33
IV.
DESAIN PROSES PRODUKSI MESIN PANGKAS
RUMPUT POTRUM BBE-02
4.1. Modifikasi Potrum BBE-01 Menjadi Potrum BBE-02
Mesin pangkas rumput BBE-01 tersusun atas beberapa bagian yaitu dek, roda, poros pisau, pengunci flexible shaft, dudukan pisau dan mata pisau, kemudi, dudukan engine brush cutter, sistem pengatur ketinggian, dan kantong penampung. Bagian-bagain pada BBE-01 yang dianggap masih memiliki kelemahan dilakukan beberapa modifikasi dengan menentukan target capaian yang diinginkan. Beberapa target capaian tersebut diantaranya untuk menjadikan desain menjadi mudah dalam perakitan maupun pelepasan, menigkatkan lebar kerja, dan menghasilkan bioclippings.
Beberapa bagian yang dimodifikasi antara lain dek, unit pemangkas (dudukan pisau dan mata pisau), dudukan engine brush cutter, stang kemudi, kantung penampung clippings (rumput hasil pangkasan), roda depan, dan sistem pengatur ketinggian.
Gambar 19. Modifikasi Potrum BBE-01 (a) menjadi Potrum BBE-02 (b)
4.2. Desain Komponen Mesin Potrum BBE-02 4.2.1.Dek
a. Sebagai tempat dudukan pengunci
b. Sebagai dasar peletakkan dan penentuan miring
pemangkas. c. Sebagai penyalur
d. Tempat peletakkan poros roda
dek terhadap permukaan lahan rumput yang akan dipangkas.
e. Sebagai tempat peletakan stang kemudi.
f. Sebagai tempat peletakkan
g. Melindungi operator dari pisau pada putaran tinggi Berdasarkan fungsi
dengan desain dek mesin pemangkas rumput tipe SRT
gambar rancangan dek seperti berikut.
4.2.2.Stang Kemudi Stang kemudi m
memudahkan operator melukan gerakan belok
(dek Potrum BBE
Sebagai tempat dudukan pengunci flexible shaft.
Sebagai dasar peletakkan dan penentuan miring tidaknya putaran pisau
Sebagai penyalur clippings menuju kantong penampung.
Tempat peletakkan poros roda sehingga menentukan miring tidaknya posisi dek terhadap permukaan lahan rumput yang akan dipangkas.
peletakan stang kemudi.
peletakkan lempengan sel pengatur ketinggian Melindungi operator dari pisau pada putaran tinggi.
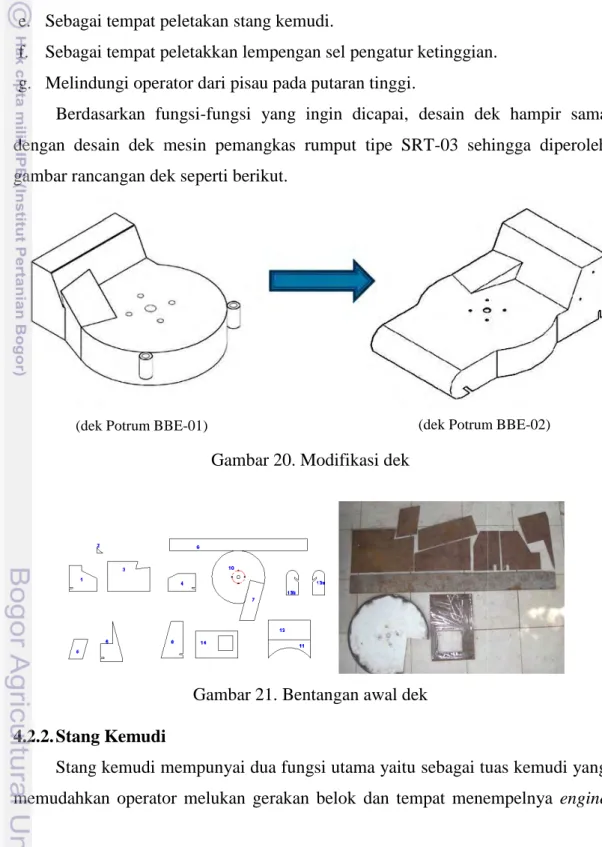
Berdasarkan fungsi-fungsi yang ingin dicapai, desain dek hampir sama dengan desain dek mesin pemangkas rumput tipe SRT-03 sehingga
rancangan dek seperti berikut.
Gambar 20. Modifikasi dek
Gambar 21. Bentangan awal dek Stang Kemudi
mempunyai dua fungsi utama yaitu sebagai tuas kemudi yang memudahkan operator melukan gerakan belok dan tempat menempelnya
(dek Potrum BBE-01) (dek Potrum BBE
34
tidaknya putaran pisau
miring tidaknya posisi
pengatur ketinggian.
