Laporan Kerja Praktek
Program Studi Teknik Mesin Page 18
BAB III
SISTEM KERJA PADA MESIN SLITTING DI
PT.IDOGRAVURE
3.1 DASAR TEORI
3.1.1 Pengertian Proses Produksi
Secara definisi industri biasa diartikan sebagai suatu lokasi atau tempat dimana aktifitas produksi atau bisa dinyatakan sebagai kumpulan aktivitas yang diperlukan untuk mengubah satu kumpulan masukan (human resource, materials, energy, informasi) dan lain-lain menjadi produk keluaran (finished product atau service) yang memiliki nilai tambah. Di dalam proses produksi akan terjadi suatu proses perubahan bentuk (transformasi) dari input yang masuk baik secara fisik maupun nonfisik. Proses produksi merupakan cara, metode, dan teknik untuk menciptakan atau menambah kegunaan suatu produk dengan mengoptimalkan sumber daya produksi (tenaga kerja, mesin, bahan baku, dana) yang ada.
Produksi adalah segalah kegiatan dalam menciptakan dan menambah kegunaan (utility) suatu barang atau jasa. Untuk kegiatan yang membutuhkan faktor-faktor industri yang dalam ilmu ekonomi berupa tanah, modal, tenaga kerja, dan skill. Dalam pengaturan ini, keputusan-keoputusan yang berhubungan dengan usaha-usaha untuk mencapai tujuan agar barang atau jasa yang dihasilkan sesuai apa yang di harapkan perlu dibuat. Baik mengenai kualitas, kuantitas, waktu yang direncanakan, maupun biaya-biayanya. Produksi merupakan suatu kegiatan atau proses yang mentrasformasikan berupa masukan (input) menjadi keluaran (output), sehingga menghasilkan suatu produk. Produk disini dalam arti sempit dapat didefinisikan hanya sebagian kegiatan menghasilkan barang setengah jadi, sedangkan dalam arti yang lebih luas adalah sebagai
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 19 kegiatan yang mencangkup semua kegiatan atau aktivitas-aktivitas lain yang mendukung usaha untuk menghasilkan produk tersebut.
3.1.2 Jenis-jenis Proses Produksi
Sistem produksi dapat dibedakan menjadi 2 jenis, yaitu:
Proses Produksi Kontinyu/Terus Menerus (Continous Process)
Proses Produksi Terputus (Intermittent Process)
Perbedaan pokok antara kedua proses ini adalah pada lamanya proses waktu set up peralatan produksi. Pada proses produksi jenis kontinyu, tidak memerlukan waktu set up yang lama karena proses ini memproduksi secara terus menerus untuk jenis produk yang sama. Sedangkan jenis proses produksi terputus, memlukan waktu set up yang lebih lama karena proses ini memproduksi berbagai jenis spesifikasi barang sesuai pesanan, sehingga adanya pergantian jenis barang yang diproduksi akan membutuhkan kegiatan
set up yang berbeda.
3.1.3 Proses Produksi Terus Menerus (Continuous Process)
Proses produksi berlangsung secara terus-menerus melalui tahap pengerjaan sampai menjadi barang jadi dan peralatan produksi yang digunakan disusun dan diatur rapih dengan memperhatikan urutan-urutan atau roating dalam menghasilkan produk tersebut, serta arus bahan dalam proses yang telah distandarisasi. Ciri-ciri produksinya adalah :
1. Menggunakan sistem atau cara penyusunan peralatan berdasarkan urutan pengerjaan.
2. Mesin-mesin yang digunakan biasanya bersifat khusus.
3. Memiliki job struktur yang sedikit dan jumlah tenaga kerja yang sedikit.
3.1.4 Proses Produksi Terputus-Putus (Intermittent Process)
Kegiatan proses produksi dilakukan secara tidak standart dan putus-putus, tetapi didasarkan pada produk yang dikerjakan, sehingga peralatan produksi yang digunakan disusun dan diatur dapat bersifat fleksibel. Dalam
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 20 proses ini terdapat waktu yang terpendek dalam persiapan (set-up). Peralatan untuk perubahan yang cepat untuk menghadapi variasi produk yang berganti-ganti, cirri-cirinya sebagi berikut :
1. Cara penyusunan peralatan berdasarkan fungsi dalam proses produksi.
2. Mesin yang digunakan bersifat umum. 3. Pengawasan akan tenaga kerja lebih suka.
3.1.5 Faktor-faktor yang mempengaruhi proses produksi
Faktor-faktor yang harus dipertimbangkan dalam pembuatan keputusan proses produksi dapat dirinci sebagai berikut :
a. Kebutuhan modal
Banyaknya modal yang dibutuhkan untuk persediaan, mesin-mesin, peralatan dan fasilitas lainya.
b. Kondisi pasar
Yaitu kebutuhan dan keinginan para konsumen. Apakah perkiraan volume penjualan pada harga yang direncanakan dapat menghasilkan laba yang diinginkan. Apakah kondisi persaingan sekarang dan waktu yang akan datang menguntungkan.
c. Tenaga kerja
Apakah survey tenaga kerja mencukupi sesuai dengan kebutuhan suatu jenis proses produksi pada biaya wajar. Bagaimana prospek tersedianya tenaga kerja di waktu yang akan datang.
d. Bahan mentah
Apakah bahan mentah tersedia dalam jumlah yang memadai. Apakah ada perubahan-perubahan bahan mentah dalam proses produksi.
e. Teknologi
Perusahaan harus mempertimbangkan kemajuan teknologi, baik untuk proses maupun produk. Apakah teknologi produk dan proses cukup stabil untuk mendukung proses selama periode tertentu.
