457
ANALISIS KEMAMPUAN PROSES DENGAN MEMPERHATIKANLINGKUNGAN DAN KETELITIAN KERJA OPERATOR
Kim Budi Winartoa, Frida Budilasitab
Jurusan Ekonomi Manajemen, Fakultas Ekonomi, Universitas Surakartaa
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Islam Indonesia,
Jogjakartab
E-mail : [email protected]a, [email protected]b
ABSTRAKSI
Produk dikatakan bermutu apabila dapat memuaskan konsumen. Kualitas produk dapat dipengaruhi oleh banyak faktor diantaranya faktor kondisi lingkungan kerja dan operator dalam menjalankan proses produksinya. Seperti halnya PT. POP di Klaten, Jawa Tengah ini, operator rata-rata bekerja lebih dari 8 jam (lembur) untuk memenuhi order sehingga perlu diperhatikan kesehatan dan kenyamanan operator. Operator memerlukan kondisi lingkungan yang nyaman dan kondusif (ergonomis) untuk menjalankan mesin dalam pengendalian proses. Sehingga minimalisasi kecacatan produk dapat terlaksana. Ketelitian kerja operator dapat didukung melalui kondisi lingkungan kerja seperti pencahayaan, temperatur dan kebisingan. Dimana ketiga faktor tersebut merupakan pendukung yang perlu diperhatikan untuk mencapai target produk yang dihasilkan. Dari permasalahan tersebut perlu memperhatikan adanya pendekatan lingkungan ergonomis yang mencakup pencahayaan, kebisingan dan temperatur terhadap kemampuan proses. Selain itu juga memperhitungkan penerapan peta pengendali pada dengan pendekatan pengendalian statistik.
Kata kunci : ketelitian kerja, kemampuan proses, lingkungan kerja 1. Latar Belakang
Dewasa ini persaingan dunia industri semakin meningkat, menyebabkan banyak perusahaan harus berfikir keras untuk mencapai dan mempertahankan keuntungan yang maksimal. Dengan adanya persaingan tersebut perusahaan dituntut untuk dapat memenuhi target dan memperbaiki kinerja dari perusahaan, baik dari segi sumber daya manusia maupun dari kondisi lingkungan kerja perusahaan.
Dalam suatu sistem kerja dibutuhkan adanya keseimbangan dari ketiga aspek penting yaitu manusia, alat dan lingkungan kerja. Interaksi dari ketiga hal tersebut akan menentukan hasil dari pekerjaannya. Sehinggga dapat tercapainya kesesuaian antara suasana kerja dengan manusianya. Faktor-faktor lingkungan kerja seperti pencahayaan, temperatur dan kebisingan merupakan beberapa faktor yang perlu diperhatikan dalam meningkatkan performansi kerja.
Kualitas produk dipengaruhi oleh banyak faktor. Diantaranya adalah faktor operator dalam menjalankan proses produksi. Untuk itu diperlukan sebuah pendekatan yang dapat meningkatkan peran operator guna mendukung usaha peningkatan dan
458
pemeliharaan kualitas produk. Untuk menjaga kualitas, diperlukan metode yang berkaitan dengan teknik analisis statistik dan ilmu ergonomi.
2. Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Mengetahui besarnya tingkat ketelitian proses yang optimal.
2. Mengetahui kondisi lingkungan kerja (pencahayaan, temperatur dan kebisingan) pada kemampuan proses.
3. Manfaat Penelitian
Adapun manfaat penelitian ini dilakukan adalah sebagai berikut :
1. Memberikan gambaran tentang pengaruh lingkungan kerja terhadap kemampuan proses.
2. Menambah pengetahuan aplikasi ergonomi dan analisis statistik pada pengendalian kualitas perusahaan.
4. Landasan Teori
Maksud dan tujuan dari disiplin ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan-permasalahan interaksi manusia dengan teknologi dan produk-produknya, sehingga dimungkinkan adanya suatu rancangan sistem manusia-mesin (teknologi) yang optimal. Dengan demikian disiplin ergonomi melihat permasalahan interaksi tersebut sebagai suatu sistem dengan pemecahan-pemecahan masalahnya melalui proses pendekatan sistem pula (Wignjosoebroto, 1995).