desain dek hampir sama 03 sehingga diperoleh
sebagai tuas kemudi yang dan tempat menempelnya engine
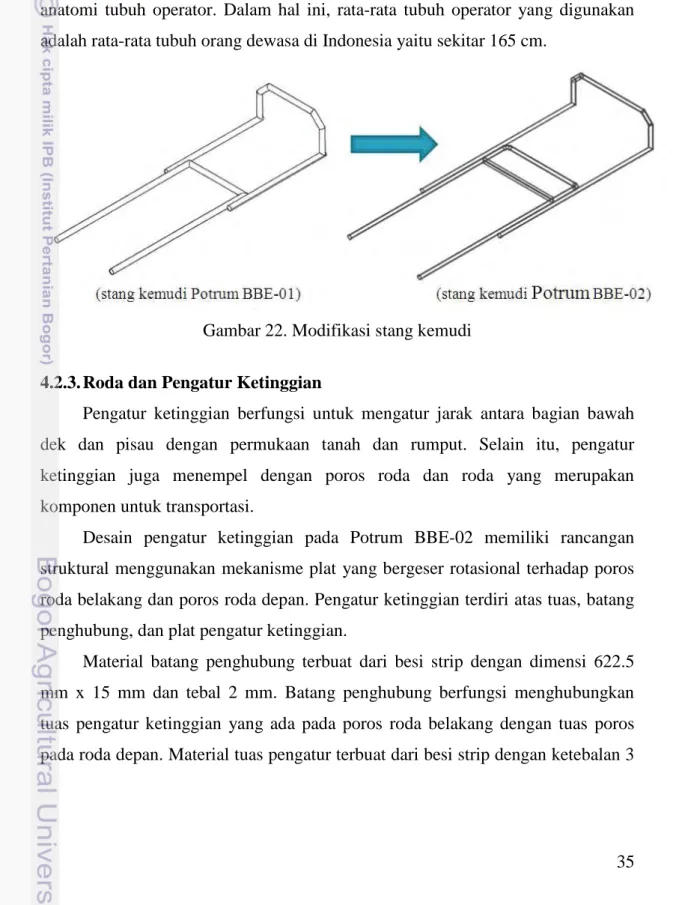
35 brush cutter. Selain itu, stang kemudi berfungsi juga untuk melakukan jungkit bagian depan mesin, dan memudahkan penyaluran tenaga/daya dari operator untuk mendorong mesin ke arah depan.
Rancangan struktural stang kemudi terbuat dari pipa besi 20 mm dan tebal 2 mm. Stang kemudi harus cukup kokoh agar dapat menahan beban dari engine brush cutter. Selain itu, ketinggian stang dirancang agar dapat sesuai dengan anatomi tubuh operator. Dalam hal ini, rata-rata tubuh operator yang digunakan adalah rata-rata tubuh orang dewasa di Indonesia yaitu sekitar 165 cm.
Gambar 22. Modifikasi stang kemudi
4.2.3.Roda dan Pengatur Ketinggian
Pengatur ketinggian berfungsi untuk mengatur jarak antara bagian bawah dek dan pisau dengan permukaan tanah dan rumput. Selain itu, pengatur ketinggian juga menempel dengan poros roda dan roda yang merupakan komponen untuk transportasi.
Desain pengatur ketinggian pada Potrum BBE-02 memiliki rancangan struktural menggunakan mekanisme plat yang bergeser rotasional terhadap poros roda belakang dan poros roda depan. Pengatur ketinggian terdiri atas tuas, batang penghubung, dan plat pengatur ketinggian.
Material batang penghubung terbuat dari besi strip dengan dimensi 622.5 mm x 15 mm dan tebal 2 mm. Batang penghubung berfungsi menghubungkan tuas pengatur ketinggian yang ada pada poros roda belakang dengan tuas poros pada roda depan. Material tuas pengatur terbuat dari besi strip dengan ketebalan 3
mm. Sambungan batang penghubung dengan tuas pengatur menggunakan baut
M10. Hal ini bertujuan agar
Gambar 23.
Pada plat pengatur ketinggian dibuat sel
sepanjang tepi plat. Plat pengatur ketinggian terbuat dari baja dengan tebal 2 mm
dan jari-jari plat 100 mm. Lubang pada sel tersebut ber tuas pengatur ketinggian dapat dilihat pada
Gambar
Rancangan roda
sinkage tidak terlalu be
untuk dilakukan produksi roda mempertimbangkan
pemangkasan maka dipilih roda troli rangkaian roda transportasi.
(Poros roda & pengatur ketinggian Potrum BBE
batang penghubung dengan tuas pengatur menggunakan baut . Hal ini bertujuan agar mudah di bongkar-pasang.
. Modifikasi rangkaian roda dan pengatur ketinggian
pengatur ketinggian dibuat sel berupa beberapa
sepanjang tepi plat. Plat pengatur ketinggian terbuat dari baja dengan tebal 2 mm plat 100 mm. Lubang pada sel tersebut berdiameter 10 mm
tuas pengatur ketinggian dapat dilihat pada Gambar 24.
Gambar 24. Sketsa tuas pengatur ketinggian
oda mesin BBE-02 mempunyai luas kontak yang lebar agar tidak terlalu besar. Untuk skala bengkel sederhana, tidak memungkinkan untuk dilakukan produksi roda sendiri sehingga harus dibeli di pasaran. Dengan mempertimbangkan sinkage, ketinggian dek, pengatur ketinggian, dan hasil pemangkasan maka dipilih roda troli dengan diameter 160 mm untuk melengkapi rangkaian roda transportasi.
