T u g a s A k h i r |
Universitas Mercu Buana 7
BAB II
LANDASAN TEORI
2.1 Pengertian Metode NDT (Non Destructive Testing)Pengujian NDT (Non Destructive Testing) digunakan Untuk meningkatkan kualitas produksi dan kehandalan produk, komponen dan struktur inspeksi secara berkala, dapat mengurangi kejadian cacat atau kesalahan integritas struktural yang dapat menyebabkan kegagalan, diantara metode pengujian bahan yang dikembangkan untuk tujuan inspeksi, pengujian non-destructive testing (NDT) teknik mempunyai keuntungan tidak menyebabkan kerusakan pada komponen setelah inspeksi.
Pengujian NDT dapat digunakan untuk:
1. Mendeteksi cacat raw material / komponen untuk berbagai jenis material logam yang digunakan.
2. Mendeteksi cacat yang mungkin terjadi selama proses manufaktur untuk mereduksi waktu dan biaya akibat cacat pada proses lebih lanjut.
3. Meningkatkan teknik manufaktur dengan memeriksa produk selama operasi pemrosesan untuk mempertahankan kualitas yang seragam dan standar.
4. Mendeteksi discontinuitas pada tahap akhir manufaktur untuk meningkatkan kehandalan dan keamanan produk selama operasi.
5. Inspeksi untuk mendeteksi cacat produk sejak dini.
6. Pastikan pencegahan kecelakaan dan mempromosikan keselamatan bagi pekerja dan peralatan selama lebih pengangkutan dan pemeliharaan.
Universitas Mercu Buana
7. Meningkatkan reputasi produsen sebagai penghasil produk-produk yang berkualitas.
Adapun cara kerja, kelebihan dan kekurangan dari ke-5 metode NDT tersebut adalah sebagai berikut:
1. Eddy Current Testing (ET)
Eddy Current Testing, inspeksi menggunakan arus bolak-balik yang mengalir melalui coil probe. Arus ini memiliki/menghasilkan medan magnet disekitarnya yang menginduksi medan magnet didekat potongan uji konduktif. Medan magnet dalam potongan uji menciptakan arus kecil ("pusaran"). Sifat dari arus eddy akan dipengaruhi oleh konduktivitas bagian dan struktur, dan kehadiran mereka terdeteksi oleh probe dalam feedback loop. Variasi dalam interaksi listrik dimonitor pada perangkat uji. Metode ini dapat digunakan untuk mendeteksi cacat kecil permukaan, dan mungkin kadang-kadang digunakan untuk mengukur ketebalan sampel uji atau dari lapisan nonconductive pada specimen. Eddy current testing saat ini juga digunakan untuk memilah bahan berdasarkan sifat konduktivitas listriknya.
Gambar 2.1. Schematic Eddy Current Testing[2]..
Keuntungan :
• Sensitif terhadap crack kecil dan cacat lain pada permukaan • Memberikan hasil inspeksi yang cepat
• Peralatan sangat portabel
Universitas Mercu Buana • Persiapan part minimum
Keterbatasan :
• Hanya bahan konduktif saja yang dapat diperiksa
• Bahan Ferromagnetik memerlukan perlakuan khusus untuk mengatasi efek permeabilitas.
• Keterampilan dan pelatihan yang dibutuhkan lebih luas daripada teknik yang lain.
• Permukaan finish dan kekasaran (roughness) bermasalah • Memerlukan referensi standar untuk setup
• Kedalaman penetrasi terbatas 2. Radiographic Testing (RT)
Radiograpi testing menggunakan radiasi tembus yang diarahkan langsung ke sampel yang melemahkan radiasi melalui perubahan density atau ketebalannya. Radiasi tembus digunakan dalam radiografi adalah energi yang lebih tinggi (panjang gelombang lebih pendek) versi dari gelombang elektromagnetik yang membentuk cahaya normal. Cahaya tampak (visible light) dalam keluarga yang sama dengan x-ray dan sinar gamma, namun, berbeda dengan cahaya tampak, sinar ini energi yang lebih tinggi secara signifikan dapat menembus ke dalam bahan. Radiografi dapat menggunakan sinar-X atau sinar gamma. Sinar-X diproduksi dengan tabung listrik yang dapat dimatikan, sementara sinar gamma yang dihasilkan oleh bahan radioaktif harus dilindungi untuk keamanan jika tidak digunakan. Seperti radiasi menembus spesimen, bahan sampel menghentikan sejumlah persentase kejadian dari pencapaian detektor. Energi dari radiasi mempengaruhi daya tembus, sementara density dan ketebalan material mengatur pemberhentian tenaga.
Universitas Mercu Buana
Gambar 2.2. Cara Kerja Radiography Testing[2].
Detektor yang digunakan dalam radiography inspection bisa berupa film atau media digital, gambar pada detektor ini akan negatif satu sama lain. Sementara kedua jenis memiliki pro dan kontra, sebuah kemampuan yang signifikan dengan penggunaan detektor digital adalah bahwa sampel dapat dipindahkan di sekitarnya dan tampak secara real time.
Keuntungan :
Teknis tidak terbatas pada type material
Dapat digunakan untuk inspeksi rakitan komponen lengkap Persiapan permukaan yang diperlukan minimum
Dapat digunakan untuk ketebalan penuh dengan sekali pengujian Peka terhadap perubahan ketebalan dan density.
Hasil record permanen dapat dicapai Kelemahan :
Banyak menggunakan perlindungan keselamatan kerja untuk intensitas radiasi tinggi.
Orientasi antara kejadian sinar-X dan cacat secara kritis. Dibutuhkan waktu yang lama untuk pelatihan .