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 21 Dapatkah perusahaan menguasai dan memelihara tipe keterampilan-keterampilan manajemen yang dibutuhkan.
3.1.6 Pengendalian Produksi
Pengendalian produksi memerlukan keadaan dimana informasi mengenai operasi produksi dapat tersedia bagi pengambil keputusan setiap saat. Hal ini berarti bahwa data harus dikumpulkan dari semua segmen operasi produksi.
Informasi-informasi yang diperlukan dari lantai produksi adalah :
1. Status sumber daya (manusia, mesin, alat dan sarana penanganan material).
2. Sumber daya apa saja yang tersedia. 3. Status operasi.
4. Keterbatasan dan kemampuan
Untuk mendapatkan keberhasilan dalam bidang pengendalian persedian dan produksi secara modern, seseorang harus banyak berkecimpung dalam hal perhitungan, teknik kuantitatif dan cara-caranya agar dapat menyelesaikan persoalan-persoalan mengenai persediaan dan produksi.
Beberapa cara pengendalian produksi yang dilakukan :
a. Keterampilan manusia untuk memperoleh produksi yang baru dan ekonomis.
b. Penggunaan mesin-mesin yang modern
c. Sumber daya alam yang dekat dari lokasi industri
d. Terget produksi yang dibutuhkan sesuai dengan perencanaan (schedule) perusahaan.
e. Sarana dan prasarana perusahaan yang layak digunakan untuk para pekerja, penempatan bahan baku materilal dan produk jadi.
f. Keterbatasan lapangan kerja dapat diatasi dengan membuka cabang perusahaan yang baru.
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 22 Dengan hanya mengetahui teknik-teknik tersebut diatas belum sepenuhnya dapat diandalkan karena sasaran dari mempelajari adalah untuk digunakan memecahkan masalah-masalah yang timbul dari berbagai kegiatan nyata yang ada dimanapun.
Untuk itu dalam pembahasan selanjutnya adalah mengadakan asumsi terhadap fungsi pengendalian persediaan dan produksi sehingga dapat digunakan secara operasional dalam arti yang luas. Pada umumnya banyak perusahaan dalam melaksanakan operasinya memiliki batasan tertentu.
Ruang lingkup observasi yang dilakukan pada saat kegiatan kerja praktek adalah Proses Produksi Slitting Process dan Maintenance Plant. Pada proses produksi kemasan di PT. Indogravure ini memiliki beberapa tahapan proses yang dilakukan satu persatu dengan menggunakan mesin-mesin yang berbeda dan memiliki fungsinya masing-masing untuk memproses bahan baku menjadi bahan jadi, pengamatan dilakukan pada setiap jenis tahapan proses secara teliti. Proses produksi pada PT.Indogravure ini menggunakan proses silinder berputar dengan kecepatan tertentu tergantung pada jenis bahan bakunya.
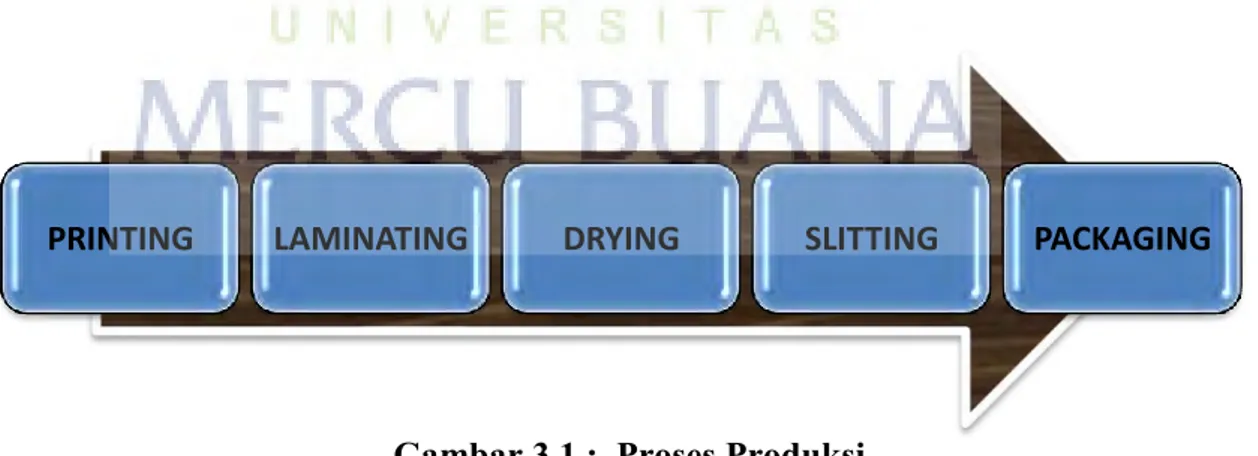
Gambar 3.1 : Proses Produksi Sumber : Data Pribadi
Gambar diatas menjelaskan tahapan-tahapan proses produksi yang terdiri dari proses printing, proses laminating, proses drying, proses slitting dan yang terakhir adalah packaging. Hampir semua jenis proses produksinya dilakukan dengan menggunakan proses silinder kecuali pada proses packaging.
