PENGARUH PERBEDAAN
UKURAN BUTIR ARANG TEMPURUNG
KELAPA-BARIUM KARBONAT TERHADAP
PENINGKATAN KEKERASAN PERMUKAAN
MATERIAL BAJA ST 37 DENGAN PROSES
PACK CARBURIZING
TESIS
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Magister Teknik Mesin pada Program Pascasarjana Universitas Diponegoro
Disusun oleh:
BAMBANG KUSWANTO
NIM. L4E 007 003
PROGRAM STUDI MAGISTER TEKNIK MESIN
PROGRAM PASCASARJANA
UNIVERSITAS DIPONEGORO SEMARANG
2010
ABSTRAK
Penambahan karbon ke dalam struktur baja karbon rendah sering disebut sebagai karburisasi, merupakan cara meningkatkan kekerasan dan kekuatan. Cara ini salah satunya menggunakan arang tempurung kelapa sebagai sumber karbon. Pertama-tama arang tempurung kelapa dihaluskan menjadi serbuk (powder) dengan ukuran yang berbeda. Penggunaan ukuran butir arang dalam proses karburisasi sudah pernah dilakukan oleh peneliti sebelumnya. Namun untuk ukuran butir arang tempurung kelapa 0,09; 0,15; 0,212 dan 0,3 mm belum pernah digunakan sebelumnya. Dalam penelitian ini penggunaan ukuran butir arang tempurung kelapa seperti tersebut di atas, dicampur dengan barium karbonat sebagai zat pengaktip pembentuk gas CO2. Gas tersebut akan menghasilkan atom C dan jadi gas 2 CO. Atom C berasal dari arang tempurung kelapa akan berubah menjadi gas setelah terjadi kenaikan temperatur. Perubahan zat padat menjadi gas sebagai fungsi kenaikan temperatur, dipengaruhi oleh ukuran luasan permukaannya. Arang tempurung kalapa dengan ukuran butir yang lebih kecil akan mudah menjadi gas lebih cepat dibandingkan dengan yang lebih besar. Kecepatan perubahan menjadi gas akan beda karena perbedaan ukuran butir arang tersebut, dan akan berpengaruh terhadap kekerasan permukaan specimen yang dihasilkan. Specimen yang digunakan adalah material dasar (raw materials) baja St 37, yang termasuk dalam kelompok baja karbon rendah. Percobaan ini menggunakan temperatur 900 ° C dan waktu pemanasan selama 2 jam. Hasil penelitian dapat disimpulkan bahwa tidak ditemukan pengaruh yang signifikan antara ukuran butir arang tempurung kelapa dengan kekerasan permukaan baja St 37 yang dihasilkan. Tetapi penggunaan butir arang tempurung kelapa dengan ukuran sebesar 0,15 mm, diperoleh harga kekerasan permukaan yang tertinggi dibandingkan lainnya.
ABSTRACT
Additional carbon into the structure of low carbon steel commonly defined carburizing, is method to improve hardness and strength. In this way charcoal is employer as a source of carbon. Coconut shell charcoal pulverized into powder with different sizes. The use of different charcoal particle size in carburizing has been done by previous researchers. However, the particle of grain size coconut shell charcoal 0.09, 0.15, 0.212 and 0.3 mm have not used before. In this research, using particle size coconut shell charcoal as described above, mixed
with barium carbonate as a chiral activator to form CO2. Gas this will produce
C atoms and 2 CO. C atoms derived from coconut shell charcoal for gas for heating temperature increases. Changes form solids into gas as a function of in temperature, also influenced by the size of its surface area. Coconut shell charcoal with a smaller grain size will be the gas faster than larger ones. Gasify speeds differentiated by differences in grain size of the charcoal, researched effect on surface hardness of specimens produced. Specimens using raw materials of steel St 37, which were included in the group of low carbon steel. This experiment uses temperatures of 900° C and heating time for two hours. The assessment results we concluded that no significant effect was found between grain size
coconut shell charcoal with a surface hardness of steel St 37 produced. But the use of coconut shell charcoal with a grain size of 0.15 mm, obtained
surface hardness of the highest prices among others. Keywords: Steel St 37, pack carburizing, different grain
PEDOMAN PENGGUNAAN TESIS
Tesis S2 yang tidak dipublikasikan terdaftar dan tersedia di Perpustakaan Universitas Diponegoro, dan terbuka untuk umum dengan ketentuan bahwa hak cipta ada pada pengarang dengan mengikuti aturan HAKI yang berlaku di Universitas Diponegoro.
Referensi kepustakaan diperkenankan dicatat, tetapi pengutipan atau peringkasan hanya dapat dilakukan seizin pengarang dan harus disertai dengan kebiasaan ilmiah untuk menyebutkan sumbernya. Memperbanyak atau menerbitkan sebagian atau seluruh tesis haruslah seizin Direktur Program Pascasarjana Universitas Diponegoro.
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Alloh SWT, atas segala rahmat, Taufik serta Hidayah-Nya sehinggga tesis berjudul “ Pengaruh Perbedaan Ukuran Butir Media Arang Tempurung Kelapa-Berium Karbonat Terhadap Peningkatan Sifat Mekanik Permukaan Material baja St 37 di dalam Proses Pack carburizing” dapat diselesaikan. Walaupun hasilnya tidak seberapa jika dibandingkan dengan karya-karya besar yang lain, namun hasil bukanlah tujuan utama , tetapi proses pembelajaran yang pernah dijalanimenjadi suatu hal yang utama bagi penulis. Karena disanalah pengalaman dan nilai-nilai luhur itu ada, walaupun tidak dapat diukur dengan angka namun sangat bermakna .
Pengalaman yang telah terjadi mudah-mudahan dapat menjadi refleksi, internalisasi dan proyeksi bagi masa yang akan dating.
Penulisan tesis ini tentunya tidak lepas dari bantuan berbagai pihak, baik yang secara langsung dan tidak langsung, oleh karena itu penulis ingin mengucapkan banyak terima kasih kepada :
1. Bapak Dr. Ir. A.P. Bayuseno, MSc, selaku ketua Prodi Magister Teknik Mesin UNDIP, dan Dosen Pembimbing Utama yang telah banyak mengarahkan dan memberikan bimbingan serta masukan dalam penyusunan tesis ini.
2. Bapak Dr Ing. Ir. Ismoyo Haryanto, MT selaku Co. Pembimbing yang telah memberikan bimbingan dan koreksi serta bantuan selama penulis melakukan penulisan tesis ini.
3. Seluruh Dosen dan Karyawan Program Pascasarjana Jurusan Teknik Mesin UNDIP.
4. Bapak Dr. Totok Prasetyo, B.Eng, MT, Direktur Politeknik Negeri Semarang yang memberi ijin penulis melanjutkan studi di Magister Teknik Mesin UNDIP.
5. Seluruh rekan dosen jurusan teknik mesin Politeknik Negeri Semarang, yang telah memberi dorongan semangat bagi penulis.
6. Spesial buat istri tercinta dan anak-anak tersayang yang selalu setia dan tulus memberi doa, dorongan dan semangat bagi penulis.
7. Rekan-rekan mahasiswa Pascasarjana jurusan Teknik Mesin UNDIP yang telah banyak memberikan masukan kepada penulis.
Penulis menyadari sebagai manusia biasa bahwa masih banyak kekurangan dalam Tesis ini. Untuk itu penulis mengharapkan kritik dan saran yang membangun untuk menyempurnakan tesis ini. Terakhir semoga Tesis ini dapat bermanfaat bagi penulis maupun bagi para pembaca. Amin.
Semarang,28 Juni 2010
Karya ini Dipersembahkan Untuk : Bapak dan ibuku (almarhum)
Istriku
Anak-anakku : Pipit, Adit, Ratih.
