BAB II
TINJAUAN PUSTAKA
2.1 Pelapisan Permukaan Logam
Pelapisan logam adalah suatu cara yang dilakukan untuk memberikan sifat
tertentu pada suatu permukaan benda kerja, dimana diharapkan benda tersebut
akan mengalami perbaikan baik dalam hal struktur mikro maupun ketahanannya,
dan tidak menutup kemungkinan pula terjadi perbaikan terhadap sifat fisiknya.
Pelapisan logam merupakan bagian akhir dari proses produksi dari suatu produk.
Proses tersebut dilakukan setelah benda kerja mencapai bentuk akhir atau setelah
proses pengerjaan mesin serta penghalusan terhadap permukaan benda kerja yang
dilakukan. Dengan demikian, proses pelapisan termasuk dalam kategori pekerjaan
finishing atau sering juga disebut tahap penyelesaian dari suatu produksi benda kerja.
2.1.1 Macam-Macam Pelapisan Logam 2.1.1.1 Pelapisan Dekoratif
Pelapisan dekoratif bertujuan untuk menambah keindahan tampak luar
suatu benda atau produk. Sekarang ini pelapisan dengan bahan krom sedang
digemari karena warnanya yang cemerlang, tidak mudah terkorosi dan tahan lama.
Produk yang dihasilkan banyak digunakan sebagai aksesoris pada kendaraan
bermotor baik yang beroda dua maupun pada kendaraan beroda empat. Dengan
kata lain pelapisan ini hanya untuk mendapatkan bentuk luar yang baik saja.
Logam-logam yang umum digunakan untuk pelapisan dekoratif adalah emas,
2.1.1.2 Pelapisan Protektif
Pelapisan protektif adalah pelapisan yang bertujuan untuk melindungi
logam yang dilapisi dari serangan korosi karena logam pelapis tersebut akan
memutus interaksi dengan lingkungan sehingga terhindar dari proses oksidasi.
2.1.1.3 Pelapisan Sifat Khusus Permukaan
Pelapisan ini bertujuan untuk mendapatkan sifat khusus permukaan seperti
sifat keras, sifat tahan aus dan sifat tahan suhu tinggi atau gabungan dari beberapa
tujuan diatas secara bersama-sama. Misalnya dengan melapisi bantalan dengan
logam stainless steel agar bantalan lebih keras dan tidak mudah aus akibat
gesekan pada saat berputar.
2.2 Cladding
Cladding adalah ikatan bersama-sama dari dua logam berbeda. Hal ini berbeda dari pengelasan atau addesive (perekatan) logam sebagai penambah unsur dari logam induk tersebut. Cladding sering di capai dengan dua logam, melalui logam induk dan logam pelapis serta menekan lembaran bersama dengan
temperature rekristalisasi dan tekanan tinggi. Tujuan umum penggabungan baja
karbon menengah dengan stainless steel adalah untuk meningkatkan tahan karat
dengan harga yang rendah dibandingkan penggunaan stainless steel yang lebih
mahal.
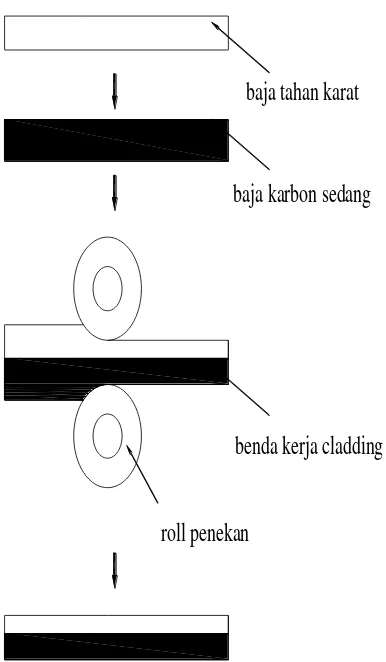
Dalam proses cladding biasanya menggunakan dua jenis logam yang memiliki sifat keunggulan yang tidak sama. Proses cladding biasanya di bantu dengan bantuan mesin rol sebagai alat untuk melakukan tekanan yang besar
terhadap kedua logam, agar menempelkan logam pelapis terhadap logam induk
roll penekan
benda kerja cladding
hasil cladding dengan pengerolan
baja karbon sedang
baja tahan karat
Gambar 2.1 : Proses Cladding Dengan Menggunakan Pengerollan Panas
www.cladding_process.html
2.3 Daerah Antar Muka ( Interface )
Daerah antar muka ( Interface ) adalah sebuah titik, wilayah atau permukaan dimana dua zat atau benda berbeda bertemu. Bentuk kerja dari daerah
antar muka ini berarti menghubungkan dua atau lebih benda pada suatu titik atau
batasan yang terbagi. Dalam hal ini antar muka yang dimaksud adalah daerah
antara baja karbon sedang yang di cladding dengan stainless steel.