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 23
3.2 Proses Printing
Tahapan proses yang dilakukan pertama adalah proses Printing, proses
printing ini adalah proses pencetakan gambar desain dengan cat pada plastik polos
PET (Poly Ester), proses printing ini berjalan dengan sangat cepat dan harus diamati secara terus menerus dengan menggunakan strobo (lampu kedip) agar mempermudah dalam proses pemeriksaannya. Mesin printing disini mampu menggunakan 7 buah silinder yang berbeda yang berarti memliki warna yang berbeda pula, sehingga apabila proses produksi menggunakan mesin dengan kemampuan maksimal, maka hasil dari printing dapat mencetak 7 jenis warna yang berbeda. Tahap awal pada proses printing ini adalah pemilihan desain oleh
customer, atau bisa juga customer sudah memiliki desain yang diinginkan
sehingga pihak pabrik hanya perlu membuat silindernya saja, setelah tahapan pemilihan desain besertaek[ warna, pihak pabrik akan membuat silinder sesuai desain dan warna yang diinginkan oleh customer, pembuatan silinder pada awalnya dibuat oleh pihak pabrik tetapi terjadi perubahan karena menyebabkan tingkat polusi yang tinggi sehingga PT. Indogravure memesan silinder tersebut pada pabrik lain, setelah silinder siap, proses produksi diawali dengan membuat 3 jenis cetakan prototype dengan warna yang berbeda, produk cetakan kemasan tersebut kepada customer untuk disetujui, yaitu darken, middle, lighten, setelah mendapat kesepakatan warna dengan customer proses pencetakan baru dimulai.
Pada proses pencetakan ini harus dilakukan pemeriksaan pada tahap awalnya, pemeriksaan yang dilakukan adalah pemeriksaan warna, apakah terjadi ketidaksamaan warna antara prototype dengan warna yang akan dipakai untuk pencetakan, lalu yang kedua adalah pembuatan sampel untuk dijadikan perbandingan.
3.3 Proses Laminating
Laminating adalah proses pelapisan 23olymat polos atau PET (Polyester)
dengan Alumunium Foil Surlin, bentuknya seperti alumunium dengan warna dove, pelapisan ini berfungsi untuk menjaga produk yang akan dikemas oleh customer tidak rusak. Setelah proses Printing dilakukan proses Extrude Laminasi atau biasa disebut dengan proses laminating
Laporan Kerja Praktek
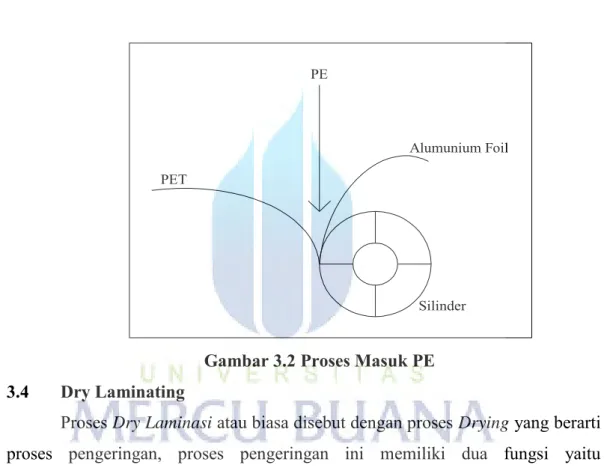
Program Studi Teknik Mesin Page 24 Proses laminating ini dilakukan dengan menggunakan silinder berputar, pada proses laminating PET direkatkan dengan menggunakan bahan 24olymath (LDPE/EAA yang berbentuk biji 24olymat lalu dipanaskan dengan suhu kira-kira 200 derajat celcius agar mencair), setelah pemanasan bahan 24olymath atau LDPE/EAA, perekatan alumunium foil dengan PET dilakukan dengan cara memasukan LDPE/EAA diantara PET dan alumunium foil lalu di pres menggunakan silinder agar merekat.