Diperlukan akses kedua sisi dari specimen.
Tidak mungkin untuk menentukan kedalaman cacat tanpa penambahan eksposur sudut.
Universitas Mercu Buana
Biaya peralatan awal yang mahal, khususnya untuk specimen yang tebal.
3. Ultrasonic Testing (UT).
Pemeriksaan Ultrasonic Testing (UT) menggunakan gelombang suara berfrekuensi tinggi dalam komponen dan monitor bagaimana mereka berjalan dalam material. Sebuah transduser mengubah energi listrik menjadi energi mekanik untuk mengirim sinyal ke dalam potongan uji, bekerja secara terbalik untuk sinyal kembali. Sebuah transduser kontak ini dapat digunakan dengan gel coupling pada bagian permukaan, atau transduser perendaman jika sampel berada dalam bak air. Selama tes ultrasonik, gelombang suara berjalan melalui material dan dipantulkan kembali dari permukaan atau cacat. Energi suara pantul ditampilkan terhadap waktu, dan inspektur dapat memvisualisasikan lintas div dari spesimen mengungkapkan kedalaman berbagai fitur.
Gambar 2.3. Schematic Ultrasonic Testing[2]. Kelebihan :
• Digunakan untuk mendeteksi beragam cacat • Portable peralatan untuk hasil yang langsung
• Dapat digunakan untuk inspeksi bentuk kompleks, ukuran besar dan banyak bahan
Universitas Mercu Buana • Inspeksi dapat otomatis
• persiapan bagian minimum.
• mempunyai daya tembus yang tinggi
Kekurangan :
• Kontak dengan couplant atau perendaman dalam air biasanya diperlukan • keterampilan dan pelatihan yang luas dibutuhkan.
• Permukaan finish dan kekasaran dapat mengganggu pemeriksaan. • Bagian Tipis mungkin sulit untuk diinspeksi.
• Standar Referensi biasanya diperlukan
Sedangkan untuk metode Magnetic Particle Testing (MT) dan Liquid Penetrant Testing (PT) akan dibahas lebih lanjut.
2.2 Magnetic Particle Testing (MT)
Magnetic Particle Testing (MT) atau Magnetic crack detection adalah metode untuk mendeteksi retak dan discontinuitas lainnya pada permukaan dan bawah permukaan material ferro-magnetik. Magnetic Particle Inspection (MPI) adalah salah satu metode yang paling efektif untuk menemukan cacat di atas permukaan atau di bawah permukaan pada material besi pada berbagai tahap manufaktur. Sensitivitas deteksi maksimum pada permukaan akan berkurang dengan cepat dengan peningkatan kedalaman sub-surface cacat. Deteksi cacat bergantung pada kenyataan bahwa ketika suatu material magnet, discontinuitas yang terletak melintang terhadap arah magnetisasi distorsi penyebab garis magnetik fluks dan medan kebocoran terbentuk pada atau di atas permukaan, beberapa partikel ini dipegang oleh fluks kebocoran.
Universitas Mercu Buana
Pengujian partikel magnetic adalah metode untuk mendeteksi retak dan discontinuitas lainnya pada permukaan dan bawah permukaan material ferro-magnetic. Sensitivitas deteksi maksimum pada permukaan dan berkurang dengan cepat dengan peningkatan kedalaman sub-surface cacat. Deteksi cacat bergantung pada kenyataan bahwa ketika suatu material magnet, discontinuitas yang terletak melintang terhadap arah magnetisasi distorsi penyebab garis magnetik fluks dan medan kebocoran terbentuk pada atau di atas permukaan, beberapa partikel ini dipegang oleh fluks kebocoran. koleksi magnetis ini membuat partikel membentuk efek garis besar dan menunjukkan lokasi, bentuk dan luasnya diskontinuitas. Sejumlah faktor seperti arah dan kekuatan medan magnet, karakter magnetic dari lokasi, bagian dan orientasi diskontinuitas magnet powder yang terbentuk, mempengaruhi pembentukan pola powder, dan karena itu lokasi yang tepat dari cacat diindikasikan dengan metode ini.
Dalam Magnetic Particle Inspection (MPI), sebuah medan magnet diinduksikan pada bagian yang diuji. Medan magnet yang terdiri dari garis fluks yang mengalir melalui spesimen magnet, mereka dapat membelok dan bocor di sekitar cacat. Kebocoran fluks magnetik menarik partikel, yang mengelompokkan untuk membentuk indikasi.
Orientasi medan magnet mempunyai peran yang lebih besar dalam mendeteksi cacat. Sensitivitas tes dipengaruhi oleh sudut antara medan magnet induksi dan orientasi cacat. Kebocoran fluks maksimum terjadi ketika medan magnet terletak tegak lurus terhadap discontinuitas (keretakan) tersebut. Cacat yang tampak sejajar dengan fluks magnetik tidak akan membentuk indikasi.
Tergantung pada aplikasi, metode ini dapat dilakukan baik menggunakan bubuk kering atau bubuk tersuspensi dalam cairan. Partikel warna yang berbeda dipilih untuk memberikan visibilitas yang baik terhadap permukaan spesimen. Partikel bubuk kering bisa berwarna abu-abu, merah, atau hitam, apabila dilihat dengan cahaya putih. Partikel neon basah memerlukan sinar ultraviolet (UVA) untuk melihat indikasi.
