ABSTRAK.SI
Fixt1.1.re ada~ah perkak.as k.h:u.sus yan~ di~unak.an
untuk menem.patkan dan meme~an~ benda ker Ja secara kuat dan tepat pada posisi yan~ te~ah ditentukan.
Pada tahap perencanaan fixture. setiap disain disertai den~ an dokv.mentasi men~enai inte~ri.tas
struktura~ yaitu besarnya beban yan~ bekerja pada
strv.kt1.1.r dan ana~isis men~enai ak.ibat pem.bebanan seperti te~an~an dan deform.asi. Untv.k men~hasi~kan
suatu ana~isis yan~ ak1.1.rat di~unakan peran~kat ~unak
NISA. dim.ana pem.akaian metode e~emen hin~~a seba~ai dasar perhitun~an da~am. men~ana~isis m.asa~ah diatas. Disam.pin~ itu di~akv.kan pem.i~ihan a~ternatif pem.buatan fixture berdasarkan jenis proses pen~erjaan
di ~akukan. sehin~~a besarnya biaya pem.buatan
a~ ternat i f proses pen~er Jaan dapat diketahui.
Dari hasi~ ana~isis NISA didapat distribusi
pem.i~ihan
dimensi base p~ate berdasarkan def~eksi yan~ pa~in~ keciL Ju~a pem.i~ihan alternatif pem.buatan fixture dapat di~akv.kan dari besarnya biaya berdasarkan hasi~
mendapatkan fixture yan~ mem.punyai ni ~ai ekonom.is c'Ukup t in~~i.
DAFTAR GAMBAR
~Gamba~ 2.1. P~oses D~illing
.
. . .
.
. .
. . .
.
.
.
.
.
.
.
. . .
Gamba~ 2.2. P~oses Mengef~eis Tegak.
. . .
. .
. . .
Gamba~ 2.3. Penggunaan F.E.M. pada Las. .
.
. . .
. .
Gamba~ 2.4. G~afik Konve~si Kefakto~ Pe~mukaan
Gamba~ 3.1. Sistem Koo~dinat Global
Gamba~ 3.2. Sistem Koo~dinat Lokal
Gamba~ 3.3. Sistem Koo~dinat Natu~al
. . .
.
. . .
.
.
. . . .
.
.
.
. .
. .
. .
.
. . .
.
.
Gamba~ 3.4. Komponen Pe~pindahan Nodal
Gamba~ 3.5. Aplikasi Penggunaan F.E.M.
xi 8 11 18 22 25 25 26 26 35
TEORI PROSES PERMESINAN
2. 1 De.f inisi
Proses permesinan adalah proses yang digunakan
untuk mengubah bentuk suatu logam/produk dasar menjadi
suatu benda kerja atau suku cadang dengan cara meraut.
Pada proses pengerjaan crankcase Kubota terdapat 2
macam jenis pemotongan yang
drilling dan proses milling.
paling utama yaitu proses
Selanjutnya akan dijelaskan
beberapa elemen dasar dan cara
jenis proses permesinan tersebut.
perhitungan untuk kedua
2.2 Proses Drilling
Pahat gurdi mempunyai dua mata potong dan melakukan proses pemotongan dengan cara berputar melingkar pada sumbu utama mesin drilling. Elemen dasar pada proses drilling dan gaya pemotongannya akan dijelaskan pada sub-bab 2.2.1.
2.2.1 Elemen dasar proses drilling
Dari gambar 2.1 dapat diturunkan beberapa rumus
elemen dasar proses drilling.
Lt •.
d
aa.mba.r 2. :1 Proses Dri.tli.ng
dimana
lw = panjang pemotongan benda kerja (mm).
d =diameter pahat gurdi (mm).
Kr = sudut potong utama (lead angle)
n = putaran pores utama (rlmin)
vf = kecepatan pemakanan Elemen dasar proses driling
n.d.n 1. Kecepatan potong v
=
1000 2. Gerak makan f = vf I n ; mlmin .. . . mmlr.
.
.
. . .
3. Lebar pemotongan a = d 12 ; mm. . . .
. . .
. .
4. Waktu pemotongan t
=
1 I vf ; min.
. . .
.
. . .
c t. 8 ( 2.1) (2.2) (2.3) ( 2. 4)
dimana, l = l + l + l
t v v n min
1 > (d/2)/tan Kr n
5. Kecepatan penghasil geram Z = ( nd 2 v f) I 4000
cm3/min (2.5)
Karen a ada 2 mac am mata potong, maka penampang geram
sebelum terpotong adalah sebesar
b
=
d I ( 2 sin Kr mmh = (f/2) sin Kr· mm
A
=
b.
h=
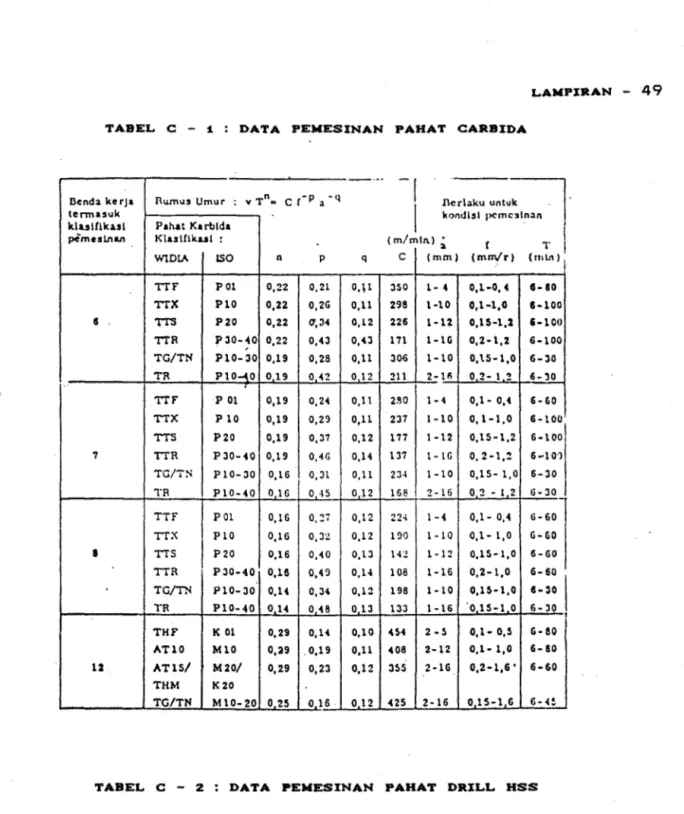
(f.d)/4 mm2.2.2. Gaya pemotongan proses drilling
Rumus empiris yang didapat untuk menentukan
besarnya momen puntir dan gaya tekan dihasilkan dengan
melakukan percobaan dengan berbagai mac am kondisi
pemotongan. Rumus korelasi antara momen puntir dan gaya
tekan dengan jenis material dapat dirumuskan sebagai
berikut Mt
=
C1 d X fy N mm ( 2. 6) Fz=
Cz dm fn N (2.7) dimana : Mt=
momen puntir N mm Fz=
gay a tekan N10
d
=
diameter gurdi mmf
=
gerak makan mm/putC~C2 = Konstanta yang harganya dipengaruhi oleh bend a
kerja dan pemakaian aliran pendingin, tidak
dipengaruhi oleh kecepatan potong dan berlaku
untuk bentuk geometri tertentu. Nilai harga Ct
dan C2 dapat dilihat pada tabel 2.1
x,y,m,n
=
Pangkat untuk diameter dan gerak makan dalamrumus korelasi momen dan gaya.
To.bel 2. i Da.la. proses permesi.na.n untuk proses Dri.lti.ng
-. Benda kerja Untuk Momen Puntir Untuk Gaya Teknn ( SAE- DIN) cl * X y ku1.1*"'kus.l"** c • 2 m n
Baja ( 1020-c 22) 53G 1,8 0,78 4288 3259 575 l 0,78 ( 1035 - c 35 ) 620 . 1,8 0,78•: 4!>60 3770 605 1 0,78 ( 1112 :.. 9S20 ) 410 1,8 . 0,78 3280 2493
-
-
-( 3150-
) 745 1,8 0,78 5960 4530 720 1 0,78 Bcsi Tuang :.
300 1,7 0,60 2400 1602 3713 1 0,130 Kuningan · : ·115 1,9 0,73' 920 817 187 1· 0, GO Aluminium : .. 131 1,9 0,83 1018 920 200 1,2 1,1 • Satuan dalam N/mm 2 , ; digunakan dal~ ru.mu~ ( 8.13) dan ( 8.14)8 c
1 ; digunakan oal:un rumus ( 8.18)
.... k
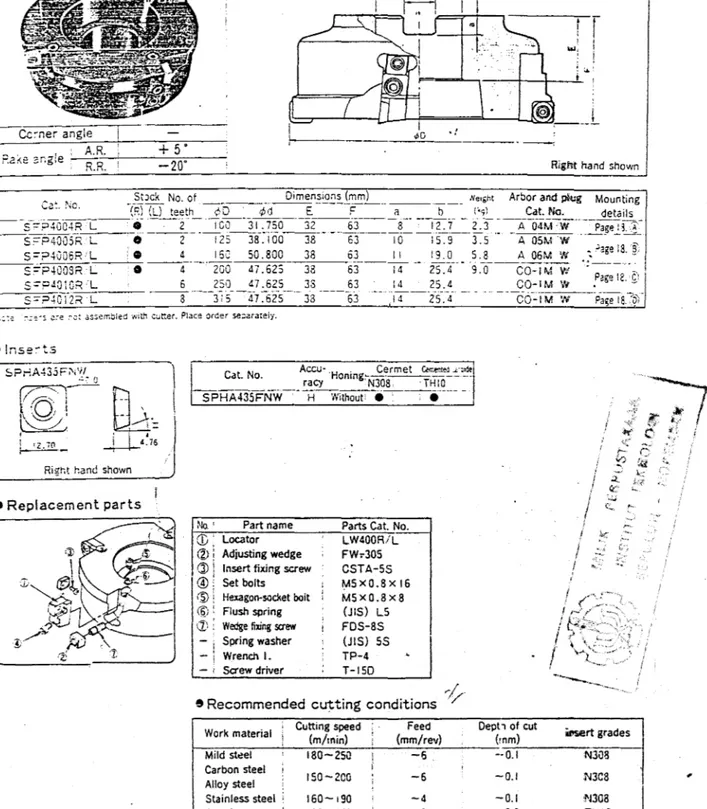
2.3 Proses Milling
P~oses milling yang akan dibahas adalah proses
mengef~ais dengan jenis pahat f~ais muka (face milling
cutte~), sepe~ti te~lihat pada gamba~ 2.2. Besa~nya
kecepatan pemakanan anta~a lain dipenga~uhi oleh jumlah
gigi (z) da~i pahat f~eis sehingga ge~ak makan pergigi (fz)
pada kecepatan makan yang sama menjadi be~lainan untuk
jumlah gigi yang be~beda.