Alumunium Foil PE
PET
Silinder
Gambar 3.2 Proses Masuk PE 3.4 Dry Laminating
Proses Dry Laminasi atau biasa disebut dengan proses Drying yang berarti proses pengeringan, proses pengeringan ini memiliki dua fungsi yaitu mengeringkan adesive yang dimasukan pada proses laminating dan pel
Lapisan alumunium foil dengan menggunakan sejenis plastik bening yaitu LDPE (Low Density Polyethelen) pelapisan dengan menggunakan LDPE ini berfungsi untuk menjaga kondisi produk yang akan dimasukan oleh customer agar tidak mudah rusak dan terkontaminasi dengan alumunium foil, proses drying disini juga menggunakan silinder berputar, pelapisan LDPE dilakukan dengan perekat yang dicairkan menggunakan suhu sekitar 200 derajat celcius, sistem perekatan yang dilakukan disini hampir sama dengan sistem laminating hanya saja bahan adesive sudah berbentuk cair dan memiliki tempat untuk memasukan bahan
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 25 perekat tersebut. Ada proses Drying ini pemeriksaan dilakukan lebih ketat dibandingkan dengan proses-proses lainnya, karena setelah proses pengeringan akan berlanjut kepada proses slitting yang berfungsi juga untuk melakukan sortir produk jadi. Pemeriksaan pada proses pengeringan ini dilakukan selama proses berjalan dengan bantuan strobo untuk melihat hasilnya
baik atau tidak, bila ada bagian cetakan yang tidak baik maka akan diberi tanda defect dengan menggunakan potongan kertas berwarna merah yang diselipkan pada gulungan cetakan, dengan begitu pemeriksaan bagian yang defect dapat dilakukan dengan mudah tanpa harus mencari di bagian mana lagi yang hasilnya tidak baik.
3.5 Proses Slitting
