ISSN: 2339-2541 JURNAL GAUSSIAN, Volume 3, Nomor 2, Tahun 2014, Halaman 203 - 212 Online di: http://ejournal-s1.undip.ac.id/index.php/gaussian
OPTIMALISASI JUMLAH BATU BATA YANG PECAH MENGGUNAKAN DESAIN EKSPERIMEN TAGUCHI
(Studi Kasus: Usaha Batu Bata Bapak Kholil Ds. Bulak Karangawen)
Cakra Kurniawan1, Sugito2, Hasbi Yasin3 1
Mahasiswa Jurusan Statistika FSM UNDIP 2,3
Staff Pengajar Jurusan Statistika FSM UNDIP ABSTRACT
Brick is a substansial element in building construction. The strength of building may depend on bricks, a solid construction uses the best quality brick’s, which is not crumbling and broken into two parts. There are two popular types of bricks in Semarang, Penggaron bricks and Welahan bricks, Penggaron bricks is the most desirable type in market, but the quality of Penggaron bricks is worse than Welahan bricks, because the Penggaron bricks broken pieces are much more than Welahan’s. So that Penggaron bricks were taken to do research in purpose of
optimizing the number of brick’s broken pieces that occurred during the production process.
The method being used was the "Taguchi Design of Experiments" using Smaller is Better as quality character. The outcome of pre-experimental study was 3 factors and 2 levels so that L4 Orthogonal Array was used. After analyzing and conducting confirmation experiment, the result was obtained as follow, at the initial conditions, there are 4.6% of broken bricks, the broken bricks became 1.8%, after the experiment. The 1.8% of broken bricks were still within the range of the predicted value 1% to 2%.
Keywords: Bricks, Taguchi, Character Quality, Orthogonal Array 1. PENDAHULUAN
1.1. Latar Belakang
Menurut Wahyu (2013), sekitar 8000 SM di Mesopotamia, manusia menemukan pertama kali bahwa tanah liat dapat dibentuk dan di jemur untuk menghasilkan bahan bangunan. Menara Babel dibangun dengan menggunakan batu bata yang dijemur. Batu bata juga digunakan di banyak bagian di dunia seperti Timur Tengah, Afrika Utara dan Amerika Tengah dan Utara.
Bangunan-bangunan batu bata yang pertama di benua Amerika Utara di bangun pada tahun 1633 di Pulau Manhattan dengan menggunakan batu bata yang diimpor dari Belanda dan Inggris. Bagaimanapun juga pemanfaatan batu bata baru maksimal hingga ditemukan pembakaran batu bata dengan tungku yang menghasilkan batu bata yang betul-betul awet. Tungku batu bata yang pertama dioperasikan di Amerika Serikat sekitar tahun 1650. Batu bata yang dihasilkan pada masa lampau mungkin agak sulit untuk dikenali karena spesifikasi yang sangat berbeda. Misalnya batu batadari Assyria, di Mesopotamia beratnya lebih dari 18 kilogram, atau batu bata dengan bentuk segitiga digunakan untuk membangun Coloseum Roma, batu bata umum yang beredar di pasaran saat ini sangat tipis menyerupai tegel lantai.
Kesimpulannya adalah sejak dulu kala batu bata merupakan elemen yang sangat penting dalam pembuatan sebuah bangunan. Berdasarkan hal tersebut maka kekuatan sebuah bangunan salah satunya dipengaruhi dari kualitas dari batu batanya. Untuk membuat sebuah bangunan yang kokoh diperlukan batu bata dengan kualitas terbaik, yakni tidak remuk maupun batu bata yang pecah menjadi dua bagian. Terdapat dua jenis
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 204 batu bata yang populer di kota Semarang, yakni batu bata Welahan dan batu bata Penggaron. Batu bata Penggaron adalah jenis yang paling diminati pasar, tetapi kualitas batu bata Penggaron lebih jelek daripada batu bata Welahan, karena jumlah pecah batu bata Penggaron lebih banyak daripada batu bata Welahan. Penelitian ini menggunakan batu bata Penggaron dengan tujuan mengoptimalkan jumlah batu bata pecah yang terjadi saat proses produksi.