Universitas Mercu Buana
Gambar 2.5. Skema garis fluks yang mengalir melewati kedua tegak lurus dan cacat paralel, dan kebocoran fluks terjadi di sekitar cacat tegak lurus[2] Magnetic Particle Inspection (MPI) dilakukan dalam empat langkah:
1. Menginduksi medan magnet dalam spesimen. 2. Terapkan partikel magnet ke permukaan spesimen.
3. Menunjukkan permukaan, mencari pengelompokan partikel yang disebabkan oleh cacat.
4. Demagnetize dan membersihkan spesimen . Keuntungan dari Inspeksi Partikel Magnetik:
1. Dapat menemukan cacat pada kedua permukaan dan dekat sub-surface. 2. Beberapa format inspeksi biayanya sangat portabel dan rendah.
3. Cepat pemeriksaan dengan hasil yang langsung bisa diketahui.
4. Indikasi cocok untuk pemeriksaan secara langsung pada permukaan spesimen. 5. Dapat mendeteksi cacat yang tertutup banyak kotoran (kerak).
6. Dapat memeriksa bagian-bagian dengan bentuk tidak teratur (splines eksternal, crankshafts, connecting, dll).
Keterbatasan Inspeksi Partikel Magnetik :
1. Spesimen harus ferromagnetik (misalnya baja, besi tuang).
2. Ketebalan cat lebih dari 0,005 inchi harus dibersihkan sebelum inspeksi. 3. Post Cleaning dan post demagnitization lebih seringkali diperlukan.
4. Sensitivitas kedalaman maksimum biasanya 0,100 inchi (jika lebih dalam hasilnya akan kurang sempurna).
Universitas Mercu Buana
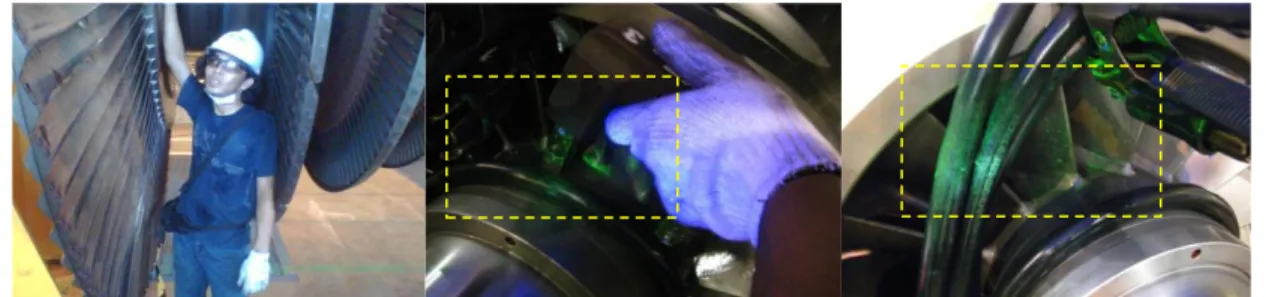
Dalam beberapa kasus, partikel-partikel besi yang dilapisi dengan bahan fluoresent memungkinkan mereka untuk dilihat di bawah lampu UV dalam kondisi gelap. partikel magnetik biasanya digunakan sebagai suspensi dalam air atau parafin. Hal ini memungkinkan partikel untuk mengalir di atas permukaan dan untuk bermigrasi ke setiap kekurangan. Pada permukaan yang panas, atau dimana kontaminasi adalah kekhawatiran, serbuk kering dapat digunakan sebagai alternatif untuk tinta basah. Pada permukaan gelap, lapisan tipis cat putih biasanya diterapkan, untuk meningkatkan kontras antara latar belakang dan partikel-partikel magnetic hitam. Teknik yang paling sensitive bagaimanapun adalah menggunakan partikel fluoresent dilihat dalam UV (hitam) cahaya.
Gambar 2.6. (a). Magnetic Particle Inspection menggunakan serbuk, (b). fluorescent magnetic particle inspection menggunakan UV light[3]
MPI sangat sensitif terhadap permukaan melonggar atau retak dekat permukaan, bahkan jika permukaan retak sangat sempit. Namun, jika retak berjalan sejajar dengan medan magnet, ada sedikit gangguan medan magnet dan tidak mungkin bahwa retak akan terdeteksi. Untuk alasan ini disarankan bahwa permukaan pemeriksaan magnetisasi dalam dua arah pada 90 ° satu sama lain dan dengan dilakukan pergeseran-pergeseran daerah yang akan di magnetisasi.
Universitas Mercu Buana 2.2.1. Metode Pengujian Magnetic Particle
Ada beberapa metode dalam magnetisasi suatu benda kerja yang akan diuji, yaitu : 1. Magnetisasi Longitudinal
Magnetisasi Longitudinal dihasilkan dari arus listrik yang dialirkan 2. Magnetisasi Yoke
Magnetisasi dengan menggunakan yoke. Dengan cara ditempelkan pada material yang akan demagnetisasi.
3. Magnetisasi Sirkular
Magnetisasi Sirkular terdiri dari : a) Magnetic Tak Langsung
Arus listrik dialirkan ke konduktor sentral. Medan magnet mengenai bahan dan benda yang dilingkupinya.
b) Magnetisasi Langsung
Arus listrik dialirkan pada bahan yang akan di magnetisasi. c) Prod
Magnetisasi dengan cara material ferro-magnetic dililiti dengan logam tembaga kemudian dialiri listrik.
Demagnetisasi adalah proses penghilangan sisa magnet pada benda uji setelah dilakukan pengujian. Tujuan dilakukannya proses demagnetisasi adalah agar setelah pengujian benda yang diuji tidak mengganggu atau mempengaruhi proses yang berikutnya dilakukan. Demagnetisasi dapat dilakukan menggunakan arus AC atau DC. Jika menggunakan arus AC, benda uji dimasukkan ke dalam koil yang dialiri arus AC kemudian diturunkan dengan perlahan-lahan. Jika menggunakan arus DC maka dengan step down bolak-balik berulang.