Proses terakhir yang dilakukan adalah Slitting, yaitu pemotongan, pemotongan pada bahan jadi yang dilakukan secara terpisah, mesin slitting tidak digabung dengan mesin printing, laminating, dan juga drying, tetapi dilakukan di ruangan yang steril, hal ini dilakukan agar kemasan yang sudah jadi tidak terkena kotoran atau debu, atau mungkin bahan kimia dan sejenisnya karena kemasan ini akan langsung digunakan untuk bubuk minuman Extra Joss yang akan dikonsumsi sehingga tingkat kebersihan dan kesterilannya harus sangat dijaga dan diutamakan. maka prosedur pakaian yang wajib dan harus digunakan untuk memasuki area finishing yaitu seperti gamabar di bawah ini :
Gambar 3.3 Standard Pakaian Kerja Area Finishing
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 26
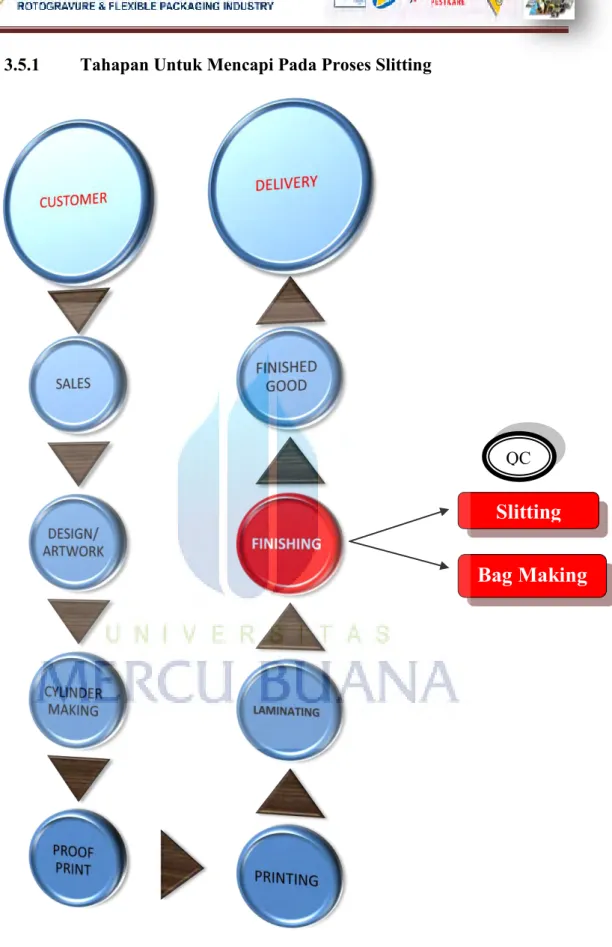
3.5.1 Tahapan Untuk Mencapi Pada Proses Slitting
Gambar 3.4 Finising Proses
Sumber : Data Pribadi
Bag Making
Slitting
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 27
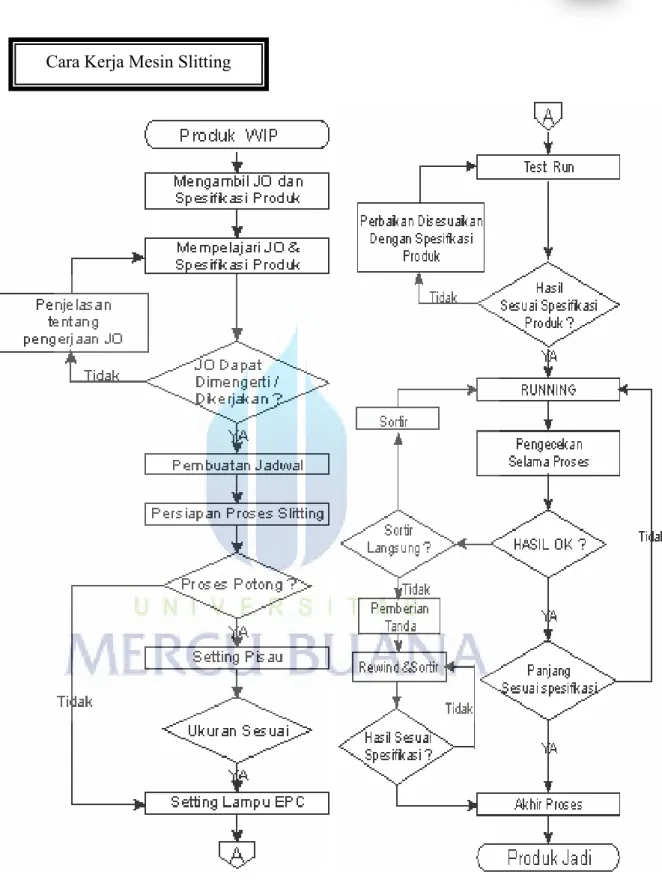
Gambar 3.5 : Alur kerja Proses Slitting
Sumber : PT.Indogravure
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 28
3.5.2 Proses Kerja Mesin Slitting
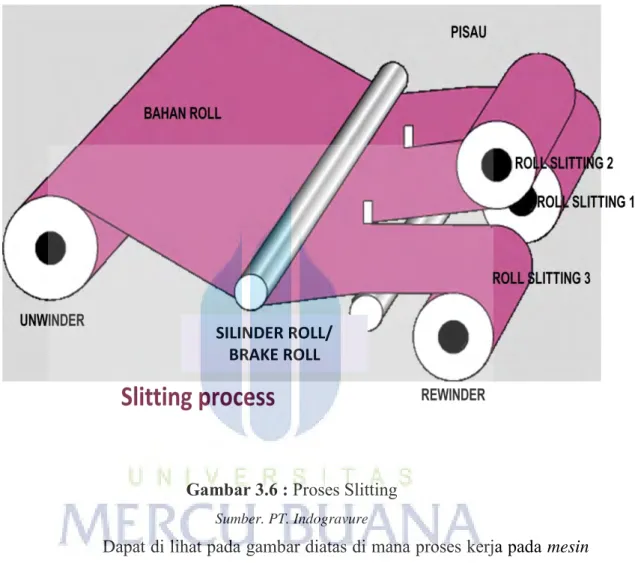
Gambar 3.6 : Proses Slitting
Sumber. PT. Indogravure
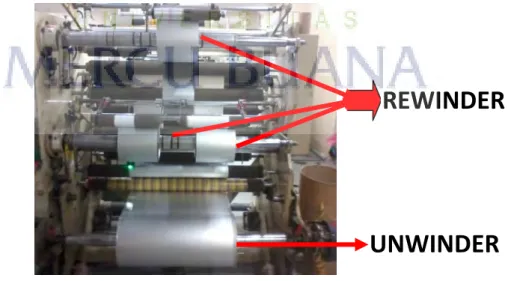
Dapat di lihat pada gambar diatas di mana proses kerja pada mesin
slitting,hal pertama yang dilakukan adalah bahan roll yang akan di potong
terlebih dahulu di letak di unwinder ,unwinder akan berputar menuju ke
silinder-silinder roll. Pada saat benda kerja berputar ke arah roll
slitting,pisau yang telah di setting dengan posisi statis akan memotong benda kerja secara otomatis sesuai dengan ukuran yang telah di tentukan oleh operator, kemudian hasil potongan dengan sendirinya akan menuju ke bagian rewinder dimana disana sudah terdapat gulungan-gulangan yang akan memisahkan hasil potongan dari hasil proses slitting.