(Poros roda & pengatur Potrum BBE-01)
(Poros roda & pengatur ketinggian Potrum BBE
36
batang penghubung dengan tuas pengatur menggunakan baut
rangkaian roda dan pengatur ketinggian
berupa beberapa lubang di
sepanjang tepi plat. Plat pengatur ketinggian terbuat dari baja dengan tebal 2 mm diameter 10 mm. Sketsa
mempunyai luas kontak yang lebar agar sar. Untuk skala bengkel sederhana, tidak memungkinkan sehingga harus dibeli di pasaran. Dengan , ketinggian dek, pengatur ketinggian, dan hasil untuk melengkapi
(Poros roda & pengatur Potrum BBE-02)
Gambar 25. Gambar bentangan pengatur ketinggian
4.2.4.Dudukan Mesin Mesin Potrum
berfungsi sebagai tempat memasang
kebutuhan dengan pembobotan menggunakan metode QFD, maka
fungsional yang dilakukan difokuskan pada pemasangan maupun pelepasan
berbagai engine brush cutter dengan mudah dan ringkas.
Rancangan struktural dudukan
dengan ketebalan 2 mm. Ukuran luas penampang sandaran rangka adalah 350 mm x 427 mm dan bagian dasar dudukan berbentuk sama seperti sandaran dengan ukuran 278 mm x 350 mm.
(dudukan mesin Potrum BBE
. Gambar bentangan pengatur ketinggianPotrum
Dudukan Mesin
Potrum BBE-01 memiliki dudukan engine brush cutter
sebagai tempat memasang engine brush cutter. Berdasarkan analisis kebutuhan dengan pembobotan menggunakan metode QFD, maka
fungsional yang dilakukan difokuskan pada pemasangan maupun pelepasan
brush cutter yang ada di pasaran ke dudukuan engine
ingkas.
Rancangan struktural dudukan engine brush cutter terbuat dari plat baja dengan ketebalan 2 mm. Ukuran luas penampang sandaran rangka adalah 350 mm x 427 mm dan bagian dasar dudukan berbentuk sama seperti sandaran dengan ukuran 278 mm x 350 mm.
Gambar 26. Modifikasi dudukan mesin
Potrum BBE-01) (dudukan mesin Potrum BBE
37
Potrum BBE-02
brush cutter yang
dasarkan analisis kebutuhan dengan pembobotan menggunakan metode QFD, maka perancangan
fungsional yang dilakukan difokuskan pada pemasangan maupun pelepasan
engine brush cutter
terbuat dari plat baja dengan ketebalan 2 mm. Ukuran luas penampang sandaran rangka adalah 350 mm x 427 mm dan bagian dasar dudukan berbentuk sama seperti sandaran dengan
Gambar
Gambar 2
4.2.5.Unit Pemangkas (Rangkaian Pisau)
Unit pemangkas pada
Fungsi-fungsi tersebut melalui saluran pengeluaran adalah jenis mata pisau yang
kayu.
Gambar 27. Bagian-bagian dudukan engine brush cutter
Gambar 28. Gambar bentangan dudukan mesin
Unit Pemangkas (Rangkaian Pisau)
Unit pemangkas pada Potrum BBE-02 memiliki beberapa desain fungsional. tersebut adalah memangkas rumput dan menghembuskan melalui saluran pengeluaran clippings. Jenis pisau pemangkas
adalah jenis mata pisau yang merupakan modifikasi dari pisau gergaji pemotong
38 brush cutter
memiliki beberapa desain fungsional. memangkas rumput dan menghembuskannya
pemangkas yang digunakan
39 Gambar 29. Modifikasi unit pemangkas
Gambar 30. Bagian-bagian unit pemangkas
Menurut Prima dan Wisye, 2002, bahwa diperoleh data yang menunjukkan semakin tinggi kecepatan putar dan tinggi sudu pada sudut mata pisau yang sama maka semakin banyak persen pangkasan rumput yang tertampung. Semakin besar sudut mata pisau maka semakin banyak persen rumput yang tertampung. Semakin tinggi sudut mata pisau dan semakin besar kecepatan putar, maka semakin kecil persen gesekan.
4.2.6.Sistem Transmisi
Sistem transmisi tenaga dari engine ke poros rangkaian unit pemangkas menggunakan flexible shaft. Sambungan dari flexible shaft dengan unit pemangkas menggunakan rangkaian poros dan pulley. Agar poros dapat dimasuki fleksibel shaft yang mempunyai penampang segi empat, maka salah satu ujung poros dibor terlebih dahulu. Lubang hasil proses bor kemudian dipanaskan dan
dibentuk segi empat dibagian tengahnya hingga sesuai dengan ukuran poros
dilakukan proses bor dan kemudian dilakukan p
M8 untuk disambungkan dengan
4.2.7.Kantung Rumput
Desain kantong penampung pada
sebagai berikut:
a. Menampung clippings
b. Dengan adanya lubang pada kantong maka angin yang dihembuskan a kembali keluar sehingga kantong tidak mengembang.
c. Penggunaan pengancing
agar dapat memudahkan dalam pembersihan kantong.
d. Rangka berfungsi membentuk kantong penampung
Gambar 31. Modifikasi
Gambar 32. Bagian
(rangka kantung Potrum BBE
dibentuk segi empat dibagian tengahnya dengan di masukkan poros segi empat hingga sesuai dengan ukuran poros flexible shaft. Di ujung poros yang satunya, dilakukan proses bor dan kemudian dilakukan proses tap agar dapat dimasuki bau
ambungkan dengan pulley.