2.2.1.1 Magnetic Particle Testing Powder
Sebuah partikel yang umum digunakan untuk mendeteksi retak adalah oksida besi. untuk kedua sistem kering dan basah. Basah sistem partikel berbagai ukuran dari <0,5 sampai 10 micrometer untuk digunakan dengan operator air atau minyak. Partikel yang digunakan dalam sistem basah memiliki pigmen yang digunakan yaitu
Universitas Mercu Buana
fluorescent di 365 nm (ultraviolet A) membutuhkan 1000 μW/cm2 (10 W/m2) pada permukaan bagian untuk pemeriksaan yang tepat. Jika partikel tidak memiliki lampu yang benar diterapkan dalam Ruang Gelap partikel tidak dapat dideteksi / terlihat. praktek industri Its untuk menggunakan kacamata UV / kacamata untuk menyaring sinar UV dan memperkuat spektrum cahaya tampak normal Hijau dan Kuning diciptakan oleh partikel flouresent. Hijau dan Kuning fluoresent dipilih karena mata manusia bereaksi terbaik untuk warna-warna ini.
Dry partikel bubuk berbagai ukuran 5-170 mikrometer, yang dirancang untuk
dilihat dalam kondisi cahaya putih. Partikel tidak dirancang untuk digunakan di lingkungan basah. bubuk kering biasanya diterapkan menggunakan aplikator tangan bubuk udara yang dioperasikan aerosol diterapkan partikel mirip dengan sistem basah, dijual dalam kaleng aerosol premixed mirip dengan hair spray.
2.2.1.2. Klasifikasi Metode MPI
Pada magnetic particle inspection ini digunakan beberapa metode seperti MPI
dry visible, MPI wet visible dan MPI wet fluorescent.
Pada pengujian tidak merusak dengan metode magnetic particle inspection pada dasarnya yaitu dengan memagnetisasi bahan yang akan diuji. Adanya cacat yang tegak lurus arah medan magnet akan menyebabkan kebocoran medan magnet. Kebocoran medan magnet ini mengindikasikan adanya cacat pada material. Cara yang digunakan untuk mendeteksi adanya kebocoran medan magnet adalah dengan menaburkan partikel magnetic di permukaan. Partikel – partikel tersebut akan berkumpul pada daerah kebocoran medan magnet.
Kelemahan metode ini hanya bisa diterapkan untuk material ferromagnetic. Selain itu, medan magnet yang dibangkitkan harus tegak lurus atau memotong daerah retak serta diperlukan demagnetisasi di akhir inspeksi. Pada metode Magnetic Particle Inspection ( MPI ) terdapat tiga metode pengujian, yaitu :
1. MPI Dry Visible
Dalam proses Dry Visible ini, digunakan serbuk yang kering. Serbuk tersebut ditaburkan pada saat magnetisasi benda uji. Tujuan pemberian serbuk ini
Universitas Mercu Buana
adalah untuk mendeteksi adanya cacat pada benda uji, karena jika terjadi cacat, serbuk ini akan menunjukan dimana letak cacat tersebut.
2. MPI Wet Visible
Metode Wet Visible ini dalam prosenya sama dengan metode dry visible. Yang membedakan adalah serbuk yang digunakan. Jika dry vible menggunakan serbuk magnet basah tetapi wet visible menggunakan serbuk magnet bertipe basah. Serbuk tersebut ditaburkan pada saat magnetisasi benda uji. Tujuan pemberian serbuk ini adalah untuk mendeteksi adanya cacat pada benda uji, karena jika terjadi cacat, serbuk ini akan menunjukan dimana cacat tersebut.
3. MPI Wet Fluorescent
Dalam metode Wet Fluorescent ini, menggunakan serbuk yang basah. Serbuk tersebut ditaburkan pada saat magnetisasi benda uji. Tujuan pemberian serbuk ini adalah untuk mendeteksi adanya cacat pada benda uji, karena jika terjadi cacat, serbuk ini akan menunjukkan dimana letak cacat tersebut.Ketiga metode tersebut pada prinsipnya sama, namun serbuk magnet yang digunakan pasa setiap pengujian berbeda.
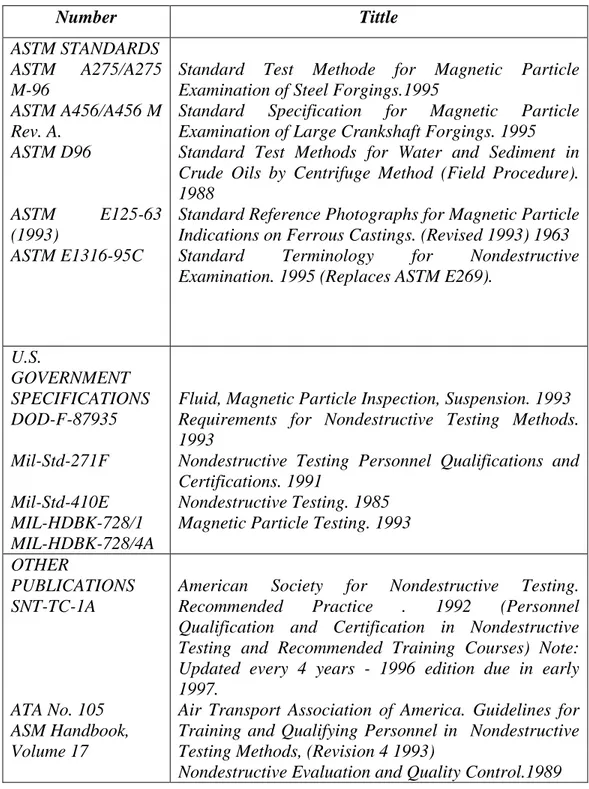
Universitas Mercu Buana 2.2.2. Standardisasi Magnetic Particle Inspection
Tabel 2.1 Standarisasi Magnetic Particel Inspection
Number Tittle ASTM STANDARDS ASTM A275/A275 M-96 ASTM A456/A456 M Rev. A. ASTM D96 ASTM E125-63 (1993) ASTM E1316-95C
Standard Test Methode for Magnetic Particle Examination of Steel Forgings.1995
Standard Specification for Magnetic Particle Examination of Large Crankshaft Forgings. 1995 Standard Test Methods for Water and Sediment in Crude Oils by Centrifuge Method (Field Procedure). 1988
Standard Reference Photographs for Magnetic Particle Indications on Ferrous Castings. (Revised 1993) 1963
Standard Terminology for Nondestructive
Examination. 1995 (Replaces ASTM E269).