SILINDER ROLL/ BRAKE ROLL
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 29
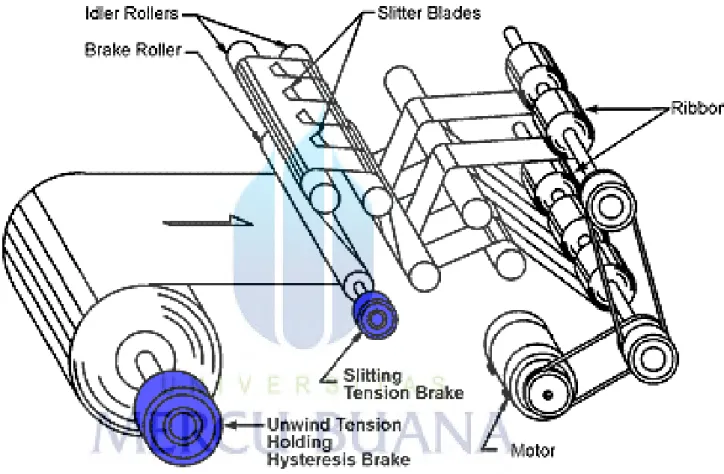
Gambar 3.7 Skema Proses slitting
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 30
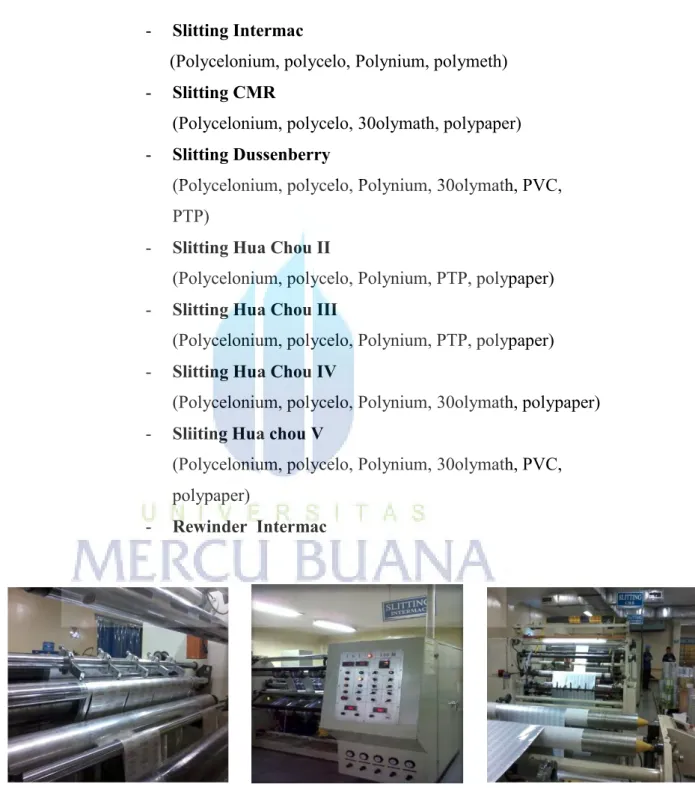
3.5.3 Mesin – Mesin Slitting
- Slitting Intermac
(Polycelonium, polycelo, Polynium, polymeth) - Slitting CMR
(Polycelonium, polycelo, 30olymath, polypaper) - Slitting Dussenberry
(Polycelonium, polycelo, Polynium, 30olymath, PVC, PTP)
- Slitting Hua Chou II
(Polycelonium, polycelo, Polynium, PTP, polypaper) - Slitting Hua Chou III
(Polycelonium, polycelo, Polynium, PTP, polypaper) - Slitting Hua Chou IV
(Polycelonium, polycelo, Polynium, 30olymath, polypaper) - Sliiting Hua chou V
(Polycelonium, polycelo, Polynium, 30olymath, PVC, polypaper)
- Rewinder Intermac
Gambar 3.8 : Mesin – Mesin Slitting
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 31 Jenis dan tipe pada mesin slitting yang diantaranya terdapat banyak spesifikasi yang berbeda akan tetapi secara garis besarnya sistem kerja yang dilakukan oleh semua mesin slitting tersebut sama. Setiap mesin slitting beroperasi pada prinsipnya sama yaitu memotong bahan roll menjadi ukuran tertentu,akan tetapi dari sekian banyaknya mesin slitting yang ada di PT.Indogravure hanya mesin slitting intermac,slitting CMR,slitting Dunsenberry saja yang mampu memotong hingga 7 gulungan dalam sekali proses kerja. Selain dari ketiga mesin itu selebihnya hanya mampu memotong maximal 3 gulungan dalam sekali proses kerja. Setelah proses slitting di lakukan semua hasil prosesnya akan di periksa oleh mesin Rewinder Intermac,mesin ini akan bertugas untuk memeriksa hasil potongan dari mesin slitting agar hasil potongan yang sudah selesai di slitting harus center sesuai dengan ukuran yang ditentukan. Mesin ini berukuran kecil dan berfungsi untuk mendukung proses pada mesin slitting.pada mesin slitting,produk defect yang ditolak karena selama proses pemotongan ditemukan adanya kesalahan cetak, pelapisan yang tidak merata atau miring, dbsnya, di sisihkan untuk di periksa pada mesin intermac rewinder, terutama untuk gulungan lot kecil seperti kemasan obat.
Dari semua keselurahan proses produksi hanya mesin slittinglah yang berbeda dari beberapa proses,contohnya pada proses printing yang membutuhkan bahan baku seperti tinta dan silinder acuan cetak,pada mesin laminating mereka membutuhkan bahan baku biji plastik(LDPE) untuk melapisi hasil dari printing. Namun hanya proses slintinglah yang memiliki perbedaan dimana tidak membutuhkan bahan baku seperti pada proses printing dan laminating, akan tetapi proses slitting sangat tergangung pada alat potongnya yaitu pisau blade dan disk night. Karena di dalam proses slitting hanya terjadi pemotongan tanpa ada tambahan baku tambahan lain. Proses slitting ini dilakukan cukup hanya dengan satu operator sehingga tidak membutuhkan terlalu banyak tenaga kerja untuk mengoperasikan dan mengasilkan produk.