Ga.mba.r 2. 2 Proses mengefrei.s tega.k <fa.ce mi.tli.ng>
Kete~angan :
w = leba~ pemotongan benda ke~ja mm
1 = panjang pemotongan mm
\1
d
=
diameter 1uar mmz
=
jum1ah gigi buahK
=
sudut potong utamar
n
=
putaran poros r/minvf
=
kecepatan makan mm/min2.3.1 E~emen dasar proses men~efreis
rr.d.n
1. Kecepatan potong : v
=
1000 ; m/min ••••• (2.8)
2. Gerak makan pergigi : f
=
vf I (z.n)z mm/gigi •••••••••.• (2.9) 3. Waktu pemotongan : t
=
1t I v c f dimana : 1=
1 + 1 + 1 l v v n 1 ;:::: 0 1 ~ d/2 v n4. Kecepatan menghasi1kan geram vr.a.w
; min . . . .
z
=
1000 cm3 /min ••••• • • •(2.10)
(2.11)
Proses mengefreis akan menghasi1kan geram berbentuk
kama yang tebalnya berubah. Teba1 geram dipengaruhi oleh
gerak makan pergigi (fz) dan sudut posisi ( ¢>) yang pad a
setiap saat berubah harganya karena perubahan posisi mata
potong (gigi pahat freis).
Tebal geram setiap saat untuk proses mengefreis
tegak dengan memakai pahat freis muka dapat dituliskan
sebagai berikut
h
=
f . sin Kr . sin¢
; mmz
Tebal geram maksimum tercapai bila ¢
=
90° :h
=
f • sin Krmax z mm
(2.12)
(2.13)
Tebal geram rata-rata didapat dengan mengintegrasi
persamaan (2.12) dibagi dengan sudut persentuhan ¢c
dimana h
=
m fz . sin Kr ¢=
<¢ - ¢ ) c 2 1 180 (cos ¢ - cos ¢ ) 1 2 mm; rad (sudut sentuh) cos ¢ 1
=
[(d/2)-x)/(d/2) sudut masuk cos¢
2=
[(d/2)-(x+w)]/(d/2) sudut keluar-(2.14) (2.15) (2.16) (2.17)x
=
jarak radial dari lingkar-an luar freis ketepimula benda kerja
Tebal geram rata-rata (hm) tercapai pada posisi tertentu,
dapat dihitung dengan menggabungkan rumus (2.12) dan (2.14). hm
=
fz . sin Kr . sin ¢dimana
cos
¢ -
cos¢
1 2
Pada p~oses mengef~eis tidak selu~uh gigi pahat
melakukan pemotongan, hanya ada bebe~apa buah gigi yang
beke~ja efektif te~gantung da~i sudut pe~sentuhan
¢.
c
Oleh ka~ena itu jumlah gigi efektif ze dapat didefinisikan
tidak selalu me~upakan bilangan bulat, yaitu:
z • ¢
c
(2.19) ze=
2 rr
Untuk menghitung gaya potong pe~lu diketahui tebal
ge~am h. Dalam p~oses pengef~eis bebe~apa ~umus gaya
tangensial pe~gigi dapat ditu~unkan sebagai be~ikut:
F
=
k A t. s k = k.
h-p s si. 1 h = f.
sin K sin ¢ z r A = h.
a.
(sin K ) -1 r maka Ft. =c
(sin ¢)1-p Nc
= k a.
f 1-p • (sin K )-p s1.1 z r N dimana :k
=
Gaya potong spesifik ~efe~ensis1. 1
(2.20) (2.21)
a
=
Kedalaman potong mmf
=
gerak makan pergigi mm/gigiz
p
=
pangkat untuk tebal geram rata-rata.c
=
gaya tangensial maksimum pergigi N(Harga k dan p untuk berbagai material benda kerja
s:t..:t.
dilihat pada tabel 2.2).
dapat
Harga paling baik akan diperoleh apabila digunakan
perhitungan gaya tangensial pergigi rata-rata
saat tercapai harga geram rata-rata.
F
=
Ctm
:t.-p sin ¢ )
m
dimana
¢
=
sudut tebal geram rata-ratam
N
0
Harga gaya tangensial total rata-rata adalah
F
=
Ftms tm z e
Ta.bal 2. Z Oo.ya. potong spesi.fi.k referensi. pa.da. proses frei.s
_______
..JcnJs DcnJa Kcr)a 1-\la:.:;ihkasi hckLJ:tt:HJ 1:!._.).
DIN UTS, N/mn\ ~
,,
s 1.1 ( n\111-) pI
Daja Struktur : St 50 520 1~90 0,25
(Structural Steels) St GO G20 2110
0,16
.
~
Dajn Marnpu l.aku Panas : Ck 45 67U 2~20 0,11
(Heat treatable Steels)
Ck GO 770 2130 0,17
I
i I BnJn Scmcntusi : lGMnCr5 770 2100 0,27I
(Cementation Steels) 18CrNt6 G30 2260 0,30 42CrMo4 730 2500 0,2634 Cr Mo4 GOO 2240 o,a
50 <.:r v 4 GOO 2220 0,27
EC Mo ~0 590 2290 0,17
Daja Perkakas Panas : 55NiCt·MoVG (Hot Work Tool Steels) -annealed
9•10 1740 0,~5 :
-treated ( 352 Dlt:-1) 1920 0., !1
Bnia Pcrkakas Ekstrusi , 210 Cr4G
-
2100 o,:?G I( Cold Ext ruston T. S )
3·1 Cr 4
-
2100 0,2G I IDcsi Tunn!~ : GG 26 (200UIIN) llGO · u,2G
I
(Cast Iron) GG 30 1100 o.~G----
_ _ . . _ _ _ _ _ _ _ _ t.____ I yaitu pad a (2.22) (2.23)2.4 Pengaruh gaya potong pada fixture
Dengan adanya proses pengerjaan pada benda kerja,
maka akan timbul gaya-gaya potong yang kemudian dipindahkan
oleh benda kerja ke fixture melalui baut, clamp dan
sebagainya. Karena itu fixture harus dapat men a han
gaya-gaya yang diter{ma untuk menghasilkan produk yang baik dengan tingkat keamanan proses pengerjaan yang cukup tinggi sehingga tidak membahayakan bagi mesin dan operatornya.
Gaya-gaya tersebut digunakan sebagai data pada
proses perencanaan fixture untuk mengetahui reaksi yang
terjadi pada titik-titik tumpuannya, ketebalan optimum,
kemungkinan defleksi yang terjadi dan tingkat keamanannya.
Dengan melakukan analisis kekuatan regangan dan tegangan,
maka dapat diketahui bagian-bagian dari fixture yang
mengalami defleksi maksimum sehingga terjadi penyimpangan
toleransi pada benda kerjanya. Untuk mengatasi defleksi
tersebut diperlukan ketebalan yang optimum sehingga fixture
tersebut tidak terlalu berat dan ekonomis berdasarkan
banyaknya bahan yang digunakan untuk membuatnya.
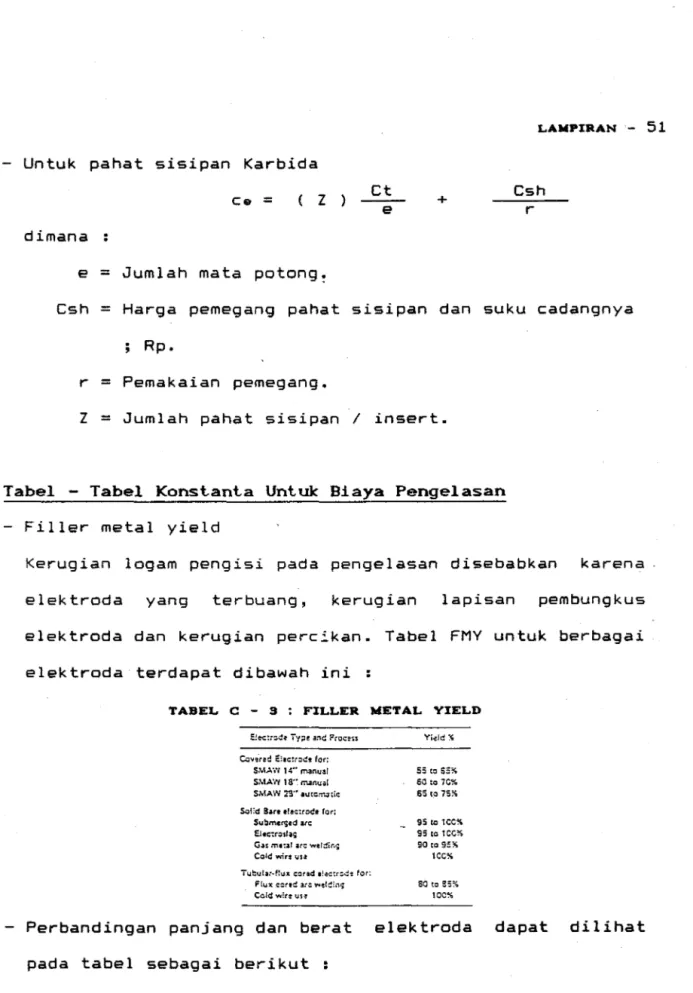
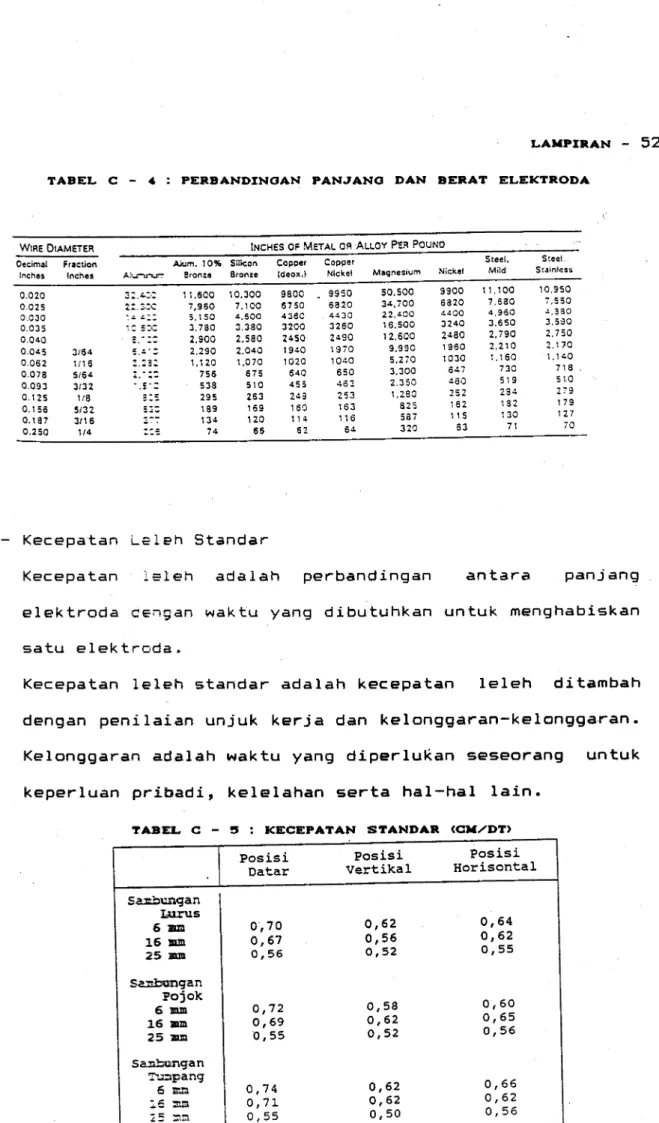
2.5 Proses Pengelasan
Pengelasan merupakan proses memo tong a tau
menyambung dua buah logam dengan disertai atau tanpa logam
pengisi, sehingga membentuk suatu masa yang kuat dan tidak
mudah terpisah lagi.