Untuk mengoptimalkan jumlah batu bata yang pecah dapat dilakukan dengan percobaan faktorial penuh. Percobaan faktorial penuh akan menimbulkan biaya percobaan yang banyak, karena banyaknya percobaan yang dilakukan. Salah satu cara menekan biaya penelitian yang dikeluarkan adalah dengan menggunakan Fractional Factorial Eksperimen salah satunya adalah menggunakan Metode Taguchi.
1.2. Tujuan
1. Mengidentifikasi faktor kunci yang mempunyai kontribusi terbesar pada rata-rata pecah batu bata yang diproduksi.
2. Menentukan kombinasi optimal dengan metode Taguchi sehingga dapat menekan jumlah pecah batu bata yang diproduksi.
2. TINJAUAN PUSTAKA 2.1. Profil Perusahaan
Bapak Partono Kholilullah (Bapak Kholil) merupakan salah satu pengrajin batu bata jenis Penggaron. Tempat usahanya terletak di Desa Bulak, Kelurahan Rejosari, Kecamatan Karangawen, Kabupaten Demak.
Awalnya Bapak Kholil adalah seorang petani. Pada tahun 2008 Bapak Kholil baru memulai menjadi pengrajin batu bata, karena penghasilan yang didapatkan dari memproduksi batu bata lebih besar daripada menjadi seorang petani. Lahan persawahannya dirubah menjadi tempat memproduksi batu bata. Usaha Bapak Kholil sendiri masih belum memiliki struktur organisasi yang jelas, karena posisi sekretaris dan bendaharanya adalah Ibu Tuminah yakni istri Bapak Kholil sendiri.
Bapak Kholil memiliki 30 orang pekerja. Pekerjanya adalah para tetangganya. Jam kerja pembuatan batu bata mulai pukul 05.00 WIB – 13.00 WIB. Produksi batu bata ini sehari mencapai 2.000 buah. Proses pembakaran dilakukan jika sudah tersusun 60.000 buah batu bata. Proses ini membutuhkan waktu satu bulan.
2.2. Metode Taguchi
Menurut Roy (1990), metode Taguchi merupakan suatu metode pengendalian kualitas sebelum proses berlangsung atau sering juga dinamakan offline quality control. Metode ini ditemukan oleh Dr. Genichi Taguchi dari Jepang. Taguchi menyertai filosofi yang baik untuk pengendalian kualitas dalam perindustrian. Tiga filosofi Taguchi:
1. Kualitas harus didesain ke dalam produk dan bukan hanya memeriksanya. 2. Kualitas yang baik dapat dijangkau dengan memperkecil deviasi dari sebuah
target. Produk akan dirancang sehingga bebas dari faktor yang membuat tidak terkontrol.
3. Nilai dari kualitas harus diukur sebagai sebuah fungsi deviasi dari standar tertentu dan kerugian harus diukur pada seluruh sistem.
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 205 2.3. Tahap Perencanaan Eksperimen
A. Penentuan Variabel Tak Bebas (Karakter Kualitas)
Menurut Gujarati (1997), variabel tak bebas adalah variabel yang perubahannya tergantung pada variabel-variabel lain atau disebut juga variabel respon. Menurut Roy (1990), dalam percobaan Taguchi karakter kualitas ada 3, yaitu:
1. Smaller is Better
Merupakan karakteristik terukur non negatif dengan nilai ideal nol. Pencapaian nilai yang mendekati nol maka kualitas semakin baik. Contoh: produk gagal (cacat), pemborosan, kebisingan, dan limbah.
2. Nominal is The Best
Merupakan karakteristik kualitas dengan nilai yang dapat berupa positif maupun negatif. Nilai yang diukur berdasarkan nilai target yang sudah ditentukan. Nilai yang mendekati target maka kualitas semakin baik. Contoh: ketebalan, berat, temperatur, dan tekanan.