2.4 Waktu Penahanan ( Holding Time )
Waktu Penahanan (Holding time) dilakukan untuk mendapatkan kekerasan maksimum dari suatu bahan pada proses cladding dengan menahan pada
temperature pengerasan untuk memperoleh pemanasan yang homogen sehingga
struktur austenitnya homogen. Pada proses holding time sangat diperlukan untuk
menghasilkan kelarutan pada baja, semakin lama holding timenya maka semakin
banyak waktu berdifusi untuk bahan yang sedang di cladding. (D.W. Hopkins,
1998)
2.5 Difusi
Difusi adalah peristiwa mengalirnya / berpindahnya suatu zat dari bagian
berkonsentrasi tinggi ke bagian yang berkonsentrasi rendah. Contoh yang
sederhana adalah penambahan carbon ke dalam baja karbon rendah sehingga pada
baja, karbonnya lebih besar. Apabila suhu pada suatu material naik, akan
menyebabkan atom- atomnya bergetar dengan energi yang lebih besar dan
sejumlah kecil atom akan berpindah dalam kisi. Mekanisme perpindahan atom
dalam suatu logam dapat terjadi secara interstisi dan kekosongan. Perpindahan
secara interstisi terjadi bila atom tidak memilki ukuran yang sama. Sedangkan
perpindahan secara kekosongan dapat terjadi bila semua atom memiliki ukuran
sama. Proses difusi dapat terjadi lebih cepat apabila: 1. Suhu tinggi
2. Atom yang berdifusi kecil
3. Ikatan struktur induk lemah (dengan titik cair rendah)
4. Terdapat cacat-cacat dalam bahan (kekosongan atau batas butir).
2.6 Baja
Baja pada dasarnya ialah besi (Fe) dengan tambahan unsur karbon ( C )
sampai dengan 1.67% ( maksimal ). Bila kadar unsur karbon ( C ) lebih dari
1.67%, material tersebut biasanya disebut sebagai besi cor ( Cast Iron ).
Makin tinggi kadar karbon dalam baja, maka akan mengakibatkan hal berikut :
Kuat leleh dan kuat tarik baja kan naik,
Keliatan / elongasi baja berkurang,
Semakin sukar dilas.
Elemen berikut ini selalu ada dalam baja karbon, mangan, fosfor, sulfur,
silikon, dan sebagian kecil oksigen, nitrogen dan aluminium. Selain itu, ada
elemen lain yang ditambahkan untuk membedakan karakteristik antara beberapa
jenis baja diantaranya mangan, nikel, krom, molybdenum, boron, titanium,
vanadium dan niobium. Dengan memvariasikan kandungan karbon dan unsur
paduan lainnya, berbagai jenis kualitas baja bisa didapatkan. Fungsi karbon dalam
baja adalah sebagai unsur pengeras dengan mencegah dislokasi bergeser pada kisi
kristal ( crystal lattice ) atom besi.
Baja merupakan paduan yang terdiri dari besi, karbon dan unsur yang
lainnya. Seperti: Silicon (Si), Fospor (S), Tembaga (Cu). Karbon merupakan suatu unsur terpenting karena dapat meningkatkan kekerasan dan kekuatan baja. Baja
merupakan logam yang paling banyak digunakan dalam dunia teknik, dalam
bentuk pelat, lembaran, pipa batang, profil dan sebagainya. Baja dapat dibentuk
melalui pengecoran pencairan dan penempaan.
2.6.1. Baja Karbon ( Carbon Steel )
2.6.1.1Baja Karbon Rendah ( Low Carbon Steel )
Baja karbon rendah mengandung kurang dari 0,25 % karbon (C). Kebanyakan dari produk baja ini berbentuk pelat hasil pembentukan rol dingin.
Kandungan karbonnya yang rendah dan mikro strukturnya yang terdiri dari fasa
ferit dan perlit menjadikan baja karbon rendah bersifat lunak dan kekuatannya
lemah namun keuletan dan ketangguhannya sangat baik. Baja karbon rendah
kurang responsif terhadap perlakuan panas untuk mendapatkan mikro struktur
martensit maka dari itu untuk meningkatkan kekuatan dari baja karbon rendah
dapat dilakukan dengan proses rol dingin maupun karburisasi.
Perlakuan yang sering di terima baja karbon jenis ini biasanya bersifat
pengerjaan dingin. Untuk mendapatkan hasil yang lebih kuat pada bagian luar dari
baja jenis ini biasanya dilakukan proses penambahan unsur lain pada
permukaannya (surface hardening).
Carburasi atau carburizing terbagi atas 3 jenis bahan karbon yaitu : pack carburizing (penambahaan carbon yang berasal dari carbon padat). Liquid carburizing (penambahaan carbon yang berasal dari carbon cair). Maupun gas carburizing (penambahaan carbon yang berasal dari carbon gas).
Untuk mendapatkan hasil yang lebih tahan terhadap sifat korosif pada
permukaan baja jenis ini juga dapat di lakukan penambahan unsur lain seperti Zn
2.6.1.2Baja Karbon Menengah ( Medium Carbon Steel )
Baja karbon tinggi memiliki kandungan karbon diatas 0,6% C - 1,4% C
dibuat dengan rol panas. Baja karbon tinggi digunakan untuk perkakas seperti
pisau ,gurdi, tap dan bagian-bagian yang tahan gesekan. Apabila baja ini
digunakan untuk bahan khusus, maka harus dikerjakan dalam keadaan panas dan
digunakan untuk peralatan mesin-mesin berat, batang-batang pengontrolan, alat
tangan seperti palu, obeng, tang, dan lain-lain. (William D Callister Jr,1999)
2.6.2 Baja Tahan Karat ( Stainless Steel )
Baja tahan karat merupakan kelompok baja paduan tinggi yang
berdasarkan pada sistem Fe - Cr, Fe – Cr - C, dan Fe – Cr - Ni dengan unsur
paduan utama minimal 10,5% Krom (Cr) dan Nikel (Ni) dengan sedikit unsur
paduan lain seperti Molibdenum (Mo), Tembaga (Cu) dan Mangan (Mn). Kadar
kromium tersebut merupakan kadar minimum untuk pembentukan permukaan
Keuntungan menggunakan baja tahan karat adalah :
Tahan korosi yang tinggi, yang memungkinkan untuk digunakan dalam
lingkungan yang ketat.