Mengingat jasa serta dukungan , cinta dan do` a nya telah menyemangati jiwa raga dan meringankan langkah kakiku dalam berkarya yang terbaik
DAFTAR ISI
LEMBAR PENGESAHAN ... i
ABSTRAK ... ii
ABSTRACT ... iii
PEDOMAN PENGGUNAAN TESIS ... iv
KATA PENGANTAR ... v
HALAMAN PERSEMBAHAN ... vii
DAFTAR ISI ... viii
DAFTAR LAMPIRAN ... DAFTAR GAMBAR DAN ILUSTRASI ... DAFTAR TABEL ... DAFTAR SINGKATAN DAN LAMBANG ... Bab I. PENDAHULUAN... 1
1.1 Latar Belakang ... 1
1.2 Tujuan ... 3
1.3 Originilitas Penelitian ... 3
1.4 Sistematika Penulisan ... 4
Bab II TINJAUAN PUSTAKA ... 5
2.1 Karakteristik Baja-Karbon ... 5
2.1.1 Struktur Besi Murni ... 5
2.1.2 Struktur Mikro Baja Karbon ... 5
2.1.3 Peralihan Wujud Struktur Pada Pemanasan Lambat ... 6
2.1.4 Kurva Laju Inverse... 8
2.1.5 Diagram Waktu Temperatur Peralihan wujud ... 9
2.2 Pengerasan Permukaan ... 11
2.2.1 Difusi Atom ... 13
2.2.2 Penambahan Karbon ... 15
2.2.3 Karburasi Padat ... 16
2.2.4 Baja Karbon ... 19
Bab III METODOLOGI PENELITIAN ... 21
3.1.1 Bahan Pengamatan ... 21
3.1.2 Bahan Pendukung ... 21
3,2 Alat dan Peralatan penelitian ... 22
3.2.1 Mesin Perkakas ... 22
3.2.2 Dapur Pemanas ... 23
3.2.3 Kotak (box) Carburizing ... 24
3.2.4 Pengujian Sifat Material ... 25
3.3 Cara Percobaan ... 29
3.3.1 Persiapan Percobaan ... 30
3.3.2 Pembuatan Kotak Carburizing ... 30
3.3.3 Membuat bubuk (powder) arang Tempurung Kelapa ... 30
3.3.4 Membuat Specimen ... 30
3.3.5 Proses Pemanasan Specimen ... 31
3.3.6 Menguji Specimen hasil pack carburizing ... 33
Bab IV HASIL DAN PEMBAHASAN ... 36
4.1 Hasil Percobaan ... 36
4.1.1 Material Sebelum Pack Carburizing ... 36
4.1.2 Material Setelah Pack Carburizing ... 38
4.2 Analisa dan Pembahasan ... 42
4.2.1 Material Sebelum Pack Carburizing ... 43
4.2.2 Material Sesudah Pack Carburizing ... 45
Bab V PENUTUP ... 64
5.1 Kesimpulan ... 64
5.2 Saran ... 65
DAFTAR PUSTAKA ... 66
DAFTAR LAMPIRAN
Lampiran A : Laporan Pengujian Komposisi Kimia ……… 68
Lampiran B : Hasil Pemeriksaan Tarik. ……… 69
Lampiran C : Hasil Pengujian Kekerasan ……… 70
Lampiran D : Struktur Baja Karbon ………... 71
DAFTAR GAMBAR DAN ILUSTRASI
Gambar 2.1 Diagram besi-besi karbon sebagian………. 7
Gambar 2.2 Kurva laju inverse untuk baja SAE 1020 ……….. 8
Gambar 2.3 Diagram Waktu-Temperatur-Peralihan wujud ………. 10
Gambar 2.4 Pergerakan atom dengan energy aktivasi ……….. 13
Gambar 3.1 Mesin bubut ………... 23
Gambar 3.2 Dapur Pemanas ………. 24
Gambar 3.3 kotak carburizing dan tutupnya ……… 25
Gambar 3.4 Micro Vickers Hardness Tester ……… 26
Gambar 3.5 Rockwell Hardness Tester ……… 27
Gambar 3.6 Metallurgical Microscope ……… 28
Gambar 3.7 Diagram alir proses percobaan ……….. 29
Gambar 3.8 Specimen Penelitian ……… 31
Gambar 3.9 Memasukan kotak carburizing ke dalam dapur ……… 32
Gambar 3.10 Diagram pemanasan dan pendinginan specimen ……… 33
Gambar 3.11 Sebagian specimen setelah di pack carburizing ………. 34
Gambar 3.12 Menguji kekerasan permukaan specimen dengan metoda Rockwell “B” ………. 35
Gambar 3.13 Specimen uji kekerasan Rockwell “B” ……… 35
Gambar 4.1 Letak titik uji dan pengurangan permukaan ……… 40
Gambar 4.2 Kekerasan mikro dengan titik pengukuran menggunakan metoda micro Vickers pada Material baku ...………... 43
Gamabr 4.3 Struktur material dasar baja St 37 dengan pembesaran 200 X ... 44
Gambar 4.4 Korelasi kekerasan mikro dengan titik pengukuran menggunakan metoda micro Vikers pada Specimen “A” …… 46
Gambar 4.5 Struktur material specimen “A” dengan pembesaran 200X…... 47
Gambar 4.6 Perlit + Ferrit diambil dari gambar specimen “A” ……… 48
Gambar 4.7 Korelasi kekerasan makro dengan titik pengukuran menggunakan metoda Rockwell B pada Specimen “A” ……… 49
Gambar 4.8 Korelasi kekerasan mikro dengan titik pengukuran
menggunakan metoda mikro Vickers pada specimen “B” .… 50 Gambar 4.9 Struktur material specimen “B” dengan pembesaran 200X …. 51 Gambar 4.10 Korelasi kekerasan makro dengan titik pengukuran
menggunakan metoda Rockwell B pada specimen “B” .…... 52 Gambar 4.11 Korelasi kekerasan mikro dengan titik pengukuran
menggunakan metoda micro Vickers pada Specimen “C” ….. 53 Gambar 4.12 Struktur material specimen “C” dengan pembesaran 200X…… 54 Gambar 4.13 Perlit + Ferrit diambil dari ganbar specimen “C” ………. 55 Gambar 4.14 Korelasi kekerasan makro dengan titik pengukuran
menggunakan metoda Rockwell B pada Specimen “C” …… 56 Gambar 4.15 Korelasi kekerasan mikro dengan titik pengukuran
menggunakan metoda micro Vickers pada Specimen “D” …... 57 Gambar 4.16 Struktur material specimen “D” dengan pembesaran 200X….. 58 Gambar 4.17 Perlit + Ferrit diambil dari gambar specimen “D”…………. 59 Gambar 4.18 Korelasi kekerasan makro dengan titik pengukuran
menggunakan metoda Rockwell B pada Specimen “D” ……... 60 Gambar 4.19 Hubungan ukuran butir arang dengan kekerasan permukaan…. 61 Gambar 4.20 Diagram kolom antara ukuran butir arang dengan kekerasan
DAFTAR TABEL
Tabel 2.1 Baja konstruksi menurut ONORM M 3111………. 19
Tabel 2.2 Klasifikasi baja karbon ……… 20
Tabel 4.1 Uji komposisi kimia specimen dasar……… 36
Tabel 4.2 Uji kekuatan tarik specimen dasar ……….. 37
Tabel 4.3 Uji kekerasan permukaan specimen dasar metoda mikro Vickers .. 37
Tabel 4.4 Uji kekerasan permukaan specimen dasar metoda Rockwell B …. 37
Tabel 4.5 Uji mikro Vickers specimen “A” ……… 38
Tabel 4.6 Uji mikro Vickers specimen “B” ……… 38
Tabel 4.7 Uji mikro Vickers specimen “C” ……… 39
Tabel 4.8 Uji mikro Vickers specimen “D” ……… 39
Tabel 4.9 Uji kekerasan makro pada specimen “A” ……….. 41
Tabel 4.10 Uji kekerasan makro pada specimen “B” ……… 41
Tabel 4.11 Uji kekerasan makro pada specimen “C ” ……….. 42
Tabel 4.12 Uji kekerasan makro pada specimen “D” ……… 42
DAFTAR SINGKATAN DAN LAMBANG
- BCC = body centered cubic
- FCC = face centered cubic.
- Fe = Ferro
- Fe3C = besi karbon
- C = karbon
- BaCO3 = Barium karbonat
- Ac ( A.chauffage ) = memanaskan. [° C] - Ar ( A. refroidissement ) = mendinginkan [° C] - Carburizing = penambahan karbon.
- Pack Carburizing = penambahan karbon padat didalam kotak baja.
- case depth = jumlah kedalaman carburizing mulai dari permukaan sampai pada tercapainya kandungan karbon lebih tinggi dari baja asal. [Inchi]
- Spectrometer = Alat pengukur komposisi kimia untuk
material logam ferro dan non ferro. [ % Berat ]
- Micro Vickers Hardness = kekerasan metoda mikro Vickers [ HV ] - HV = Hardness Vickers [Kg/mm²]
- Rockwell Hardness = Kekerasan metoda Rockwell [ HR ] - HR = Hardness Rockwell. [Kg/mm²] - HRB = Hardness Rockwell skala B.
- ∆t (delta t) = pengurangan terhadap tebal “t”. [mm] - Metallurgical Microscope = alat untuk melihat dan mengambil gambar
struktur logam.
- Jx = aliran difusi atom [ Atom/ m² s ] - D = koefisien difusi [ m²/ dt ]
BAB 1 PENDAHULUAN 1.1 Latar Belakang
Baja adalah material yang banyak digunakan dalam kunstruksi mesin, karena memiliki sifat ulet mudah dibentuk, kuat maupun mampu keras. Selain itu baja dengan unsur utama Fe dan C bisa dipadukan dengan unsur lain seperti Cr, Ni, Ti dan sebagainya, untuk mendapatkan sifat mekanik seperti yang diinginkan.
Jumlah karbon dalam struktur baja dapat menentukan sifat mekanis dan unjuk kerja (performance) nya. Ada tiga kelompok baja bila ditinjau dari jumlah kandungan karbon yang terdapat dalam strukturnya, yaitu :
(a) Baja karbon tinggi adalah baja dengan kandungan karbon 0,70 % – 1,70 %,
(b) Baja karbon menengah adalah baja dengan kandungan karbon 0,30 % - 0,70 %,
(c) Baja karbon rendah adalah baja dengan kandungan karbon 0,04 % - 0,30 %. Kandungan karbon didalam struktur baja akan berpengaruh terhadap sifat mampu keras. Sifat ini dibutuhkan untuk komponen mesin yang saling bergesekan atau karena fungsinya harus mempunyai kekerasan tertentu. Selanjutnya kekerasan pada komponen mesin yang terbuat dari baja, dapat diperoleh melalui proses perlakuan panas atau perlakuan permukaan. Proses peningkatan kekerasan menggunakan panas merupakan cara yang banyak dilakukan untuk baja karbon medium dan tinggi. Namun demikian tidak semua jenis baja bisa dikeraskan secara langsung dengan cara ini. Pengerasan langsung hanya dapat dilakukan pada baja dengan kandungan karbon di atas 0,35 %. Sementara untuk baja dengan kandungan karbon dibawah 0,35 %, harus melalui proses penambahan karbon. (Schonmetz, Gruber, 1985)
Baja dengan kadar karbon menengah sampai tinggi dengan kandungan karbon di atas 0,35 %, dapat ditingkatkan kekerasannya, dengan metode perlakuan panas (heat treatment). Seperti pengerasan (hardening) yang dilakukan dengan metode pengejutan (quenching) dilanjutkan temper (tempering). Pengerasan dilakukan dengan memanaskan baja dalam dapur pemanas (furnace), sampai temperatur
austenit dan didinginkan secara tiba-tiba. Akibat pengejutan dingin dari daerah suhu pengerasan ini, dicapailah suatu keadaan paksa bagi struktur atom yang akan meningkatkan kekerasan. Sedangkan baja yang mempunyai kandungan di bawah 0,35 % C, hanya dapat dikeraskan melalui proses penambahan karbon.
