Bab III Metoda Taguchi
3.1 Pendahuluan [2][3]
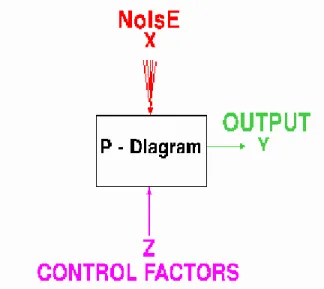
Metoda Taguchi menitikberatkan pada pencapaian suatu target tertentu dan mengurangi variasi suatu produk atau proses. Pencapaian tersebut dilakukan dengan menggunakan ilmu statistika. Apabila ada sejumlah parameter yang diperkirakan mempengaruhi suatu proses, maka dengan prinsip statistika pada metoda Taguchi ini dapat dihitung seberapa besar peran masing-masing parameter tersebut dalam mempengaruhi proses ataupun hasil dari proses tersebut. Dengan metoda Taguchi ini dapat ditarik kesimpulan parameter mana yang dominan mempengaruhi proses (control factor) dan parameter mana yang hanya merupakan gangguan (noise) saja.
Dengan mengetahui parameter yang dominan, maka dapat dilakukan suatu optimisasi dari parameter yang dominan tersebut, sehingga diperoleh proses yang optimum.
Gambar 3.1 Diagram proses
Analisis Taguchi juga dapat memperkirakan hasil dari proses tersebut apabila digunakan kombinasi parameter yang berbeda dengan yang dilakukan pada
pengujian. Manfaat hasil perkiraan ini adalah untuk merencanakan suatu proses produksi.
3.2 Tahapan dalam Metoda Taguchi [2] [3]
Metoda analisis Taguchi yang merupakan implementasi atas konsep disain kokoh (robust design), secara pokok terdiri dari beberapa tahap, yaitu:
a. Perumusan masalah
Pada tahap ini, perancang harus menentukan tujuan dari optimisasi proses yang akan dilakukan, dan menetapkan karakteristik respon yang akan dianalisis. Beberapa kegiatan yang termasuk dalam tahap ini adalah:
• Menentukan karakteristik respon yang diukur
• Mendaftarkan pasangan parameter kendali (control factor). Parameter kendali adalah parameter yang berpotensial untuk mempengaruhi karakteristik dari proses pemesinan.
• Menentukan jumlah setting tiap parameter kendali. Istilah yang biasa dipakai adalah level. Level adalah nilai dari parameter kendali.
b. Perencanaan percobaan
Awal pada tahap ini adalah menentukan jenis metoda Taguchi. Jenis metoda Taguchi dapat diketahui berdasarkan jumlah dari parameter kendali dan level untuk setiap parameter kendali. Jenis metoda Taguchi ini menentukan jenis matriks Orthoghonal Arrays yang akan dipakai.
c. Melaksanakan percobaan dan pengumpulan data
Pada tahap ini dilakukan proses percobaan untuk mengumpulkan data respon sebanyak jumlah baris pada matriks Orthogonal Arrays yang telah dipilih.
Data respon yang telah diperoleh itu kemudian diubah menjadi S/N ratios (Signal to Noise Ratios).
d. Analisis hasil percobaan
Setelah pengolahan data percobaan, selanjutnya dilakukan analisis untuk menentukan pengaruh relatif dari bermacam-macam parameter kendali tersebut. Analisis pada metoda Taguchi dibagi menjadi dua, yaitu:
• Analisis Rata-Rata (Analysis of Mean / ANOM).
• Analisis Varian (Analysis of Variant / ANOVA)
3.3 Analisis dalam Metoda Taguchi [2] [3]
Dalam metoda Taguchi terdapat 2 macam analisis yang dilakukan dengan tujuan berbeda-beda. Kedua macam analisis tersebut adalah:
a. ANOM (Analysis of Mean)
ANOM atau analisis rata-rata, digunakan untuk mencari kombinasi dari parameter kendali sehingga diperoleh hasil yang optimum sesuai dengan keinginan. Caranya adalah membandingkan nilai rata-rata S/N Ratio setiap level dari masing masing parameter kendali dengan menggunakan grafik. Dari perbandingan tersebut dapat diketahui apakah parameter kendali yang dimaksud berpengaruh terhadap proses atau tidak.
b. ANOVA (Analysis of Variant)
ANOVA atau analisis varian, digunakan untuk mencari besarnya pengaruh dari setiap parameter kendali terhadap suatu proses. Besarnya efek tersebut dapat diketahui dengan membandingkan nilai sum of square dari suatu parameter kendali terhadap seluruh parameter kendali.