3. Larger is Better
Merupakan karakteristik terukur dengan nilai nol negatif dan nilai ideal tak hingga. Pencapaian nilai tak hingga maka kualitas yang dihasilkan semakin baik. Contoh: kekuatan dan ketahanan.
B. Identifikasi Faktor-faktor (Variabel Bebas)
Menurut Gujarati (1997), variabel bebas adalah variabel yang perubahannya tidak tergantung pada variabel lain. Pada tahapan ini akan dipilih faktor-faktor mana saja yang akan diselidiki pengaruhnya terhadap variabel tak bebas yang bersangkutan.
Menurut Render (2009), beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang diteliti adalah: Brainstorming, diagram alir, diagram sebab-akibat.
C. Pemisahan Faktor Kontrol dan Faktor Ganggu
Menurut Nasrullah (2009), faktor-faktor yang diamati terbagi atas faktor kontrol dan faktor gangguan. Dalam metode Taguchi keduanya perlu diidentifikasi dengan jelas sebab pengaruh antara kedua faktor berbeda. Faktor kontrol adalah faktor yang nilainya dapat diatur atau dapat dikendalikan. Sedangkan faktor gangguan adalah faktor yang nilainya tidak bisa diatur atau dikendalikan, walaupun dapat diatur faktor gangguan akan mahal harga yang harus dikeluarkan.
D. Penentuan Jumlah Level Faktor dan Nilai Level Faktor
Menurut Nasrullah (2009), pemilihan jumlah level penting artinya untuk ketelitian hasil eksperimen dan biaya pelaksanaan eksperimen. Makin banyak level yang diteliti maka hasil penilitian akan lebih teliti karena data yang diperoleh semakin banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan biaya eksperimen. Dari alternatif faktor-faktor terkendali yang ada, maka dapat ditentukan level dari masing-masing faktor yang diteliti. Penentuan level ini dilakukan atas pertimbangan:
a. Nilai masing-masing level masih dalam batas range yang ditetapkan perusahaan.
b. Titik-titik level yang menunjukkan nilai ekstrim.
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 206 E. Pemilihan Orthogonal Array (OA)
Menurut Taguchi, dkk (2005), dalam desain eksperimen, ortogonal berarti seimbang, dipisahkan atau tidak dicampur. Kelebihan utama dari pemanfaatan OA menurut Taguchi adalah fleksibilitas dan kemampuan untuk menetapkan sejumlah variabel. Kelebihan tersebut sangat penting karena reproduksibilitas atau pengulangan dari kesimpulan yang diambil dari eksperimen yang memiliki skala kecil.
2.4. Tahap Pelaksanaan Eksperimen A. Jumlah Replikasi
Menurut Nasrullah (2009), replikasi adalah pengulangan kembali perlakuan yang sama dalam suatu percobaan dengan kondisi yang sama untuk memperoleh ketelitian yang lebih tinggi. Replikasi bertujuan untuk:
1. Mengurangi tingkat kesalahan percobaan. 2. Menambah ketelitian data percobaan.
3. Mendapatkan harga estimasi kesalahan percobaan sehingga memungkinkan diadakan tes signifikasi hasil eksperimen.
B. Randomisasi
Menurut Nasrullah (2009), secara umum randomisasi dimaksudkan untuk:
1. Meratakan pengaruh dari faktor-faktor yang tidak dapat dikendalikan pada semua unit percobaan.
2. Memberikan kesempatan yang sama pada semua unit percobaan untuk menerima suatu perlakuan sehingga diharapkan ada kehomogenan pengaruh pada setiap perlakuan yang sama.