4.1 Pencahayaan
Penerangan sering mempengaruhi pembatasan seorang karyawan untuk melihat. Untuk dapat melihat dengan baik maka dibutuhkan suatu penerangan yang baik. Cakupan penerangan yang baik tersebut sebagai berikut : Sinar / cahaya yang cukup, sinar / cahaya yang tidak berkilau atau menyilaukan, tidak terdapat kontras yang tajam, terangnya cahaya (Brightness), distribusi cahaya, bayangan dan pemancaran/ penebaran cahaya, warna yang sesuai (Nurmianto, 1996). Penerangan yang baik adalah penerangan yang memungkinkan tenaga kerja dapat melihat objek-objek yang dikerjakan secara jelas, cepat dan tanpa upaya-upaya yang tidak perlu (Suma’mur, 1989).
Karena peranannya yang besar dalam pekerjaan, khususnya bagi industri dan komunikasi, diperlukan kemampuan alat penglihatan yang semaksimal mungkin dalam hal fungsi mata. Fugsi-fungsi yang terpenting ini meliputi : Kecepatan persepsi, Kepekaan terhadap persepsi dan Ketajaman visual.
Kecerahan (luminance) merupakan ukuran dari sebuah permukaan yang memancarkan sinar atau memantulkan sinar dari sumber cahaya. Satuan ukuran dari kecerahan ialah Apostilb (asb) atau stilb (Sb). Bahwa 1 Sb = 100.000 lux atau merupakan kadar cahaya dari sinar surya di tengah hari yang cerah.
4.2 Kebisingan
Suyatno 1985 mendefinisikan kebisingan adalah bunyi atau suara yang tidak dikehendaki, suara yang menjengkelkan. Definisi ini dapat meliputi variasi yang luas dari situasi bunyi yang dapat merusak pendengaran. Bising juga berasal dari dunia sekitar yang bisa merusakkan indera pendengaran. Terdapat dua hal yang dapat menentukan segi kualitas bunyi yaitu frekuensi dan intensitas bunyi.
Kebisingan yang menyebabkan ketulian (Noise Induced Deafness) berada pada rentang frekuensi 2000 – 6000 Hz. Para pekerja yang bekerja pada rentang
459
tersebut harus dites secara berkala pada kemampuan dengarnya dan yang penting lainnya adalah adanya umpan balik untuk mengetahui apakah informasi dapat diterima secara sempurna (Nurmianto, 1996).
Nilai Ambang Batas (NAB) kebisingan di tempat kerja berdasarkan Keputusan Menteri Tenaga Kerja No. 51/MEN/1999 yang merupakan pembaharuan dari Surat Edaran Menteri Tenaga Kerja No. 01/MEN/1987, besarnya rata-rata adalah 85 dB untuk waktu kerja terus-menerus tidak boleh melebihi dari 8 jam kerja/hari atau 40 jam/minggu. Pengaruh pemaparan kebisingan secara umum dapat dikategorikan menjadi dua yaitu didasarkan pada tinggi rendahnya intensitas kebisingan dan lamanya waktu pemaparan (Tarwaka et, al., 2004).
4.3 Temperatur
Rentang temperatur dimana manusia merasakan kenyamanan adalah sangat bervariasi. Variasi tersebut akan sangat tergantung, pertama dari jenis pakaian yang dipakai, dari aktivitas fisik yang dilakukan. Di Eropa nyaman ini terrletak pada suhu 20 – 23 º dan di negara tropis sekitar 26 – 27 º (Suyatno, 1985).
Oborne (1995) mengemukakan bahwa penelitian tentang pengaruh suhu panas terhadap performansi kerja menunjukkan hasil yang berbeda-beda. Tekanan panas memerlukan upaya tambahan pada anggota tubuh untuk memelihara keseimbangan panas. Menurut Pulat (1992) bahwa reaksi fisiologis tubuh (Heat Strain) oleh karena peningkatan temperatur udara di luar comfort zone adalah sebagai berikut : (Tarwaka
et, al., 2004)
1. Vasodilatasi
2. Denyut jantung meningkat
3. Temperatur kulit meningkat
4. Suhu inti tubuh pada awalnya turun kemudian meningkat dan lain-lain.
Energi kimia dari makanan diubah menjadi energi mekanik dan panas untuk menjaga agar panas badan tetap konstan. Bila terjadi kelebihan panas, dia akan dibuang pada lingkungannya. Tukar panas itu terjadi terus-menerus, sebagian akan tergantung kepada mekanisme fisiologis dan sebagian lainnya mengikuti hukum fisika yang relevan dengan proses alih panas (heat tranfer). Tukar panas dapat berlangsung melalui 4 jalan, yaitu : hantaran, konveksi, radiasi dan evaporasi (Nurmianto, 1996).