Api dan tahan panas memungkinkan untuk melawan scaling dan
mempertahankan kekuatan pada temperatur tinggi.
Higienis, tidak berpori, permukaan ditambah dengan kemampuan
membersihkan dengan mudah dari stainless membuatnya pilihan utama
untuk aplikasi yang memerlukan kontrol kebersihan yang ketat, seperti
rumah sakit, dapur, dan tanaman pangan lainnya pengolahan.
Estetika penampilan, memberikan penampilan yang modern dan menarik
untuk aplikasi logam yang paling arsitektur.
Cerah, dan mudah dipelihara permukaan sehingga pilihan yang mudah
untuk aplikasi yang menuntut permukaan menarik setiap saat.
Berat,keuntungan yang memungkinkan untuk digunakan dengan ketebalan
material berkurang selama nilai konvensional, sering kali menghasilkan
penghematan biaya.
Kemudahan fabrikasi karena penggunaan modern pembuatan baja teknik
yang memungkinkan stainless steel yang akan dipotong, mesin, dibuat,
dilas, dan terbentuk, sama mudahnya seperti baja tradisional.
Ketahanan terhadap dampak bahkan pada variasi suhu ekstrim.
Nilai jangka panjang yang dibuat oleh siklus hidup panjang manfaatnya
sering menghasilkan pilihan bahan yang paling murah jika dibandingkan
Meskipun seluruh kategori Stainless Steel didasarkan pada kandungan
krom (Cr), namun unsur paduan lainnya ditambahkan untuk memperbaiki
sifat-sifat Stainless Steel sesuai aplikasi-nya. Kategori Stainless Steel tidak halnya
seperti baja lain yang didasarkan pada persentase karbon tetapi didasarkan pada
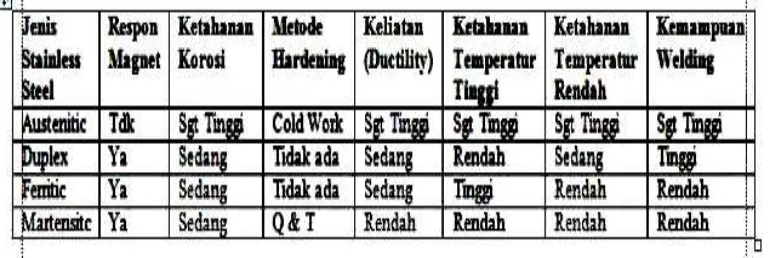
struktur metalurginya. Empat golongan utama Stainless Steel adalah Austenitic,
Ferritic, Martensitic, dan Duplex.
2.6.2.1 Austenitic Stainless Steel
Austenitic SS mengandung sedikitnya 18% Chrom dan 8% Nickel (grade
standar untuk 304), sampai ke grade Super Autenitic SS seperti 904L (dengan
kadar Chrom dan Nickel lebih tinggi serta unsur tambahan Mo sampai 6%).
Molybdenum (Mo), Titanium (Ti) atau Copper (Co) berfungsi untuk
meningkatkan ketahanan terhadap temperatur serta korosi. Austenitic cocok juga
untuk aplikasi temperature rendah disebabkan unsur Nickel membuat SS tidak
menjadi rapuh pada temperatur rendah.
2.6.2.2. Ferritic Stainless Steel
Kadar Chrom bervariasi antara 10,5 – 18 % seperti grade 430 dan 409.
Ketahanan korosi tidak begitu istimewa dan relatif lebih sulit di fabrikasi /
machining. Tetapi kekurangan ini telah diperbaiki pada grade 434 dan 444 dan
secara khusus pada grade material 444
2.6.2.3 Martensitic Stainless Steel
Stainless Steel jenis ini memiliki unsur utama Chrom (masih lebih sedikit
jika dibanding Ferritic Stainless Steel) dan kadar karbon relatif tinggi misal grade
masih martensitic disebabkan hanya memiliki Nickel 2%. Grade Stainless Steel
lain misalnya 17- 4PH/ 630 memiliki tensile strength tertinggi dibanding Stainless
Steel lainnya. Kelebihan dari grade ini, jika dibutuhkan kekuatan yang lebih tinggi
maka dapat di hardening.
2.6.2.4 Duplex Stainless Steel
Duplex Stainless Steel seperti material 462 memiliki bentuk mikrostruktur
campuran austenitic dan Ferritic. Duplex ferritic-austenitic memiliki kombinasi
sifat tahan korosi dan temperatur relatif tinggi atau secara khusus tahan terhadap
Stress Corrosion Cracking. Meskipun kemampuan Stress Corrosion Cracking-nya
tidak sebaik ferritic Stainless Steel tetapi ketangguhannya jauh lebih baik
(superior) dibanding ferritic SS dan lebih buruk dibanding Austenitic Stainless
Steel. Sementara kekuatannya lebih baik dibanding Austenitic Stainless Steel
(yang di annealing) kira-kira 2 kali lipat. Sebagai tambahan, Duplex Stainless
Steel ketahanan korosinya sedikit lebih baik dibanding 304 dan 316 tetapi
ketahanan terhadap pitting coorrosion jauh lebih baik (superior) dibanding 316.