Proses penambahan karbon (Carburizing) pada baja karbon rendah, bertujuan untuk menambah kandungan karbon agar bisa ditingkatkan kekerasannya. Pack carburizing adalah salah satu metoda yang digunakan untuk menambah kandungan karbon didalam baja dengan menggunakan media padat. Salah satu media pengkarbonan yang berbentuk padat adalah arang tempurung kelapa.
Arang tempurung kelapa sebagai sumber karbon padat pada baja, dirubah terlebih dahulu dalam bentuk butiran. Bentuk butiran akan membantu proses perubahan karbon padat menjadi gas melalui pemanasan. Pemanasan yang dilakukan pada proses ini, menggunakan temperatur antara 850º sampai 950º C. Gas karbon yang dihasilkan akan berdifusi kedalam struktur baja sehingga kadar karbon meningkat.
Penelitian ini menggunakan baja St 37 sebagai material percobaan untuk pack carburizing. St 37 adalah jenis baja konstruksi yang mempunyai kekuatan tarik minimal 37 Kg/ mm² sampai 45 Kg/ mm². Baja ini mempunyai kandungan karbon ( C ) dibawah 0,35 %, jadi termasuk dalam baja karbon rendah. Peneliti terdahulu telah melakukan percobaan untuk meningkatkan efektifitas karburasi padat pada baja karbon rendah dengan optimasi ukuran serbuk arang tempurung kelapa. Percobaan pada ukuran butir 150, 250, 279, 600, 850 dan 2000 µm, diperoleh hasil yang paling efektif pada ukuran butir 250 hingga 600 µm. (Mujiyono dan Arianto, 2008). Penelitian tersebut tidak menghubungkan antara perbedaan besar butir arang tempurung kelapa dengan peningkatan kekerasan baja. Mengingat ukuran butir dapat berakibat pada terbentuknya rongga udara, maka pengaruhnya penting untuk dilakukan penelitian. Metoda penambahan karbon padat merupakan cara yang paling sederhana untuk meningkatkan kualitas baja St 37, agar dapat memperluas penggunaanya. Pada akhirnya melalui proses pack carburizing penggunaan baja karbon rendah untuk bahan baku (raw materials) dapat memperluas penggunaannya.
1.2 Tujuan
Arang tempurung kelapa sebagai sumber karbon, akan dirubah menjadi gas karbon. Perubahan benda padat menjadi gas ini dilakukan dengan proses pemanasan. Panas dari dapur (furnace) pada temperatur carburizing akan menyebabkan butiran-butiran arang berubah menjadi gas. Perbedaan ukuran akan mengakibatkan berbeda pula volume dari masing-masing butir. Semakin kecil ukuran butir, semakin kecil pula volume butirnya. Benda padat dengan volume yang lebih kecil akan lebih cepat berubah menjadi gas, dibanding dengan volume yang lebih besar.
Perbedaan ukuran butir arang tempurung kelapa dengan penambahan zat pengaktip berupa barium karbonat, merupakan pokok pembahasan dalam penelitian ini, yang bertujuan untuk :
(1) Mengkaji perubahan kandungan karbon di dalam permukaan baja St 37, dengan mengggunakan ukuran butir arang tempurung kelapa-barium karbonat yang berbeda, sebagai fungsi temperatur dan waktu.
(2) Mengkaji pencapaian harga kekerasan permukaan pada masing-masing specimen baja hasil pack carburizing sebagai fungsi temperatur dan waktu . Disamping itu permasalahan dalam penelitian ini dibatasi pada :
(1). Specimen menggunakan material baja dengan kekuatan tarik antara 37 Kg/mm² sampai 45 Kg/ mm² .
(2). Specimen menggunakan material baja dengan kandungan karbon dibawah 0,2 %
(3). Media karbon terdiri dari 90 % arang tempurung kelapa dan 10 % barium karbonat.
(4). Temperatur dapur (furnace) untuk proses pack carburizing sebesar 900 º C. (5). Waktu penahanan setelah mencapai suhu carburizing adalah 2 jam .
1.3 Originilitas Penelitian
Penelitian tentang penambahan karbon ( C ) kedalam struktur baja karbon rendah, telah dilakukan oleh para peneliti sebelumnya. Penggunaan media karbon padat pada proses carburizing merupakan metoda yang sederhana dibandingkan
dengan metoda lainnya. Metoda ini menggunakan media karbon berupa arang kayu, arang tempurung kelapa, kokas, briket batu bara dan grafit, ditambah zat pengaktip untuk menghasilkan proses carburizing yang lebih baik. Arang tempurung kelapa dibentuk serbuk (powder) untuk meningkatkan efektifitas pengkarbonan. Proses carburizing dibawah pengaruh panas, membutuhkan gas CO2 untuk membentuk gas 2 CO yang dapat masuk kedalam struktur baja. Ketersediaan gas CO2 selama proses berlangsung dipengaruhi oleh ruangan kosong antar butir arang dan zat pengaktipnya. Ruangan kosong yang terbentuk akibat susunan antar butir arang akan terisi oleh udara. Besarnya ruangan yang akan berpengauh terhadap banyaknya udara yang tersedia tergantung pada ukuran butir arang. Ukuran butir arang juga menentukan cepat atau lambatnya butir arang padat menjadi gas. Ukuran butir yang kecil lebih cepat berubah menjadi gas dibandingkan ukuran butir yang lebih besar. Penggunaan butir arang tempurung kelapa dengan ukuran 0,3; 0,212; 0,15 dan 0,09 mm sepengetahuan peneliti selama ini belum pernah digunakan oleh peneliti lain. Penggunaan perbedaan butir arang tempurung kelapa seperti tersebut di atas, dengan menggunakan temperatur carburizing 900 ° C dan waktu pemanasan selama 2 jam, percobaan ini akan mengkaji pengaruhnya terhadap kekerasan permukaan specimen yang dihasilkan.
1.4 Sistematika Penulisan
Tesis disampaikan mengikuti sistematika sebagai berikut:
Bab I Pendahuluan, membahas tentang latar belakang, tujuan, metode pendekatan dan sistematika penulisan tesis.
Bab II Tinjauan Pustaka, membahas tentang kajian pustaka dan dasar teori terkait dengan materi .
Bab III Metodologi Penelitian, membahas tentang bahan atau material, mesin dan alat yang digunakan serta urutan proses percobaan.
Bab IV Hasil Penelitian dan Pembahasan, membahas tentang proses pengujian specimen dan hasil yang diperoleh beserta pembahasannya.
Bab V Penutup, membahas tentang kesimpulan dari kajian materi yang telah dilakukan selama melakukan penelitian dan saran perbaikan guna meningkatkan hasil penelitian.
BAB II
TINJAUAN PUSTAKA 2.1 Karakteristik Baja Karbon
2.1.1 Struktur Besi Murni
Struktur logam terdiri atas butir kristal yang saling mengikat kuat satu sama lain dalam bentuk dan ukuran yang berlainan. Kristal-kristal tersebut terdiri dari bagian-bagian terkecil suatu unsur atom. Atom besi tersusun di dalam sebuah “kisi ruang”, dimana terdiri atas jaringan berbentuk kubus. Peletakan atom dalam kubus dapat dikelompokkan menjadi tiga jenis yaitu:
(1). Besi alfa (besi α)
Delapan atom berada pada pojok kubus dan sebuah atom ke sembilan ditengahnya (di pusat ruang). Susunan atom ini disebut juga kubik pemusatan ruang (body centered cubic). Sampai temperatur ruangan 708 º C, besi α bersifat magnetis. Mulai 768 º C sampai 911 º C, body centered cubic (bcc) menjadi tidak magnetis lagi (Alois Schonmetz dkk, 1985).
(2). Besi gamma (besi γ)
Pada temperatur 911 º C ikatan kubik pemusatan ruang berubah menjadi besi γ kubik pemusatan sisi (face centered cubic). Pada setiap sudut kubus terdapat satu atom dan enam atom lainnya berada di tengah ke enam bidang sisi kubus. Jadi sebuah kubus γ terdapat empat belas atom.
(3). Besi delta (besi δ)
Temperatur 1392 º C besi γ yang berpusat sisi (fcc) berubah kembali menjadi kubik pemusatan ruang (bcc) yang disebut besi δ. Namun besi δ terakhir ini mempunyai jarak atom yang lebih besar.
2.1.2 Struktur Mikro Baja Karbon
Sifat baja-karbon seperti kekerasan, kekuatan dan mampu regang ditentukan oleh kadar karbon ( C ). Struktur mikro baja dapat dibedakan dalam tiga bentuk fasa sebagai berikut :
(1). Ferrit.