4.4 Pengendalian dengan Statistik
Pengendalian mutu dengan menggunakan metode statistik merupakan teknik pengendalian dengan mutu melalui perencanaan, pelaksanaan, pemeriksaan dan tindakan.
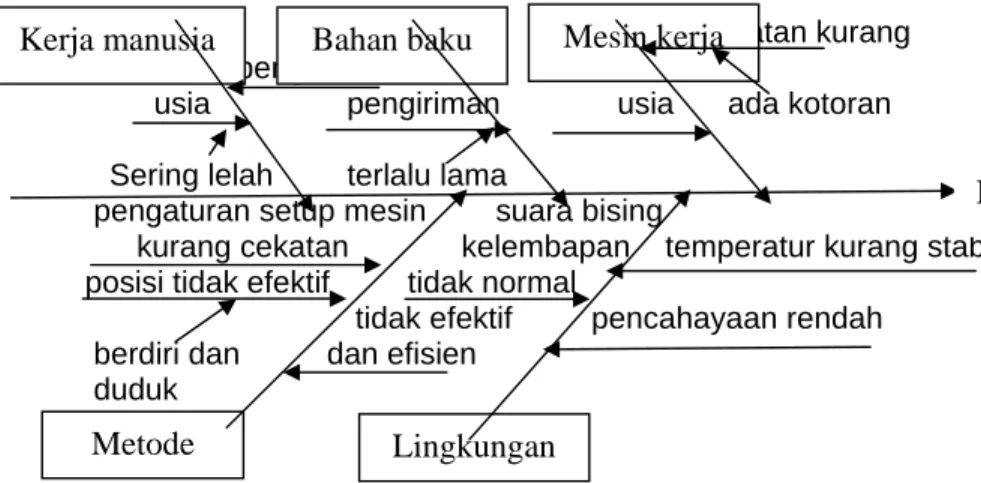
Dalam mencari faktor-faktor penyebab terjadinya suatu penyimpangan dapat dipelajari dengan memperhatikan diagram fishbone (diagram sebab akibat), dapat digambarkan sebagai berikut :
460
perawatan kurang
pengalaman
usia pengiriman usia ada kotoran
Sering lelah terlalu lama
pengaturan setup mesin suara bising
kurang cekatan kelembapan temperatur kurang stabil posisi tidak efektif tidak normal
tidak efektif pencahayaan rendah
berdiri dan dan efisien duduk
Gambar 1. Diagram Fishbone
Peta pengendalian digunakan untuk menggambarkan karakteristik mutu dan dinyatakan dalam bentuk angka variabel (Kume, 1985) :
a. Peta Kendali R , digunakan untuk menganalisis range dari proses produk.
UCL : D4 .
R
CL :
R
LCL : D3 .
R
b. Peta Kendali
X
, digunakan untuk mengendalikan rata-rata dari proses.UCL :
X
+ A2.R
CL :
X
LCL :
X
- A2.R
c. Indeks Kemampuan Proses, untuk mendapatkan proses dapat memenuhi spesifikasi atau tidak.
Nilai Cp =
σ
6
LSL
USL
−
Kriteria Penilaian :Cp < 1.00 => Menunjukkan kapabilitas proses rendah, sehingga perlu ditingkatkan performansinya melalui perbaikan proses.
5. Metodologi Penelitian 5.1 Subjek Penelitian
Penelitian ini dilakukan di perusahaan furniture PT. POP Klaten, Jawa Tengah. Faktor penelitian ini adalah tingkat pencahayaan, kebisingan, temperatur dan ketelitian produk (produk sukses). Data diperoleh dari 2 Departemen yaitu
1. Departemen processing
Proses diasumsikan sukses bila pemotongan (ukuran/ bentuk dimensi/ kerapatan tepat) dan pengamplasan (tidak berlubang dan rata)
2. Departemen finishing kualitas
Proses diasumsikan sukses bila kualitas kesesuaian warna tepat, halus, bersih,, lengkap asesoris.
Kerja manusia
Bahan baku
Mesin kerja
Lingkungan
Metode
461
5.2 Metode Pengumpulan DataDalam penelitian ini metode yang digunakan untuk mengumpulkan data-data yang diperlukan dengan menggunakan perlengkapan eksperimen anatara lain Sound
Level Meter untuk mengukur tingkat kebisingan ruangan, Thermometer untuk
mengukur temperatur ruangan, Lightmeter untuk mengukur tingkat intensitas cahaya. Pengamatan mencakup jumlah produk setengah jadi dalam proses, jumlah kesuksesan dan kegagalan pada 2 Departemen tersebut.