Kantung Rumput
Desain kantong penampung pada BBE-02 memiliki rancangan fungsional
clippings.
Dengan adanya lubang pada kantong maka angin yang dihembuskan a kembali keluar sehingga kantong tidak mengembang.
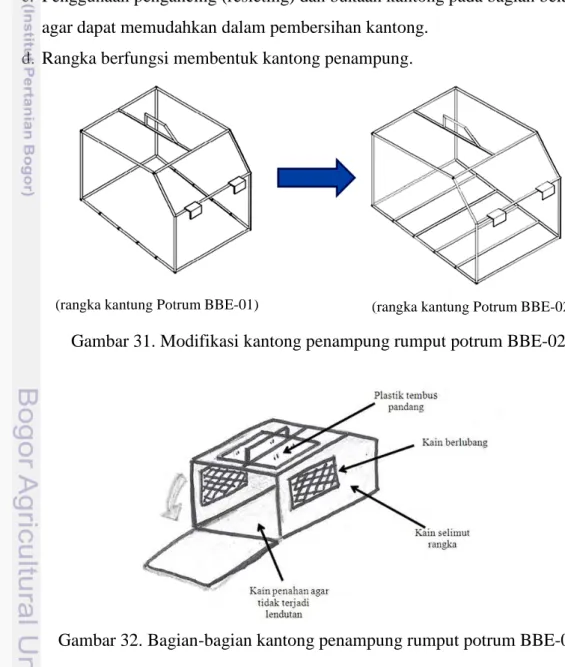
Penggunaan pengancing (resleting) dan bukaan kantong pada bagian belakang agar dapat memudahkan dalam pembersihan kantong.
Rangka berfungsi membentuk kantong penampung.
Modifikasi kantong penampung rumput potrum
Bagian-bagian kantong penampung rumput potrum
Potrum BBE-01) (rangka kantung Potrum BBE
40
dengan di masukkan poros segi empat . Di ujung poros yang satunya, roses tap agar dapat dimasuki baut
ncangan fungsional
Dengan adanya lubang pada kantong maka angin yang dihembuskan akan
dan bukaan kantong pada bagian belakang
g penampung rumput potrum BBE-02
kantong penampung rumput potrum BBE-02 Potrum BBE-02)
41 Rancangan struktural dari hasil modifikasi kantong penampung terdiri atas rangka dan selimut atau penutup rangka. Rangka kantong dibuat dengan menggunakan kawat baja diameter 6 mm. Bahan yang digunakan untuk penutup rangka ada tiga jenis yaitu plastik tembus pandang, kain parasut, dan kain berlubang.
Selain itu, dengan didasari konsep bioclippings maka dilakukan juga perancangan pelindung clippings. Bioclippings merupakan metode pemangkasan dimana rumput hasil pangkasan tidak ditampung melainkan dikembalikan/ditebar langsung pada lahan oleh hembusan pisau. Adapun rancangan struktural dari pelindung clippings tersebut yaitu besi plat setebal 2 mm yang ditekuk dan diletakkan pada bagian belakang dek (seperti splash guard pada sepeda).
Gambar 33. Sketsa pelindung potongan rumput (clippings guard)
Gambar 34. Gambar bentangan clippings guard
4.3. Desain Cetakan Komponen Mesin Potrum BBE-02 4.3.1.Dek
Desain cetakan untuk dek harus memenuhi persyaratan teknis sesuai dengan desain dek yang telah dirancang. Persayaratan teknis yang harus dipenuhi yang
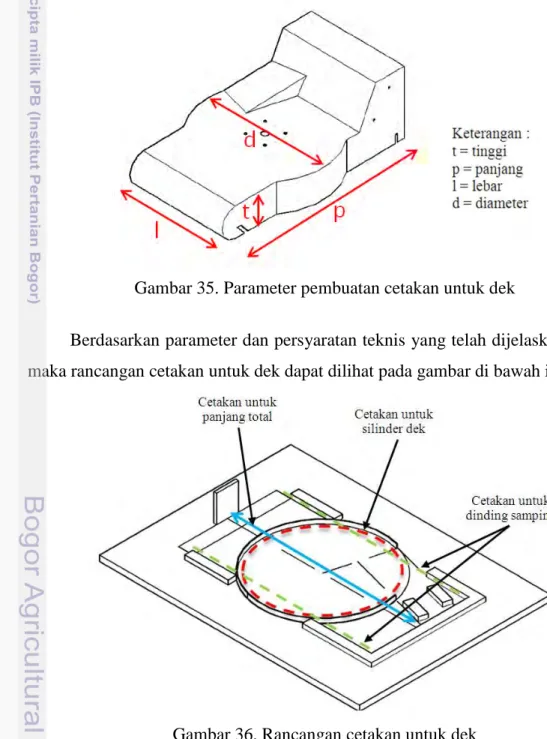
42 merupakan parameter penting dalam rancangan pembuatan cetakan untuk dek diantaranya adalah : keseragaman dimensi sesuai dengan gambar kerja seperti diameter silinder, tinggi, panjang, dan lebarnya sesuai dengan rancangan.
