11
BAB III
PERANCANGAN ALAT
Pada bab ini akan dibahas mengenai perancangan dan realisasi sistem yang telah dibuat dalam skripsi ini yaitu perancangan sebuah mesin yang menyerupai bor duduk pada umumnya. Di sini digunakan laser dan kamera sebagai sensor penentu titik nol yang dikendalikan oleh aplikasi desktop di PC (Personal Computer) melalui serial. Ball screw (ulir) digunakan untuk naik dan turunnya mesin bor dan dua buah linear shaft sebagai penyangga untuk dudukan mesin bor. Untuk menggerakkan ball screw digunakan motor
stepper dan dikendalikan oleh mikrokontroler.
Perancangan sistem ini dibagi menjadi 2 yaitu perancangan perangkat keras (hardware) dan perangkat lunak (software).
3.1 Perancangan dan Realisasi Perangkat Keras Sistem Penentu Axis Z Zero Setter
Pada skripsi ini perealisasian sistem penentu axis Z Zero Setter membutuhkan beberapa bagian yang perlu dirancang, perancangan perangkat keras meliputi bagian– bagian sebagai berikut :
1. Mekanik dan Mesin Bor 2. Modul Kamera
3. Modul Mikrokontroler ATmega 32 4. Modul Motor Stepper
5. Modul Driver Motor
12 3.1.1 Mekanik
Bagian mekanik dibagi menjadi beberapa bagian yaitu rangka bor duduk, mekanik penggerak mesin bor, bagian pengebor, serta posisi laser dan kamera.
3.1.1.1 Rangka Bor Duduk
Dimensi rangka mempunyai ukuran panjang 60 cm, lebar 40 cm, dan tinggi 50 cm.
Gambar 3.1. Mekanik.
50cm
60cm
13 3.1.1.2 Mekanik Penggerak Mesin Bor
Mekanik penggerak terdiri dari ulir (ball screw), linear shaft dan linear
bearing. Jenis ulir yang digunakan adalah jenis ulir tunggal.
Tabel 3.1. Ukuran ball screw.
Penggerak Panjang Total Panjang Perjalanan Diameter Jarak Gang
Z 42 cm 24 cm 4 mm 4 cm
Gambar 3.2. Penggerak Z.
Untuk menjaga gerakan ball screw agar stabil digunakan linear shaft. Linear
shaft menggunakan sebuah silinder pejal dengan bahan stainless steel dengan
diameter 5/8 inch atau 15.85 mm dan untuk bagian yang bergerak menggunakan 2 buah linear bearing yang ditanam pada sebuah balok besi pada masing-masing sisi.
14 3.1.1.3 Bagian Pengebor
Bagian pengebor adalah sebuah mesin bor dan mata bor kayu yang diletakkan pada penggerak Z. Mesin bor yang digunakan adalah mesin trimmer merek Makita dengan seri MT370.
Tabel 3.2. Spesifikasi mesin trimmer Makita MT370.
Model MT370
Kapasitas Cekam Kolet 6,35 mm(1/4”) atau 6 mm Kecepatan tanpa beban 35.000 rpm
Panjang keseluruhan 199 mm
Berat Bersih 1.5 Kg
Kelas Keamanan Kelas 1
Gambar 3.4. Mesin trimmer Makita MT370. 3.1.1.4 Posisi Laser dan Kamera
15
laser sekitar 50° mengarah ke meja kerja. Kamera dipasang menjorok ke depan di atas motor stepper sumbu Z supaya tidak terhalang oleh rangka bor dan diarahkan ke bahan. Untuk lebih jelasnya dapat dilihat pada Gambar 3.5.
Gambar 3.5. Posisi Laser dan Kamera. 3.1.2 Kamera
Kamera yang digunakan adalah USB webcam 2 MP (Mega Piksel). Resolusi yang dipakai adalah 640x480 piksel. Pada resolusi tersebut kamera sudah dapat menangkap cahaya titik laser dengan jelas. Berikut blok diagram input dan output kamera :
Gambar 3.6. Blok diagram input dan output kamera. Laser Kamera
16
Kamera menerima input berupa cahaya dari kedua titik sinar laser. Kamera mengubah cahaya yang diterima menjadi citra digital. Citra dari kamera dikirim ke komputer kemudian diolah oleh aplikasi dekstop.