3. Mendapatkan hasil pengamatan yang bebas (independen) satu sama lain. 2.5. Tahap Analisis
Pada tahap analisis dilakukan pengumpulan data dan pengolahan data yaitu meliputi pengumpulan data, perhitungan serta penyajian data dalam suatu lay out tertentu yang sesuai dengan desain yang dipilih untuk suatu percobaan yang dipilih. Selain itu dilakukan perhitungan dan penyajian data dengan analisis variansi, tes hipotesa dan penerapan rumus-rumus empiris pada data hasil percobaan.
A. ANOVA
Model linier untuk percobaan tiga faktor dengan dua level tanpa interaksi dengan r kali ulangan adalah:
i = 1, 2; j = 1, 2
k = 1, 2; m = 1, 2, …, r dengan:
Pengamatan pada faktor A perlakuan ke-i, faktor B perlakuan ke-j, faktor C
perlakuan ke-k, dengan ulangan ke-m.
Rata-rata keseluruhan
Pengaruh faktor A perlakuan ke-i Pengaruh faktor B perlakuan ke-j Pengaruh Faktor C perlakuan ke-k
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 207 Jika digunakan model tetap, asumsi yang harus dipenuhi:
1. bersifat tetap dengan E( ) = , Var( ) = 0 dan = 0. 2. bersifat tetap dengan E( ) = , Var( ) = 0 dan = 0. 3. bersifat tetap dengan E( ) = , Var( ) = 0 dan = 0
4. diasumsikan saling independent berdistribusi normal dengan rata-rata 0 dan variansi .
B. Strategi Pooling Up
Menurut Roy (1990), pooling up dianjurkan jika faktor ditentukan tidak signifikan dengan melakukan uji signifikansi terhadap error pada tingkat signifikansi α yang ditentukan.
Menurut Nasrullah (2009), strategi pooling up berfungsi untuk mengestimasi variansi error pada analisis varian. Sehingga estimasi yang dihasilkan akan lebih baik, karena strategi ini akan mengakumulasi beberapa varian error dari beberapa faktor yang kurang berarti.
C. Rasio Signal to Noise
Menghitung rasio S/N dari MSD menggunakan rumus:
Tabel 1. Rumus MSD untuk masing-masing karakter kualitas
Karakter Kualitas MSD
Smaller is Better
Nominal is the Best Larger is Better
2.6. Metode Interpretasi Hasil Eksperimen A. Persentase Kontribusi
Menurut Nasrullah (2009), persentase kontribusi merupakan perbandingan masing-masing jumlah kuadrat faktor yang signifikan terhadap jumlah kuadrat total yang diamati. Persentase kontribusi merupakan indikasi kekuatan relatif dalam mereduksi variansi.
Rumus persentase kontribusi jika faktor A signifikan:
dengan:
JK’A = JKA– (dbA)(KTE-pooled)
dbA = Derajat bebas untuk faktor A
KTE-pooled = Hasil kuadrat tengah Error setelah Pooled faktor yang tidak signifikan.
B. Interval Kepercayaan
Menurut Roy (1990), interval kepercayaan (Covidence Interval; CI) dalam analisa hasil eksperimen metode Taguchi memiliki rumus:
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 208
F(α,db1,db2)= Nilai statistik tabel F dengan tingkat signifikansi α,
db1 = Derajat bebas dari Faktor, db2 = Derajat bebas Error.
Ne = Jumlah data yang efektif dari percobaan
C. Eksperimen Konfirmasi
Langkah-langkah eksperimen konfirmasi adalah sebagai berikut: a. Merancang kondisi optimum untuk faktor dan level signifikan
b. Membandingkan rata dan variansi hasil percobaan konfirmasi dengan rata-rata dan variansi yang diharapkan.
Eksperimen konfirmasi dinyatakan berhasil jika:
a. Terjadi perbaikan dari hasil proses yang ada (setelah eksperimen Taguchi). b. Hasil dari eksperimen konfirmasi dekat dengan nilai yang diprediksi. 3. METODOLOGI PENELITIAN
Sumber Data
Data yang digunakan adalah data primer yang diperoleh secara langsung melalui observasi dan wawancara, meliputi dari awal proses sampai akhir dan mengamati pengendalian kualitas dari produk yang dihasilkan.