Keseragaman bentuk agar dek dapat memenuhi parameter fungsi komponen yang dinamis (bergerak) yang menempel atau disambungkan ke dek. Fungsi komponen tersebut antara lain kesamaan tinggi poros roda, kesamaan tinggi unit pemangkas, arah penyaluran clippings, kesesuaian sudut penyambungan stang kemudi.
Gambar 35. Parameter pembuatan cetakan untuk dek
Berdasarkan parameter dan persyaratan teknis yang telah dijelaskan di atas, maka rancangan cetakan untuk dek dapat dilihat pada gambar di bawah ini.
43
4.3.2.Stang Kemudi
Perancangan cetakan untuk pembuatan stang kemudi sangat sederhana. cetakan stang kemudi yang akan dihasilkan haruslah memenuhi parameter awal perancangan bentuk, ukuran, dan fungsional. Parameter tersebut antara lain harus mempunyai sambungan yang siku-siku, lebar setang kemudi bagian bawah harus sesuai dengan badan dek, kesesuaian tinggi stang kemudi setelah disambungkan ke komponen dek, dan kesesuaian tinggi palang dek untuk penempatan dudukan engine. Kesesuaian tinggi palang dek sangatlah penting dalam proses produksi stang kemudi. Hal tersebut dikarenakan memperhatikan kesesuaian penyambungan fleksibel shaft dari engine ke unit pemangkas setelah komponen dudukan engine disambungkan ke stang kemudi.
Gambar 37. Parameter pembuatan cetakan untuk stang kemudi
Gambar 38. Rancangan cetakan untuk stang kemudi Cetakan agar sambungan stang kemudi siku-siku
44
4.3.3.Roda dan Pengatur Ketinggian
Parameter dimensi untuk desain cetakan roda dan pengatur ketinggian harus dapat memastikan kesesuaian jarak dan siku-siku antara pasangan roda depan dan belakang, dan juga kesesuaian jarak dan siku-siku antara roda kiri dan kanan pada satu pasang roda. Parameter bentuk dan fungsional yang penting diperhatikan adalah kesamaan tinggi poros dan kesejajaran tuas dengan sel pengatur ketinggian.
Pada saat penyambungan poros ke dek, kesamaan tinggi poros di empat titik penempelan (depan, belakang, samping kiri, dan kanan) harus sesuai. Apabila ketinggian titik penempelan poros terhadap dek tidak sama maka posisi ketinggian dek terhadap permukaan lahan tidak akan sama. Oleh karena itu, kesamaan ketinggian poros akan berdampak pada kerapihan dan keindahan hasil pangkasan. Sedangkan kesejajaran tuas dengan sel pengatur ketinggian akan berdampak pada interval ketinggian pangkas. Interval ketinggian pangkas yang diinginkan adalah 5 mm.
Gambar 39. Parameter pembuatan cetakan untuk roda dan pengatur ketinggian
Adapun rancangan cetakan untuk proses pembuatan pengatur ketinggian berdasarkan persyaratan teknis yang dibutuhkan sebagaimana yang telah di jelaskan di atas adalah seperti gambar di bawah ini.
45 Gambar 40. Rancangan cetakan pengatur ketinggian
4.3.4.Kantung Rumput
Komponen kantung rumput terdiri dari dua komponen yaitu rangka dan selimut. Desain cetakan yang akan dirancang hanya untuk rangkanya saja. Rangka yang dihasilkan haruslah sesuai dimensinya sehingga selimut kantung bisa sesuai ketika dipasangkan. Rancangan cetakan yang dibuat haruslah dapat mencetak rangka dengan dimensi dan sudut tekuk yang sesuai.
Gambar 41. Parameter pembuatan cetakan untuk kantung rumput
Berdasarkan parameter bentuk dan fungsional rangka yang telah dijelaskan, maka rancangan cetakan untuk pembuatan rangka kantung adalah seperti gambar di bawah ini.
Pola rangka yang dibuat cetakannya rangka bagian
samping
Cetakan agar jarak antar roda seragam Cetakan agar sambungan poros
siku-siku Cetakan agar jarak
Gambar 42. Rancangan
4.4. Pemilihan dan Pengerjaan Material Komponen
4.4.1.Dek
Material dek dipilih pelat esser dengan tebal 2 mm agar kokoh dan tidak terlalu berat. Dek berfungsi tidak hanya sebagai rumahan untuk pisau tetapi juga untuk menempelnya stang kemudi dan rangkaian roda.
Pengerjaan pelat untuk bentangan dek dilakukan dengan pemotongan (dengan las dan gunting tuas). Pembentukan silinder dek dan
dek dilakukan dengan rol. Bagian belakang dek dibentuk dengan ditekuk. Sedangkan keseluruhan bentangan yang telah dibentuk maka selanjutnya siap untuk disambungkan dengan menggunakan las listrik.
Gambar 43. P
Pemotongan untuk dek menggunakan las gas
. Rancangan cetakan untuk pembuatan rangka kantung
Pemilihan dan Pengerjaan Material Komponen
Material dek dipilih pelat esser dengan tebal 2 mm agar kokoh dan tidak terlalu berat. Dek berfungsi tidak hanya sebagai rumahan untuk pisau tetapi juga untuk menempelnya stang kemudi dan rangkaian roda.