Kristal besi murni (Fe) saling terikat erat satu sama lain, tidak teratur baik bentuk maupun ukurannya. Ferrit merupakan bagian baja yang paling lunak. Dalam kondisi murni ferrit tidak bisa digunakan sebagai material dasar (raw materials) untuk komponen mesin yang menerima beban. Hal ini dikarenakan kekuatan yang dimilikinya kecil.
(2). Besi karbon (Fe3C)
Senyawa antara besi (Fe) dengan karbon ( C ) sebagai unsur struktur tersendiri dinamakan sementit. Rumusan Fe3C menyatakan bahwa senantiasa ada tiga atom besi yang membentuk ikatan dengan satu atom karbon ( C ). Ikatan ini menjadi sebuah molekul yang dikenal sebagai besi karbon. Peningkatan kandungan karbon akan berakibat membesar pula kadar sementit. Sementit didalam baja mempunyai sifat yang paling keras .
(3). Perlit.
Campuran antara ferrit dan sementit dengan kandungan karbon ( C ) seluruhnya sebesar 0,8 % disebut perlit. Di dalam Struktur perlit, semua kristal ferrit disusupi serpihan sementit halus. Serpihan sementit ini menempati lapisan tipis yang saling berdampingan, sehingga nampak kilapan mirip induk mutiara. Hal inilah yang menyebabkan dinamakan perlit.
Selain tiga fasa tersebut di atas, di dalam baja karbon juga terdapat fasa: austenite, martensit, bainit dan speroidit.
2.1.3 Peralihan Wujud Struktur pada Pemanasan Lambat
Jika baja dengan kandungan karbon ( C ) 0,8 % dipanaskan secara lambat, maka pada temperatur 723 º C besi karbon terurai menjadi besi dan karbon. Akibatnya karbon pada saat itu menjadi bebas melarut didalam besi. Oleh karena untuk melarutkan karbon hanya dimiliki oleh besi γ, maka akibatnya temperatur peralihan wujud diturunkan dari 906 º C menjadi 723 º C. Pusat kubus kisi besi γ menjadi kosong, dan ditempati oleh sebuah atom karbon. Karena larutan terjadi pada temperatur ketika baja masih padat, struktur ini disebut juga larutan padat
atau austenit. Baja eutektoid (0,8 % C) beralih kelarutan padat (austenit) pada saat melampaui temperatur 723 º C.
Baja bawah eutektoid yang mempunyai kandungan karbon ( C ) lebih kecil dari 0,8 %, austenit dan kristal ferrit berada di atas garis temperatur 723 º C . Jika temperatur terus dinaikkan, maka kristal ferrit melarut didalam austenit. Pada waktu melampaui garis temperatur A3- A1, semua kristal ferrit telah larut dan menjadi struktur austenit murni. Selanjutnya semakin tinggi temperaturnya semakin rendah kandungan karbon di dalamnya.
(Amstead, B. H dkk, 1985) Gambar 2.1 Diagram besi-besi karbon (Fe3C) sebagian
Baja dengan kandungan karbon di atas 0,8 % atau baja hyper eutektoid, austenit dan kristal baja karbon berada di atas garis A1,3. Jika temperatur naik, maka kristal besi karbon (sementit) melarut di dalam larutan padat (austenit). Semakin tinggi temperaturnya, semua kristal karbon larut dan terbentuklah struktur austenit murni. Temperatur yang diperlukan semakin tinggi, semakin banyak karbon terkandung di dalamnya.
2.1.4 Kurva Laju Inverse
Disamping perubahan wujud struktur baja yang diakibatkan oleh pemanasan lambat, perubahan tersebut berlaku juga pada pendinginan lambat. Perbedaan keduanya terletak pada awal proses yaitu: untuk pemanasan lambat berawal dari baja padat dingin dan untuk pendinginan lambat dimulai dari baja cair padat (austenit ). Sifat mampu balik dari kedua peristiwa tersebut dapat dilihat pada gambar 2.2.
(Amstead B.H dkk, 1985) Gambar 2,2 Kurva laju inverse untuk baja SAE 1020
Kurva ini untuk material baja karbon 0,20 % yang dipanaskan atau didinginkan secara merata dan perlahan-lahan, Perubahan temperatur dicatat
setiap kenaikan 10ºC, akan diiperoleh kurva seperti gambar 2.2. Sumbu mendatar (horizontal) merupakan waktu untuk memanaskan atau mendinginkan setiap perubahan 10 º C. Sumbu tegak (vertikal) adalah besarnya temperatur yang dicapai selama pemanasan atau pendinginan secara perlahan-lahan. Hasil percobaan yang dilakukan pada baja dengan kandungan karbon 0,20 % ini, menunjukkan garis vertikal lurus kecuali pada titik-titik dimana laju pemanasan atau pendinginan yang mengalami perubahan. Terlihat ada tiga titik yang mengalami perubahan pada saat dilakukan pemanasan ataupun pendinginan. Titik ini yang bertepatan dengan terjadinya perubahan struktur disebut titik transformasi. Titik transformasi pada saat terjadi proses pemanasan diberi lambang Ac1, Ac2 dan Ac3. Huruf ”c” adalah huruf permulaan dari kata Perancis chauffage yang berarti memanaskan. Sedangkan untuk proses pendinginan disebut dengan memberi lambang Ar1, Ar2dan Ar3. Huruf ”r” diambil dari kata refroidissement yang berarti mendinginkan.
Perubahan-perubahan yang terjadi pada titik-titik kritis tersebut, dinamakan perubahan ”alotropik” . Pada titik ini baja mengalami susunan kimia tetap, tetapi terjadi perubahan sifat seperti: tahanan listrik, struktur atom dan kehilangan sifat magnetik. Perubahan ”alotropik” adalah perubahan mampu balik (reversibel) pada struktur atom logam yang diikuti dengan perubahan sifat. Titik-titik kritis tersebut harus diketahui, mengingat perlakuan panas pada baja meliputi pemanasan di atas daerah tersebut. Misalnya baja akan menjadi lebih keras bila dipanaskan di atas daerah kritis bawah (Ac1) dan kadang-kadang di atas daerah kritis atas (Ac3).
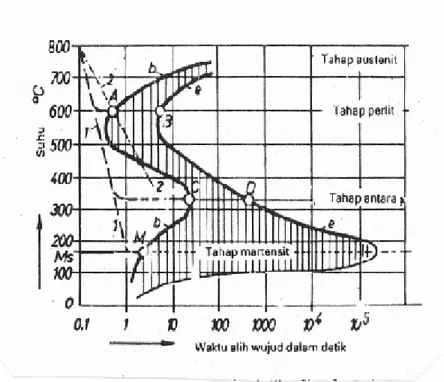
2.1.5 Diagram WaktuTemperaturPeralihan wujud (TimeTemperature
-Transformation)
Hasil yang diharapkan dari perlakuan panas pada baja berupa meningkatnya
kekerasan material dapat dipengaruhi oleh kecepatan pendinginannya. Hal ini disebabkan karena kecepatan pendinginan tertentu dapat membentuk struktur yang dikehendaki. Perubahan bentuk struktur dan besar temperatur atau suhunya
dapat diperhatikan pada diagram gambar 2.3.
Gambar 2.3 Diagram Waktu
dengan kandungan 0,9 % C Keterangan:
1. Garis pendinginan cepat menuju tahap martensit.
2. Garis pendinginan lambat melalui tahap perlit dan tahap antara.
Diagram ini memiliki skala suhu pada sumbu tegak dan sumbu mendatarnya adalah skala waktu. Pendinginan yang merupakan penurunan tem
sebelumnya, terhadap waktu yang dibutuhkan adalah fungsi dari kecepatan. Kecepatan pendinginan dari suatu temperatur tertentu menjadi temperatur yang lebih rendah, akan berakibat pada perubahan wujud struktur. Jika baja panas didinginkan dari kondisi austenit ke temperatur yang lebih rendah dan dipertahankan disini, lintasan mendatar dari sumbu tegak hingga memotong garis liku “ S “ pertama (sebelah kiri) menunjukkan waktu yang dibutuhkan untuk mencapai awal terbentuknya austenit. Sedangkan tit
dapat diperhatikan pada diagram Time-Temperature-Transformation ( T
(Alois Schonmetz dkk, 1985) Gambar 2.3 Diagram Waktu-Temperatur-Peralihan wujud untuk baja karbon
dengan kandungan 0,9 % C
Garis pendinginan cepat menuju tahap martensit.
Garis pendinginan lambat melalui tahap perlit dan tahap antara.
Diagram ini memiliki skala suhu pada sumbu tegak dan sumbu mendatarnya adalah skala waktu. Pendinginan yang merupakan penurunan tem
sebelumnya, terhadap waktu yang dibutuhkan adalah fungsi dari kecepatan. Kecepatan pendinginan dari suatu temperatur tertentu menjadi temperatur yang lebih rendah, akan berakibat pada perubahan wujud struktur. Jika baja panas kondisi austenit ke temperatur yang lebih rendah dan dipertahankan disini, lintasan mendatar dari sumbu tegak hingga memotong garis liku “ S “ pertama (sebelah kiri) menunjukkan waktu yang dibutuhkan untuk mencapai awal terbentuknya austenit. Sedangkan titik potong kedua pada garis Transformation ( T-T-T )
(Alois Schonmetz dkk, 1985) untuk baja karbon
Garis pendinginan lambat melalui tahap perlit dan tahap antara.