4. HASIL DAN PEMBAHASAN
4.1. Perencanaan Eksperimen/Pre-Eksperimen
Pre-eksperimen dilakukan dengan tujuan menentukan level dan faktor yang diduga mempengaruhi output dari eksperimen. Setelah melakukan studi literatur, pengamatan langsung dan wawancara dengan beberapa sumber, faktor yang mempengaruhi output dari penelitian ini adalah cuaca/suhu penjemuran, suhu pembakaran, lama batu bata berada di linggan (menunggu sebelum dibakar), bahan campuran adonan, lama proses pembuatan adonan (total dari lama pencampuran adonan dan lama mendiamkan campuran batu bata), lama penjemuran batu bata. Faktor-faktor tersebut sebagian tidak dapat dikendalikan (Faktor gangguan) dan yang lainnya dapat dikendalikan.
Faktor yang tidak bisa dikendalikan adalah cuaca/suhu penjemuran, suhu pembakaran, lama batu bata berada di linggan, sedangkan faktor yang dapat dikendalikan adalah bahan campuran adonan, lama proses pembuatan adonan, dan lama penjemuran batu bata. Keadaan awal produksi dari total 60.000 terdapat sebanyak 2.759 batu bata yang pecah atau terdapat 4.6% batu bata yang pecah.
4.2. Eksperimen
Penentuan faktor dan level untuk eksperimen dilakukan dengan mempertimbangkan hasil pre-eksperimen. Pertimbangan lain untuk menentukan faktor dan level adalah masih dalam batasan yang bisa ditangani oleh perusahaan sehingga eksperimen tidak akan memberikan kerugian terhadap perusahaan. Karakter kualitas yang digunakan dalam penelitian ini adalah Smaller is Better.
Tabel 2. Faktor dan level penelitian
Faktor Level 1 Level 2
A. Bahan campuran adonan Serbuk kayu sengon Serbuk kayu randu B. Lama proses pembuatan
adonan 3 Jam 4 Jam
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 209 4.3. Pemilihan Orthogonal Array dan Data Hasil Eksperimen
Pengamatan yang dilakukan pada eksperimen ini memiliki 3 faktor: A, B, C. Faktor A adalah bahan campuran adonan, faktor B adalah lama proses pembuatan adonan, dan faktor C adalah lama penjemuran adonan yang telah dicetak. Masing-masing faktornya mempunyai 2 level. Penelitian yang selanjutnya menggunakan OA L4.
Tabel 3.Orthogonal array L4 dan data eksperimen
Percobaan Faktor Jumlah Pecah Batu Bata
A B C R1 R2 R3 R4
1 1 1 1 6 7 7 8
2 1 2 2 3 4 0 2
3 2 1 2 7 9 10 8
4 2 2 1 6 4 6 6
4.4. Analisis Pengaruh Faktor Terhadap Rata-rata Pecah Batu Bata
Analisis pengaruh faktor terhadap rata-rata pecah batu bata dapat dilihat melalui plot main effects for means.
Gambar 1. Main effects plot for means
. Dari plot ini didapatkan setting terbaiknya yaitu faktor A level 1, faktor B level 2, dan faktor C level 2, atau bahan campuran menggunakan serbuk kayu sengon, lama proses pembuatan adonan 4 jam, dan lama penjemurannya 3 jam.