Dengan menggabungkan proses pengelasan yang
mempunyai keunggulan disegi mekanis dan biaya dari proses
lainnya, diharapkan dapat mencapai tingkat ekonomis yang
optimum. Disain las mencapai semua kriteria yang diinginkan
dalam suatu proses perancangan seperti tingkat kekakuan,
kekuatan, getaran yang timbul, ketahanan terhadap kelelahan dan beban kejut.
Pada saat ini semua rancangan didapatkan dengan
perhitUngan matematis berdasarkan rumus-rumus empiris dari
percobaan yang telah dilakukan. Met ode baru dalam
menentukan gaya-gaya serta pengaruhnya melalui ana lisa
stress akan dapat menghasilkan suatu disain
effisien, Terutama dengan adanya perangkat
yang lunak
lebih met ode
elemen hingga seperti NASTRAN, ANSYS, PAFEC, NISA, dan
MARC. Dengan memakai persamaan 'strain-energy' dapat dicari
tegangan dan regangan yang terjadi berdasarkan perpindahan
pada titik nodalnya. Contoh mengenai penggunaan elemen
BOUNDARY
1•
CONOiltONS ~=g=~---~
~ r -OAMBAR 2. 3 18 a LEG LENGTH ""'>---'J
t-1----.--"f-l BO\.l'oOARY COND1110N5•
I NODES I AFTER REDUCTION I I I-+-I
_j--
.
t ln
Langkah-langkah mengenai perhitungan kekuatan las akan dijelaskan berikut ini
1. Pemberian gaya-gaya ~ bekerja
F
X
=
F y-
....
F z= • • • •
Cari resultan gaya horisontal Fh
Fh
=
-IF 2 + X F 2 y Gaya vertikal Fv = F zTotal resultan gaya F
arah: tg a
F
= /
Fh2+Fv2Momen lentur yang terjadi
M
=
F
x ePerhitungan luas geometri las
A
=
1,414Iu
=
d2 /6 •h • b+d 3b + d )
=
Momen inertia terhadap titik berat G
I
=
0. 707 • h • I uF
y
~
X
Torsi yang terjadi akibat eksentritas gaya
T = Fh
x r
2. Perhitungan tegangan ~ terjadi pada las
Perhitungan momen inertia untuk torsi
. ( 2. 24)
(2.25)
(2.26)
J
=
0.707 • h . Ju Tegangan geser F y akibat torsi T.r H F X T.r v Tv=
-A-- + J T YX=
IT
2 + T 2 V HTegangan normal pada las
Fv 0'
=
+ v ~ M.c I -T HTegangan equivalent Von Misses
Pemilihan elektroda 0' VM
s
y= .•...
=
-A-- + 2 2 0' + 9T V YXs
u= ....•
Faktor keamanan untuk pembebanan statis n
=
S I oY VM
3. Perhitunqan teqanqan pada loqam ~ dilas
Luasan yang menerima tegangan
Tegang~ geser F y T v
=
-A--pada logam T.r H + J -T Yx A=
b X d T H T H 2 = F X -A--T.r v + J -J 20 (2.28) (2.29) . ( 2. 30) (2.31) (2.32)Tegangan normal pada logam yang dilaskan
0'
=
vFv M
- A - +
z
(2.33)dimana z
=
Modulus penampang pada bidang singgung las=
bh2/6 untuk penampang berbentuk segi empatTegangan equivalent Von Misses
0' v
2 2
+ 3T
YX
Pemilihan material logam yang dilaskan
Material jenis SY
=
Su '=
- faktor angka keamanan terhadap logam yang dilaskan
' n
=
SY I oVM
4. Perhitunqan dinamis pada las
Batas ketahanan rata-rata (Shigley, hal 285)
Se
=
0,50 Su(2.34)
Faktor permukaan ka untuk daerah dilakukan pengelasan
Ta.bel 2. 3 Da.era.h Ba.ta.s Angka. Keka.sora.n Permuka.a.n Ra.
Kekasar:a n Jlin
Proses Biasa Luar Biasa Lu:u
biasa biasa
Pembentukan 500 63 . LOOO 16 15 1.5 25 0 .. 4 Pengeboran 250 63 1000 16 & 1.5 25 0.-l
Pengexjaan milling 250--32 IQ00-8 6-{).8 25 0.2 Pengerjaan broaching 125-32 250- 16 3-.{}.8 6 0.+ Pengexjaan reaming 125 32 250 16 3.:0.8 6 {1.4 Pengerjaan bubut 250-16 IQ00-2 6.0.4 25 O.tl.; Pengg:rendaan 63 4 250 I 1.5 0.1 6 o.trl Penggosokan. licin (pollihing) 16-4 ---32·05--0.-Hl.l 0.8 0.01
Pengetjaan lapping 16-2 32-0.5 O.·Hl.05 0.8 0.01 Pengecor.m dengan pa,sir IQ00-500 2000 250 IS 13 506 Pengecoran tanarn 125 63 250 16 3 1.5 6 0.4
Pengetjaan Extruding 125 32 500-16 3.0.8 13 0.4
Fenarikan dingin 125 32 250·8 3-0;8 60.2
1.0 -. I I 0.9 l I j I I G 0.8 I I ....
I·'
c: I•
•
I I , I,.
:I __t____l. I II
E
I l..
. 0.7 l I c. 0 I ~..
l LLKekasaran pennukaan Ra. jlffi
OAMBAR 2. 4 Oro.fi.k Konversi. ke Fo.kt.or Permuko.o.n
Faktor ukuran equivalen
Deq
=
I
0,05 b.h
-1 ,
--=---=--=:-:--:---
0.0766kb
=
0,869 ( Deq) -0,097 jika Bmm<
Deq
<
350 mm Faktor batas keandalan kcTo. bel 2. 4 Fo.kt.or Bo.t.o.s Keo.ndo.lo.n Kc dengo.n sd 896
~ .~ .. ,.,~~ . . ... - ~~
.~wdalaaR - Variabel Standar ·~ 0 1.288 J f>4a... - - - r. 2.326 3;091 3.719 +.265 4.753 5.199 5.612 5.997
·Fair. tor Keandalan ~
1.000 0.897 --~ 0.81+ 0.753 0.702 0.659 0.620 0.584 0.551 0.520 22
pengelasan yang digunakan :
To.bet 2. 5 Fa.klor Penguro.ngo.n Kekuo.lo.n teto.h
.Jenis Las
Las temu yang diperk_uat
Ujung dari las sudnt yang melintang Ujun1rdari lauudut ~ang sejajar
Las temu bentuk T dengan sudut yang tajam
kc
=
1 I kf ~---1.2 1.5 --1..1 2.0Batas ketahanan las yang sudah dikoreksi Se
=
ko. • kb • kc • ke • SeUntuk pemberian beban yang berulang a = a = a /2 o. m VM O'.n 0. Se + 0' • n m Su
=
1BAB III
TEORI DASAR METODE ELEMEN HINGGA
3.1 KONSEP - KONSEP ELEMEN HINGGA
Elemen hingga be~fungsi sebagai alat penyede~hana
da~i suatu bentuk geomet~i yang kompleks, ka~ena elemen
hingga me~upakan bagian da~i suatu kontinum yang disk~it
dan memiliki suatu bentuk geomet~i yang lebih sede~hana
da~i suatu kontinum. Metode elemen hingga memungk~nkan
untuk dapat mengubah suatu masalah dengan kondisi batas
yang kompleks ka~ena memiliki jumlah de~ajat kebebasan tak
hingga menjadi hingga yang menyebabkan p~oses penyelesaian
menjadi lebih sede~hana dan untuk mendapatkan hasil
aku~at.
3.2 SISTIM SUMBU KOORDINAT
yang
Sistem sumbu koo~dinat dalam metode elemen hingga
dibedakan menjadi 3 yaitu :
1. Sistem koordinat global
Me~upakan suatu sistim ~efe~ensi tetap da~i selu~uh
kontinum, semua titik-titik yang te~letak di~uang
menggunakan sistim koo~dinat global. Hanya ada satu sistem
koordinat global dalam sistem yang dianalisis, ditunjukkan pada gambar 3.1.
•
X
Oc.mbor a. 1 statlm Kc::-ordtnc.l otobc.t
2. Sistem Jcoordinat loJcal
Sistem ini terletak pada elemen. Mempunyai arah
vektor yang sama dengan sistim koordinat global, dan
biasanya terletak pada setiap nodes yang ditinjau.
3. Sistim Jcoordinat natural
Sistem ini mempunyai koordinat tanpa dimensi yang
menunjukkan posisi dalam elemen. Koordinat ini memudahkan
pengintegralan suatu elemen perpindahan dengan memberikan
y
26 L -I 0 \ r ' ~---~xOamba.r 9. 9 Si.sti.m Koordi.nat Natura..l
3. 3. TEGANGAN dan REGANGAN DALAM CONTINUUM ELASI'IS y, u
dy
x,u
z,w
Oamba.r 9. 4 J<:omponen Perpinda.han Noda.t
Pada gambar 3.4 ditunjukan elemen infinitesimal
dalam koordinat cartesian dengan sisi-sisi dx, dy dan dz.