3.1.3 Modul Mikrokontroler ATmega 32
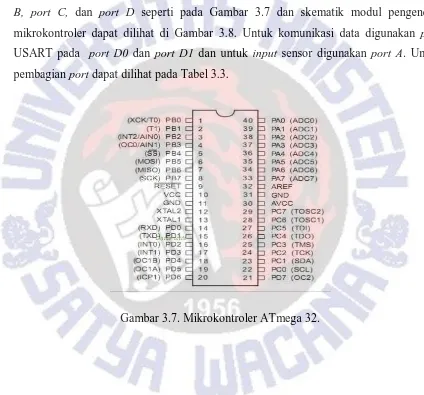
Mikrokontroler yang digunakan adalah ATmega32. Mikrokontroler ini mempunyai saluran I/O sebanyak 32 buah yang terbagi dalam 4 port yaitu port A, port
B, port C, dan port D seperti pada Gambar 3.7 dan skematik modul pengendali
mikrokontroler dapat dilihat di Gambar 3.8. Untuk komunikasi data digunakan port USART pada port D0 dan port D1 dan untuk input sensor digunakan port A. Untuk pembagian port dapat dilihat pada Tabel 3.3.
17
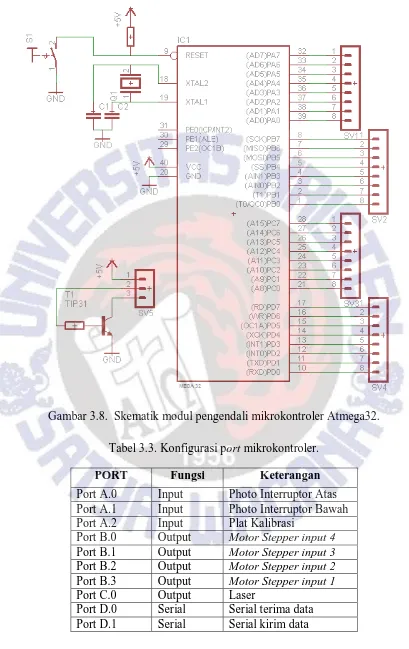
Gambar 3.8. Skematik modul pengendali mikrokontroler Atmega32. Tabel 3.3. Konfigurasi port mikrokontroler.
PORT Fungsi Keterangan
Port A.0 Input Photo Interruptor Atas Port A.1 Input Photo Interruptor Bawah Port A.2 Input Plat Kalibrasi
Port B.0 Output Motor Stepper input 4
Port B.1 Output Motor Stepper input 3
Port B.2 Output Motor Stepper input 2
Port B.3 Output Motor Stepper input 1
Port C.0 Output Laser
18
3.1.4 Modul Motor Stepper
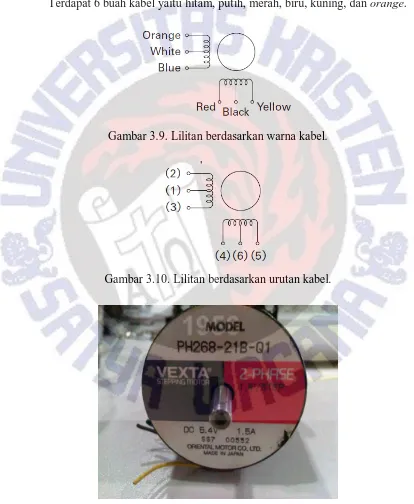
Motor stepper yang digunakan adalah motor stepper unipolar merek Vexta
model PH268-21B seperti pada Gambar 3.11. Motor stepper ini mempunyai resolusi gerak 1.8° sehingga mempunyai 200 step dalam 1 putaran. Motor stepper akan digerakkan dengan pulsa dari mikrokontroler melalui sebuah motor driver.
Terdapat 6 buah kabel yaitu hitam, putih, merah, biru, kuning, dan orange.
Gambar 3.9. Lilitan berdasarkan warna kabel.
Gambar 3.10. Lilitan berdasarkan urutan kabel.
19
Gerak motor stepper menggunakan metode full step untuk mendapatkan gerakan motor yang lebih cepat. Jika dibandingkan dengan menggunakan metode half step, metode half step membutuhkan waktu yang lebih banyak.