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 32
Spesifikasi Mesin Slitting
C.M.R S.r.l – PADERNO D-MILANO
Description
Thecnikal Details
Model
TRB 1.300
Serial Number
912-1
Countruction year
2001
Normal electrical supply
3F*380V+N+T*50Hz
Absorbled Power
30 KW
Comp. Air Suplly
6 bar
Max. Product Speed
300 mt/min
Max. Load Reel Unwind
1200 kg
Max. Load Reel Rewind
600 kg
Approx Size
Vedi SM 0999
Approx Max. Weight
7T
Tabel.
Spesifikasi
Mesin Slitting C.M.RLaporan Kerja Praktek
Program Studi Teknik Mesin Page 33
3.5.4 Komponen-Komponen Utama Pada Mesin Slitting a) Unwinder dan Rewinder
Pada umumnya fungsi unwinder dan rewinder yang ada pada mesin slitting sama pada proses sebelumnya pada mesin printing dan laminating. Keduanya memiliki kaitan yang sangat erat dimana tegangan yang dihasilkan dari unwind dan rewind akan membentuk gulungan yang sempurna.
Unwinder adalah komponen pertama yang terdapat pada
mesin slitting untuk melakukan sebuah kerja pada mesin. Gulungan besar dari proses laminating akan di tempatkan disini kemudian akan beputar untuk melalui silinder-silinder roll. unwinder sendiri memiliki 2 tipe yaitu model gerigi dan tekanan angin.
Rewinder adalah komponen terahkir dalam proses mesin
slitting dimana hasil dari potongan akan tergulung rapi di bagian ini. Rewinder terbagi banyak bagian roll karena hasil dari potongan akan terpisah dengan sendirinya ini dilakukan untuk menhidari gesekan dari setiap hasil gulungan.
Gambar 3.9 : Part Unwinder dan Rewinder Sumber : PT.Indogravure
REWINDER
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 34
b) Pisau Potong Blade
Ukuran : 0.2 X 22 X 65 mm Tebal : 1.5mm
Material : Semi HSS
Biasanya pisau blade ini di gunakan pada media benda kerja yang memiliki tingkat ketebalannya rendah seperti Polycelonium, polycelo,
Polynium, polymeth. Spesifikasi produk yang akan di potong sangat
berpengaruh terhadap life time/usia dari pisau blade itu sendiri karena gesekan yang dilakukan secara kontinu dapat menyebabkan kehausan atau ketajaman pisau berkurang.
c) Pisau Potong Dish Knife
Ukuran : in Ø 66 mm / out Ø 100 mm Tebal : 3mm
Material : HSS
Dibandingkan dengan pisau blade,pisau Dish Knife lebih cocok pada media benda kerja yang memiliki tingkat ketebalannya tinggi di karenakan material pisau Dish Knifelebih tebal dibandingkan dengan pisau
blade. Maka pisau ini biasanya di gunakan untuk benda kerja poly paper.life time dari pisau potong ini adalah 5000 meter setelah melakukan
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 35 dilakukan daur ulang dengan mengerinda mata pisau agar menjadi tajam kembali untuk digunakan.
d) LPC (Line Position Control)
LPC ( Line Position Control ) merupakan komponen mesin yang terbilang penting karna apabila tidak adanya komponen ini maka hasil dari proses slitting akan mengalami ketidak centeran. Maka dari itu LPC sangat penting untuk menunjang kinerja dari mesin slitting yang dimana hasil dari proses slitting itu harus rapi untuk langsung di packing. Cara kerjanya pun menggunakan sensor yang akan mendeteksi apabila terjadi ketidak centeran pada bahan roll yang bergerak ke arah rewinder,maka dengan auto hidraulic akan bergerak untuk meratakan hasil dari potongan dan gulungan bahan roll tersebut.
Keterangan :
Sensor = Photo Sensor ,Infra Red Actutor = DC. Motor Drive Aplikasi = Printed Material
Gambar 3.10 (Line Position Control)
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 36
e) Roll Press
Roll press adalah alat tambahan yang di gunakan pada mesing slitting yang berguna untuk memberikan tekanan terhadap gulungan benda
kerja yang telah selesai di proses. Pada mesin slitting sangatlah berguna di karena tanpa adanya roll pres ini gulungan yang dihasilkan oleh slitting
proses akan mengalami longsor/gulungan kendor dan proses slitting gagal
menghasilkan produk yang baik dalam hal kerapian pada gulungan. Tekanan yang di berikan oleh roll press ini secara otomatis dengan memberikan beban seberat 2kg hingga 3kg agar menghasilkan gulungan yang padat dan tidak kendor.
Gambar 3.11 Roll Pres
Sumber : PT.Indogravure
f) Tension Controler
Tension Controler merupakan komponen atau pun alat yang
berfungsi untuk mengatur semua kerja mesin baik dari speed,presure
roll,power on/off ,emergency. Semua itu akan di atur dan terkontrol disini
apabila ada keselaha dalam SOP(Standard Operator Prosedur) yang di lakukan operator atau mesin maka semua settingan akan di lakukan melalui
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 37 tension controler utuk memperbaiki kinerja mesin agar dapat sesui dengan
job order yang telah di tentukan.