Ketangguhannya Duplex Stainless Steel akan menurun pada temperatur dibawah –
500C dan diatas 3000C.
Tabel 2.1 Klasifikasi Stainless Steel Berdasarkan Struktur Metalurgi
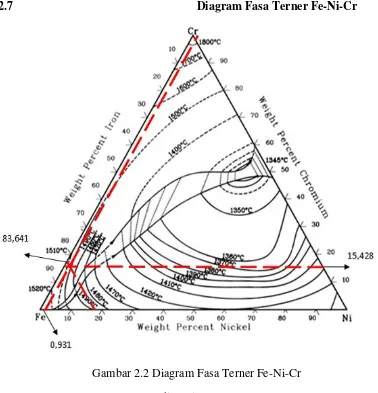
2.7 Diagram Fasa Terner Fe-Ni-Cr
Gambar 2.2 Diagram Fasa Terner Fe-Ni-Cr
(Dedi Sugianto, 2011)
Untuk campuran yang terdiri atas tiga komponen, komposisi
(perbandingan masing-masing komponen) dapat digambarkan di dalam suatu
diagram segitiga sama sisi yangdisebut dengan Diagram Terner. Komposisi dapat
dinyatakan dalam fraksi massa (untuk cairan) atau fraksi mol (untuk gas).
Diagram tiga sudut atau diagram segitiga berbentuk segitiga sama sisi
dimana setiap sudutnya ditempati komponen zat. Sisi-sisinya itu terbagi dalam
Untuk menentukan letak titik dalamdiagram segitiga yang menggambarkan
jumlah kadar dari masing-masing komponen dilakukan sebagai berikut.
Suatu sistem tiga komponen yang mana mempunyai dua pengubah
komposisi yang bebas, sebut saja X2 dan X3. Jadi komposisi suatu sistem tiga
komponen dapat dialurkan dalam koordinat cartes dengan X2 pada salah satu
sumbunya dan X3 pada sumbu yang lain yang dibatasi oleh garis , garis tersebut
berbentuk X2 + X3 = 1.
Karena X itu tidak simetris terhadap ketiga komponen, biasanya,
komposisi dialurkan pada suatu segitiga sama sisi dengan tiap-tiap sudutnya
digambarkan suatu komponen murni, bagi suatu segitiga sama sisi, jumlah jarak
dari seberang titik di dalam segitiga ketiga sisinya sama dengan tinggisegitiga
tersebut.Jarak antara setiap sudut ke tengah-tengah sisi yang berhadapan dibagi
100 bagian sesuai dengan komposisi dalam persen. Untuk memperoleh suatu titik
tertentu dengan mengukur jarak terdekat ketiga sisi segitiga.
Diagram tiga sudut atau diagram segita berbentuk segitiga sama sisi
dimana sudut-sudutnya ditempati oleh komponen zat. Sisi-sisinya itu terbagi
dalam ukuran yang menyatakan bagian 100% zat yang berada pada setiap
sudutnya. Untuk menentukan letak titik dalam diagram segitiga yang
menggambarkan jumlah kadar dari masing-masing komponen.
Pada salah satu sisinya ditentukan kedua titik yang menggambarkan
jumlah kadar zat dari masing-masing zat yang menduduki sudut pada kedua ujung
sisi itu. Dari dua titik ini ditarik garis yang sejajar dengan sisi yang dihadapinya,
titik dimana kedua garis itu menyilang, menggambarkan jumlah kadar
fasa dari campuran ketiga komponen tersebut, apabila dihubungkan akan
membentuk suatu diagram yang menunjukkan batas-batas antara daerah (region)
satu fasa dengan daerah (region) dua fasa. Dua macam campuran pada titik
kesetimbangan dapat dihubungkan dengan tie line apabila keduanya dicampurkan menghasilkan campuran akhir yang berada pada daerah dua fasa.
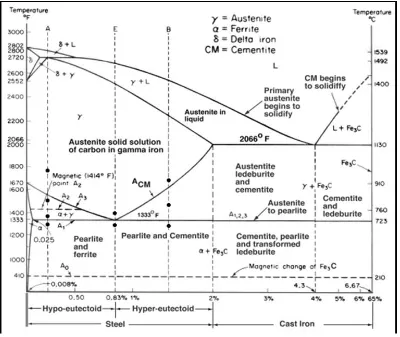
2.8 Diagram Fasa Baja Karbon (Fe-C)
Gambar 2.3 : Diagram Fasa Baja Karbon
Dari diagram fasa yang dituntujukkan pada gambar 2.3 terlihat bahwa
suhu sekitar 723°C merupakan suhu transformasi austenit menjadi fasa perlit
(yang merupakan gabungan fasa ferit dan sementit). Transformasi fasa ini dikenal
sebagai reaksi eutectoid dan merupakan dasar proses perlakuan panas dari baja.