Tabel 3.4. Full Step.
Gerakan motor stepper diatur menggunakan metode full step dengan resolusi gerak sebesar 4 step seperti Tabel 3.4. Setiap 1 putaran motor akan didapatkan jumlah
step sebanyak 100 kali. Menggunakan ulir dengan pitch to pitch sebesar 0.4 cm
berdasarkan rumus :
(3.1)
Maka resolusi gerak alat adalah sebesar :
3.1.5 Modul Driver Motor
Driver motor menggunakan phototransistor optocouplers 4n25 dan MOSFET
20
Driver motor menerima input dari mikrokontroler untuk menggerakkan motor
stepper yang terhubung dengan sebuah pulley belt. Untuk mengendalikan motor stepper
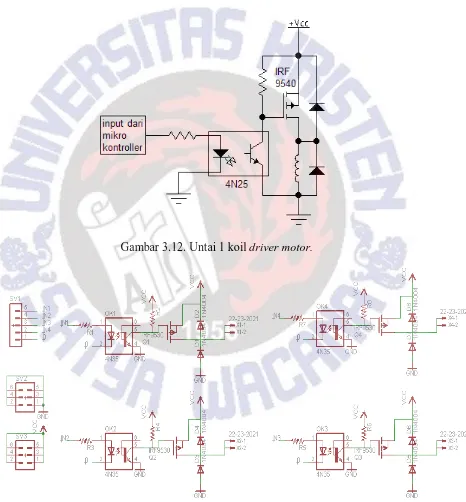
menggunakan mikrokontroler, dibutuhkan penguat untuk memperbesar tegangan dan memperkuat arus agar dapat menggerakkan motor stepper. Untuk 1 koil motor stepper dibutuhkan untai driver motor seperti Gambar 3.12 dan untai lengkap driver motor
stepper seperti Gambar 3.13.
Gambar 3.12. Untai 1 koil driver motor.
21
Dalam keadaan tidak aktif, maka semua komponen pada untai driver motor ini tidak mengalirkan arus. MOSFET bekerja sebagai saklar. Output dari mikrokontroler dihubungkan pada optocoupler. Jika mikrokontroler memberikan output logika high, maka optocoupler akan aktif. Kemudian optocoupler memberikan output low yang mengaktifkan MOSFET dan MOSFET mengalirkan arus pada koil motor stepper. Dioda dipasang untuk mengalirkan arus berlebih akibat efek induktansi pada koil motor. Untuk koil motor stepper yang lain juga diberikan driver motor yang sama.
Tabel 3.5. Tabel Input dan Output Rangkaian Driver Motor.
Mikrokontroler Optocouplers MOSFET Motor
LO HI Cut-off OFF
HI LO Saturasi ON
3.1.6 Modul Sensor Photo Interruptor
Sensor photo interruptor yang digunakan adalah tipe PM-K53B. Pada saat photo
interruptor terhalang, maka tidak ada cahaya yang ditangkap oleh photo transistor. Hal
ini menyebabkan photo transistor dalam kondisi cut-off. Nilai tegangan kolektor sama dengan tegangan sumber sehingga VCE = 5 volt. Namun pada saat photo interrruptor tidak terhalang maka photo transistor dalam keadaan saturasi sehingga nilai tegangan kolektor sama dengan tegangan emitor = 0 volt. Untuk gambar skematik modul sensor
photo interruptor dapat dilihat pada Gambar 3.14.
Pada alat ini dipasang dua buah sensor photo interruptor untuk mendeteksi posisi batas atas dan posisi batas bawah mesin bor seperti Gambar 3.15.
22
Gambar 3.15. Photo interruptor pembatas atas dan bawah. 3.1.7 Modul Sensor Laser
Pada perakitan ini, digunakan laser pointer yang berfungsi sebagai sensor jarak untuk menentukan posisi nol pada bahan yang akan di bor. Laser pointer yang digunakan mempunyai daya sebesar 5 mW, dengan tegangan 4,5 volt. Laser pointer ini akan dikendalikan oleh mikrokontroler. Cahaya dari sinar laser diarahkan ke bahan, kemudian titik sinar laser tersebut ditangkap oleh kamera. Blok diagram input dan
output laser seperti Gambar 3.16.