Pengerjaan pelat untuk bentangan dek dilakukan dengan pemotongan (dengan las dan gunting tuas). Pembentukan silinder dek dan bagian depan depan dek dilakukan dengan rol. Bagian belakang dek dibentuk dengan ditekuk. Sedangkan keseluruhan bentangan yang telah dibentuk maka selanjutnya siap untuk disambungkan dengan menggunakan las listrik.
. Proses pembentukan bentangan pada pengerjaan dek
dirol untuk atap
dek menggunakan las gas
46
untuk pembuatan rangka kantung
Material dek dipilih pelat esser dengan tebal 2 mm agar kokoh dan tidak terlalu berat. Dek berfungsi tidak hanya sebagai rumahan untuk pisau tetapi juga
Pengerjaan pelat untuk bentangan dek dilakukan dengan pemotongan bagian depan depan dek dilakukan dengan rol. Bagian belakang dek dibentuk dengan ditekuk. Sedangkan keseluruhan bentangan yang telah dibentuk maka selanjutnya siap
pengerjaan dek
47
4.4.2.Stang Kemudi
Material stang kemudi adalah pipa besi dengan diameter 20 mm. Pembuatan bentangan stang kemudi dilakukan dengan proses pemotongan menggunakan gergaji. Pembentukan lengkungan stang kemudi bagian atas dilakukan dengan proses tekuk menggunakan penekuk pipa. Penyambungan bahan yang telah dibentuk dilakukan dengan proses las listrik. Sedangkan penyambungan stang kemudi ke badan dek menggunakan mur dan baut ukuran M6.
Gambar 44. Proses pembentukan bentangan pada pengerjaan stang kemudi
4.4.3.Rangkaian Roda dan Pengatur Ketinggian
Rangkaian roda dan pengatur ketinggian terbagi dalam tiga komponen yaitu, rangkaian roda, tuas pengatur tinggi, dan sel pengatur tinggi. Rangkaian roda terbentuk dari roda troli (diameter 160 mm) dengan poros dari besi diameter 25 mm, sedangkan poros yang menempel ke dek berdiameter 12 mm. Tuas pengatur tinggi terbentuk dari pelat strip dengan tebal 3 mm dan lebar 50 mm, sedangkan penghubung tuas pengatur tinggi di bentuk dari pelat strip dengan tebal 3 mm dan lebar 15 mm. Pada sel pengatur tinggi dibentuk dari pelat baja dengan tebal 2 mm dan dilakukan proses bor (diameter 10 mm) untuk membuat sel-selnya.
Gambar 45. Bagian-bagian rangkaian roda dan pengatur ketinggian ditekuk
48 Pembuatan bentangan seluruhnya dilakukan dengan pemotongan manual dengan gergaji tangan (poros, tuas, dan penghubung tuas) dan dengan gergaji tuas (sel pengatur tinggi). Penyambungan rangkaian roda depan dan belakang dilakukan proses las listrik. Sedangkan untuk penyambungan penghubung tuas digunakan pasangan mur dan baut. Penyambungan sel pengatur tinggi ke badan dek digunakan pasangan mur dan baut.
4.4.4.Dudukan Mesin
Rancangan struktural dudukan engine brush cutter terbuat dari plat baja dengan ketebalan 2 mm. Ukuran luas penampang sandaran rangka adalah 350 mm x 427 mm dan bagian dasar dudukan berbentuk sama seperti sandaran dengan ukuran 278 mm x 350 mm. Pembuatan bentangan dudukan mesin dilakukan dengan proses pemotongan dengan gunting tuas.
Pembetukan sandaran dudukan mesin yang menempel ke stang kemudi dilakukan dengan proses tekuk. Agar dapat menahan getaran maka ditambahkan pegas diantara sandaran untuk engine dengan sandaran yang ke stang kemudi. Penyambungan pada dudukan mesin menggunakan pasangan mur dan baut (ukuran M6).
Gambar 46. Proses pembentukan bentangan pada pengerjaan dudukan mesin
4.4.5.Kantung Rumput
Rancangan struktural dari hasil modifikasi kantong penampung terdiri atas rangka dan selimut rangka. Rangka kantong dibuat dengan menggunakan kawat
ditekuk Pegas dengan metode penyambungan
49 baja diameter 6 mm. Bahan yang digunakan untuk penutup rangka ada tiga jenis yaitu plastik tembus pandang, kain parasut, dan kain berlubang.
Gambar 47. Tranformasi pembuatan rangka menjadi kantung utuh.
Selain itu ada juga penahan rumput yang digunakan apabila rumput hasil pangkasan akan langsung ditebar di lahan. Penahan rumput ini terbuat pelat besi dengan tebal 2 mm. Pembuatan bentangan penahan rumput dilakukan dengan pemotongan menggunakan gunting tuas. Pembentukan bentangan ada yang dilakukan dengan proses tekuk agar mendapatkan bentuk lengkungan ke bawah untuk mengarahkan rumput hasil pangkasan. Sedangkan metode penyambungan dilakukan dengan proses las listrik.