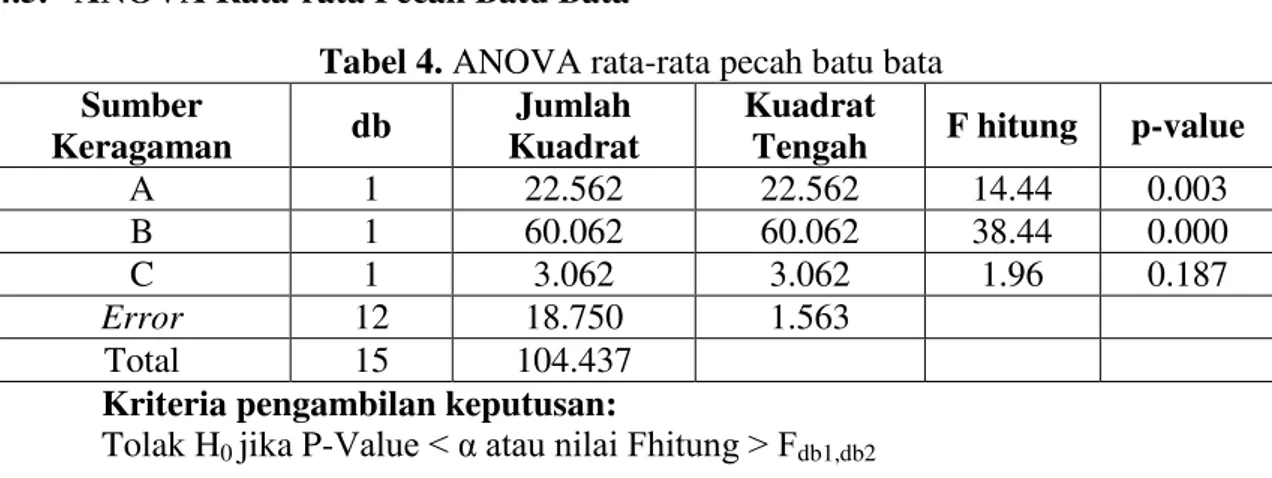
4.5. ANOVA Rata-rata Pecah Batu Bata
Tabel 4. ANOVA rata-rata pecah batu bata Sumber
Keragaman db
Jumlah Kuadrat
Kuadrat
Tengah F hitung p-value
A 1 22.562 22.562 14.44 0.003
B 1 60.062 60.062 38.44 0.000
C 1 3.062 3.062 1.96 0.187
Error 12 18.750 1.563
Total 15 104.437
Kriteria pengambilan keputusan:
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 210 Kesimpulan:
Karena:
Faktor A: P-value (0.003) < α (0.05) atau Fhitung (14.44) > Fdb1,db2 (4,75). Faktor B: P-value (0.000) < α (0.05) atau Fhitung (38.44) > Fdb1,db2 (4,75). Faktor C: P-value (0.187) > α (0.05) atau Fhitung (1.96) < Fdb1,db2 (4,75). Maka tidak ada pengaruh faktor C, dan ada pengaruh faktor A dan B.
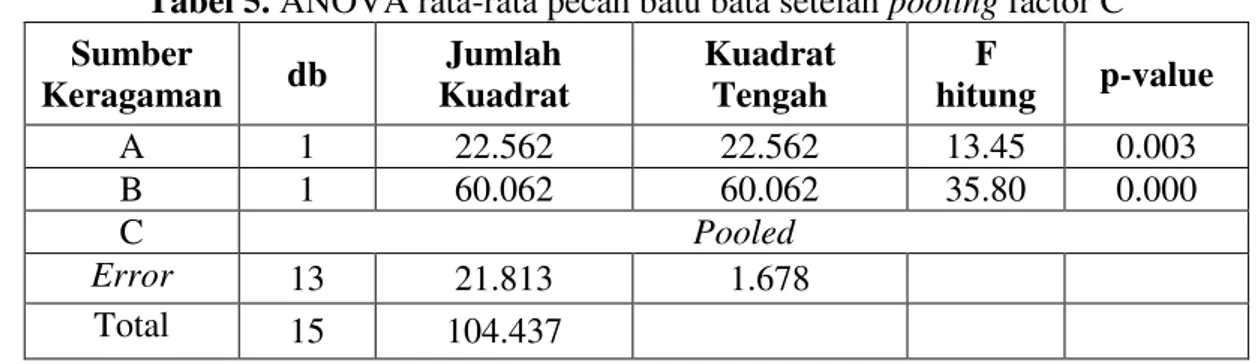
Setelah itu dilakukan strategi pooling up untuk mengestimasi variansi error pada analisis varian. Estimasi yang dihasilkan akan lebih baik, karena strategi ini akan mengakumulasi beberapa variansi error dari beberapa faktor yang kurang berarti (Nasrullah, 2009).