Notasi u,v,w merupakan komponen koordinat X, Y dan Z dari
displacement suatu titik. Komponen regangan longitudinal
dalam arah X, Y, Z adalah:
l
dalam ar-ah X' Y,
z
adalah:a
ua
v& = & =
X
a
X ya
yRegangan geser-nya adalah
a
ua
v YXY = +a
ya
Xa
va
w Yyz=
+a
z
a
ya
ua
w yzx=
+a
z
a
XPer-samaan dalam bentuk matr-iksnya
a
QJ &a
X Xa
& QJa
y y & QJ QJ za
a
=
r
XYa
Xa
y QJa
Yyza
y rzxa
a
X QJDar-i keseimbangan elemen didapat
T
=
T T=
XY YX YZ & = z. .
.
. .
. .
. .
. .
.
QJ QJa
a
z
QJa
a
z
a
a
z
per-samaan T zya "'
( 3. 1 )a
z
(3.2)[
u v]
..
(3.3) w T=
T zx xz28
mater-ial isotr-opik adalah 0'
-
v 0'-
VO' X. y z T X.Y e = E rx.v= X. G 0' VO'-
VO' T YZ z X. 'Yyz= G e = E y T zx. 0' - VO'-
VO' z X. y v = • zx. G e = E z E dimana G = •••• (3.4) 2(1 + v)E = modulus Young's, G =modulus geser-, dan v
=
Poisson's r-atio. Jika dalam bentuk matr-iks maka per-samaan ( 3. 4)ber-bentuk e
=
C 0' (3.5) dimana :1 -v -v 0 0 0 1 - v :1 -v 0 0 0c
- v -v=
:1 0 0 0 E 0 0 0 2<1+v > 0 0 0 0 0 0 2(1+v> 0 0 0 0 0 0 2 < 1 +v>...
(3.6)Matr-is C adalah oper-ator- penghubung antar-a vektor- r-egangan e dengan vektor- tegangan 0'. Dengan pr-oses inver-si didapatkan per-samaan 1-v v v 0 0 0 v 1-v v 0 0 0 E = E' v v 1-v 0 0 0 0 0 0 <1-2v>/2 0 0 0 0 0 0 <1-2v>/2 0 0 0 0 0 0 <1-2v>/2
E'= E I [(1+v)(1-2v) (3.7)
3.4. METODE ANALISIS ELEMEN HINGGA
Langkah 1. Pilih sistim koordinat dan jumlah nodal
Suatu elemen segi empat mempunyai 2 derajat kebebasan pada
setiap node, mempunyai 8 membentuknya. perpindahan nodalnya. sehingga elemen derajat kebebasan
Pad a gam bar
yang berhubungan -~ F!!"" 1.'---~-FM segi dari (3.4) dengan
empat total akan
keempat nodal yang
terlihat 8 mac am
gaya-gaya disetiap
3!Zl
Dalam bentuk matriks, perpindahan dan vektor gaya untuk
setiap elemen dapat dituliskan sebagai berikut
t'6t} u1 ~:Ft} Fxt Vi
---
FY1 t62} u2 ~F2} Fx2 V2 FY2 \6&}=
=
fFe}=
=
---r63} u3 [F3} Fx3 V3 FY3 ---~64} u4 rF4} Fx4 V4 FY4. . .
(3.8)Karena pada rumus (3.8) terdapat 8 macam vektor maka
matriks kekakuan elemen berbentuk 8 x 8
Langkah II Asumsikan .fungsi perpindahan pada setiap titik
dalam elemen
Pada problem elastisi t as bidang, perpindahan pada setiap
titik didapatkan dengan mengikuti pergerakan u dan v pada
arah X dan Y dari sistim koordinat global. Karena terdapat
8 derajat kebebasan yang tidak diketahui maka dibutuhkan
8 koefisien polynomial untuk membentuk fungsi perpindahan.
U = 011 + 012X + 013Y + 014XY
( 3. 9) V
=
015 + 016X + OI?Y + OIBXYBentuk matriksnya dapat dituliskan sebagai berikut:
):6(x,y)}
=
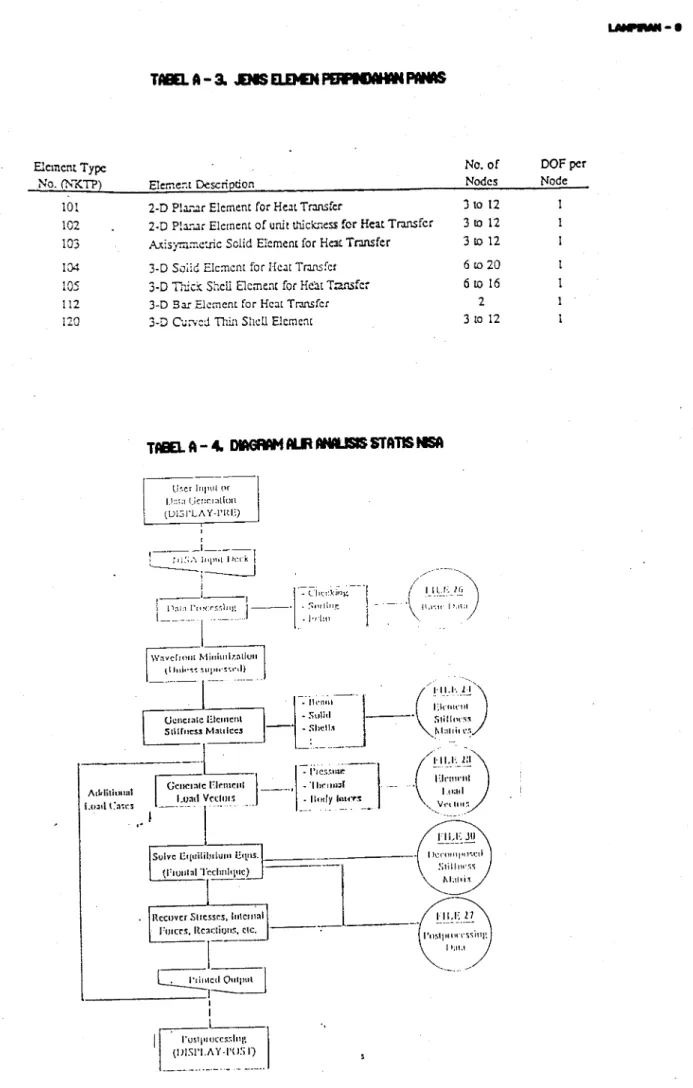
[f(x,y)]~ct} (3.1(Z))dimana bentuk matriks dari [f(x,y)J dapat dilihat pada
Lampiran A Tabel A - 6a
Langkah III Nyatakan perpindahan global \6(x,y)} setiap
t i t i k berdasarkan perpindahan node dalam
Dari lampiran A didapatkan fungsi perpindahan
untuk setiap node, sehingga didapatkan persamaan t6e}
=
(.A J\ct}.
.
.
. . .
.
(3.11)maka ~ct}
=
[A J-1£6e}...
(3.12)Dari persamaan (3.12) maka persamaan (3.1(Z))
dituliskan sebagai berikut (Lampiran A - bb)
\.6(x,y)}
=
("f(x,y)),[A]-1\oe} . . . • • . (3.13)(f(x,y))
dapat
Langkah IV Hubungkan antara strain 11:c: ( x, y ) } setiap t i t i k
dengan nodal displacement 1'6e}
Menurut teori defleksi, strain timbul akibat berbagai
tegangan yang bekerja pada suatu titik sehingga
mengakibatkan terjadinya perpindahan pada titik tersebut
teo~i defleksi, maka st~ain dapat di~umuskan :
e
=
0\JioxX e y
=
av/oy
y xy=
OU/ay +a
v Iox • • . • • (
3 • 1 4 )e , x e y' y xy didapat dengan menu~unkan u dan v
pe~samaan (3.9), dalam bentuk mat~iks st~ain
dituliskan
{e(x,y)} = (C J··a} (3.15)
{a} disubtitusikan da~i pe~samaan (3.12)
-1 e
\s(x,y)} == CC ]CA .l f6} . • • . • • . • . • (3.16)
da~i
dapat
Pe~kalian mat~iks
[Cl[A
J-
1 ditulis dalam bentukmat~iks
[B]L dapat dilihat dalam Lampi~an A Tabel A - 6c.
Langkah V Tentukan hubungan antara tegangan dalam dengan
perpindahan nodal
Da~i hukum hooke (Juvelline, Elastic Stress-Strain
relation), untuk 3 dimensi bentuk mat~iks dapat dilihat
da~i pe~samaan (3.7). Sedangkan untuk 2 dimensi ada 2 macam
kondisi yaitu plane st~ess dan plane st~ain.
(3.17)
Dimana mat~iks [D] me~upakan mat~iks penghubung anta~a
st~ess dengan st~ain yang te~jadi.
[D
J
=
d .12 d 22 0:
]
33 (3.18) 32dimana untuk kondisi plane st~ess d 11 = d 22
=
E 7 d = d = E 2 21 12 2 1 - v 1-
v d=
E 33 2(1+v)Untuk kondisi plane st~ain
d = d = ( 1-v) E '} d = d = v E
11 22 (1+v)(1-2v) 21 12 (1+v)(1-2v)
d = E/2(1+v) 33
Langkah VI Menentukan matriks kekakuan
Mat~iks kekakuan didapatkan dengan mengintegralkan mat~iks
fungsi pe~pindahan dan mat~ik fungsi hubungan st~ess-st~ain
(If')
=
f t B { CD..) [BJ d( vol)untuk elemen dengan ketebalan konstan pe~samaannya menjadi
(3.19)
Bentuk da~i mat~ik kekakuan dapat dilihat pada lampi~an
Da~i ~umus gaya elastisitas F
=
k x jika diaplikasikan pada analisa elemen hingga didapattF'J
=
[f(B]T[DJCBJ d(vol)J {6&} . . . . • . . . (3.20)Langkah VII Tentukan }l)atriks stress-displacement CHJ
Hubungan st~ess dengan displacement yang te~jadi ditentukan
a tau
\a(x,y)} \'a(x,y)}
3.5. ~plikasi metode elemen hingga
(3.21)
Metode elemen hingga dapat diaplikasikan untuk
be~bagai macam bentuk, mulai da~i elemen t~ust yang paling
sede~hana sampai ke bentuk yang kompleks misalnya cangkang,
3 dimensi padat. Semakin kompleks suatu bentuk
yang dianalisis maka bentuk mat~iks menjadi
kontinum semakin
kompleks sehingga penggunaan kompute~ be~kemampuan tinggi
dipe~lukan untuk menghitung suatu pe~samaan simultan yang
besa~.