U.S. GOVERNMENT SPECIFICATIONS DOD-F-87935 Mil-Std-271F Mil-Std-410E MIL-HDBK-728/1 MIL-HDBK-728/4A
Fluid, Magnetic Particle Inspection, Suspension. 1993 Requirements for Nondestructive Testing Methods. 1993
Nondestructive Testing Personnel Qualifications and Certifications. 1991
Nondestructive Testing. 1985 Magnetic Particle Testing. 1993 OTHER PUBLICATIONS SNT-TC-1A ATA No. 105 ASM Handbook, Volume 17
American Society for Nondestructive Testing.
Recommended Practice . 1992 (Personnel
Qualification and Certification in Nondestructive Testing and Recommended Training Courses) Note: Updated every 4 years - 1996 edition due in early 1997.
Air Transport Association of America. Guidelines for Training and Qualifying Personnel in Nondestructive Testing Methods, (Revision 4 1993)
Universitas Mercu Buana 2.3 Liquid Penetrant Testing (PT)
Liquid Penetrant Testing juga dikenal sebagai pengujian penetrant Dye, inspeksi Liquid Penetrant Testing adalah metode yang paling dapat diandalkan untuk menemukan cacat dan discontinuitas terbuka di permukaan terutama dalam semua bahan non-pori. Metode ini banyak digunakan untuk pengujian non-magnetik bahan.
Dalam metode Liquid Penetrant Testing (PT), sebuah penetrant cair / pewarna diterapkan pada permukaan produk untuk waktu yang telah ditentukan tertentu yang ditentukan dengan menggunakan code, standar atau spesifikasi, setelah itu penetran berlebih akan dihapus dari permukaan. Permukaan tersebut kemudian dikeringkan dan pengembang diterapkan untuk keperluan itu. Para penetrant yang tetap dalam keretakan diserap oleh pengembang untuk menunjukkan adanya lokasi keretakan, ukuran dan sifat diskontinuitas (keretakan) tersebut. Penetrant yang baik digunakan akan terlihat dye penetrant atau dye penetrant flouresent. Pemeriksaan terhadap adanya indikasi pewarna terlihat dibuat dibawah cahaya putih sementara pemeriksaan adanya indikasi oleh dye penetrant flouresent dibuat dibawah ultraviolet intensitas tinggi (atau hitam) dalam kondisi cahaya gelap.
Gambar 2.7. Proses Pengujian Liquid Penetrant Testing[3].
Dalam Liquid Penetrant Inspeksi (LPI), cairan dengan potensi kapiler tinggi diaplikasikan untuk sample dan ditarik ke permukaan specimen yang mengalami cacat. Selisih tersebut dihapus setelah jangka waktu dan jenis pengembang yang sesuai diterapkan untuk menarik kembali penetran keluar. Seperti berdarah yang keluar secara lateral pada bagian permukaan, secara visual terlihat keduanya sangat kontras. Sebuah penetrasi yang berfluoresent dibawah sinar UV juga dapat digunakan untuk menghasilkan visualisasi dramatis dari cacat yang terjadi.
Universitas Mercu Buana
Ini dapat digunakan pada bahan non-porositas dan digunakan untuk menemukan cacat permukaan, kadang-kadang untuk mendeteksi kebocoran. Ada beberapa pilihan penetrant, remover, dan Developer. Pemilihan didasarkan pada kepekaan yang diperlukan, persyaratan mudah dibawa, dan sifat bahan yang akan diuji sehubungan dengan masalah kompatibilitas.
Langkah-langkah dalam penerapan Liquid Penetrant Inspection (LPI) :
1. Permukaan bagian tersebut dibersihkan secara menyeluruh dengan cleaner / remover.
2. Penetrant cair diterapkan pada luas permukaan bawah specimen yang akan dilakukan pemeriksaan.
3. Sebuah kain bersih direndam dalam pelarut yang akan digunakan untuk menghapus penetran cair dari permukaan.
4. Pengembang diterapkan.
5. Pemeriksaan ini dilakukan pada permukaan specimen yang cacat, akan terlihat penetran yang kembali ke permukaan.
Gambar 2.8. Tahapan Liquid Penetrant Inspection[2] Keuntungan dari Liquid penetrant Inspection (LPI):
1. Material/bagian yang luas dengan volume yang besar dapat diperiksa dengan cepat dan dengan biaya rendah.
2. Bagian dengan geometri yang kompleks dapat diperiksa secara rutin.
3. Indikasi diproduksi langsung pada bagian permukaan, memberikan gambaran visual dari ke retakan specimen.
4. Peralatan investasi bisa sangat rendah
Universitas Mercu Buana Keterbatasan Liquid Penetrant Inspection (LPI) :