23
3.2 Perancangan Perangkat Lunak Sistem Penentu Axis Z Zero Setter
3.2.1 Aplikasi Desktop
Aplikasi desktop yang digunakan untuk membuat program di komputer adalah
processing dengan menggunakan koneksi serial untuk mengirimkan data. Data dikirim
dalam 1 paket. Dalam 1 paket data berisi data posisi bor. Pengiriman data dilakukan per karakter.
24
Aplikasi desktop memiliki 3 fungsi utama yaitu perintah manual, kalibrasi, dan mengebor.
3.2.1.1 Perintah Manual
Di dalam perintah manual ini, berisi perintah tombol naik, tombol turun, tombol reset, tombol on, dan off laser. Masing-masing perintah akan mengirimkan data serial ke mikrokontroler. Diagram alir proses perintah manual dapat dilihat pada Gambar 3.18.
25
Perintah manual diberikan jika tidak menjalankan proses kalibrasi dan proses pengeboran. Perintah manual diberikan dengan menekan tombol sebagai berikut :
a. Perintah Turun
Perintah turun diberikan dengan menekan tombol “Turun” kemudian aplikasi desktop akan mengirimkan data serial “1”.
b. Perintah Naik
Perintah naik diberikan dengan menekan tombol “Naik” kemudian aplikasi
desktop akan mengirimkan data serial “2”.
c. Perintah Reset
Perintah reset diberikan dengan menekan tombol “Reset” kemudian aplikasi
desktop akan mengirimkan data serial “r”.
d. Perintah Laser ON
Perintah laser hidup diberikan dengan menekan tombol “ON” kemudian aplikasi desktop akan mengirimkan data serial “n”.
e. Perintah Laser OFF
Perintah laser mati diberikan dengan menekan tombol “OFF” kemudian aplikasi desktop akan mengirimkan data serial “f”.
3.2.1.2 Proses Kalibrasi
Pertama kali bor menuju posisi paling atas, proses ini merupakan proses reset. Setelah berada di posisi paling atas (menghalangi photo interuptor), bor akan turun hingga menyentuh plat. Pada saat menyentuh plat, laser akan menyala dan bor akan naik secara perlahan untuk mengkalibrasi titik sinar laser hingga berada di posisi satu garis vertikal. Setelah itu bor akan menuju posisi paling atas (reset). Nilai step pada saat mata bor menyentuh plat kalibrasi dan nilai step pada saat titik laser berada dititik nol (posisi satu garis vertikal) akan disimpan dalam file (zero.txt).
3.2.1.3 Proses Mengebor
26
tembus bahan tanpa mencari nilai titik nol laser. Untuk melakukan proses mengebor tembus ini adalah dengan cara menekan tombol “BOR TEMBUS” pada aplikasi
desktop. Program akan menambahkan nilai 100 step ke dalam nilai step yang telah
disimpan pada saat proses kalibrasi mata bor pertama kali.
Cara kedua adalah proses mengebor otomatis. Proses pertama yang dilakukan dalam proses ini adalah menekan tombol “CARI ZERO”. Pada proses ini mesin bor akan melakukan reset terlebih dahulu kemudian sinar laser akan menyala dan bor akan turun mencari posisi titik nol laser. Setelah menemukan titik nol laser, program menunggu input kedalaman dan penekanan tombol “BOR”. Program akan menghitung jumlah step untuk melakukan pengeboran sesuai dengan kedalaman yang dimasukkan. Kemudian aplikasi desktop akan mengirim perintah ke mikrokontroler untuk menggerakkan bor ke posisi yang telah dimasukkan. Pada proses pengeboran, sinar laser akan mati sampai proses mengebor selesai dan bor langsung kembali ke posisi paling atas (reset).
3.2.2 Proses Menghitung Jarak Piksel Pada Aplikasi Desktop
Menghitung jarak piksel digunakan pada saat kalibrasi dan pengeboran. Pada proses kalibrasi maupun proses pengeboran, dibutuhkan proses menghitung jarak piksel untuk menentukan arah gerak bor dalam mencari titik nol. Proses menghitung jarak piksel antara 2 sinar laser melalui proses seperti Gambar 3.19.