Diagram ini memiliki skala suhu pada sumbu tegak dan sumbu mendatarnya adalah skala waktu. Pendinginan yang merupakan penurunan temperatur dari sebelumnya, terhadap waktu yang dibutuhkan adalah fungsi dari kecepatan. Kecepatan pendinginan dari suatu temperatur tertentu menjadi temperatur yang lebih rendah, akan berakibat pada perubahan wujud struktur. Jika baja panas kondisi austenit ke temperatur yang lebih rendah dan dipertahankan disini, lintasan mendatar dari sumbu tegak hingga memotong garis liku “ S “ pertama (sebelah kiri) menunjukkan waktu yang dibutuhkan untuk ik potong kedua pada garis
liku “ S “ (sebelah kanan), menunjukkan saat berakhirnya perubahan wujud. Jarak antara titik potong pertama sampai titik potong ke dua pada garis liku “ S “ adalah waktu yang dibutuhkan untuk proses peralihan wujud.
Sebuah garis yang melintas dari kiri atas ke kanan bawah, menunjukan pendinginan merata. Waktu yang dibutuhkan untuk pendinginan merata ini dapat dibaca pada sumbu mendatar. Semakin pendek waktu yang dibutuhkan, akan semakin tinggi kecepatan pendinginannya. Hal ini nampak pada semakin curamnya garis pendinginan.
Komponen mesin yang memiliki bentuk besar, perambatan pendinginan untuk sampai ke bagian dalam membutuhkan waktu yang lebih lama. Perambatan pendinginan ini akan berakibat pada peralihan wujud akan berlangsung lebih perlahan-lahan. Pendinginan lambat ini diperlihatkan pada garis pendinginan nomor “2”, dimana garis ini tidak begitu curam dan memotong garis liku “ S “ pertama di dua titik. Nampak disini akan terbentuk sebagian peralihan wujud tahap perlit ataupun tahap antara termasuk dalam daerah temperatur yang terpotong.
Setiap jenis baja memiliki diagram T-T-T nya sendiri, diagram ini selalu menampilkan daerah temperatur yang mencerminkan kecenderungan terbesar austenit untuk melakukan peralihan wujud, dan kecepatan pendinginan yang dibutuhkan untuk membentuk martensit tanpa melalui tahap perlit. Bila hal ini dikehendaki, garis pendinginan tidak boleh memotong garis liku “ S “ pertama dititik manapun. Letak bentuk garis liku “ S “ untuk masing-masing jenis baja dipengaruhi jumlah kandungan karbon yang ada di dalamnya. Semakin sedikit kandungan karbon pada baja, akan semakin ke kiri letak garis liku “ S “ yang pertama. Akibatnya akan semakin curam pula garis pendinginannya. Hal ini menunjukan bahwa pendinginan harus dilakukan lebih cepat agar terbentuk wujud martensit.
2.2 Pengerasan Permukaan ( surface hardening )
Komponen mesin yang saling bergesekan dengan pasangannya pada saat mencapai fungsi rakitan (assembling), membutuhkan permukaan yang keras dan
tahan aus. Namun juga memerlukan bagian inti yang ulet agar mampu menerima beban dinamis. Sifat material seperti ini dapat diperoleh melalui pengerasan permukaan. Pengerasan permukaan terhadap material baja dapat dilakukan melalui dua cara, yaitu :
(1). Pengerasan permukaan pada material baja yang mengandung serendah-rendahnya 0,35 % karbon. Baja ini telah memenuhi syarat untuk dikeraskan secara langsung. Pemanasan pada temperatur pengerasan dilakukan secara cepat, agar panas tersebut hanya mencapai kedalaman permukaan yang tipis. Selanjutnya dilakukan proses pendinginan kejut agar dicapai struktur martensit hanya pada permukaannya saja dan intinya masih ulet.
(2). Pengerasan permukaan pada material baja yang mengandung setinggi-tingginya 0,2 % karbon. Baja ini termasuk dalam kelompok baja karbon rendah, yang tidak bisa langsung dikeraskan. Penambahan unsur karbon dibutuhkan agar jumlah kandungannya meningkat sehingga memenuhi syarat permukaannya saja, karena hal ini tergantung pada hasil difusi karbon kedalam struktur baja (Schonmetz Alois dkk, 1985).
Pengerasan permukaan pada material baja karbon rendah dapat dilakukan melalui cara sebagai berikut :
(a) Karburasi (carburizing), adalah memanaskan baja di atas temperatur Ac3 dalam lingkungan yang mengandung karbon. Baja pada sekitar temperatur kritis mempunyai afinitas terhadap karbon. Karbon diabsorpsi ke dalam logam membentuk larutan padat dengan baja dan lapisan luar memiliki karbon kadar tinggi. Bila dibiarkan lebih lama, karbon akan mempunyai kesempatan untuk berdifusi ke bagian lebih dalam. Tebal lapisan tergantung pada waktu dan temperatur perlakuan panas.
(b) Karbonitriding, adalah memanaskan baja di atas temperatur kritis didalam lingkungan gas dan terjadi penyerapan karbon dan nitrogen. Gas amonia atau gas yang kaya akan karbon bisa digunakan untuk proses ini.
(c) Cyaniding,adalah memasukan baja kedalam dapur yang mengandung garam cyanida natrium, temperaturnya sedikit diatas daerah Ac1. Waktu penahanan
pemanasan tergantung pada permukaan yang akan dikeraskan. Selanjutnya baja dimasukan ke pendingin air atau minyak untuk mendapatkan permukaan yang keras.
(d) Nitriding, adalah memanaskan logam sampai sekitar 510º C didalam lingkungan gas amonia selama beberapa waktu.
akan membentuk nitrida keras yang menyebar merata pada permukaan logam.
2.2.1 Difusi Atom
Ketika temperatur meningkat dan atom
mengalami vibrasi yang lebih energetik, maka sebagian kecil fraks atom tersebut akan mengalami perubahan posisi dalam kisi.
Gambar 2.4 Pergerakan atom dengan energi aktivasi.
Tidak hanya tergantung pada temperatur, tetapi juga tergantung pada seberapa eratnya atom-atom terikat pada posisinya. Energi yang diperlukan oleh sebuah atom untuk mengubah posisi disebut energi aktivasi (gambar 2.4).
Atom karbon mempunyai ukuran cukup k
2004). Ukuran tersebut dapat menempati posisi interstisial diantara sejumlah atom besi fcc, jika atom karbon mempunyai cukup energi. Energi atom karbon untuk antung pada permukaan yang akan dikeraskan. Selanjutnya baja dimasukan ke pendingin air atau minyak untuk mendapatkan permukaan yang
Nitriding, adalah memanaskan logam sampai sekitar 510º C didalam lingkungan gas amonia selama beberapa waktu. Nitrogen yang diserap oleh logam akan membentuk nitrida keras yang menyebar merata pada permukaan logam.
temperatur meningkat dan atom-atom di dalam cairan padat mengalami vibrasi yang lebih energetik, maka sebagian kecil fraks
atom tersebut akan mengalami perubahan posisi dalam kisi.
(Van Vlack, 2004) Gambar 2.4 Pergerakan atom dengan energi aktivasi.
Tidak hanya tergantung pada temperatur, tetapi juga tergantung pada seberapa atom terikat pada posisinya. Energi yang diperlukan oleh sebuah atom untuk mengubah posisi disebut energi aktivasi (gambar 2.4).
Atom karbon mempunyai ukuran cukup kecil dengan r ≈ 0,07 nm (Van Vlack, 2004). Ukuran tersebut dapat menempati posisi interstisial diantara sejumlah atom , jika atom karbon mempunyai cukup energi. Energi atom karbon untuk antung pada permukaan yang akan dikeraskan. Selanjutnya baja dimasukan ke pendingin air atau minyak untuk mendapatkan permukaan yang
Nitriding, adalah memanaskan logam sampai sekitar 510º C didalam Nitrogen yang diserap oleh logam akan membentuk nitrida keras yang menyebar merata pada permukaan logam.
dalam cairan padat mengalami vibrasi yang lebih energetik, maka sebagian kecil fraksi dari
atom-(Van Vlack, 2004) Gambar 2.4 Pergerakan atom dengan energi aktivasi.
Tidak hanya tergantung pada temperatur, tetapi juga tergantung pada seberapa atom terikat pada posisinya. Energi yang diperlukan oleh sebuah atom untuk mengubah posisi disebut energi aktivasi (gambar 2.4).
≈ 0,07 nm (Van Vlack, 2004). Ukuran tersebut dapat menempati posisi interstisial diantara sejumlah atom , jika atom karbon mempunyai cukup energi. Energi atom karbon untuk
melakukan difusi tersebut membutuhkan sekitar 34000 kal/mol (Van Vlack, 2004).
Konstanta proporsionalitas dari suatu atom disebut difusivitas atau koefisien difusi. Difusivitas bergantung pada sifat atom terlarut, sifat struktur padatan dan perubahan temperatur. Perbedaan harga difusivitas disebabkan karena :
(1). Makin tinggi temperatur menyebabkan difusivitas semakin tinggi, karena atom-atom memiliki energi termal yang lebih tinggi dan dengan demikian probabilitas untuk diaktifkan hingga melampaui hambatan energi antara atom juga lebih besar.
(2). Atom-atom karbon memiliki difusivitas yang lebih tinggi dalam besi dibandingkan dengan atom-atom nikel, karena atom karbon mempunyai ukuran lebih kecil.