1. Hanya mendeteksi cacat permukaan .
2. Pengujian pada material nonporous (tidak keropos).
3. Precleaning sangat penting karena kontaminan dapat menutupi cacat.
4. Posting cleaning kadang-kadang diperlukan untuk menghilangkan bahan kimia.
5. Membutuhkan beberapa operasi dalam kondisi yang terkendali. 6. Pencegahan terhadap dampak kimia mungkin diperlukan.
7. Pelapisan dengan logam, grinding dan operasi lainnya menghambat proses deteksi.
8. Beberapa bahan mungkin perlu digores sebelum dilakukan inspeksi.
Syarat pemeriksaan dengan metode penetrant Testing adalah :
a. Permukaan benda yang akan diperiksa harus bebas dari kotoran, minyak, oli, cat, dan lain-lain. Dimana kotoran tersebut akan menutupi benda yang akan diperiksa sehingga tidak dapat mendeteksi cacat.
b. Benda yang akan diperiksa harus dalam keadaan kering dan tidak keropos. c. Bila permukaan benda tertutup cat, maka usahakan cat tersebut dihilangkan Ada dua type dalam metode Penetrant Testing ini yaitu :
a. Type I. Menggunakan Fluorescent Dye Penetrant. b. Type II. Menggunakan Visible Dye Penetrant.
Pada pemerikaaan dengan type I, tanda-tanda keretakan hanya dapat terlihat apabila menggunakan lampu sinar ultraviolet (black light) dikamar gelap, sedangkan pemeriksaan dengan type II tanda-tanda keretakan dapat langsung terlihat oleh mata biasa.
Pada dasarnya metode penetrant type I mempunyai kepekaan lebih tinggi dari pada type II. Oleh sebab itu type I (fluorescent) diutamakan untuk pemeriksaan keretakan-keretakan pada komponen-komponen pesawat terbang, sedangkan type II (visible) digunakan pada obyek yang kurang memerlukan kepekaan tinggi.
Universitas Mercu Buana
Pada setiap tipe pemeriksaan masing-masing terbagi dalam tiga bagian yaitu : 1. Type I method A (Water Washable Fluorescent)
2. Type I method B (Post Emulsifiable Fluorescent) 3. Type I method C (Solvent Removable Fluorescent) 4. Type II method A (Water Washable Visible) 5. Type II method B (Post Emulsifier Visible) 6. Type II method C (Solvent Removable Visible)
Dari keterangan diatas perlu diketahui bahwa masing-masing metode menggunakan bahan-bahan penetrant khusus.
Universitas Mercu Buana 2.3.1 Tahapan metode Penetrant Testing (PT)
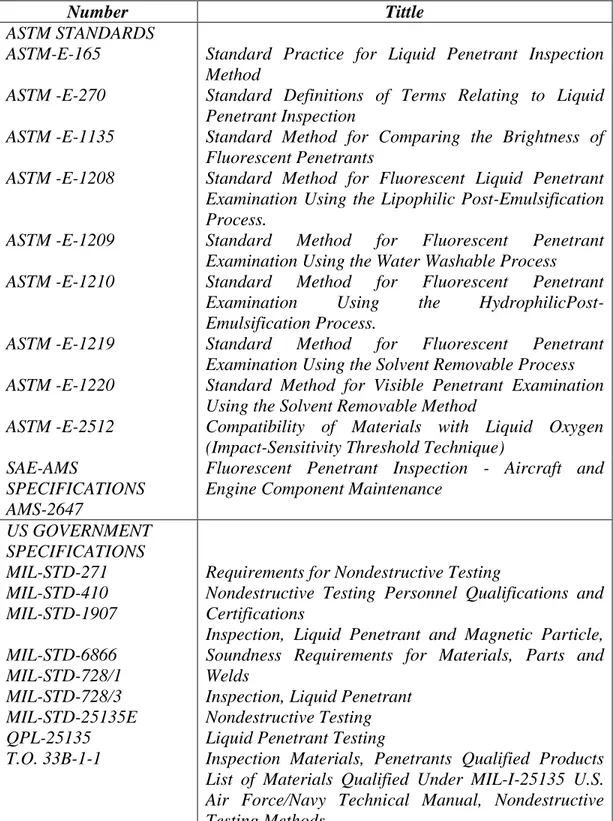
Universitas Mercu Buana 2.3.2. Standardisasi Penetrant Inspection
Tabel 2.2 Standarisasi Penetrant Inspection
Number Tittle ASTM STANDARDS ASTM-E-165 ASTM -E-270 ASTM -E-1135 ASTM -E-1208 ASTM -E-1209 ASTM -E-1210 ASTM -E-1219 ASTM -E-1220 ASTM -E-2512
Standard Practice for Liquid Penetrant Inspection Method
Standard Definitions of Terms Relating to Liquid Penetrant Inspection
Standard Method for Comparing the Brightness of Fluorescent Penetrants
Standard Method for Fluorescent Liquid Penetrant Examination Using the Lipophilic Post-Emulsification Process.
Standard Method for Fluorescent Penetrant
Examination Using the Water Washable Process
Standard Method for Fluorescent Penetrant
Examination Using the
HydrophilicPost-Emulsification Process.