Tabel 5. ANOVA rata-rata pecah batu bata setelah pooling factor C Sumber Keragaman db Jumlah Kuadrat Kuadrat Tengah F hitung p-value A 1 22.562 22.562 13.45 0.003 B 1 60.062 60.062 35.80 0.000 C Pooled Error 13 21.813 1.678 Total 15 104.437
4.6. Interpretasi Hasil Eksperimen A. Persentase Kontribusi
Persentase kontribusi dilakukan untuk tiap interaksi faktor yang signifikan, yaitu faktor A dan B.
Hasil perhitungan persentase kontribusi untuk faktor A adalah:
JK’A = 22.652 – (1 x 1.678) = 20.884 JKT = 104.437
P = 19.9%
Artinya untuk faktor A (Bahan campuran adonan) memberikan kontribusi terhadap rata-rata pecah batu bata sebesar 19.9%.
Hasil perhitungan persentase kontribusi untuk faktor B adalah:
JK’B = 60.062 – (1 x 1.678) = 58.384 JKT = 104.437
P = 55.9%
Artinya untuk faktor B (lama proses pembuatan adonan) memberikan kontribusi terhadap rata-rata pecah batu bata sebesar 55.9%. Untuk sisanya sebanyak 24.2% dipengaruhi oleh faktor lain.
B. Interval Kepercayaan
Sebelum menghitung interval kepercayaan, dihitung dulu nilai prediksi kombinasi optimal yang signifikan, kombinasi optimal yang signifikan adalah faktor A level 1 dan faktor B level 2. Nilai pencapaian optimal rata-rata pecah batu bata dari eksperimen dapat dihitung seperti berikut ini:
1. Rata-rata pecah batu bata faktor A level 1
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 211
3. Rata-rata total pecah batu bata
4. Estimasi kondisi optimal rata-rata pecah batu bata
5. Interval kepercayaan
Hasil perhitungan tersebut menunjukkan bahwa apabila menggunakan kombinasi optimal maka rata-rata pecah batu bata yang didapatkan sekitar 2 sampai dengan 4 buah setiap sampel 200 batu bata, atau sekitar 1% sampai dengan 2%.
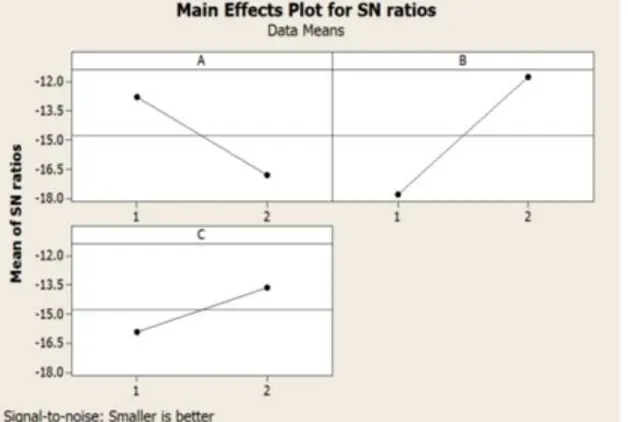
4.7. Analisis Pengaruh Faktor Terhadap Penyimpangan dari Nilai Target
Analisis pengaruh faktor terhadap penyimpangan dari nilai target dapat dilihat melalui plot main effect for SN ratios.