(3). Atom-atom tembaga lebih mudah berdifusi kedalam aluminium dibandingkan kedalam tembaga, karena ikatan Cu-Cu lebih kuat dari pada Al-Al. (4). Atom-atom memiliki difusivitas yang lebih tinggi didalam besi bcc dibanding dengan didalam besi fcc. Hal ini disebabkan karena faktor penumpukan atomik dalam besi bcc lebih rendah.
(5). Difusi disepanjang batas butir berlangsung lebih cepat, karena batas butir merupakan zona cacat kristal dan memiliki penumpukan yang lebih rendah.
Aliran difusi atom dan gradient konsentrasi atom karbon didalam baja yang terkaburasi dapat dinyatakan dengan hukum I Fick (untuk kondisi Steady)
)
(
m2sAtom
X
D
CXJ
... (2.1) Dinyatakan pula oleh hukum II Fick (untuk kondisi Unsteady).)
(
ccx x t cD
………... (2.2) 2 2 x c x t cD
x
..…………... (2.3))
(
1
2 0 0 Dt x C Cs C Cerf
x
…………... (2.4) dimana :Jx = Fluks atau aliran atom netto .
Cs = konsentrasi permukaan. Co = Konsentrasi awal dari elemen.
Cx = konsentrasi elemen pada jarak x dari permukaan. t = lamanya proses perlakuan [detik]
x = jarak dari permukaan. erf = Gaussian error function
x Cx
= Gradian konsentrasi [atomm4 ]
Pengaruh terhadap ketergantungan temperatur dari koefisien difusi dapat ditentukan dengan persamaan shackelford sebagai berikut :
D = D0 exp
RTQ m² /dt ………... (2.5) (Shackelford, 1992) dimana :Do = koefisien difusi mula-mula [ m²/dt ] Q = gaya penggerak/ energi aktivasi [ J/mol ] R = konstanta gas universal [ J/mol.K ] T = temperatur absolut [ ° K ]
Persamaan ( 2.4 ) dan ( 2.5 ) menggambarkan bahwa proses difusi yang berlangsung dipengaruhi oleh faktor waktu dan temperatur. Oleh karena itu untuk menghasilkan pengkarbonan yang maksimal, diperlukan pengaturan waktu dan temperatur yang tepat.
2.2.2 Penambahan Karbon (Carburizing)
Penambahan karbon pada baja dilakukan menggunakan tiga cara yaitu: proses solid atau pack carburizing, proses liquid carburizing dan proses gas carburizing. Proses pack carburizing didefinisikan sebagai proses pelapisan permukaan baja dengan karbon padat di dalam kotak tertutup rapat, dikuti dengan pemanasan diatas temperatur kritis. Karbon padat yang biasa digunakan umumnya berupa arang kayu atau kokas, walaupun tidak menutup kemungkinan penggunaan dari sumber karbon lainnya.
Liquid carburizing (karburasi cair), baja dipanaskan di atas temperatur Ac1dalam dapur garam cyanida sehingga karbon dan sedikit nitrogen dapat berdifusi kedalam lapisan luar. Proses ini mirip dengan cyanida, hanya disini kulit luar mempunyai kandungan karbon yang lebih tinggi dan nitrogennya lebih rendah. Gas carburizing (karburasi gas), adalah penambahan karbon dengan menggunakan media gas seperti gas alam atau hidro-karbon dan propan (gas karbit). Metode ini digunakan untuk penambahan karbon untuk komponen mesin yang berukuran kecil yang dapat didinginkan langsung setelah pemanasan dalam dapur.
2.2.3 Karburasi Padat (Pack Carburizing)
Sudah banyak penelitian tentang karburasi padat (pack carburizing)
dilakukan oleh peneliti, diantaranya jenis arang yang digunakan sebagai sumber karbon. Arang kayu, kokas dan briket batu bara dengan campuran BaCO3 sebagai zat pengaktif karbon, telah diteliti dan dari ketiga jenis sumber karbon tersebut diantaranya menghasilkan berturut turut hasil yang paling keras dengan menggunakan briket batu bara diperoleh kekerasan 680 HV, kokas mencapai kekerasan 554 HV dan arang kayu kekerasannya 475 HV (Syamsuir, 2002). Waktu penahanan pada temperatur carburizing pernah pula diteliti, dan salah satunya menggunakan material baja AISI 1522 dengan sumber karbon arang tempurung kelapa dicampur dengan Na2CO3 sebesar 20 % sebagai bahan pengaktif, hasil yang diperoleh dari yang paling keras bertutur turut 773 HV untuk waktu penahanan 4 jam, 753 HV untuk waktu penahanan 3 jam dan 570 HV untuk waktu penahanan 2 jam (Sudarsono, 2003).
Perlakuan pack carburizing terhadap baja St 37 mampu meningkatkan fungsi penggunaannya dari kelompok baja karbon rendah menjadi pahat bubut. Penelitian ini memperoleh kesimpulan bahwa pahat bubut yang terbuat dari baja karbon rendah St 37 yang dikarburasi menggunakan arang batok kelapa bisa dijadikan sebagai alat potong alternatif yang dapat memotong baja atau material
lainnya seperti aluminium, kuningan dan sejenisnya (Rumendi dan Purnawarman, 2006).
Guna meningkatkan efektifitas karburasi padat pada baja karbon rendah sudah pula dilakukan. Penelitian ini menggunakan temperatur 850 º C dengan waktu penahanan selama 4 jam. Kesimpulan dalam penelitian ini menyatakan bahwa ukuran butir antara 250 μm sampai 600 μm adalah yang paling baik untuk melakukan proses karburasi padat. Pada ukuran butir ini diperoleh kekerasan permukaan baja meningkat 250 % dari kekerasan semula (Mujiyono dan Arianto Leman Sumowidagdo, 2008).
Pada penelitian ini melanjutkan hasil temuan peneliti terdahulu dengan cara mengkaji, bagaimana korelasi antara ukuran butir arang tempurung kelapa dengan harga kekerasan permukaan yang dihasilkan ?.
Pada temperatur kritis di atas Ac1 baja memiliki kecenderungan untuk berafinitas dengan karbon, dimana karbon akan diabsorpsi kedalam baja membentuk larutan padat. Bila berlangsung pada waktu yang cukup lama, maka lapisan luar akan memiliki kandungan karbon lebih tinggi dibandingkan sebelumnya. Penggunaan panas dengan temperatur austenisasi antara 850 º C sampai 950 º C, media karbon akan teroksidasi menghasilkan gas CO 2 dan CO. Gas CO akan bereaksi dengan permukaan baja membentuk atom karbon ( C ), dan selanjutnya berdefusi ke dalam baja. Reaksi pengkarbonan dapat dijelaskan sebagai berikut :
2C + O2 → 2 CO..………... (2.5 )
Ba CO3 + panas→ Ba O + CO2 ………... (2.7 ) CO2 + C → 2CO ………... (2.8 ) 2CO + panas → CO2 + C (larut dalam baja)……….…... (2.9 ) (Surdia dan Shinroku, 1999) Gas CO2ini sebagian akan bereaksi kembali dengan media karbon membentuk CO dan sebagian lagi akan menguap. Ketersedian oksigen yang cukup di dalam kotak dapat membantu kelancaran reaksi pengkarbonan. Oksigen
didalam kotak tertutup membutuhkan ruang. Ketersediaan ruang-ruang tersebut berada diantara butir-butir media karbon padat yang digunakan di dalam proses pack carburizing. Ukuran butir yang besar akan tersusun dan menghasilkan rongga yang menyediakan ruang cukup besar untuk oksigen. Sebaliknya bila ukuran butirnya lebih kecil maka akan tersusun dan menghasilkan rongga yang lebih kecil pula.