Analisa metode elemen hingga dapat dilakukan dengan
be~bagai macam ca~a, anta~a lain disesuaikan dengan asumsi
yang digunakan juga bentuk benda yang dianalisa. Met ode
elemen hingga juga dapat digunakan untuk menghitung
pe~pindahan panas, tekanan pad a ali~an fluida dan
sebagainya. Hasil akhi~ metode elemen hingga me~upakan
pendekatan da~i hasil sebena~nya dengan penyimpangan yang
kecil, ka~ena metode elemen hingga me~upakan penyede~hanaan
da~i suatu pe~samaan kompleks. Be~ikut ini digamba~kan
bebe~apa aplikasi metode elemen hingga:
BAB IV
PERENCANAAN FIXTURE DENGAN MENGGUNAKAN NISA
Satu hal penting yang menentukan keberhasilan
disain fixture adalah keakurasian dan ketepatan pengerjaan
yang dilakukan terhadap benda kerja, sehingga penyimpangan
dimensi masih berada dalam batas toleransi yang diijinkan. Karena itu kekakuan amat diperlukan bagi fixture disebabkan
oleh berbagai macam gaya potong yang dialami selama proses
pengerjaan berlangsung.
Untuk mendapatkan tingkat ketepatan yang tinggi
maka dalam perencanaannya diperlukan analisa perhitungan
yang mendekati hasil sebenarnya. Pada penelitian ini akan
digunakan metode elemen hingga, dimana benda yang dianalisa
dipecah menjadi elemen-elemen yang lebih kecil sehingga
akan didapatkan perhitungan yang lebih mendetil. Penggunaan
'metode elemen hingga· untuk menganalisa fixture melalui
pemakaian perangkat lunak NISA, dan akan dijelaskan pada
butir 4.3.
Sebelum melakukan analisis dengan NISA perlu
diketahui berbagai gaya-gaya potong yang terjadi akibat
pengerjaan pada benda kerja. Gaya pemotongan diambil yang paling besar sehingga dapat mewakili gaya-gaya potong yang lebih kecil. Pada butir 4.1 dijelaskan mengenai gaya pemotongan yang terjadi dan pada butir 4.3 dijelaskan mengenai analisis 'metoda elemen hingga' dengan menggunakan NISA.
4.1 Gaya pemotongan pada benda k:erja yang diterima fixture
Ada 2 macam jenis pengerjaan utama pada benda kerja yaitu drilling dan milling. Dari kedua macam pengerjaan itu diambil gaya potong terbesar untuk dipindahkan ketitik tumpuan benda kerja pada fixture.
4.1.1 Perh~tungan gaya-gaya pada proses dr~lling
- Data benda kerja
Bahan Cast Iron FC2(Zl
Kekerasan 2(Zl(Zl HB
- Data pahat d == 4(Zl mm
Untuk pahat drill HSS kecepatan potong (v) == 18 m/min maka n == (l(Zl(Zl(Zl .18) I (n • 4(Zl) == 143.24 rpm
Gerak makan f, didekati dengan rumus
f == (Zl.1 (d)1/ 3 (besi tuang)
1/3
diambil f
=
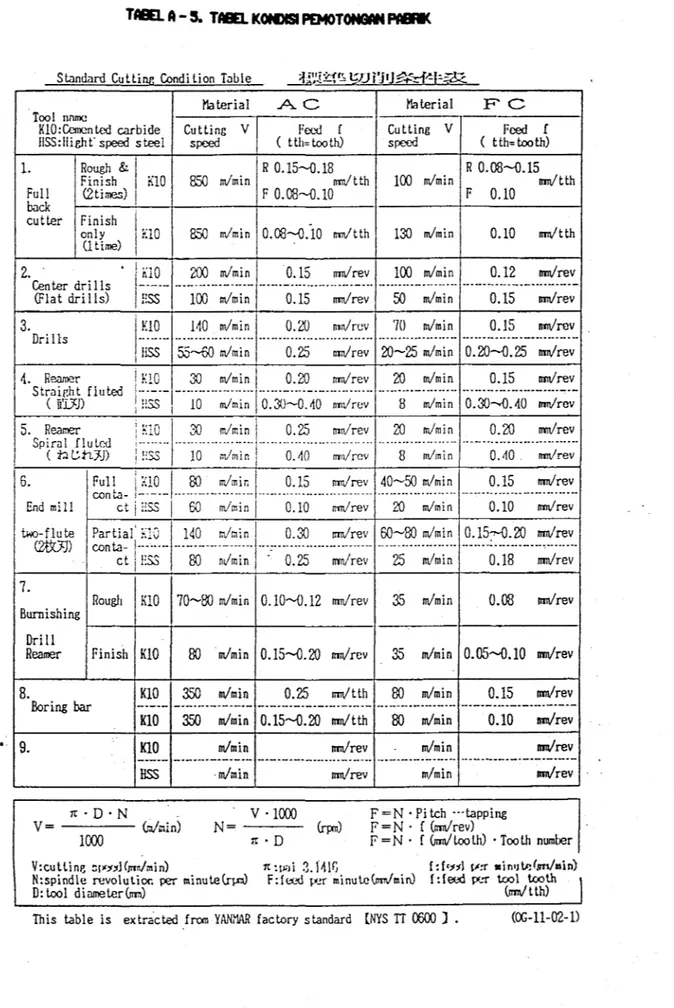
0.25 mm/rev sesuai dengan rekom&ndasi dari tabel kbndisi pemotongan pabrik (Lampiran A)Gaya pemakanan yang terjadi :
Sudut potong utama pahat Kr
=
60°Untuk pahat drill bany~knya mata pemotong z
=
2Maka ketebalan geram :
h
=
(f/z). sin Kr= (0.25/2). sin 60 = 0.108 mm
Dari tabel pahat herte~ didapat koefisien gay a
penekanan (Kf) untuk h
=
0.108 mm sebesar 1440 N/mm2Gaya tekan yang terjadi
Ff
=
(d.f/2) . Kf= (40.0.25/2) 1440
=
7200 NMomen puntir yang terjadi:
Untuk besi tuang C~
=
300 N/mm2M
=
C~ . dx . fyt
=
300 • 40~" 7• 0.25°"6=
69085.55 N mmKecepatan pemakanan yang dihasilkan
vr
=
0.25 x 143.24=
35.81 mm/minDaya pemotongan total
(69085.55).2rr.(143.24) 60.000.000
N
=
+ X=
1.7 y=
0.6 7200 ) • 35.81 60.000.000 40=
1.036 + 0.00429=
1.0403 KWMasih dibawah daya nominal dari mesin NC yaitu sebesar
15 KW
4.1.2 Perhitun~an proses Hi~!in~
- Data benda kerja
Bahan Kekerasan k Sj,. j, p - Data pahat
=
1100 n/mm2=
0.26 Cast iron FC20 20 HB Bahan Ka~bida Cutting body TGPSudut potong utama 75°
Grade : TH 10
Klasifikasi (ISO) K 10
Inse~t SPEN423FN
Diameter (d) : 50 mm
Jumlah gigi (z) : 5 buah
- Data pemotongan :
Leba~ pemotongan, w
=
45 mmKedalaman potong, a
=
2.5 mmKecepatan potong, v
=
70 m/minGerak pemakanan pergigi, f
=
0.2 mm/gigi:z Perhitungan :
Putaran spindel yang terjadi:
n
=
1000 v I ( rrd)=
1000 70 I (rr • 50)=
445.6 rpmtersedia pada mesin n
=
450 rpm.Kecepatan pemakanan vf
=
f:z.z.n=
0.2 x 5 x 450=
450 mm/min. cost
= dl2 - X dl2 d/2 - (x+w) dl2 ;#,.=
154. 16 ° .,...2=
=
25 - 2.5 25=
0.9 25 - ( 2. 5 + 45) 25= -
0.9 ¢=
(154.16° - 25.84°) x (nl180)=
2.2396 rad 1Jumlah gigi efektif, ze
=
¢c I (2rr/z)=
1.7842
Gaya tangensial didapatkan dengan mendapatkan harga
C
terlebih dahulu :
C
=
k . a . f1-p.(sin Kr)-p=
1100 X 3 X (0.2)1-0.ZdX (sin 75)-0.Zd=
1012 Ncos ¢a - cos ¢2
sin ¢>
=
m ¢c
</>m
=
53.49°. Tebal geram rata-rata=
0.9 - ( - 0.9 )
2.2396
h
=
0.2 (sin 75°) (0.8037)=
0.155 mmm
Gaya tangensial rata-rata didapatkan
F
=
C (sin ¢ ) 1-plm m
=
1012 ( 0.8037)1-0"26=
717.43 NGaya tangesial total rata-rata
=
0.8037F
=
Flms lm Ze = 717.43 . 1.78
=
1277.03 NDaya potong rata-rata
N
=
F • v I 60000em lms
=
1.5 KWMomen yang terjadi
M
=
F • d/2=
1277.03 x 50/2t tms
44 4.2 Pemdndahan gaya pemotongan pada tumpuan benda kerja
Besarnya gaya-gaya yang bekerja pada titik tumpuan
benda kerja pada fixture diambil dari gaya tekan proses
drilling.
- Gaya geser akibat gaya tekan Ff
P
=
P=
P=
P=
F I 4=
7200/4=
1800 N.~ 2 3 4 f
r 1
=
r 2=
r=
r=
172.5 mm e=
1.29 9"
Ff.
e.
r1 T ==
13.461 N 1 ( r2 + r 2 + r 2 + r 2 1 2 9"
Karen a r=
r=
r=
r maka ,.T=
T=
T=
T=
1 2 9 4 1 2 9 413.461 N, hanya arah gayanya saja yang berlawanan.
Gaya angkat yang terjadi pada titik tumpuan d
=
10 mm1 d 2
=
180 mm h=
72 mm- - -
-*""---,r---Gaya tekan yang terjadi pada tumpuan 1 dan 2
Ff . h • dt 7200 • 72 • 10
F
=
F
=
=v1 v2
2 • 100 ~ 2 .(180)2
Gaya angkat yang terjadi pada titik tumpuan 3 dan 4 Ff h • d2 7200 . 72 • 180 F
=
F = = V3 V4 2 2 • 100 + 2 .(180) = 479.014 N4.3 PENGOLAHAN DAN ANALISIS DATA DENGAN NISA
NISA merupakan suatu program baku dari metoda
elemen hingga yang mampu memproses data dalam jumlah besar,
sehingga memungkinkan untuk menganalisis bentuk yang
sederhana sampai yang kompleks dengan pemberian meshing
yang seoptimum mungkin.