Gambar 3.12. Tension Control
Sumber: PT.Indogravure Keterangan :
Line Speed = Untuk melihat kecepatan putar mesin
Emergency = Digunakan apabila ada terjadi kesalahan kerja mesin saat beroperasi Pressure Roll = Mengontrol tekanan yang akan di berikan silinder roll terhadap gulungan benda kerja
Power on/off = Digunakan untuk menhidupkan dan mematikan mesin
g) Motor Penggerak
Motor adalah nyawa dari setiap mesin sliting karena semua mesin
dapat beroperasi atau bergerak dengan rotor. Rotor ini berfungsi untuk menggerakkan silinder unwinder yang bertujuan untuk menggulung hasil potongan, rotor ini juga mampu mengatur high/low speed dimana kecepatan dari rotor untuk memutar silinder roll di atur oleh kinerja dari motor ini.
Speed yang di gunakan oleh rotor sangat terpengaruh terhadap bahan baku
yang akan di potong karena semakin sukar bahan potong maka kecepatan
Emergency
Presure Roll Power on/off Line Speed
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 38 potong dari rotor ini pun akan berkurang untuk mengahsilkan potongan yang rapi dan kekuatan pisau potongnya. Maximal kecepatan putarnya sekitar 250 rpm akan tetapi standart penggunaannya biasanya 100-150 rpm.
Gambar 3.13 Motor
Sumber: PT.Indogravure
Kembali ke proses slitting, pemotongan juga dilakukan dengan proses silinder, proses pemotongan memiliki dua macam fungsi, yang pertama adalah untuk memeriksa atau mensortir
kemasan tersebut agar produk reject tidak sampai pada pelanggan, proses
sortir ini dilakukan dengan menggunakan strobo untuk mempermudah
proses sorting, tetapi pada prakteknya proses sorting dilakukan dengan menggunakan tangan yaitu dengan dirasakan atau diraba dengan telapak tangan pada saat silinder berputar menggulung cetakan kemasan. Fungsi yang kedua adalah memotong gulungan cetakan menjadi beberapa bagian sesuai dengan permintaan pelanggan, setelah proses pemotongan gulungan kemasan menjadi beberapa bagian lalu gulungan yang sudah dipotong tersebut dibungkus dengan rapat agar tetap steril pada saat dibawa kepada pelanggan.
Setelah proses pembungkusan dilakukan maka barang jadi akan masuk ke gudang penyimpanan barang jadi untuk dikemas kedalam kardus yang siap dikirim kepada customer.
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 39
3.6 Proses Bag Making
Barang atau produk yang sudah melalui proses slitting dalam bentuk Roll dapat langsung di packing untuk di kirim kepada pelanggan, akan tetapi jika Job Order (JO) yang di pesan oleh konsumen dalam bentuk Bag/kantong maka produk harus masuk kedalam Bag Making Process. Di dalam Proses Bag Making ialah di mana pembentukan produk dari bentuk lembaran menjadi produk kantong (bag) sesuai dengan spesifikasi yang diinginkan oleh konsumen.
3.6.1 Mesin-Mesin Bag Making
Didalam Bag Making Process terdapat proses dimana output yang kita hasil kan dari mesin Bag Making adalah produk dengan berbentuk kantong (bag), dan terdapat beberapa mesin yang ada pada proses Bag
Making di antaranya :
Gambar 3.14 Mesin-Mesin Bag Making
Sumber : Data Pribadi
Bag Making Totani I
• Centre Seal
• Gusset
Bag Making Totani II
• Centre Seal
• Gusset
Bag Making Totani III
• Three Side Seal
• Sheet
Bag Making Syang Hai
• Three Side Seal
• Sheet
Laporan Kerja Praktek
Program Studi Teknik Mesin Page 40 Tahapan terahkir ialah setelah semua proses Slitting dan proses Bag Making selesai, produk yang sudah jadi akan di chek kembali oleh QC Dept untuk di lihat kelayakan sebelum dikirim kepada konsumen. Pada bagian Finishing yang bertugas memeriksa Kwalitas produk Roll yang dihasilkan oleh slitting dan produk kantong ( bag ) dari Bag making, Sesuai kwalitas dan spesifikasi produk.
3.6.2 Quality Control
Pada unit ini memiliki tujuan yaitu mengontrol kualitas produksi dan mengurangi klaim dari pelanggan, jika potongan yang dihasilkan banyak
defect, maka petugas akan langsung melaporkan pada bagian produksi untuk
segera ditindak lanjuti dan kemudian dicari asal penyebab terjadinya defect. Di unit ini, pemeriksaan terhadap mutu atau kualitas potongan dan kerektan meliputi sifat fisik produk.
3.6.3 Produk Defect
Produk Defect adalah Produk yang tidak memenuhi kwalitas dan spesifikasi produk.karena banyaknya proses yang di lewati oleh produk baik dari printing,laminating,drylaminating,sltting hingga packing tidak menutup kemungkinan ada failed yang terjadi di setiap proses yang menyebabkan hasil dari produksi tidak sempur dan banyak mengalami kegagalan, Contoh-contoh produk defect :
Di Area Slitting