Sedangkan daerah fasa yang prosentase larutan karbon higga 2 % yang terjadi di
temperatur 1.147°C merupakan daerah besi gamma atau disebut austenit. Pada
kondisi ini biasanya austenit bersifat stabil, lunak, ulet, mudah dibentuk, tidak
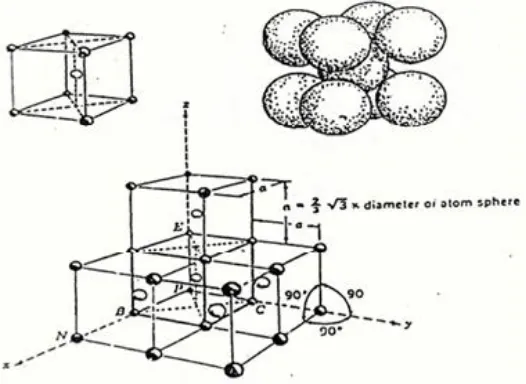
ferro magnetis dan memiliki struktur Kristal Face Centered Cubic (FCC).
Besi murni pada suhu dibawah 910°C mempunyai struktur Kristal Body Centered Cubic (BCC). Besi BCC dapat melarutkan karbon dalam jumlah sangat rendah, yaitu sekitar 0,02 % maksimum pada suhu 723°C. Larutan pada intensitas
dari karbon didalam besi ini disebut juga besi alpha (a) atau fasa ferit. Pada suhu
diantara 910°C sampai 1.390°C, atom-atom besi menyusun diri menjadi bentuk
Kristal Face Centred Cubic (FCC) yang juga disebut besi gamma atau fasa austenit. Besi gamma ini dapat melarutkan karbon dalam jumlah besar yaitu
sekitar 2,06 % maksimum pada suhu sekitar 1.147°C. Penambahan karbon ke
dalam besi FCC ditransformasikan kedalam struktur BCC dari 910°C menjadi
723°C pada kadar karbon sekitar 0,8 %. Diantara temperatur 1.390°C dan suhu
cair 1.534°C, besi gamma berubah menjadi susunan BCC yang disebut besi delta
(d).
Ada beberapa hal yang perlu diperhatikan didalam diagram Fe – FeC3
yaitu, perubahan fasa ferit atau besi alpha (a), austenit atau besi gamma , sementit
2.8.1 Ferrite atau Besi Alpha (a)
Merupakan modifikasi struktur besi murni pada suhu ruang, dimana ferit
menjadi lunak dan ulet karena ferit memiliki struktur BCC, maka ruang antara
atom-atomnya adalah kecil dan padat sehingga atom karbon yang dapat
tertampung hanya sedikit sekali.
Gambar 2.4 Struktur Kristal BCC
2.8.2 Austenit atau Besi Gamma
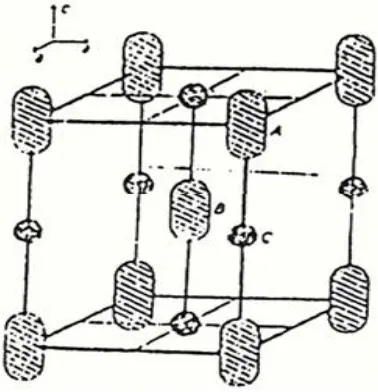
Merupakan modifikasi dari besi murni dengan struktur FCC yang memiliki
jarak atom lebih besar dibandingkan dengan ferit. Meski demikian rongga-rongga
pada struktur FCC hampir tidak dapat menampung atom karbon dan penyisipan
atom karbon akan mengakibatkan tegangan dalam struktur sehingga tidak semua
Gambar 2.5 Struktur Kristal FCC
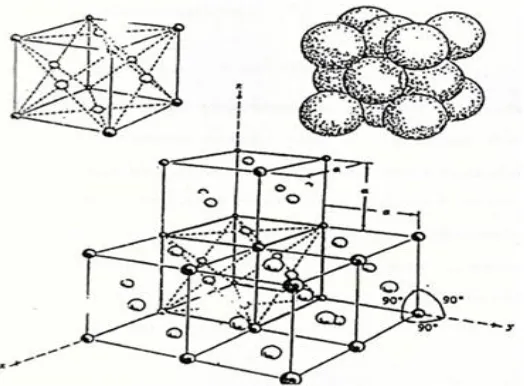
2.8.3 Karbida Besi atau Sementit
Adalah paduan Besi karbon, dimana pada kondisi ini karbon melebihi
batas larutan sehingga membentuk fasa kedua atau karbida besi yang memiliki
komposisi Fe3 C. Hal ini tidak berarti bila karbida besi membentuk molekul Fe3
C, akan tetapi kisi kristal yang membentuk atom besi dan karbon mempunyai
perbandingan 3 : 1. Karbida pada ferit akan meningkatkan kekerasan pada baja
Gambar 2.6 Struktur Kristal BCT
2.8.4 Perlit
Merupakan campuran khusus yang terjadi atas dua fasa yang terbentuk
austenisasi, dengan komposisi eutektoid bertransformasi menjadi ferit dan
karbida. Ini dikarenakan ferit dan karbida terbentuk secara bersamaan dan
keluarnya saling bercampur. Apabila laju pendinginan dilakukan secara
perlahan-lahan maka atom karbon dapat berdifusi lebih lama dan dapat menempuh jarak
lebih jauh, sehingga di peroleh bentuk perlit besar. Dan apabila laju pendinginan
lebih di percepat lagi maka difusi akan terbatas pada jarak yang dekat sehingga
akhirnya menghasilkan lapisan tipis lebih banyak.