Standard Method for Fluorescent Penetrant
Examination Using the Solvent Removable Process Standard Method for Visible Penetrant Examination Using the Solvent Removable Method
Compatibility of Materials with Liquid Oxygen (Impact-Sensitivity Threshold Technique)
SAE-AMS
SPECIFICATIONS AMS-2647
Fluorescent Penetrant Inspection - Aircraft and Engine Component Maintenance
US GOVERNMENT SPECIFICATIONS MIL-STD-271 MIL-STD-410 MIL-STD-1907 MIL-STD-6866 MIL-STD-728/1 MIL-STD-728/3 MIL-STD-25135E QPL-25135 T.O. 33B-1-1
Requirements for Nondestructive Testing
Nondestructive Testing Personnel Qualifications and Certifications
Inspection, Liquid Penetrant and Magnetic Particle, Soundness Requirements for Materials, Parts and Welds
Inspection, Liquid Penetrant Nondestructive Testing Liquid Penetrant Testing
Inspection Materials, Penetrants Qualified Products List of Materials Qualified Under MIL-I-25135 U.S. Air Force/Navy Technical Manual, Nondestructive Testing Methods.
Universitas Mercu Buana Number Tittle OTHER PUBLICATIONS SNT-TC-1A ATA No. 105 Metals Handbook, Ninth Edition, Vol 17
Personnel Qualification and Certification in Nondestructive Testing and Recommended Training Courses.
Guidelines for Training and Qualifying Personnel in Nondestructive Methods, Nondestructive Evaluation, and Quality Control.
2.4 Bagian Rotor Blade Turbine Uap
Rotor Blade Turbine merupakan bagian komponen utama dari sebuah Turbine
uap, Rotor Blade adalah bagian Turbine yang berputar yang terdiri dari poros, sudut Turbine atau deretan sudut yaitu Stasionary Blade dan Moving Blade. Untuk Turbine bertekanan tinggi atau ukuran besar, khususnya untuk Turbine jenis reaksi maka motor ini perlu di Balance untuk mengimbangi gaya reaksi yang timbul secara aksial terhadap poros.
Gambar 2.10. Bagian Cross Section Rotor Turbin Uap[4]
Rotor blade terpasang dengan system insert pada Turbine disk, sedangkan
turbin disk dipasang pada shaft yang ditumpu oleh dua bearing pedestal dengan
Universitas Mercu Buana
Gambar 2.11. Turbine Disk dan Lokasi Inspeksi[4]
Blade Turbine terbuat dari material logam dengan komposisi kimia C 0,23 %, Si 0,83 %, Mn 0,46 %, Cr 12 %, Mo 0,25 %, S 0.007 % dan P 0,03 %. Tegangan stress yang pada blade pada kondisi state diakibatkan oleh ada Centrifugal stress dan Bending Stress yang dialami oleh blade. Tegangan stess (σc) akibat beban centrifugal dapat dihitung dengan rumusan :
σc = 𝑀.𝑉 2 𝐴.𝑟 (2-1) [8] = 4.𝜋 2.𝑀.𝑟.𝑁 𝑠 2 𝐴 Di mana :
M : Massa root blade (kg)
V : Kecepatan pada permukaan (m/s) A : Luasan Cross Section (m2) Ns: Kecepatan putar Turbin (RPS) r : Radius total blade (m)
Universitas Mercu Buana 2.5 Kerusakan Rotor Blade Turbine
Kerusakan (crack) pada blade Turbine dapat dilihat pada bagian gambar yang ditunjukkan oleh tanda panah. Crack Initiation atau gejala retak rambut pada blade diakibatkan oleh tegangan yang terjadi pada saat pengoperasian Turbin.
Crack Initiation yang terjadi pada blade dapat ditunjukkan oleh gambar di bawah ini.
Gambar 2.12. Crack Initiation pada Blade Turbine[5]
Universitas Mercu Buana 2.5.1. Defect Pada Rotor Blade Turbine
Defect pada Rotor Blade Turbine terdiri dari beberapa jenis, yaitu : 2.5.1.1. Crack Welding
Beberapa jenis keretakan (Crack) yang biasanya terjadi pada rotor blade ditunjukkan pada gambar berikut :
Gambar 2.14. Jenis Crack pada Rotor Blade[4] Keterangan gambar :
1. Crater Crack
Sesuai namanya, retak kawah terjadi di kawah las yang terbentuk pada akhir pengelasan. Umumnya, jenis retak disebabkan oleh kegagalan untuk mengisi kawah sebelum electrode meleleh. Ketika ini terjadi pada bagian tepi luar kawah terjadi pendinginan yang cepat, sehingga bagian dalam kawah menjadi retak. Jenis retak ini biasanya berbentuk longitudinal atau melintang, atau mungkin sejumlah retakan saling berpotongan dan membentuk suatu bentuk bintang.
2. Under bead Crack
Keretakan ini mirip dengan retakan melintang dalam karena terbentuk dalam zona yang terpengaruh panas karena kekerasan yang tinggi, pengekangan
Universitas Mercu Buana
yang berlebihan, dan adanya hidrogen. Orientasi keretakan ini mengikuti kontur zona yang terpengaruh panas.
3. Longitudinal Crack
Retak ini mungkin ada dalam tiga bentuk, tergantung pada posisi mereka di las. Retak akar adalah bentuk paling umum dari retakan logam lasan longitudinal karena ketebalan dan ukuran celah akar yang relatif kecil. Jika retakan tersebut tidak dihapus mereka dapat merambat melalui lasan melewati pengelasan berikutnya.
4. Hat cracks
Retak Hat terjadi akibat dari penggunaan tegangan yang berlebihan atau terlalu rendah kecepatan pengelasan. Celah retak terletak di tengah-tengah sambungan las dan memanjang hingga gabungan garis yang membentuk sambungan.
5. Toe and root cracks
Retak ini terjadi di daerah akar lasan atau dekat batas antara lasan logam dan logam induk.