27 3.2.2.1 Mengambil citra dari kamera
Program mengambil citra dari USB webcam dengan resolusi 640 × 480. Citra diterima dalam ruang warna RGB (Red Green Blue) dengan data masing-masing komponen warna RGB 8 bit. Jadi tiap piksel memiliki data 24 bit.
3.2.2.2 Grayscaling
Sinar laser merupakan sinar yang terang karena berkas sinarnya terfokus pada suatu titik. Pantulan sinar laser dari bahan yang di bor diterima oleh kamera dengan sangat terang. Meskipun sinar laser berwarna merah sinar tersebut menjadi putih saat diterima oleh kamera. Untuk mendeteksi sinar yang menjadi putih ini, maka diambil nilai intensitas sinar menggunakan grayscaling. Grayscaling dilakukan dengan menghitung rata-rata dari warna R, G, dan B dari tiap piksel pada citra seperti persamaan berikut.
(3.2)
Keterangan :
I adalah intensitas piksel pada citra R adalah warna merah dari piksel G adalah warna hijau dari piksel B adalah warna biru dari piksel
28
3.2.2.3 Thresholding
Untuk mendeteksi sinar yang terang dilakukan thresholding, yaitu membedakan nilai grayscale yang tinggi dan yang rendah. Nilai grayscale yang tinggi (sinar yang terang) dideteksi sebagai sinar laser. Nilai threshold grayscale ditentukan secara empiris dari percobaan, yaitu 230.
Gambar 3.21. Maping penetapan nilai tresholding.
3.2.2.4 Menghitung titik berat 2 titik terbesar
Setelah melakukan thresholding, didapatkan 2 titik sinar laser yang mencakup luasan beberapa piksel. Jumlah titik pada masing-masing luasan dihitung dan dicari titik berat masing-masing titik menggunakan persamaan berikut :
(3.3) (3.4) Keterangan :
Tx adalah posisi sumbu x titik berat dari luasan
Ty adalah posisi sumbu y titik berat dari luasan
Pi(x) adalah posisi sumbu x titik ke i dari luasan
Pj(y) adalah posisi sumbu y titik ke j dari luasan
n adalah jumlah titik dalam satu luasan
Ada kemungkinan terdapat noise pada citra sehingga timbul titik-titik selain sinar laser. Untuk mengatasi noise ini, diambil hanya 2 titik sinar terbesar hasil
29
Gambar 3.22. Maping menandai luasan.
Gambar 3.23. Maping mencari index luasan paling besar.
Gambar 3.24. Maping menghitung titik pusat. Contoh penghitungan jumlah titik berat pada masing-masing luasan :
FLAG
•
30
3.2.2.5 Menghitung selisih posisi titik horisontal
Setelah ditemukan posisi titik berat dari kedua titik terbesar, jarak antara 2 titik dihitung dari selisih posisi horisontalnya. Jarak dihitung dalam piksel.
3.2.3 Menghitung Jarak dan Putaran Motor Stepper
Motor stepper yang digunakan mempunyai resolusi 1,8° atau 200 step tiap
putaran. Ulir yang dipakai menggunakan ball screw dengan jarak pitch 0,4 cm. Dengan menggunakan metode fullstep maka resolusi motor stepper bisa diperkecil menjadi 3,6° atau 100 step tiap putaran.
Tabel 3.6. Perbandingan keseluruhan gerak motor. Mikrokontroler program mikrokontroler. Sehingga dalam 1 step dapat dihitung berdasarkan rumus :
(3.5)
Jadi, gerak 1 step motor stepper sama dengan 0,053 mm. 3.2.4 Aplikasi Mikrokontroler
31
Gambar 3.25 adalah diagram alir proses mikrokontroler beserta perintah-perintah aplikasi desktop yang diberikan ke mikrokontroler melalui komunikasi data serial.
Gambar 3.25. Diagram alir proses mikrokontroler.
32
Berikut arti perintah data dari serial yang diterima oleh mikrokontroler : 1. Data “1” berarti perintah bor untuk bergerak turun.
2. Data “2” berisi perintah bor bergerak naik.
3. Data “r” merupakan reset yang berisi perintah bor menuju posisi paling atas (awal). 4. Data “f” berisi perintah untuk mematikan (OFF) laser.