Struktur ferrit (besi α) dan austenit (besi γ) memiliki kemampuan untuk menampung atom-atom penyisip seperti atom karbon untuk membentuk larutan padat. Ukuran atom karbon yang relatif lebih kecil bila dibandingkan dengan atom besi, memungkinkan atom karbon masuk kedalam kisi besi α dan besi γ sebagai atom yang larut secara intersisi. Sebaliknya unsur paduan logam lain seperti mangan, nikel dan krom memiliki ukuran atom lebih besar sehingga bila masuk kedalam besi akan membentuk larutan padat substitusi (Abbaschian dan Robert, 1994)
Kemampuan atom karbon untuk masuk dan menyisip kedalam atom-atom besi pada bentuk larutan padat, menyebabkan kandungan karbon meningkat. Sehingga baja karbon rendah seperti St 37 dapat ditingkatkan sifat mekaniknya menjadi lebih baik. Seperti kemampuan untuk dikeraskan menjadi meningkat dan dapat digunakan sebagai material alternatif menggantikan baja karbon sedang maupun baja karbon tinggi. Sebagai material pengganti, baja St 37 melalui proses pack carburizing harus mempunyai kandungan karbon dengan kedalaman lapisan tertentu. Kedalaman lapisan karburasi (Case depth) dipengaruhi oleh kandungan karbon dari baja asal, temperatur dan waktu karburasi. Persamaan dari Harris dapat digunakan untuk rujukan mengistimasikan kedalaman lapisan karburasi :
Kedalaman lapisan (Casedepth)=10(6700/ )
6 , 31 T t inch ... (2.10 ) (Boyer dan Gall, 1985) dimana,
T = temperatur carburizing (Rankine) t = waktu carburizing ( jam )
Kedalaman lapisan (case depth) yang dapat dihasilkan oleh pack carburizing antara 0,75 hingga 4 mm. (Amstead, B.H, 1985)
2.2.4 Baja St 37
DIN 17-100 mengatur jenis baja karbon untuk keperluan pembuatan komponen mesin yang distandarkan menurut kekuatan tarik. Salah satunya adalah
jenis baja St 37, dimana baja ini mempunyai kekuatan tarik minimal 37 Kg/mm² dan maksimal 45 Kg/mm². Sedangkan kandungan karbon yang
dimilikinya sebesar 0,16 % berat. Data ini diambilkan dari tabel baja-baja konstruksi menurut ONORM M3111 sebagai berikut (Tabel 2.1),
Tabel 2.1 Baja Konstruksi menurut ONORM M 3111
Sebutan ONORM DIN 17-100 σH Kg/mm² σs Kg/mm² C % δs% Ø pena St 00 M - Sampai 50 - 0,12 30...26 4a St 34 M St 34-2 34 – 42 19 0,12 30 ...26 0,5 a St 37 M St 37-2 37 – 45 21 0,16 26 ...23 a St 42 M St 42-2 42 – 50 23 0,25 25...22 a St 50 M St 50 -2 50 -60 27 0`36 22 ...19 -St 60 M St 60-2 60 – 70 32 0,45 17 ...13 -St 70 M St 70-2 70 - 85 36 0,58 12 ... 8 -( Alois Schonmetz dkk,1985 ) Jenis material baja juga ditentukan oleh jumlah kandungan karbon yang terdapat didalamnya. Oleh sebab itu sebutan lainnya dikenal juga sebagai baja karbon. Klasifikasi untuk mengelompokan jenis baja menurut jumlah kandungan karbon dapat dilihat pada tabel 2.2 berikut ini.
Tabel 2.2 Klasifikasi Baja Carbon. Metal Typical Composition (Wt %) Typical Uses Low-Carbon (”Mild”) Steel. Fe: 0,04 to 0,3 C (≈ 0,8 Mn)
Low-stress Uses, General Construktional steel, suitable for welding.
Medium-Carbon Steel Fe: 0,3 to 0,7 C (≈ 0,8 Mn)
Medium Stress Uses, machinery part, nut and bolt, shafts, gears High-Carbon Steel Fe: 0,7 to 1,7
(≈0,8 Mn)
High-stress uses: Springs, Cutting tool, Dies
Low-alloy Steel Fe: 0,2, 0,8 Mn 1 Cr 2 Ni
High-Stress Uses : Pressure Vissels, Air craft part.
High-alloy (Stain lest) Steel
Fe: 0,1 C`0,5 Mn 18 Cr, 8 Ni
High-Temperature or anti-Corrotion Uses, Chimical or Steam plants.
( Ashby and Jones, 1999 )
Baja St 37 dengan kandungan karbon 0,16 % termasuk kedalam kelompok baja karbon rendah (Low-Carbon Steel). Kelompok baja ini masih mungkin untuk ditambah kandungan karbonnya, agar meningkat kemampuannya untuk bisa dikeraskan. Mengingat penggunaannya yang cukup luas untuk banyak komponen konstruksi mesin, termasuk kemungkinan sebagai material dasar komponen yang membutuhkan sifat keras dipermukaannya. Pengukuran kekerasan permukaan baja pada umumnya menggunakan metode Brinell, Vickers dan Rockwell .
BAB III
METODOLOGI PENELITIAN 3.1 Bahan Penelitian
Bahan yang digunakan dalam penelitian ini, meliputi dua macam yaitu : bahan sebagai obyek pengamatan dan pendukung kegiatan penelitian.
3.1.1 Bahan Pengamatan
Bahan utama sebagai obyek pengamatan adalah baja dengan kekuatan tarik 44 Kg/mm² ( lihat lampiran ). Baja ini masuk dalam kelompok baja St 37 dan memiliki kandungan karbon rendah. Hasil uji laboratorium untuk komposisi kimia menunjukkan unsur karbon ( C ) sebesar 0,044 % ( lihat lampiran ). Bahan dibentuk sesuai dengan tujuan yang ingin dicapai untuk masing-masing pengujian. Pengujian yang dilakukan untuk mengetahui sifat material baja specimen yang digunakan dalam penelitian ini, sebelum dan sesudah dilakukan perlakuan pack carburizing. Pada penelitian ini hanya akan dilakukan pengujian sifat mekanik (mechanical properties). Sifat mekanik material yang akan diuji sesuai dengan tujuan pack carburizing adalah kekerasan ( hardness ) permukaan material.
3.1.2 Bahan Pendukung
Bahan pendukung yang digunakan dalam penelitian ini adalah : (1). Arang tempurung kelapa.
Penggunaan arang tempurung kelapa dalam percobaan ini merupakan pilihan diantara sumber karbon lainnya. Sumber karbon merupakan media dalam proses pack carburizing untuk meningkatkan kandungan karbon pada baja. Arang tempurung kelapa yang digunakan berupa serbuk. Bentuk serbuk dipilih untuk memudahkan dalam membedakan ukuran butir. Perbedaan ukuran butir ini dilakukan sesuai dengan tujuan yang ingin dicapai dalam percobaan ini. Serbuk arang tempurung kelapa diayak untuk mendapatkan beda ukuran butir dalam empat macam dengan katagori kelompok A, B, C dan D.
(2). Barium Karbonat (Ba CO3).
Bahan aktivator dibutuhkan agar proses penambahan karbon dari media ke baja dapat berlangsung dalam keadaan gas. Aktivator atau unsur energizer yang digunakan adalah barium karbonat. Barium karbonat (Ba CO3) akan dicampur dengan arang tempurung kelapa. Komposisi campuran arang tempurung kelapa 90 % dan barium karbonat (Ba CO3) 10 %. Campuran ini bersama specimen dimasukkan kedalam kotak baja untuk selanjutnya dilakukan proses pack carburizing
3.2 Alat dan Peralatan Penelitian 3.2.1 Mesin Perkakas
Pembuatan specimen sesuai dengan bentuk standar untuk suatu pengujian bahan, maupun bentuk lain yang disesuaikan dengan kebutuhan percobaan menggunakan mesin-mesin perkakas. Mesin perkakas yang digunakan adalah mesin bubut, mesin milling dan mesin gerinda. Mesin bubut dan mesin milling digunakan untuk membentuk specimen sesuai dengan standar uji bahan. Sedangkan mesin gerinda digunakan untuk proses finishing permukaan untuk mencapai tingkat kekasaran permukaan yang disyaratkan dalam pengujian. Salah satu mesin perkakas berupa mesin bubut yang digunakan untuk membentuk specimen percobaan dapat diperhatikan seperti pada gambar 3.1 berikut ini.
Gambar 3.1 Mesin bubut.
3.2.2 Dapur Pemanas
Proses pemanasan baja didalam kotak untuk mencapai temperatur austenisasi digunakan dapur pemanas. Dapur ini menggunakan arus listrik untuk memfungsikan elemen pemanas. Elemen pemanas akan memanaskan ruangan proses sesuai dengan pengaturan temperatur dan waktu. Dapur pemanas ini dilengkapi dengan pengatur temperatur yang sesuai dengan keinginan, dengan demikian tahapan pemanasan yang diperlukan dalam proses pack carburizing dapat diatur. Pengaturan dilakukan untuk memenuhi kebutuhan akan penahanan waktu maupun peningkatan temperatur. Dapur pemanas ini memegang peranan penting selama proses berlangsung. Kondisi dapur pemanas menjadi syarat utama berhasilnya proses karena temperatur yang ditunjukan dan waktu penahan merupakan faktor yang dipertahankan. Dapur pemanas yang digunakan dapat dilihat pada gambar 3.2 di bawah ini.
Gambar 3.2 Dapur Pemanas.
3.2.3 Kotak (box) Carburizing
Media karbon padat yang digunakan dalam proses pack carburizing, menggunakan kotak (box) baja. Kotak ini harus mampu menerima panas pada temperatur tinggi tanpa mengalami perubahan bentuk. Kotak baja yang dipilih sebagai tempat specimen bersama media karbon berbentuk silinder. Kotak silinder dilengkapi penutup yang diikat dengan dua buah baut dan mur. Baut dan mur ditempatkan pada sisi silinder berfungsi untuk mengunci rapat kotak pada waktu proses berlangsung. Kotak baja yang tertutup disyaratkan harus rapat, tidak boleh ada kebocoran sedikitpun. Karena proses karburasi didalam kotak harus berlangsung secara sirkulasi tertutup. Kebocoran akan mengakibatkan terjadinya oksidasi pada permukaan specimen. Oksidasi ini akan membentuk warna hitam sampai munculnya kerak dipermukaan, sehingga ini akan mengakibatkan kegagalan proses pack carburizing tersebut. Kotak yang digunakan pada proses pack carburizing dapat diperhatikan pada gambar 3.3 berikut ini.
Gambar 3.3 Kotak carburizing dan tutupnya.
3.2.4 Pengujian Sifat Material
Mesin-mesin uji material digunakan untuk menguji sifat material sebelum dan sesudah dilakukan proses pack carburizing. Spectrometer digunakan menguji komposisi kimia dari material dasar untuk pembuatan specimen. Begitu pula kekerasan permukaan dari specimen, sebelum dan sesudah dilakukan pack carburizing dilakukan pengujian. Kedalaman atom karbon yang masuk berdifusi kedalam struktur baja akan diketahui melalui pengambilan gambar struktur mikro dari specimen. Beberapa alat uji yang digunakan pada percobaan ini berturut-turut dapat dilihat pada bambar berikut ini.