6. Transverse cracks
Retak melintang di logam dasar terjadi pada permukaan dalam atau di dekat zona yang terkena panas. Transverse Crack merupakan hasil dari tegangan tinggi sisa yang disebabkan oleh siklus termal selama pengelasan. Kekerasan yang tinggi, tekanan yang berlebihan, dan adanya hidrogen memicu pembentukan tersebut. Seperti retak yang merambat ke dalam logam atau di luar zona terpengaruh panas hingga ke dalam logam dasar.
2.5.1.2. Casting Defects
Pada umumnya ada tiga kategori cacat pengecoran. Pertama adalah cacat paling parah yang mengakibatkan Scraping atau tidak sesuai cetakan. Kategori kedua adalah cacat menengah yang memungkinkan perbaikan cetakan (mould), yang ketiga cacat adalah kategori yang kecil yang dapat dengan mudah diperbaiki.
Universitas Mercu Buana
Menghilangkan dan pengendalian cacat pengecoran adalah masalah ahli pengecoran yang dapat dilakukan dalam beberapa cara.
Gambar 2.15. Schematic diagram proses continuous casting[4] 2.5.1.2.1. Shrinkage Defect
Shrinkage adalah cacat pengecoran yang terjadi selama tahap tengah dan tahap akhir proses pengecoran hingga tahap pemadatan logam. Memiliki bentuk percabangan, berbeda dari yang sponginess, dan seperti pada gambar 2.4 Cacat dapat dihindari dengan memberikan perhatian khusus pada arah solidifikasi dan memastikan anak tangga yang cukup, atau alat bantu pemakanan lainnya, pada bagian lebih berat dari casting. Modifikasi desain pengecoran, yaitu untuk membuat bagian cor yang lebih seragam untuk aliran dan solidifikasi logam sangat membantu dalam menghindari penyusutan (shrinkage). Cetakan dan cor kadang-kadang dibuat terlalu kuat dan sangat tahan kontraksi.
Universitas Mercu Buana
Gambar 2.16. Formasi dari shrinkage defects[4] 2.5.1.2.2. Hot Tears
Hot Tears adalah discontinuitas (keretakan) yang dihasilkan dari tekanan mengembang dekat dengan temperatur pemadatan pada saat suhu logam masih rendah. Hal ini dikaitkan dengan resistensi dari cetakan dan cor, yang menghambat kontraksi casting, menyebabkan stres termal. Hot Tears menyerupai retak yang tidak beraturan. Mereka dapat dihindari dengan membuat cor dan cetakan berlipat, menghindari perubahan yang tiba-tiba pada bagian dalam dan mencegah pembentukan hot spot intens dengan merancang bagian yang lebih seragam.
Universitas Mercu Buana 2.5.1.3. Forging And Rolling Defects
Discontinuitas (keretakan) dalam tempa dapat berasal dari slab atau billet akibat modifikasi roller dan material tempa (forging), atau mungkin hasil dari proses penempaan itu sendiri. Beberapa cacat yang dapat terjadi di tempa sama dengan cacat yang terjadi pada proses tuang (casting) karena material tempa yang digunakan berasal dari beberapa bentuk ingot cor. Di bawah ini adalah gambar beberapa cacat yang lebih spesifik.
Gambar 2.18. Forging And Rolling Defect[4]
2.5.1.3.1. Laminasi
Porositas besar, pipa dan non-logam inklusi lempeng (slab)atau billet diratakan dan menyebar keluar selama proses rolling dan penempaan (forging). Diskontinuitas (keretakan) yang diratakan ini dikenal sebagai laminasi.
Universitas Mercu Buana 2.5.1.3.2. Forging Lap
Forging Lap adalah diskontinuitas (keretakan) yang disebabkan oleh lipatan logam pada bagian plat yang tipis di permukaan bagian yang mengalami penempaan.
Gambar 2.20. Forging Lap[4]
2.5.1.3.3. Centre bursts
Pecah yang terjadi di wilayah pusat dari penempaan disebut centre bursts. Mereka dapat muncul karena prosedur penempaan yang salah (misalnya suhu terlalu rendah atau terlalu drastis pengurangan) atau akibat dari adanya pemisahan fase atau terjadi rapuh dalam logam yang ditempa.
Tugas Akhir | 29
![Gambar 2.1. Schematic Eddy Current Testing [2] . . Keuntungan :](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/2.918.227.790.631.835/gambar-schematic-eddy-current-testing-keuntungan.webp)
![Gambar 2.2. Cara Kerja Radiography Testing [2] .](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/4.918.313.701.129.379/gambar-cara-kerja-radiography-testing.webp)
![Gambar 2.3. Schematic Ultrasonic Testing [2] . Kelebihan :](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/5.918.229.768.524.811/gambar-schematic-ultrasonic-testing-kelebihan.webp)
![Gambar 2.5. Skema garis fluks yang mengalir melewati kedua tegak lurus dan cacat paralel, dan kebocoran fluks terjadi di sekitar cacat tegak lurus [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/8.918.186.775.132.293/gambar-skema-garis-mengalir-melewati-paralel-kebocoran-terjadi.webp)
![Gambar 2.7. Proses Pengujian Liquid Penetrant Testing [3] .](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/14.918.179.779.626.786/gambar-proses-pengujian-liquid-penetrant-testing.webp)
![Gambar 2.8. Tahapan Liquid Penetrant Inspection [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/15.918.179.783.592.729/gambar-tahapan-liquid-penetrant-inspection.webp)
![Gambar 2.10. Bagian Cross Section Rotor Turbin Uap [4]](https://thumb-ap.123doks.com/thumbv2/123dok/4587064.3343033/20.918.171.763.131.1012/gambar-bagian-cross-section-rotor-turbin-uap.webp)