Beberapa langkah analisis dengan menggunakan NISA
diuraikan sebagai berikut:
1. Pembuatan bentuk geometris dari benda yang akan
dianalisa.
2. Pemberian meshing pada benda yang dianalisa.
3. Penetapan kondisi batas (konstrain) dari benda kerja.
4. Pemberian gaya pada nodal yang terbentuk pada saat
pembuatan meshing.
5. Penayangan hasil analisa dalam bentuk gambar.
4.3.1 Pembuatan bentuk geometri
Bentuk geometri dari benda kerja dapat dibuat
dengan menggunakan program khusus untuk gambar seperti
Autocad, Anvil, Cadkey, terutama untuk pembuatan bentuk
bentuk yang kompleks. Untuk bentuk yang agak seder han a
dapat dibuat langsung dalam NISA itu sendiri walaupun
membutuhkan memory yang lebih besar daripada dengan
menggunakan program khusus seperti Autocad.
Langkah langkah pembuatan geometri secara
langsung dengan menggunakan NISA adalah sebagai berikut:
Menentukan grid/titik pada
ditentukan.
koordinat yang sudah
Diantara titik-titik yang telah ditentukan dibuat garis,
untuk garis yang mempunyai dimensi sam a dapat
ditranslasikan dengan jarak tertentu.
- Untuk benda kerja yang berbentuk simetris digunakan
fasilitas mirror sehingga dapat membentuk benda kerja
secara keseluruhan dalam waktu yang sesingkat mungkin.
4.3.2 Pemberian Meshing
Yang dimaksud dengan meshing disini ialah membagi
benda asal menjadi elemen-elemen hingga yang lebih kecil.
Pembuatan meshing dilakukan dengan cara sebagai berikut:
- Untuk bentuk 2 dimensi dilakukan dengan membentuk patch
pada bentuk geometris yang telah ada.
3 dimensi.
- Dengan terbentuknya patch maka untuk menyambung patch
yang bawah dengan yang
Hyper patch dilanjutkan
atas dilakukan dengan
dengan pemakaian
perintah elemen heksahedron untuk yang berbentuk kotak.
Dengan terbentuknya patch maka nomor dari nodal dapat
diketahui yang kelak digunakan untuk menentukan konstrain dan pemberian gaya.
4.3.3 Penentuan kondisi batas
Dengan menggunakan pemakaian analisa statik dari
NISA, pemberian kondisi batas dapat dilakukan
mengambil nodal yang berfungsi sebagai konstrain.
itu dilanjutkan dengan memberikan kondisi material modulus elastisitas dan Poisson ratio.
4.3.4 Pemberian gaya-gaya
dengan Setelah seperti
Nodal yang telah ditentukan diberi gaya-gaya yang
berasal dari perhitungan pengerjaan benda kerja. Gaya-gaya
tersebut dibagi menjadi 3 macam arah sesuai dengan sumbu
koordinat kartesian yang ber l aku yai tu Fx, Fy, dan Fz
sehingga memenuhi derajat kebebasan yang diinginkan.
4.3.5 Penayangan hasil analisa
Data-data yang telah diperoleh dimasukan ke dalam
suatu perintah pengolah (dec mode) untuk mendefinisikan
analisa yang diinginkan maupun bentuk gaya yang diberikan.
Hasilnya kemudian disimpan dalam bentuk 'file binner'
maupun dalam ASCII (NIS), dan diolah dimenu utama
Static Analysis) dalam jangka waktu tertentu.
(NISA
Jika tidak terdapat kesalahan dalam pemberian data
maka hasil analisis tersebut dapat ditayangkan. Dari
penayangan tersebut dapat diketahui besarnya defleksi
maksimum yang terjadi dan juga kondisi tegangan dalam
bentuk tegangan principal,
dan Octahedral Stress.
Von Misses, Max Sheqr Stress,
Selama besarnya tegangan yang dihasilkan oleh hasil
analisis masih dibawah kekuatan yield dari material maka
dianggap masih dalam batas aman dan sedapat mung kin
dihasilkan defleksi sekecil-kecilnya untuk
tingkat kekakuan yang tinggi.
4.4. Hasil Analisis Penelitian
mendapatkan
Hasil penelitian dari analisi NISA akan berupa
reaksi-reaksi dan regangan yang terjadi pada konstrain yang
tegangan utama dan tegangan ekuivalen sepe~ti Von f'1aximum Shear Stress, dan Octahedral Stress.
f'1isses,
Gamba~-gamba~ dapat dilihat dalam lampi~an B be~upa
hasil simulasi da~i NISA. Da~i gamba~ gamba~ te~sebut
dapat diketahui be~macam-macam st~ess yang te~jadi dan
dae~ah te~jadinya defo~masi maksimum. Kemudian wa~na
wa~na yang ada pada gamba~ te~sebut menunjukkan besa~nya
tegangan atau ~egangan yang te~jadi.
Pada pembuatan geomet~i da~i benda, ada 2 macam
ketebalan da~i Base Plate yaitu ketebalan 20 mm dan 40 mm.
Hasil analisis da~i benda ke~ja dengan ketebalan be~beda
kemudian dibandingkan, untuk mendapatkan hasil yang paling
optimum.
Sepe~ti te~lihat pada lampi~an B untuk fixtu~e
dengan ketebalan 'base plate' 20 mm, bahan Baja ASTM A 500
dan modulus elastisitas 20.7 x 104 N/mm2 , tegangan-tegangan
te~besa~ yang te~jadi pada fixtu~e adalah sebagai be~ikut:
Tegangan utama 1 (SG 1) 5.28583 N/mm 2 pad a node 888.
-Tegangan utama 2 (SG 2) 1.60451 N/mm 2 pad a node 911.
Tegangan utama 3 (SG 3) - 4.413 N/mm 2 pad a node 2373.
Tegangan gese~ maksimum 2.43383 N/mm 2 pad a node 888.
Tegangan Von Misses 4.4085 N/mm 2 pad a node 888.
-Tegangan Octahed~al 2.07819 N/mm 2 pad a node 888.
Terlihat bahwa tegangan yang diderita oleh fixture
masih dibawah tegangan luluhnya yang besarnya adalah 60
2
N/mm . Dengan demikian dapat dikatakan bahwa fixture masih
dalam dibawah batas aman. Tetapi deformasi maksimum yang
terjadi adalah sebesar 9.8745. 10 -3 mm, maka kemungkinan
terjadinya out of tolerance masih besar.
Untuk fixture dengan base plate yang mempunyai
ketebalan 40 mm, besarnya tegangan-tegangan maksimum yang
diderita oleh fixture adalah sebagai berikut
Tegangan utama 1 (SG 1) 5.92355 N/mm 2 pad a node 7791
--
Tegangan utama 2 (SG 2) 1.29835 N/mm 2 pad a node 3555Tegangan utama 3 (SG 3) -6.2488 N/mm 2 pad a node 3439
-Tegangan geser maksimum 2.88143 N/mm 2 pad a node 3439
Tegangan Von Misses 5.65216 N/mm 2 pad a node 3439
-Octahedral Shear Stress 2.66445 N/mm 2 pad a node 3439
-Dengan demikian dapat dikatakan bahwa fixture masih dalam
batas aman masih dibawah tegangan luluhnya, dan deformasi
maksimum yang terjadi sebesar 3.4536 • mm.
Sehingga dapat dipilih fixture dengan ketebalan 40
mm, karena mempunyai deformasi maksimum yang kecil. Untuk
lebih jelasnya dapat dilihat pada lampiran B berupa hasil
BAB V
ANALISIS PROSES PENGERJAAN FIXTURE
Dalarn rnerancang suatu produk selalu diinginkan
hasil yang rnernenuhi persyaratan dari segi teknis dan segi
ekonornis. Pad a perancangan fixture ini disertakan
alternatif proses pengerjaan dan perhitungan biayanya untuk rnendapatkan suatu fixture yang benar-benar ekonomis.
Ada 2 alternatif proses pengerjaan dalam tugas akhir ini sebagai berikut :
1.
AlternatifI,
dimana pengerjaan yang dilakukan pad aalternatif ini seluruhnya merupakan proses permesinan.
2. Al ternati1~ II, merupakan gabungan an tara proses pengel asan
dengan proses permesinan.
Pemilihan alternatif dilakukan berdasarkan besarnya
biaya yang diperlukan untuk pembuatan fixture ini. Biaya
untuk proses permesinan adalah lamanya proses permesinan
dikalikan dengan biaya pengoperasian mesin persatuan waktu.
Untuk pengelasan biaya dihitung berdasarkan banyaknya
elektroda yang diperlukan.
5.1 Urutan Proses Alternatif I
MATERIAL ASTH A5?0
PERMESIHAN BAGIAN BANAH
Face Hill DrAHAt : 250 f'V'\,
~
PERMESIHAN BAGIAN ATAS Face Hill DrAHAt
=
250 MM.POOIUATAN ALUR TEPI
Face Hill DrAHAt
=
250 MM.POOIUATAN ALUR TEMGAH
Face Hill DrAHAt
=
100 MM.'
POOIUATAN ALUR TDtGAH MDftiLAHG Face Hill DrAHAt :. 200 1'¥'\, PDtGIRJAAN BAGIAN TEPI
End Hill DrAHAt
=
40 POOIUATAN ALUR BASE PLATEEnd Hill DrAHAt
=
20 f'V'\,POOIUATAN LUBAHG PADA TUMPUAN
Drill DrAHAt
=
9 MM. POOIUATAN ULIR Tap Drill 4 xn
12~
PIMERIXSAAN DIMEHSI FINISH PARTD
D
D
D
Proses I Permesinan bagian bawah
Pen~erjaan k.asar
D pahat
=
250 mmKecepatan potong ( v)
=
100 m/minKedalaman potong (a)
=
4 mmLaju pemakanan ( f )
=
0.3 mm/gigiBan yak mata pahat ( z )
=
14Panjang pemotongan (Lt)
=
660. mm 1000 X V n=
=
X D 1000 X 100 3.14 X 250=
127.324 rev/min. kecepatan pemakanan (Vf)=
f • z . n=
0.3 x 14 x 127.324=
534.761 mm/minWaktu permesinan (tc)
=
Lt/Vf=
660/534.761=
1.234 menittotal waktu permesinan kasar
=
2 x 1.234=
2.468 menit.Pen~er jaan hab..LS
v
=
150 m/menit f=
0.1 mm/gigi a=
1 mm z =, 61000 X 150
n
=
3.14 >< 250
=
190.986 rev/minVf
=
f • z n=
0.1 6 190.986=
114.592 mmlmin.tc = 660 I 114.592 = 5.76 menit.