2.8.5 Martensit
Adalah suatu fasa yang terjadi karena pendinginan yang sangat cepat
sekali, dan terjadi pada suhu dibawah eutektoid tetapi masih diatas suhu kamar.
Karena struktur austenit FCC tidak stabil maka akan berubah menjadi struktur
(dislokasi). Semua atom bergerak serentak dan perubahan ini langsung dengan
sangat cepat dimana semua atom yang tinggal tetap berada pada larutan padat
karena terperangkap dalam kisi sehingga sukar menjadi slip, maka martensit akan
menjadi kuat dan keras tetapi sifat getas dan rapuh menjadi tinggi.
Martensit dapat terjadi bila austenit didinginkan dengan cepat sekali
(dicelup) hingga temperature dibawah pembentukkan bainit. Martensit terbentuk
karena transformasi tanpa difusi sehingga atom- atom karbon seluruhnya
terperangkap dalam larutan super jenuh. Keadaan ini yang menimbulkan distorsi
pada struktur kristal martensit dan membentuk BCT. Tingkat distorsi yang terjadi
sangat tergantung pada kadar karbon. Karena itu martensit merupakan fasa yang
sangat keras namun getas. (D.W. Hopkins, 1986)
2. 9 Metalografi
Metalografi adalah suatu disiplin ilmu yang mempelajari suatu
karakteristik mikro struktur suatu logam, paduan logam dan material lainnya serta
berhubungan erat dengan sifat-sifat material tersebut
Metalografi merupakan suatu teknik atau metode persiapan material untuk
mengukur, baik secara kuantitatif maupun kualitatif dari informasi-informasi yang
terdapat dalam material yang dapat diamati, seperti fasa, butir, komposisi kimia,
Adapun secara garis besar langkah-langkah yang dilakukan pada metalografi
adalah:
1. Pemotongan spesimen (sectioning) 2. Pembingkaian (mounting)
3. Penggerindaan, abrasi dan pemolesan (grinding, abrasion and polishing) 4. Pengetsaan (etching)
5. Observasi pada mikroskop optik
Pada metalografi, secara umum yang akan diamati adalah dua hal yaitu macro structure (stuktur makro) dan micro structure (struktur mikro). Struktur makro adalah struktur dari logam yang terlihat secara makro pada permukaan yang dietsa
dari spesimen yang telah dipoles. Pengamatan macro structure ialah pengamatan yang dilakukan dengan pembesaran microscop 10-100 kali. Sedangkan micro structure adalah struktur dari sebuah permukaan logam yang telah disiapkan secara khusus yang terlihat dengan menggunakan perbesaran microscop diatas
100 kali. (George F, Vander Voord, 1984)
2.9.1. Pemotongan (Sectioning)
Proses Pemotongan merupakan pemindahan material dari sampel yang
besar menjadi spesimen dengan ukuran yang kecil. Pemotongan yang salah akan
mengakibatkan struktur mikro yang tidak sebenarnya karena telah mengalami
perubahan. Kerusakan pada material pada saaat proses pemotongan tergantung
pada material yang dipotong, alat yang digunakan untuk memotong, kecepatan
ditimbulkan tidak terlalu banyak dan dapat dibuang pada saat pengamplasan dan
pemolesan. (George F, Vander Voord, 1984, 1984)
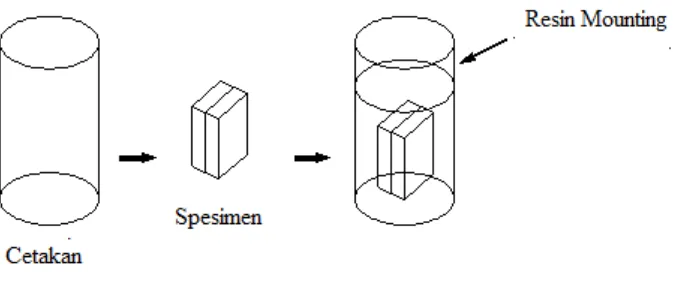
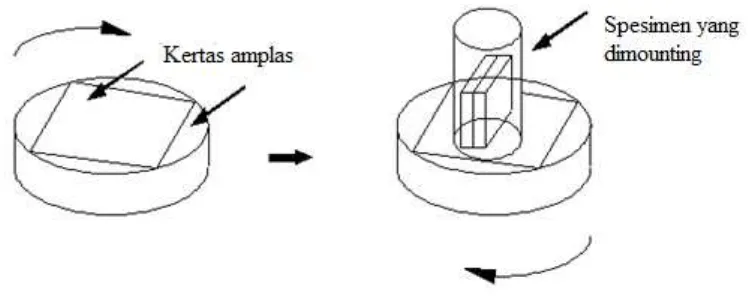
2.9.2. Pembingkaian ( Mounting)
Pembingkaian seringkali diperlukan pada persiapan spesimen metalografi,
meskipun pada beberapa spesimen dengan ukuran yang agak besar, hal ini
tidaklah mutlak. Akan tetapi untuk bentuk yang kecil atau tidak beraturan
sebaiknya dibingkai untuk memudahkan dalam memegang spesimen pada proses
pengamplasan dan pemolesan.