6. Hasil Penelitian 6.1 Pengumpulan Data
a. Data lingkungan fisik pada Departemen Prosessing adalah; temperatur ruangan 28 °C, Pencahayaan 125 lux dan Kebisingan 100 dB. Data hasil proses sebagai berikut :
Tabel 1. Tabel kemampuan proses pada Departemen Prosesing No Pengamata n Jumlah Produk Proses
Sukses Proses Gagal
Pemotongan Pengamplasa n 1 15 14 0 1 2 17 17 0 0 3 20 19 1 0 4 23 19 4 0 5 22 18 2 2 6 12 12 0 0 7 10 10 0 0 8 19 16 1 2 9 21 18 0 3 10 22 17 3 2
b. Data lingkungan fisik pada Departemen Finishing adalah; temperatur ruangan 30°C, Pencahayaan 200 lux dan Kebisingan 115 dB. Data hasil proses sebagai berikut :
462
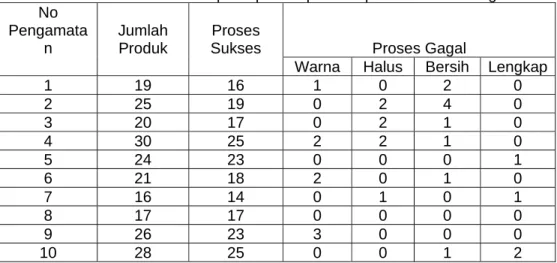
Tabel 2. Tabel kemampuan proses pada Departemen Finishing No Pengamata n Jumlah Produk Proses
Sukses Proses Gagal
Warna Halus Bersih Lengkap
1 19 16 1 0 2 0 2 25 19 0 2 4 0 3 20 17 0 2 1 0 4 30 25 2 2 1 0 5 24 23 0 0 0 1 6 21 18 2 0 1 0 7 16 14 0 1 0 1 8 17 17 0 0 0 0 9 26 23 3 0 0 0 10 28 25 0 0 1 2 6.2 Pengolahan Data
a. Uji Data produk
Tabel 3. Tabel uji data
Departemen Prosessing Finishing
9.21 7.76
Kecukupan Data (Data Cukup) (Data Cukup)
0.904 0.995
Uji Normalitas (Normal) (Normal)
b. Peta Kendali
X
danR
Tabel 4. Tabel Peta Kendali
X
danR
Departemen Batas Kendali
X
R
UCL 20.81 8.36 Prosessing CL 16 2.56 LCL 11.19 0 UCL 27.01 12.71 Finishing CL 19.70 3.89 LCL 12.39 0
463
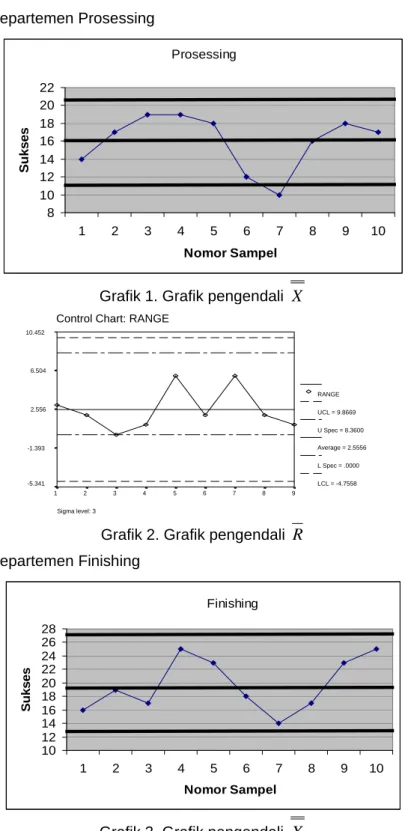
c. Grafik Pengendali Proses
1) Departemen Prosessing Prosessing 8 10 12 14 16 18 20 22 1 2 3 4 5 6 7 8 9 10 Nomor Sampel Su ks es
Grafik 1. Grafik pengendali
X
Control Chart: RANGE
Sigma level: 3 9 8 7 6 5 4 3 2 1 10.452 6.504 2.556 -1.393 -5.341 RANGE UCL = 9.8669 U Spec = 8.3600 Average = 2.5556 L Spec = .0000 LCL = -4.7558
Grafik 2. Grafik pengendali
R
2) Departemen Finishing Finishing 10 12 14 16 18 20 22 24 26 28 1 2 3 4 5 6 7 8 9 10 Nomor Sampel S u ks es
464
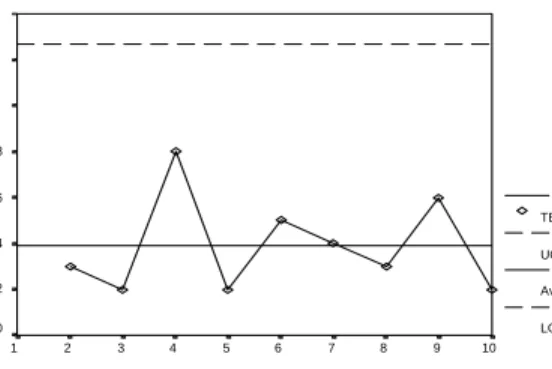
Control Chart: TELITI
Sigma level: 3 10 9 8 7 6 5 4 3 2 1 Moving Range of 2 14 12 10 8 6 4 2 0 TELITI UCL = 12.7032 Average = 3.8889 LCL = .0000
Grafik 4. Grafik pengendali
R
d. Nilai Cp
1) Departemen Prosessing, Cp = 0.706 2) Departemen Finishing, Cp = 0.349
7. Pembahasan
7.1 Pengendalian Statistik