Total waktu pe~mesinan halus
=
2 x 5.76=
11.519 menit.Total waktu pe~mesinan p~oses I
=
2.468 + 11.519=
13.987 menit.Proses II Pe~mesinan bagian atas
Total waktu p~oses I I
=
total waktu p~oses I=
13.987 menitProses III Pembuatan alu~ bagian tepi
Permesinan kasar D
=
80 mmz
=
5 n=
1000 X 100 3.14 X 80 lt=
2020 mm v=
100 mlmenit=
397.88 ~evlmenit. f=
0.3 mmlgigi a=
4 mm Vf = f • z • n=
0.3 x 5 x 397.88 = 596.82 mmlmenit tc=
2020 I 596.82=
3.385 menit.Total waktu pe~mesinan kasa~
=
15 x 3.385Total waktu permesinan proses III
=
50.775 menit.Proses IV Pembuatan slot bagian tengah
Penserjaan kasar D pahat
=
100 mm z=
6 1000 X 120 n=
3.14 X 100 Lt=
500 mm v=
120 m/min = 381.97 rev/menit Vf=
0.3 x 6 x 381.97=
687.546 mm/menit tc=
(500/687.546)=
0.727 menit. f=
0.3 mm/gigi a=
4 mmWaktu permesinan kasar
=
15 x 0.727=
10.908 menit.Total waktu permesinan proses IV
=
10.908 menit.Proses V Pembuatan alur tengah menyilang
Pen6er J'aan kasar
D p.:ihat
=
200 mm z=
10 n=
1000 X 120 3.14 X 200 Lt=
390 mm v=
120 m/min=
190.986 rev I min Vf=
0.3 x 10 x 190.986=
572.958 mm/min tc = 390/572.958=
0.681 f=
0.3 mm/gigi a=
4 mm 56Waktu permesinan kasar = 15 x 0.681 = 10.21 menit
.
Total waktu permesinan proses V
=
10.21 menit.Proses VI permesinan bagian tepi dengan"end mill
Peneerjaan ka.sar D pahat
=
40 mmLt
=
525 mm f = 0.3 mm/gigi z = 4 v=
40 m/min 1000 X 40 n=
3.14 X 40 = 318.31 rev/min Vf = 4 x 0.3 x 318.31 = 381.972 mm/min tc=
525/381.972=
1.375 menitWaktu permesinan kasar
=
4 x 1.375=
5.5 menitPeneerjaan ha~us v = 50 m/min f = 0.1 mm /gigi 1000.x 50 n
=
3.14 X 40=
397.887 rev/min Vf = 0.1 x 4 x 397.887=
159.155 mm/min tc = 525/159.55 = 3.3 menitwaktu permesinan halus
=
4 x 3.3=
13.195 menitTotal waktu permesinan proses VI
=
5.5 + 13.195Proses VII Pembuat.an lubang alur D pahat
=
20 mmz
=
4 n=
1000 X 50 3.14 X 20 = v=
50 m/min f=
0.2 mm/gigi 795.775 rev/min Vf=
0.2 x 4 x 795.775 = 636.619 mm/min tc=
2 x 65/636.618 = 0.204 menit Lt=
65 mmWaktu pengerjaan untuk 4 buah slot
=
(4 x 0.204)=
0.8168 menit.Proses VIII Pembuatan lubang pada tumpuan
D pahat
=
9 mm n=
530.52 rev/minf = 0.084 x ( D / /3 = 0.084 x (9)1/3
=
0.18 mm/revLt
=
l + 0.3 0=
40 + 0.3 x 9 = 42.7 mm.tc
=
Lt/(fxn)=
42.7/(0.18x530.52)=
0.45 menit.Waktu permesinan proses
VIII
=
4 x 0.45=
1.79 menit.Proses IX Penghalusan lubang tap
D
pahat=
10 mm f=
0.07 mm/revz
=
2 n=
800 rev /menit Lt=
40 mm tc=
Lt/(fxn)=
40/(0.07 x 800)=
0.71 menit. 58Waktu permesinan proses IX = 4 x 0.71 = 2.86 menit.
Proses X Pembuatan ulir dalam
n
=
265.26 rev/min f=
0.18 mm/revLt = 35 mm
tc
=
35 I (0.18 x 265.26)=
0.73 menitWaktu permesinan proses X
=
4 x 0.73=
2.93 menit.Waktu permesinan non produktif untuk alternatif I dapat
dilihat pada tabel berikut ini
To.bet 5. :1 va.ktu non produkti.f o.lt.erno.ti.f I
No !
. ! Jenis Proses Per.es i nan !T !T !T !T !Ts
T
!1 2 3 4 5 6 7 8 9 10
Base Plate ba9ian bawah Proses : H1lling Base Plate bagian atas
Proses Hi 11 i ng Pembuatan a 1 ur tepi
Proses : Hilling Pembuatan alur tengah
Proses : Hi 11 ing Alur tengah He~i lang
Proses : Hilhng Per~BeSinan baq tepi
Proses : Hilling Pembuatan al ur lubang
Proses : Hilling Pembuatan lubanq Tap
Proses : Drilling Penqhalusan lubang Tap
Proses :
Reaming Pembuat.an ul ir Proses : Taping ! LW ! AT ! RT ! UW ! 15 8 0.1 0.1 0.1 0.1 0.1 0.1 !0.35 0.35 ! !0.35 .0.35 ! ! ! !0.25 '0.25 ! ! !0.27 0.3 0.3 0.3 0.3 0.3 0.3 0.3 5 7 A ! ! 10 30.2 10 18.2 5 5.2 5 5.7 5 5.7 25 25.510
10.57 5 5.6 5 5.6 5 12.65.2. Urutan Proses Alternati£ II
MATERIAL ASTH A5?6
PDMJ:SIHAH BAGIAH BANAH
Fact Hi 11 DuHAT
=
256 I'V'I.~
XE TDIPAT PD«<ELASAH
PROSES PDIGELASAH
KDIESIH PERKAKAS ttC UDTICAL MILLIHG
PIHMISIHAH TUMPUAH BDIDA KERJA Fact Hill DrAHAT
=
256 MM.PDtGJ:RJAAH BAGIAH T!PI
End
Hill DrAHAT=
46 PDUIUATAH ALUR BASE PLATEEnd
Hill DrAHAT=
26 MM.PEMBUATAH LUBAHG PADA TUMPUAH
Drill DrAHAT
=
16 MM. PDUIUATAH ULIR Tap ~rill 4 x H 120
PEMERIKSAAH DIJIDISI fiNISH PARTfOOl
~
D
D
D
D
61ZJProses I Permesinan bagian bawah base ptate
Waktu permesinan untuk proses 1 alternatif II sama dengan
waktu pada proses 1 alternatif I sebesar
=
13.987 menit.Proses II Permesinan bagian atas base plate
Waktu permesinan proses 2 alternatif II sama dengan waktu
proses 1 alternatif I sebesar = 13.987 menit.
Proses III Permesinan bagian samping base plate
Waktu permesinan proses 3 alternatif II sama dengan waktu
pada proses 6 alternatif I sebesar
=
18.695 menit.Proses IV Pembuatan alur lubang pada base plate
Waktu permesinan proses 4 alternatif II sama dengan waktu
pada proses 7 alternatif I
=
0.8168 menit.Proses V Pengelasan bar stock pada base plate
Pada proses ini akan dihitung kekuatan las secara statis
dan dinamis, sehingga terlihat apakah las tersebut dapat
menerima gaya yang dibebankan kepadanya berdasarkan
besarnya angka keamanan yang terjadi.
Perhitungan kekuatan las pada tumpuan nomor 4
Fx
= -
7.467 N Fy=
1811.2 N- Gaya resultan horizontal
=
1811.22 N.1\
- Gaya vertikal Fv
=
Fz=
479.014 N(I>
- Resultan gaya vertikal dan horisontal
F = (FH2 + Fv2)1/ 2
=
1873.5 N.- Momen lentur yang terjadi
M
=
F
x e=
1873.5 X 58=
108663 Nmm.Fz
=
479.04 N- Perhitungan geometri las
4
A = 1.41 X h X (b+d)~ro
= 1.41 X 10 X (110 + 80) 2686.6 2 = mm Iu=
d2/6 x (3b + d)=
802/6 x (3x110 + 8Q)=
437333.33 mm 9 Momen inertia I=
0.707 x h x Iu~I~
f ~ •=
0.707 X 10 X 437333.33=
3091946.666 mm 4Momen tahan akibat torsi
Ju'= (b + d)3/6 = (80 + 110)9/6 = 1143166.667 mm 9
J = 0.707 X h X Ju'= 0.707 X 10 X 1143166.667
=
8082188.33- Torsi yang terjadi
T = Fh x r
=
1811.22 x 5 = 9056.1 Nmm.4 mm .
- Tegangan geser yang terjadi pada titik
A
T v = Fv/A + (T x rh/j) A
=
1811.2/2686.6 + (9056.1 X 55/8082188.33)=
0. 7358 N/mm2• Th=
Fx/A + (T x rv/j)=
7.467/2686.6 + (9056.1 X 40/8082188.33)=
0. 0476 N/mm2••
C6
TYX = (TV2 + Th2 )2./2= (0, 73582 + 0.04762)2./2
=
0.737 N/mm2- Tegangan normal yang terjadi
ov
=
Fv/A + (M x c/1)=
479.04/2686.6 + (108663 X 40/3091946.666)2
= 1.584 N/mm
- Tegangan equivalent Von Misses
2 2 2./2 2
o
= [ (
1. 584) + 3 x ( 0. 737) ]=
2. 034 N/mm •VN
- Dipilih elektrode las yang digunakan adalah E 60xx
dengan SY
=
50000 psi=
345 MpaMaka angka keamanan yang dihasilkan sebesar
n
=
Sv I o=
345/2.034=
169.58VM
~erhitungan tegangan logam yang dilaskan pada tumpuan 4 Luasan yang menerima tegangan
A
=
b X d = 110 X 80 = 8800 Tegangan geser pada logamT V = FY/A + (T X rh/j) 2 mm
=
1811.2/8800 + (9056.1 X 55 /8082188.33) 2=
0.267 N/mm • TH=
Fx/A + (T X rv/j) 64Perhitungan kegagalan lelah Se'
=
0.5 Su = 0.5 x 310=
155 Nlmm2 - Faktor permukaan ka = 0.96 - Faktor ukuran Deq=
(0.05 x 110 x 80 I 0.0766)2=
75.79 mm. Kb=
1.189 x 75.79-0 ' 097= 0.78- Untuk keandalan las 95 /. maka Kc = 0.868
Faktor pengurangan kekuatan berdasarkan jenis bentuk las
yang digunakan Ke
=
11Kf=
0.37- Batas ketahanan las yang dikoreksi adalah
Se
=
Ka . Kb • Kc • Ke . Se'=
0.96 X 0.78 X 0.868 X 0.37 X 155=
37.34 Nlmm2 • aa =am=
avM=
2.034 I 2=
1.017 SaiSe + SmiSut = 1 1.017 x n I 37.34 + 1.017 x n I 310 = 1 maka didapat n = 32.769Dari hasil perhitungan las diatas didapat gambar sebagai
berikut :
'<!
