkan line stop waktu pengecekan dan pembersihan dilakukan dengan membentuk struktur model AHP. Struktur model
21
28 29
28
25
0 5 10 15 20 25 30
Minggu ke-1 Minggu ke-2 Minggu ke-3 Minggu ke-4 Minggu ke-5 April
Waktu (Menit)
21
AHP yang dibentuk terdiri dari tiga tingkatan (level), dengan sasaran menurunkan waktu pengecekan dan pembersihan pada level 1. Level kedua dari struktur hierarki adalah faktor. Faktor-faktor yang dinilai berpengaruh dalam upaya mencapai sasaran menurunkan waktu pengecekan dan pembersihan, diantaranya adalah faktor mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift, faktor menyediakan sarana dan prasarana untuk mempermudah pengecekan dan pembersihan, serta faktor meningkatkan kedisiplinan operator untuk melakukan Cleaning and Inspection sesuai Standard Operation Procedure (SOP).
Level ketiga dari struktur hierarki adalah alternatif. Setiap faktor pada level kedua dari struktur hierarki memiliki alternatif-alternatif kegiatan yang dilakukan untuk mencapai sasaran menurunkan waktu pengecekan dan pembersihan. Untuk faktor mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift terdapat dua alternatif, yaitu menghilangkan sumber kontaminasi dan mengubah waktu pengecekan dan pembersihan dari beberapa item. Sedangkan untuk faktor menyediakan sarana dan prasarana untuk mempermudah pengecekan dan pembersihan terdapat alternatif menyediakan alat untuk membersihkan lantai dan alternatif memberi label pada area mesin sesuai urutan kerja. Selain itu, untuk faktor meningkatkan kedisiplinan operator untuk melakukan Cleaning and Inspection sesuai Standard Operation Procedure (SOP) terdapat dua alternatif untuk mencapai sasaran menurunkan waktu pengecekan dan pembersihan, yaitu alternatif melakukan audit secara berkala dan meningkatkan pengawasan. Untuk lebih jelas mengenai struktur hierarki dari model penentuan strategi dalam upaya untuk menurunkan waktu pengecekan dan pembersihan dapat dilihat pada Gambar 12.
Penilaian terhadap faktor dan alternatif dilakukan untuk mengetahui bobot dan peringkat faktor dan altenatif yang mempengaruhi upaya untuk menurunkan waktu pengecekan dan pembersihan. Penilaian dilakukan dengan menggunakan kuesioner berupa pertanyaan untuk menentukan pendapat dengan perbandingan berpasangan (pairwise comparison) kepada para pakar atau responden yang memahami keadaan aktual perusahaan.
Tabel 4 menunjukkan bobot dan peringkat faktor-faktor yang mempengaruhi upaya untuk menurunkan waktu pengecekan dan pembersihan.
Bobot yang diperoleh merupakan hasil perbandingan berpasangan dengan menggunakan software Expert Choice 11. Berdasarkan tabel tersebut menunjukkan bahwa faktor mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift memberikan pengaruh terhadap upaya menurunkan waktu pengecekan dan pembersihan pada peringkat pertama dengan bobot sebesar 0.665. Sedangkan faktor meningkatkan kedisiplinan operator untuk melakukan pengecekan dan pembersihan sesuai Standard Operation Procedure (SOP) berada di peringkat kedua dengan bobot sebesar 0.183, kemudian diikuti oleh faktor menyediakan sarana dan prasarana untuk mempermudah pengecekan dan pembersihan pada peringkat terakhir dengan bobot sebesar 0.151.
Gambar 12. Pemodelan AHP strategi menurunkan waktu pengecekan dan pembersihan
23
Level 1 : Sasaran
Level 2 : Faktor
Mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan
setiap shift (0.665)
Menyediakan sarana dan prasarana untuk mempermudah pengecekan dan
pembersihan (0.183)
Meningkatkan kedisiplinan operator untuk melakukan Cleaning and Inspection sesuai
Standard Operation Procedure (SOP) (0.151)
Menghilangkan sumber kontaminasi
(0.862)
Mengubah waktu pengecekan dan pembersihan beberapa
item (0.138)
Menyediakan alat untuk membersihkan
lantai (0.833)
Memberi label pada area mesin sesuai
urutan kerja (0.167)
Melakukan Audit Secara Berkala
(0.634)
Meningkatkan Pengawasan
(0.366) Menurunkan Waktu
Pengecekan dan Pembersihan
Level 3 : Alternatif
21
Tabel 4. Hasil perhitungan peringkat faktor
Faktor Bobot Peringkat
1. Mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift
0.665 1
2. Menyediakan sarana dan prasarana untuk mempermudah pengecekan dan pembersihan
0.151 3
3. Meningkatkan kedisiplinan operator untuk melakukan pengecekan dan pembersihan sesuai Standard Operation Procedure (SOP)
0.183 2
Inconsistency 0.03
Faktor mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift memiliki alternatif, yaitu alternatif menghilangkan sumber kontaminasi dan mengubah periode waktu pengecekan dan pembersihan beberapa ítem. Dengan mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan pada checklist dapat mengakibatkan pada turunnya waktu pengecekan dan pembersihan.
Menghilangkan sumber kontaminasi merupakan kegiatan mengendalikan sumber-sumber kontaminasi dan mencegah penyebaran kontaminan yang tidak diinginkan menempel pada mesin dan peralatan. Menghilangkan sumber kontaminasi dapat dilakukan dengan menghilangkan penyebab kontaminasi langsung pada sumbernya atau memodifikasi mesin dan peralatan sehingga penyebaran dari sumber kontaminasi dapat dieliminasi dan memudahkan proses pembersihan rutin. Dengan mengeliminasi sumber kontaminasi, maka kegiatan pembersihan dan pengecekan secara rutin akan menghabiskan waktu lebih singkat.
Berdasarkan Tabel 5 menunjukkan bahwa alternatif menghilangkan sumber kontaminasi merupakan alternatif yang memberikan pengaruh terhadap berkurangnya jumlah rincian pengecekan dan pembersihan pada peringkat pertama dengan bobot sebesar 0.862. Sedangkan alternatif mengubah periode waktu pengecekan dan pembersihan beberapa ítem memiliki bobot sebesar 0.138 dan berada pada peringkat kedua.
Tabel 5. Hasil perhitungan alternatif dari faktor mengurangi jumlah rincian yang perlu dilakukan pengecekan dan pembersihan setiap shift
Alternatif Bobot Peringkat
1. Menghilangkan sumber kontaminasi 0.862 1 2. Mengubah periode waktu pengecekan dan
pembersihan beberapa ítem
0.138 2
Inconsistency 0.00
Setelah dilakukan pengamatan terhadap kegiatan pengecekan dan pembersihan rutin diperoleh bahwa operator mengalami kesulitan saat membersihkan area-area yang sulit dibersihkan seperti lantai. Untuk membersihkan lantai tersebut diperlukan mesin vacuum cleaner agar memudahkan proses pembersihan. Selain itu, operator juga mengalami kesulitan