Gambar 2. Main effects plot for SN ratios
Dari plot main effect tersebut dapat diketahui setting terbaiknya atau kombinasi yang optimalnya. Faktor A level 1, faktor B level 2, dan faktor C level 2, itu karena faktor dan level tersebut memiliki nilai S/N yang terbesar sehingga menunjukkan bahwa level dan faktor kualitas statistik tersebut kecil kemungkinannya untuk menyimpang dari nilai target.
4.8. Eksperimen Konfirmasi
Dengan membandingkan hasil eksperimen dengan hasil eksperimen konfirmasi diharapkan terjadinya perbaikan kualitas produk batu bata. Untuk faktor dan level yang optimal berdasarkan plot main effect untuk rata-rata dan S/N.
Tabel 6. Faktor dan level optimal untuk eksperimen konfirmasi
Faktor Level
A. Bahan campuran adonan Serbuk kayu sengon
B. Lama proses pembuatan adonan 4 jam
JURNAL GAUSSIAN Vol. 3, No. 2, Tahun 2014 Halaman 212 Hasil dari eksperimen konfirmasinya adalah dari 60.000 buah batu bata terdapat 1.093 atau terdapat 1.8% batu bata yang pecah dan diperoleh:
1. Dari kondisi awal terdapat 4.6% batu bata yang pecah, setelah eksperimen menjadi 1.8% batu bata yang pecah dalam hal ini terjadinya perbaikan dari hasil proses yang ada (terpenuhi).
2. 1.8% batu bata yang pecah masih didalam range nilai yang diprediksi yaitu 1% sampai dengan 2% (terpenuhi).
5. KESIMPULAN
Berdasarkan analisis dan pembahasan yang telah dilakukan, dapat diperoleh beberapa kesimpulan, yaitu:
1. Kombinasi yang optimal baik dilihat dari main effect untuk rata-rata pecah batu bata dan S/N adalah sama yaitu faktor A level 1, faktor B level 2, dan faktor C level 2.
2. Kontribusi untuk faktor yang berpengaruh adalah faktor A (Bahan campuran adonan) memberikan kontribusi terhadap rata-rata pecah batu bata sebesar 19.9% dan faktor B (Lama proses pembuatan adonan) memberikan kontribusi terhadap rata-rata pecah batu bata sebesar 55.9% dan sisanya sebanyak 24.2% dipengaruhi oleh faktor lain.
3. Nilai prediksi kondisi optimalnya adalah 2 sampai dengan 4 buah setiap sampel 200 batu bata, atau sekitar 1% sampai dengan 2%.
4. Hasil dari eksperimen konfirmasi menunjukkan bahwa penelitian Taguchi dapat mengoptimalkan jumlah pecah batu bata dari kondisi awal pecah batu bata sebanyak 4.6% menjadi 1.8%.
6. DAFTAR PUSTAKA
Feigenbaum, A.V. 1961. Total Quality Control. McGraw-Hill Professional; 4 Edition.
Gujarati, D. 1997. Ekonometrika Dasar. Erlangga. Jakarta.
Nasrullah. 2009. Desain Eksperimen Dengan Pendekatan Taguchi Untuk
Mengurangi Cacat Produk Pada Proses Injection Moulding (Studi Kasus di Perusahaan Plastik “X”). Jurnal Ilmu Teknik Sistem, Vol. 7 No. 1: Universitas Brawijaya Malang.
Render, B., Heizer, J. 2009. Prinsip-Prinsip Manajemen Operasi. Salemba Empat. Jakarta.
Roy, R. K. 1990. A Primer on the Taguchi Method. Society of Manufacturing Engineers.
Taguchi, G., Chowdhury, S., Wu, Y. 2005. Taguchi’s Quality Engineering Handbook. John Wiley & Sons. Inc. Hoboken, New Jersey. Wahyu, R. S., http://jualbatubata123.blogspot.com/2013/03/asal-usul-dan
sejarah-batu-bata.html., diakses pada tanggal 13 September 2013. Widiharih, T. 2007. Buku Ajar Perancangan Percobaan. Universitas Diponegoro.