Sebelum melakukan pembingkaian, pembersihan spesimen haruslah
dilakukan dan dibatasi hanya dengan perlakuan yang sederhana detail yang ingin
kita lihat tidak hilang. Sebuah perbedaan akan tampak antara bentuk permukaan
fisik dan kimia yang bersih. Kebersihan fisik secara tidak langsung bebas dari
kotoran padat, minyak pelumas dan kotoran lainnya, sedangkan kebersihan kimia
bebas dari segala macam kontaminasi. Pembersihan ini bertujuan agar hasil
pembingkaian tidak retak atau pecah akibat pengaruh kotoran yang ada.
Dalam pemilihan material untuk pembingkaian, yang perlu diperhatikan
adalah perlindungan dan pemeliharaan terhadap spesimen. Bingkai haruslah
memiliki kekerasan yang cukup, meskipun kekerasan bukan merupakan suatu
indikasi, dari karakteristik abrasif.
Material bingkai juga harus tahan terhadap distorsi fisik yang disebabkan
oleh panas selama pengamplasan, selain itu juga harus dapat melakukan penetrasi
proses pembingkaian ini biasanya digunakan resin bening + katalisator sebagai zat
untuk melakukan pembingkaian spesimen.
Gambar 2.7 Proses Mounting Terhadap Spesimen
2.9.3. Pengerindaan, Pengamplasan dan Pemolesan
Pada proses ini dilakukan penggunaan partikel abrasif tertentu yang
berperan sebagai alat pemotongan secara berulang-ulang. Pada beberapa proses,
partikel-partikel tersebut disatukan sehingga berbentuk blok dimana permukaan
yang ditonjolkan adalah permukan kerja. Partikel itu dilengkapi dengan partikel
abrasif yang menonjol untuk membentuk titik tajam yang sangat banyak.
Perbedaan antara pengerindaan dan pengamplasan terletak pada batasan
kecepatan dari kedua cara tersebut. Pengerindaan adalah suatu proses yang
memerlukan pergerakan permukaan abrasif yang sangat cepat, sehingga
menyebabkan timbulnya panas pada permukaan spesimen. Sedangkan
pengamplasan adalah proses untuk mereduksi suatu permukaan dengan
pergerakan permukaan abrasif yang bergerak relatif lambat sehingga panas yang
Dari proses pengamplasan yang didapat adalah timbulnya suatu sistim
yang memiliki permukaan yang relatif lebih halus atau goresan yang seragam
pada permukaan spesimen. Pengamplasan juga menghasilkan deformasi plastis
lapisan permukaan spesimen yang cukup dalam.
Proses pemolesan menggunakan partikel abrasif yang tidak melekat kuat
pada suatu bidang tapi berada pada suatu cairan di dalam serat-serat kain.
Tujuannya adalah untuk menciptakan permukaan yang sangat halus sehingga bisa
sehalus kaca sehingga dapat memantulkan cahaya dengan baik. Pada pemolesan
biasanya digunakan pasta gigi, karena pasta gigi mengandung Zn dan Ca yang
akan dapat mengasilkan permukaan yang sangat halus. Proses untuk pemolesan
hampir sama dengan pengamplasan, tetapi pada proses pemolesan hanya
menggunakan gaya yang kecil pada abrasif, karena tekanan yang didapat diredam
oleh serat-serat kain yang menyangga partikel.
Kertas amplas yang di gunakan dalam proses pengamplasan bertingkat
kekasarannya, dimulai dari kekasaran 600 mesh, 800 mesh, 1000 mesh, hingga
1200 mesh.
2.9.4. Pengetsaan (Etching)
Etsa yang dilakukan dalam proses metalografi adalah dengan
menggunakan asam kuat untuk mengikis bagian permukaan logam yang tak
terlindungi.
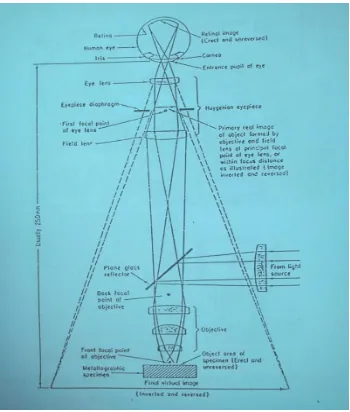
2.9.5. Pengamatan Struktur Mikro
Pengamatan yang dilakukan setelah spesimen terlebih dahulu diamplas
sampai sehalus mungkin. Spesimen yang telah dipoles dicelupkan kelarutan etsa
selama beberapa detik. Pada pengamatan struktur mikro digunakan mikroskop
optik dimana pada alat terdapat bagian-bagian penting yaitu :
Filter Cahaya
Filter cahaya berfungsi untuk menaikkan kontras dari batas butir maupun
keadaan fasa tertentu dengan cara membedakan warna.
Lensa Kondensor
Lensa kondensor berfungsi sebagai alat pemantul sinar dan memperbaiki
kontras bayangan.
Lensa Reflektor
Lensa Reflektor berfungsi untuk memantulkan cahaya dari lensa
kondensor ke spesimen
Lensa Objektif
Lensa objektif berfungsi untuk mengumpulkan sinar yang dipantulkan dari
Dalam rumus ini :
NA= n Sin α
dimana:
NA = Numerical Aparture
n = Indeks media antara lensa objektif dengan permukaaan
spesimen
α= Setengah sudut puncak sinar pantul spesimen ke lensa objektif
Lensa Okuler
lensa okuler berfungsi untuk meneruskan pantulan sinar specimen
sehingga dapat dilihat mata.