Dari pengolahan data diperoleh bahwa banyaknya proses yang sukses untuk Departemen Prosessing sebesar 88.40 % dan proses yang gagal sebesar 11.60 %, untuk batas pengendali ada satu pengamatan ke tujuh yang diluar kendali sehingga perlu adanya pengendalian untuk mengetahui penyebab terjadinya hal tersebut, dari digram fishbone. Sedangkan pada Departemen Finishing terdapat 87.17 % proses sukses dan 12.83 % untuk proses gagal. Batas pengendali tidak terdapat data yang di luar kendali.
Untuk kemampuan proses didapatkan bahwa nilai Cp dari kedua departemen tersebut Cp < 1, maka perlu ditingkatkan performansinya melalui perbaikan proses.
7.2 Ergonomi
Dari data lingkungan fisik pada perusahaan di 2 departemen bahwa pada Departemen Prosesing dan Departemen Finishing, tingkat temperatur ruangan 28-30 °C berarti melebihi rata-rata suhu untuk negara tropis yaitu 26-27 °C, Pencahayaan 125-200 lux akan mengurangi tingkat ketelitian/ kecermatan operator, kondisi pencahayaan seharusnya ditambah mencapai 350-700 lux dan tingkat kebisingan 100-115 dB berarti melebihi ambang batas sehingga akan mengganggu pendengaran operator yang menyebabkan ketulian (Noise Induced Deafness) baik kebisingan kontinu atau random (Suyatno, 1985).
465
8. Kesimpulan1. Kemampuan proses pada kedua departemen masih kurang optimal. Pada Departemen Prosesing memiliki kemampuan proses yang lebih baik daripada Departemen Finishing yaitu memiliki kesuksesan proses dan nilai Cp lebih tinggi.
2. Kondisi lingkungan kerja pada kedua Departemen yang mencakup
pencahayaan perlu dinaikkan, kebisingan diminimalisasi dan temperatur perlu diminimalisasi sampai pada keseimbangan suhu ruangan utuk menghindari heat stress dan cold stress.
9. Daftar Pusataka
Grandjean, E., 1986. Fitting the Task to then Man, Taylor and Francis Ltd, 4 John Street, London WC1N 2ET.
Kume, H., 1988. Metode Statistik Untuk Penigkatan Mutu, PT. Mediyatama Sarana Perkasa, Jakarta.
Nurmianto, E, 1996. Ergonomi Konsep Dasar Dan Aplikasinya, PT. Guna Widya, Jakarta.
Oborne, D. J., 1987. Ergonomic At Work 2 Nd Edition, JohnWilwy & Sons, Inc.
Suma’mur, P. K, 1989. Ergonomi Untuk Produktivitas Kerja, CV. Haji Mas Agung, Jakarta.
Suyatno, S., 1985. Meningkatkan Produktivitas Dengan Ergonomi, PT. Pustaka Binaman Pressindo, Jakarta.
Tarwaka., Bakri, S., Sudiajeng, L, 2004. Ergonomi Untuk Keselamatan, Kesehatan
Kerja Dan Produktivitas, Uniba Press, Surakarta.