3.4 Istilah dalam Metoda Taguchi [2] [3]
Ada beberapa istilah yang akan sering dijumpai dan memegang peranan penting dalam metoda Taguchi, yaitu:
3.4.1 Matriks Orthogonal Arrays
Matriks Orthogonal Arrays terdiri dari kolom dan baris. Kolom merupakan kumpulan parameter kendali atau variabel desain atau parameter desain. Sedangkan
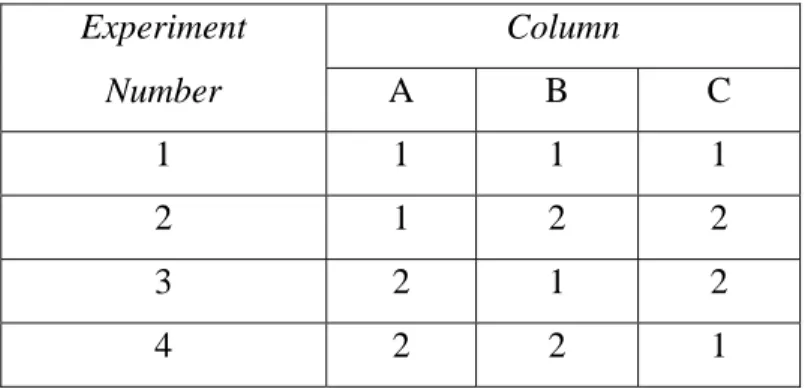
pada bagian barisnya merupakan kumpulan kombinasi dari level masing-masing parameter kendali. Jumlah baris menunjukkan jumlah percobaan yang harus dilakukan dengan kombinasi level berbeda. Contoh matriks Orthogonal Arrays adalah L4 seperti yang diperlihatkan pada Tabel 3.1.
Tabel 3.1. Orthogonal Arrays L4
Experiment Column
Number A B C
1 1 1 1
2 1 2 2
3 2 1 2
4 2 2 1
Matriks Orthogonal Arrays pada tabel 3.1 terdiri dari 3 parameter kendali (A, B, dan C) dan 2 level (1 dan 2). Untuk matriks ini diperlukan 4 kali percobaan karena berdasarkan matriks Orthogonal Array-nya terdapat 4 macam kombinasi.
Orthogonal Arrays mempunyai beberapa manfaat, yaitu:
1. Kesimpulan yang diambil dapat menjangkau ruang lingkup parameter kendali dan masing-masing level-nya secara keseluruhan.
2. Sangat menghemat pelaksanaan percobaan karena tidak menggunakan prinsip fully operational seperti percobaan yang biasa, tetapi menggunakan prinsip fractional factorial. Artinya, tidak semua kombinasi level harus dilakukan percobaan, melainkan hanya beberapa saja. Untuk menentukan level mana yang harus dilakukan dalam pengambilan data, maka harus mengacu pada model Orthogonal Arrays yang standard. Pemilihan matriks Orthogonal Arrays disesuaikan dengan permasalahan yang telah dirumuskan sebelumnya.
3. Kemudahan dalam analisis data.
3.4.2 Signal to Noise Ratio (S/N Ratio) [2] [3]
Optimisasi proses yang dilakukan oleh metoda Taguchi adalah dengan memperhatikan nilai S/N Ratio. Prinsip dasarnya adalah, pengaturan proses produksi mencapai kondisi yang optimum jika dapat memaksimalkan nilai S/N Ratio.