Untuk pengukuran besar butir logam, lensa okuler dilengkapi dengan grid
yang sesuai dengan standar ASTM.
Mtot=M0 X Mf
dimana :
Mtot = Hasil Pembesaran
M0 = Perbesaran lensa objektif
2.10 Pengujian Komposisi
Dalam proses pengujian komposisi diperhatikan beberapa hal sebagai
berikut :
a. Sebelum melakukan pengijian harus memperhatikan sampel yang akan
diuji, dimana permukaan benda yang diuji harus halus dan rata ,maka
sebalumnya material harus di gerinda ataupun di polis
b. Meletakkan benda yang akan diuji di meja patri posisi pas dia atas
lubang yang ada di tengah meja patri.
c. Menghubungkan tuas penghubung antara benda kerja dengan meja patri.
d. Menutup cover ruang benda yang diuji.
e. Menekan tombol start ( tombol warna hijau )
f. Melihat hasil test pengujian pada komputer yang telah terhubung dengan
mesin metal analizer.
2.11 Pengujian Kekerasan
Kekerasan (Hardness) adalah salah satu sifat mekanik (Mechanical properties) dari suatu material. Pengujian kekerasan adalah satu dari sekian banyak pengujian yang dipakai, karena dapat dilaksanakan pada benda uji yang
kecil tanpa kesukaran mengenai spesifikasi.
Kekerasan suatu material harus diketahui khususnya untuk material yang
dalam penggunaanya akan mangalami gaya gaya gesek (frictional force) dan dinilai dari ukuran sifat mekanis material yang diperoleh dari Deformasi Plastis
(deformasi yang diberikan dan setelah dilepaskan ).
Pengujian yang paling banyak dipakai adalah dengan menekankan penekan
tertentu kepada benda uji dengan beban tertentu dan dengan mengukur ukuran
bekas penekanan yang terbentuk diatasnya, cara ini dinamakan cara kekerasan
dengan penekanan.
Kekerasan juga didefinisikan sebagai kemampuan suatu material untuk
menahan beban identasi atau penetrasi (penekanan). Didunia teknik, umumnya
pengujian kekerasan menggunakan 4 macam metode pengujian kekerasan, yakni :
1. Brinnel (HB / BHN)
2. Rockwell (HR / RHN)
3. Vikers (HV / VHN)
4. Micro Hardness (Namun jarang sekali dipakai)
Metode pengujian kekerasan yang di gunakan dalam melakukan penelitian
2.11.1 Uji Keras Brinnel
Pengujian kekerasan dengan metode Brinnel bertujuan untuk menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja
(identor) yang ditekankan pada permukaan material uji tersebut (spesimen).
Idealnya, pengujian Brinnel diperuntukan untuk material yang memiliki
permukaan yang kasar dengan uji kekuatan berkisar 500-3000 kgf. Identor (Bola
baja) biasanya telah dikeraskan dan diplating ataupun terbuat dari bahan Karbida
Tungsten.
Idealnya pengujian Brinell diperuntukan bagi material yang memiliki kekerasan Brinell sampai 400 HBN, jika lebih dati nilai tersebut maka disarankan menggunakan metode pengujian Rockwell ataupun Vickers. Angka Kekerasan
Brinell (HB) didefinisikan sebagai hasil bagi (Koefisien) dari beban uji (F) dalam
Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter persegi Gambar 2.12 adalah alat uji
kekerasan material logam (Brinnel).
Rumus perhitungan Brinnel Hardness Number (BHN) :
…………..………..…(2.
1)
Dimana: F : beban penekan (Kgf)
D : diameter bola penekan (mm)
Gambar 2.11 Perumusan Untuk Pengujian Brinnel
Gambar 2.12 Alat Uji Kekerasan Brinnel Material Logam (William D Callister, 2007)
2.11.2 Uji Keras Rockwell
Pengujian kekerasan dengan metode Rockwell bertujuan menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap indentor
berupa bola baja ataupun kerucut intan yang ditekankan pada permukaan
material uji tersebut.
Untuk mencari besarnya nilai kekerasan dengan menggunakan metode
Rockwell dijelaskan pada gambar 2.14 , yaitu pada langkah 1 benda uji ditekan
beban mayor (major Load F1) pada langkah 2, dan pada langkah 3 beban mayor diambil sehingga yang tersisa adalah minor load dimana pada kondisi 3 ini
indentor ditahan seperti kondisi pada saat total load F yang terlihat pada Gambar
2.13. Besarnya minor load maupun major load tergantung dari jenis material yang akan di uji, jenis-jenisnya.
Gambar 2.13 Pengujian Rockwell
Gambar 2.14 Prinsip Kerja Metode Pengukuran Rockwell (William D Callister, 2007)
2.11.3 Uji Keras Vickers
Pengujian kekerasan dengan metode Vickers bertujuan menentukan
kekerasan suatu material dalam yaitu daya tahan material terhadap indentor intan
ditunjukkan pada gambar 2.15 Beban yang dikenakan juga jauh lebih kecil
dibanding dengan pengujian rockwell dan brinel yaitu antara 1 sampai 1000 gram.
Angka kekerasan Vickers (HV) didefinisikan sebagai hasil bagi (koefisien)
dari beban uji (F) dengan luas permukaan bekas luka tekan (injakan) dari indentor
(diagonalnya) (A) yang dikalikan dengan sin (136°/2).
Gambar 2.15 Pengujian Vikers