Gambar 48. Proses pembentukan bentangan pada pengerjaan penahan rumput
4.5. Hazard Analysis (Analisis Kerusakan) 4.5.1.Analisis Kerusakan Awal
Komponen yang teridentifikasi akan sering mengalami kerusakan adalah komponen pisau, fleksibel shaft, roda, pengatur ketinggian, dan rangkaian mur dan baut. Komponen tersebut akan rentan terjadi kerusakan karena ketika operasi akan mengalami proses berputar, bergetar, dan yang bersentuhan dengan obyek (rumput yang akan dipangkas).
50 Akan tetapi yang perlu diwaspadai adalah penyambungan pisau pada piringan pisau menggunakan mur dan baut. Pemasangan mur dan baut haruslah ditambahkan pula dengan ring per agar ketika mesin dioperasikan tidak menjadi longgar dan pisau tidak terlepas. Bahaya yang lebih fatal lagi adalah jika pisau terlepas dan terlempar keluar dek melalui saluran pengeluaran rumput. Hal ini akan membahayakan operator di lapangan.
4.5.2.Failure Mode & Effect Analysis (FMEA)
Tabel 7. Failure Mode & Effect Analysis (FMEA) Mesin Potrum BBE-02
Nama Kompone n Jenis Kerusakan Penyebab Kerusakan Dampak Kerusakan Terhadap Sistem Perbaikan Masalah Pisau Lepas dari piringan
Mur dan baut kendur/lepas Tidak bisa melakukan proses pemangkasan Mengencangkan pemasangan mur dan baut dengan ditambahkan ring per Patah/beng kok Terbentur benda asing Pemangkasan tidak maksimal Meluruskan kembali atau mengganti Fleksibel shaft Patah Putaran mesin yang berlebih Tidak bisa melakukan pemangkasan Mengganti dengan yang baru Lepas dari dudukannya Pin pengunci lepas Tidak bisa melakukan pemangkasan Mengunci fleksibel shaft dengan pin yang sesuai agar tidak lepas Penjepit
dudukan engine
Lepas
Mur dan baut pengikatnya lepas Getaran mesin lebih terasa Menambahkan ring per pada mur dan baut
4.6. Analisis Biaya
Pada proses produksi mesin Potrum BBE-02 hanya akan dilakukan analisis biaya pada jangka waktu satu tahun produksi. Hal-hal yang akan dianalisis adalah besarnya biaya produksi. Jumlah produksi selama satu tahun adalah 240 unit (20 unit per bulan).
51 Kondisi umum bengkel tempat produksi mesin adalah sebagai berikut. Jumlah tenaga kerja 5 orang (pegawai bengkel 4 orang dan pengawas produk 1 orang). Biaya tenaga kerja bengkel Rp. 1 200 000.00 per orang per bulan (dibayarkan per minggu sejumlah Rp. 300 000 per minggu). Biaya pegawai pengawas produk Rp. 1 500 000.00 per bulan (dibayarkan per bulan). Biaya pemeliharaan dan penyusutan alat dan mesin 5 % per tahun. Umur peralatan bengkel 10 tahun. Nilai akhir mesin 10 % dari nilai awal. Umur bangunan 20 tahun. Penyusutan bangunan 5 % dari nilai awal. Pajak bangunan 5% per tahun. Daya listrik terpasang dari PLN adalah 1200 watt dengan rata-rata konsumsi listrik harian sebesar 800 watt. Jumlah jam kerja 8 jam per hari dan 24 hari kerja per bulan. Biaya listrik per kWh sebesar Rp. 1100 dan besarnya abonemen Rp. 473 per kWh (sumber: www.pln-jabar.co.id). Biaya peralatan perlengkapan tulis Rp. 200 000.00 per bulan. Biaya telepon Rp. 200 000.00 per bulan. Harga bahan baku dan bahan penolong disesuaikan dengan banyaknya produksi.
Dari data di atas diketahui bahwa dalam satu bulan pesanan yang dapat dikerjakan adalah sebanyak 20 unit mesin.
Tabel 8. Modal awal peralatan bengkel
No Nama alat Harga (Rp.)