S/N Ratio adalah suatu bilangan yang menggambarkan perbandingan antara signal dan noise dari suatu parameter kendali. Nilai S/N Ratio didapat dari pengolahan data hasil percobaan untuk beberapa kombinasi level pada parameter kendali. Setiap kombinasi akan memiliki nilai tersendiri. Dari nilai tersebut dapat diketahui apakah paramater kendali tersebut cukup memberikan pengaruh yang signifikan pada sebuah proses pemesinan sehingga dapat disebut sebagai sebuah signal. Atau parameter tersebut hanya memberikan pengaruh yang kecil sehingga dianggap sebagai noise atau gangguan saja.
Jika target yang dituju adalah untuk meningkatkan respons, maka yang dilakukan adalah mencari kombinasi dari parameter kendali yang nilai S/N Ratio dari setiap level-nya memiliki nilai terbesar.
Ada 3 jenis S/N Ratios yang biasa dipakai dalam optimisasi permasalahan statik, yaitu:
a. Smaller the Better
Optimisasi jenis ini biasanya dipakai untuk mengoptimisasi suatu cacat pada produk, yang mana harga idealnya kalau bisa harus sama dengan nol. Dapat juga digunakan untuk menentukan waktu produksi tercepat (paling produktif).
Untuk menghitungnya dapat menggunakan rumus:
S/N Ratio = 2
1
10 log 1
n i i
n = y
⎡ ⎤
− × ⎢⎣
∑
⎥⎦ …………..…… (3.1) dimana n = jumlah datai = data respon pengukuran
b. Larger the Better
Optimisasi jenis ini merupakan kebalikan dari optimisasi Smaller the Better.
Kasus yang biasanya dioptimisasi dengan cara ini adalah untuk mencari
kecepatan penghasilan geram (RMR) yang paling besar, yang berarti semakin besar RMR maka semakin produktif proses produksi tersebut. Rumus yang digunakan adalah:
S/N Ratio = 2
1
1 1
10 log
n
n i= y
⎡ ⎤
− × ⎢ ⎥
⎣
∑
⎦ ……….. (3.2)c. Nominal the Better
Optimisasi ini sering digunakan apabila nilai yang telah ditetapkan merupakan sesuatu yang mutlak atau sangat diharapkan. Jadi tidak boleh lebih besar atau lebih kecil dari nilai yang telah ditetapkan sebelumnya. Contohnya adalah dimensi pada komponen-komponen mekanik (pada industri manufaktur), perbandingan unsur kimiawi pada suatu campuran (pada industri kimia), dan lain-lain. Rumus yang dapat digunakan adalah:
S/N Ratio =
2 2
10 log y s
× ⎡ ⎤⎢ ⎥
⎢ ⎥⎣ ⎦
………….………. (3.3)
s2
2 1
( )
1
n i i
X X
n
=
−
−
=
∑
……….. (3.4)dimana : s2 = varian
n = jumlah pengulangan dari setiap kombinasi Xi = nilai dari kombinasi ke n
X = nilai rata-rata dari setiap kombinasi
3.4.3 Sum of Square [4]
Sum of Square adalah jumlah variasi nilai S/N Ratio dari setiap level pada masing-masing parameter kendali. Besarnya Sum of Square dapat dicari dengan menggunakan rumus:
SS =
(
21 n
i
i R R
)
=
∑
− ……….………. (3.5)dimana : n = jumlah level dari setiap control factor R = nilai S/N Ratio pada level ke n i
R = nilai rata-rata S/N Ratio dari ke 3 level pada sebuah control factor
3.5 Flowchart Metoda Taguchi
Tahapan kerja dalam metoda Taguchi dapat dilihat pada gambar 3.2. Untuk tahapan yang lebih detail dapat dilihat pada sub-bab 3.2.
Gambar 3.2. Flowchart metoda Taguchi Melakukan
analisis ANOVA Melakukan analisis ANOM
Kondisi proses yang optimum
Persentase pengaruh parameter
Akhir Jenis optimisasi
Nominal the better S/N Ratio
Larger the better S/N Ratio Smaller the better
S/N Ratio
Mulai
Control factor
& level
Menentukan:
- jenis Taguchi - jumlah pengulangan
Melakukan percobaan