(1). Mesin uji kekerasan material.
Mesin uji kekerasan yang digunakan dalam penelitian ini, dipilih menggunakan uji kekerasan cara mikro dan makro. Cara mikro dipertimbangkan terhadap kemungkinan seberapa jauh keberhasilan gas karbon berdifusi kedalam permukaan specimen. Pada kondisi panas temperatur karburasi gas karbon secara berangsur-angsur akan mendesak masuk mencapai kedalaman tertentu.
Kedalaman berapa dari permukaan terluar specimen yang belum diketahui mengharuskan tindakan yang hati-hati pada saat melakukan pengujian. Sedangkan uji kekerasan makro bisa digunakan sebagai barometer pembanding hasil pengukuran mikro. Alat uji kekerasan mikro menggunakan metoda Micro Vickers Hardness Tester, mengunakan mesin uji seperti terlihat pada gambar 3.4 berikut ini.
Gambar 3.4 Micro Vickers Hardness Tester
Sedangkan untuk uji kekerasan makro menggunakan metoda Rockwell B, dengan alat uji Rockwell Hardness Tester seperti pada gambar 3.5 berikut ini.
Gambar 3.5 Rockwell Hardness Tester
(2). Mikroskop Metalurgi (Metallurgical Microscope).
Sejumlah atom karbon yang berhasil berdifusi kedalam struktur baja, adalah bukti keberhasilan proses pack carburizing yang dilakukan. Oleh sebab itu harus dapat diukur untuk diketahui dengan pasti seberapa keberhasilannya. Sehubungan dengan hal tersebut, pengambilan gambar struktur baja St 37 yang digunakan sebagai sample percobaan harus dilakukan. Pengambilan gambar struktur mikro baja dilakukan menggunakan alat metallurgical microscope. Alat ini dapat memperbesar gambar mikro struktur material specimen sehingga dapat dilihat dengan jelas. Hasil gambar mikro struktur dari specimen yang telah melalui proses pack carburizing dapat digunakan pula untuk mengukur seberapa jauh atom karbon yang telah berhasil berdifusi. Pengambilan gambar dari tepi terluar
specimen dapat menunjukan kedalaman yang diukur dari tepi sampai tidak ditemukan lagi karbon. Alat yang digunakan dapat dilihat pada gambar 3.6 berikut ini.
3.3 Cara Percobaan
Urutan kegiatan penelitian mengikuti diagram alir sebagai berikut
Gambar 3.7 Diagram alir proses percobaan. Mulai
Pemilihan bahan (Uji komposisi kimia)
Pembuatan kotak baja
Pembuatan specimen
Di pack carburizing Tidak di pack carburizing
Mencampur arang sesuai kelompok ukuran + Ba CO
3
Kelompok A Kelompok B Kelompok D
Proses pack carburizing T=900º C, t= 2 jam
Pendinginan perlahan-lahan
Uji Micro dan macro hardness Metallurgical Microscope
Analisa data dan kesimpulan
Selesai
Pembuatan bubuk arang
3.3.1 Persiapan Percobaan
Pemilihan material dasar (raw materials) dilakukan pada awal kegiatan. Hal ini dilakukan untuk mendapatkan material baja yang sesuai kreteria penelitian. Selanjutnya mempersiapkan mesin dan alat-alat yang digunakan untuk penelitian. Persiapan ini dilakukan untuk memastikan semua mesin dan alat-alat tersebut dalam kondisi siap digunakan. Selain itu pembelian arang tempurung kelapa, barium karbonat, baja untuk kotak carburizing dan ampelas halus dilakukan pula.
3.3.2 Pembuatan Kotak Carburizing
Kotak (boxs) carburizing dibuat terlebih dahulu, menggunakan konstruksi
sambungan las. Perencanaan bentuk kotak dipertimbangkan terhadap kapasitas dapur pemanas yang digunakan. Konstruksi kotak dibuat berbentuk silinder dengan ukuran diameter dalam 130 mm dan tinggi 80 mm. Kotak dilengkapi penutup, agar pada saat digunakan dapat terkondisi rapat tidak terjadi kebocoran. Penutup menggunakan pengunci dengan menggunakan pasangan baut dan mur . Ulir dari baut dan mur mempunyai ukuran M 8, agar penutup dapat terpasang kuat dan rapat dengan badan kotak.
3.3.3 Membuat Bubuk (powder) Arang Tempurung Kelapa
Arang tempurung kelapa diperoleh dengan ukuran keping yang tidak
beraturan. Bentuk ini diseragamkan dengan cara menjadikan keping arang menjadi bubuk (powder). Bubuk arang tempurung kelapa dihaluskan dan diayak untuk mendapatkan ukuran butir berturut turut : 170 mesh, 100 mesh, 70 mesh dan 50 mesh. Ukuran ini masing-masing sama dengan 0,09 mm, 0,15 mm, 0,212 mm dan 0,3 mm.
3.3.4 Membuat Specimen
Uji kekerasan dan micrografi menggunakan specimen yang sama, agar memperoleh data yang dapat dihubungkan antara gambar micrografi dengan hasil uji kekerasan permukaan.
Uji kekerasan material menggunakan metoda Micro dan macro hardness, pengujian ini meliputi material dasar yaitu dari baja St 37 sebelum dan sesudah dilakukan proses pack carburizing. Ada dua jenis bentuk material dasar yang digunakan yaitu, specimen berbentuk silinder dengan ukuran diameter 175 mm, tebal 100 mm dan kubus ukuran 20 x 20 mm dengan tebal 30 mm.
Specimen penelitian yang digunakan seperti terlihat pada gambar 3.8 di bawah ini:
Gambar 3.8 Specimen Penelitian dimana :
(a). Specimen 1 untuk uji kekerasan makro. (b). Specimen 2 untuk uji kekerasan mikro.
3.3.5 Proses Pemanasan Specimen
Specimen bersama media karbon disusun dan diletakkan di dalam kotak carburizing. Pengaturan posisi masing-masing specimen didalam kotak mengikuti susunan berlapis yaitu: lapisan dasar adalah bubuk arang, specimen dan bubuk arang. Kotak carburizing tidak terisi penuh sampai menyentuh tutup kotak, tetapi
Speci men 2
Speci men 1
tersedia ruang untuk udara 20 mm dari sisi dalam tutup. Tutup kotak dipasang dan dirapatkan menggunakan tanah liat. Selanjutnya kotak carburizing dimasukkan kedalam dapur. Seperti terlihat pada gambar 3.9 berikut ini.
Gambar 3.9 Memasukkan kotak carburizing kedalam dapur.
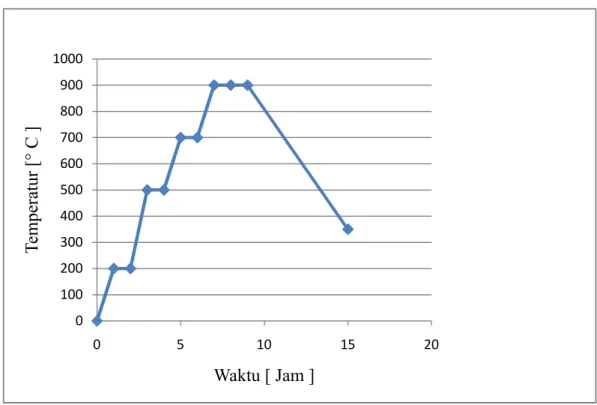
Pemanasan dalam ruangan dapur dilakukan secara bertahap, tahap pertama 200 º C selama 1 jam, tahap ke dua 500 º C selama 1 jam dan 700º C selama 1 jam, terakhir pada temperatur carburizing 900 º C selama 2 jam. Selanjutnya dilakukan pendinginan secara perlahan-lahan, dimana dapur dimatikan dan ditunggu sampai turun pada temperatur 350º C. Setelah mencapai temperatur tersebut, pintu dapur dibuka untuk mengeluarkan kotak carburizing. Diluar ruangan dapur tutup kotak carburizing dibuka, semua specimen dkeluarkan untuk didinginkan secara terbuka. Proses pemanasan dan pendinginan specimen dapat digambarkan sebagai berikut .
Gambar 3.10 Diagram pemanasan dan pendinginan specimen.
3.3.6 Menguji Specimen Hasil Pack Carburizing
Setelah melalui pendinginan diluar kotak carburizing, akan nampak masing-masing permukaan specimen menjadi lebih hitam. Perubahan warna terang menjadi hitam ini, merupakan salah satu indikasi telah terjadinya perlakuan panas. Dalam hal ini perlakuan panas yang dilakukan adalah proses pack carburizing. Walaupun demikian permukaan specimen tidak boleh muncul kerak karbon. Karena kerak karbon ini menunjukan telah terjadi oksidasi yang mengakibatkan karbon dipermukaan terbakar. Terbakarnya karbon meninggalkan bekas pembakaran berupa kerak. Oleh sebab itu salah satu pertanda keberhasilan suatu proses pack carburizing, bila pada saat specimen dingin permukaannya tidak berkerak. Gambar 3.11 berikut ini memperlihatkan specimen setelah diproses pack carburizing. Bisa dibandingkan permukaan specimen gambar 3.11 dengan specimen gambar 3.8. 0 100 200 300 400 500 600 700 800 900 1000 0 5 10 15 20 Te m pe ra tu r [° C ] Waktu [ Jam ]