0 ]!.i_ ...
~. J .:. 54 <l~ ...j
- Untuk keandalan las 95 I. maka Kc
=
0.868Faktor pengurangan kekuatan berdasarkan jenis bentuk las
yang digunakan Ke
=
11Kf=
0.37- Batas ketahanan las yang dikoreksi adal~h
Se
=
Ka . Kb . Kc . Ke . Se'=
0.96 X 0.78 X 0.868 X 0.37 X 155=
37.34 Nlmm2• oa=
om=
ovw=
2.034 I 2=
1.017 SaiSe + SmiSut=
1 1.017 x n I 37.34 + 1.017 x n I 310=
1 maka didapat n=
32.769Tegangan las yang terjadi pada tumpuan lainnya
dijelaskan pada tabel dibawah ini:
Tabel 5.2 tegangan las pada tumpuan
---Gaya-gaya yang bekerja (N)
!
Tega~gan: Tumpuan ke : ·---~ Von M1sses
: • Fx Fy Fz : (N/mm"2)
:---' I I I I I 7.467 : 1811.22 -26.612 1.939 IIIII
I I 7.467 :1788.799 -26.612 I I -7.467 :1788.799 479.0.14 1.898 2.013---Proses VI Pembuatan lubang tap pada tumpuan
Waktu permesinan proses 6 alternatif II sama dengan proses
8 alternatif I
=
1.79 menit.Proses VII Penghalusan lubang tap
Waktu permesinan proses 7 alternatif II sama dengan proses.
9 alternatif I
=
2.86 menit,Proses VIII Pembuatan ulir
Waktu permesinan proses 8 alternarif II sama dengan proses
10 alternatif I
=
2.93 menit.Waktu permesinan non produktif alternatif II dapat dilihat
pada tabel berikut ini :
! No ! ! 1 2 3 5 6 7
Tc.O.e1.. !5. 3 Wo.ktu non produkti.f o.lterno.ti.f :n:
J en is PrOSE'S Per.:?S i n.an !T !T !T !T !Ts ! LW ! AT ! RT ! UW ! T ! .
A
!---Base Plate ~ian bawah
Proses : 1•1111 i ng 15 0.1 0.1 5 10 30.2
Base Plate ~ian atas
Proses l'li ling 8 0.1 0.1 10 18.2
Permesinan
m
tepiProses : t'li 1 ing !0.25
!
0.25 25 25.5
Pembuat.an al u- 1 ubang !
Proses : t'lilling •0.27 0.3 10 10.57
Pembuat.an l : u r Tap
Proses : Ori 1 ing 0.3 0.3 5 5.6
P~alusan lubang Tap
oses : Rea.i ng 0.3 0.3 5 5.6
Pembuatan ul ir
Proses : Taping ! 0.3 0.3 7 5 12.6
!
5.3 Perhitungan Biaya Pembuatan Fixture 5.3.1 Biaya pembuatan pada alternatif I Perhitungan ongkos produksi sebagai berikut
Cp = Cw + ~ (Cr + Cm + Ce) (Rplproduk)
- Ongkos Material (Cw) :
Harga mild steel tebal 12 em
=
Rp 6275/kg.Berat material = 7854 kglm3 x 1.067 E7 mm3 = 83.802 kg
Ongkos material
=
Rp 6275 x 83.802=
Rp 525860,-.Biaya penyiapan peralatan (Cr)
epr
=
ongkos programing permenit=
Rp 215 I menittpr
=
4.5 jam=
270 menit.em
=
Rp 255 I menit.ttest , tme
=
60 menit.eme
=
ongkos pengukuran=
Rp 115 /menit.Cr
= (
epr. tpr + em. ttesl + eme. tme) In 1= (215x270 + 255x60 + 115x60) I 2
=
Rp 40125 /produk- Biaya permesinan (Cm)
tm
=
waktu permesinan= ta + te = 124.87 + 179.7
=
304.568 menitem= biaya pemakaian mesin milling
=
Rp 255 /menit.Cm
=
em . tm=
304.568 x 255=
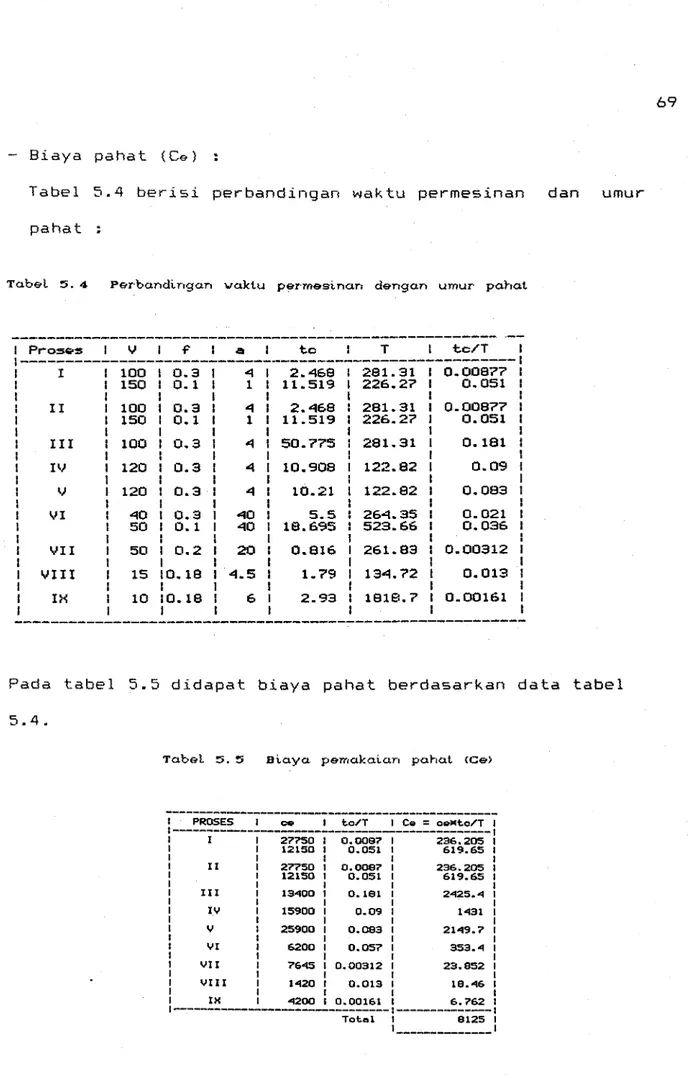
Rp 77664.84 /produk.Biaya pahat (Ce)
Tabel 5.4 berisi perbandingan waktu permesinan dan umur
pahat
Ta.beL 5. 4 Per·ba.ndi.nga.n va.ktu per·m&sina.n denga.n umur pa.ha.t
I Pros~s I V I F I a I tc I T I tc/T I
l---1
I I I 100 0.3 4 I 2.468 I 281.31 0.00877 I l I 150 0.1 1 I 11.519 I 226.27 0.051 I I I I I I I I I I 100 0. 3 4 I 2. 468 281. 31 0. 00877 I I I 150 0.1 1 I 11.519 226.27 0.051 I I I I I I III I 100 0.3 4 I 50.775 281.31 0.181 I I I I I I IV I 120 0.3 4 I 10.908 122.82 0.09 I I I I I I V I 120 0.3 4 I 10.21 122.82 0.083 I l I I I VI I 40 0.3 40 I 5.5 264.35 0.021 I I 50 0.1 40 I 18.695 523.66 0.036 I I I I VII I 50 0.2 20 I 0.816 261.83 0.00312 I I I I VIII I 15 10.18 4.5 I 1.79 134.72 0.013 I I I I I IX I 10 10.18 6 I 2.93 1818.7 0.00161 I I I IPada tabel 5.5 didapat biaya pahat berdasarkan data tabel 5.4.
Ta.bet 5. 5 Bi.a.ya. pema.ka.i.a.n pa.ha.t <Ce>
I PROSES I c• I to/T I c.. = o .. Mtc/T I
1---l
I I I 27750 I 0.0097 I 236.205 I I I 12150 I 0.051 I 619.65 I I I I I II I 27750 I 0.0097 I 236.205 I I 12150 I 0.051 I 619.65 I I I I I III I 13"100 I 0.191 I 2"125."1 I I I IV I 15900 0.09 I 1"131 I I V I 25900 0.083 I 21"19.7 I I VI I 6200 0.057 I 353."1 I I VII I 76"15 0.00312 I 23.952 I I VIII I 1"120 0.013 I 19."16 I I I IX I "1200 O. 00161 I 6. 762 1---l---~----l Total I 8125 I I IBiaya produksi fixture :
Cp
=
525860 + 40125 + 77665 + 8140=
Rp 651790 I produk.untuk 2 buah
=
Rp 1303580 ,-.5.3.2 Biaya pembuatan pada alternatif II
Biaya material (CN)
Harga mild steel 40 mm = Rp 27501kg
3 3
Berat material = 7854 kglm x 8.6 E6 mm = 67.54 kg.
Ongkos material = Rp 2750 x 67.54 = Rp 185750 Biaya pembuatan tumpuan 4 buah = Rp 82940 ,-.
Biaya penyiapan peralatan (Cr)
epr = ongkos programing permenit = Rp 215 I menit.
tpr
=
2 jam=
120 meniterne
=
ongkos pengukuran=
Rp 115 permenit.tme
=
60 menit.nl
=
jumlah fixture yang dibuat=
2 buah.Cr = (epr • tpr + erne .tme)lnl
=
(215x120 + 115x60) I 2=
Rp 16350 I produk.Biaya permesinan (Cw)
tm
=
waktu permesinan=
ta + te=
108.27 + 60.565 = 168.835 menit.em= Biaya pemakaian mesin milling = Rp 255 I menit.