1. Mesin pemotong plat 7 000 000.00
2. Kompresor 7 500 000.00
3. Mesin gerinda duduk 4 500 000.00
4. Mesin gerinda tangan 350 000.00
5. Mesin cut off 1 100 000.00
6. Las listrik 7 500 000.00
7. Helm las 1 450 000.00
8. Mesin bor tangan 420 000.00
9. Mesin bor duduk 8 000 000.00
10. Klem C 1'-8' 498 000.00
11. Kunci pas set 6-24 140 000.00
12. Kunci ring set 6-24 200 000.00
13. Kunci ringpas set 8-24 150 000.00
14. Kunci L set 70 000.00
15. Obeng set16 buah 350 000.00
16. Palu linggis 30 000.00
17. Palu konde 32 000.00
18. Palu plastik 25 000.00
52
20. Tang kombinasi 25 000.00
21. Tang potong 20 000.00
22. Tang buaya 35 000.00
23. Tool box 100 000.00
24. Tap dan snei tangan set 185 000.00
25. Jangka sorong 41 000.00
26. Busur protactor 30 000.00
27. Rol meter 22 000.00
28. Spray gun 215 000.00
Total 40 078 000.00
a. Skala Produksi Per Bulan
Tabel 9. Kebutuhan bahan baku pembuatan 20 unit mesin (per bulan)
No Nama Bahan Harga
(Rp.) Satuan Jum. Beli Jumlah (Rp.) 1. Plat baja 2 mm (900 x 1800 mm2) 225 000.00 lembar 20 4 500 000.00
2. Cat dasar 40 000.00 kaleng 20 800 000.00
3. Cat oranye 45 000.00 kaleng 20 900 000.00
4. Cat hitam 15 000.00 kaleng 20 300 000.00
5. Roda troli 25 000.00 buah 80 2 000 000.00
6. Poros baja Ø 15mm 7 000.00 kg 20 140 000.00
7. Pipa baja Ø 20mm 75 000.00 6 m 4 300 000.00
8. Baut+mur M6 1 000.00 buah 160 160 000.00
9. Plat baja strip 4mm 7 000.00 kg 20 140 000.00
10. Poros baja Ø 16mm 7 500.00 kg 20 150 000.00 11. Baut+mur M12 1 200.00 buah 240 288 000.00 12. Sekrup Ø 4mm 1 000.00 buah 120 120 000.00 13. Pipa baja Ø 20mm 75 000.00 6m 20 1 500 000.00 14. Kawat baja 8mm 32 000.00 10m 16 512 000.00 15. Kain parasut 30 000.00 m2 24 720 000.00 16. Kain kisi-kisi 20 000.00 m2 20 400 000.00
17. Plastik tembus pandang 25 000.00 m2 20 500 000.00 18. Poros baja Ø 25.4mm 15 000.00 kg 20 300 000.00
19. Pulli 25 000.00 buah 20 500 000.00
20. Pisau planner 25 000.00 buah 80 2 000 000.00
21. Pillow block 25 000.00 buah 40 1 000 000.00
22. Pegas 5 000.00 buah 120 600 000.00
23. Baut+mur M14 1 500.00 buah 80 120 000.00
53 Tabel 10. Kebutuhan bahan penolong per bulan
Nama Bahan Harga (Rp.) Satuan Jumlah Beli Jumlah (Rp.)
Amplas 2 000.00 lembar 40 80 000.00
Dempul 10 000.00 kaleng 20 200 000.00
Tiner 20 000.00 kaleng 20 400 000.00
Elektrode 16 000.00 kg 40 640 000.00
Total 1 320 000.00
Perhitungan biaya per tahun : Biaya bahan baku
= Rp. 17 950 000.00 x 12 = Rp. 215 400 000.00 Biaya bahan penolong
= Rp. 1 320 000.00 x 12 = Rp. 15 840 000.00
Biaya jasa bubut dan rol (poros penghubung flexible shaft dan dek) = Rp. 40 000.00 /unit x 240 unit
= Rp. 9 600 000.00 Biaya tenaga kerja
= ((4 x Rp. 1 200 000.00) + Rp. 1 500 000) x 12 = Rp. 75 600 000.00
Biaya pemeliharaan alat dan mesin = Rp. 40 078 000.00 x 0.05 = Rp. 2 003 900.00
Biaya penyusutan alat dan mesin = Rp. 40 078 000.00 x 0.05 = Rp. 2 003 900.00
Biaya penyusutan bangunan = Rp. 50 000 000.00 x 0.05 = Rp. 2 500 000.00
Biaya pajak bangunan
= Rp. 50 000 000.00 x 0.05 = Rp. 2 500 000.00
54 Biaya listrik
Σ kWh per bulan = 0.8 W x 8 jam/hari x 24 hari/bulan
= 153.6 kWh
Σ biaya per bulan = (Rp. 1100 x Rp. 473) x 153.6 kWh
= Rp. 241 612.8
Σ biaya per tahun = Rp. 241 612.8 x 12 bulan
= Rp. 2 899 353.60
Biaya administrasi
= (Rp. 200 000.00 + Rp. 200 000.00) x 12 = Rp. 4 800 000.00
Tabel 11. Perhitungan biaya per pesanan
No Jenis biaya Biaya (Rp.)
Biaya produksi
1 Biaya bahan baku 215 400 000.00
2 Biaya tenaga kerja 75 600 000.00
3 Biaya bahan penolong 15 840 000.00
4 Biaya jasa bubut dan rol 9 600 000.00
5 Biaya overhead pabrik
Biaya pemeliharaan alat 2 003 900.00 Biaya penyusutan mesin 2 003 900.00 Biaya penyusutan bangunan 2 500 000.00 Biaya pajak bangunan 2 500 000.00
Biaya listrik 2 899 353.60
Total biaya overhead pabrik 11 907 153.60
Total biaya produksi 328 347 153.60
Biaya non produksi
6 Biaya administrasi 4 800 000.00
Total biaya non produksi 4 800 000.00
Total biaya 333 147 153.60
Maka harga pokok produksinya per unit adalah : = Rp. 333 147 153.60 / 240 unit
= Rp. 1 388 113.14 / unit
Catatan : Harga tersebut belum termasuk harga brush cutter
Sumber cara perhitung harga pokok pesanan Tjahjono dan Sulastiningsih (2003).