1.1 Latar Belakang
Selama ini orang biasanya hanya memikirkan bagaimana memperbaiki pergerakan operator dan barang antar workstation saja. Belum pernah penulis menemukan ada kajian yang membahas tentang optimasi pergerakan barang dalam satu workstation. Padahal, optimasi terhadap waktu dan biaya tidak hanya diperoleh dari pergerakan antar workstation, tetapi juga pergerakan di dalam workstation itu sendiri. Apalagi di perusahaan yang memiliki berbagai macam bahan yang akan di
assembly, apabila tidak diperbaiki pergerakannya, maka akan terjadi pemborosan
terhadap waktu gerakan sang operator untuk mengambil berbagai bahan tersebut. Di PT. Natra Raya kami melihat bahwa peletakan barang-barang part assembly pada workstation masih belum tepat. Karena barang-barang part assembly yang berat diletakkan jauh sedangkan yang kecil dan ringan justru diletakkan dekat. Hal ini akan mengurangi efisiensi dan efektivitas kerja operator.
Selain itu, pergerakan operator dalam mengambil bagian-bagian barang yang akan di assembly biasanya menimbulkan masalah ergonomi. Masalah yang paling sering terjadi adalah masalah manual lifting. Manual lifting tidak langsung terasa efek bahayanya, tapi apabila dibiarkan berlanjut terus maka suatu saat nanti pekerja akan merasakan efek buruknya. Efek buruk yang ditimbulkan akibat manual lifting bukan
hal yang bisa dianggap remeh. Tubuh yang menjadi bungkuk, pinggang yang sering sakit, merupakan gejala paling sering terjadi akibat melakukan manual lifting yang tidak sesuai dengan aturan. Peletakkan part assembly yang tidak tepat tersebut, bisa menimbulkan biaya yang tidak berguna. Misalnya biaya pengobatan akibat terjadinya pelanggaran ergonomi, biaya penggunaan alat material handling yang sebenarnya tidak perlu dilakukan, dan biaya tidak langsung karena pekerja melakukan gerakan yang sia-sia.
Di Indonesia jarang sekali ada perusahaan yang mau memperhatikan aspek ergonomi untuk kesehatan dan keselamatan pekerjanya. Karena itulah diperlukan suatu kajian untuk mengoptimasi gerakan operator dalam pengambilan bahan yang akan di assembly.
1.2 Identifikasi dan Perumusan Masalah
Di PT. Natra Raya terdapat workstation-workstation dengan part assembly yang cukup berat dan diangkat secara manual (0-8 kg). Kemudian peletakan dari part
assembly tersebut belum tepat karena ada part yang berat terletak jauh dan part yang
ringan justru diletakkan dekat dengan pekerja bekerja. Sehingga bisa menimbulkan biaya yang tidak diperlukan.
- Bagaimana posisi peletakan part assembly yang tepat, sehingga operator bisa mengambilnya dengan aman, efektif dan efisien?
- Apakah usulan posisi peletakan bahan dapat menghemat jarak dan biaya? - Apakah usulan posisi peletakan bahan sudah sesuai dengan aspek ergonomi?
1.3 Ruang Lingkup
Ruang lingkup penelitian ini adalah
1. Penelitian dilakukan pada bagian assembly PT Natra Raya yaitu pada bagian Value Stream Assembly.
2. Perbaikan tata letak pada workstation engine dan workstation fender dengan mengatur peletakan bahan dalam satu workstation menggunakan metode perancangan tata letak kualitatif.
3. Hasil perbaikan rancangan tata letak dalam workstation dianalisa berdasarkan keuntungan dan biaya yang timbul berdasarkan benefit cost
ratio.
4. Dilakukan perbaikan untuk keamanan dan keselamatan kerja pada pengangkatan manual dengan menggunakan NIOSH (National Institute
for Occupational Safety and Health) lifiting equation.
1.4 Tujuan dan Manfaat 1.4.1. Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Membuat rancangan perbaikan tata letak peletakan bahan dalam satu
workstation untuk menghematan jarak dan biaya.
2. Meningkatkan efisiensi pergerakan operator dalam workstation melalui penghematan jarak dan biaya.
3. Memperbaiki metode pengangkatan manual operator untuk meningkatkan keselamatan, keamanan dan kesehatan kerja
1.4.2. Manfaat Penelitian
Manfaat dari penelitian ini adalah :
• Mengurangi pemborosan waktu akibat perpindahan operator yang kurang efektif dan efisien.
• Penghematan penggunaan area untuk produksi. • Proses manufakturing yang lebih singkat. • Mengurangi biaya angkut.
• Menghilangkan masalah ergonomi saat pengangkatan dan pemindahan bahan.
1.5 Gambaran Umum Perusahaan 1.5.1. Sejarah Perusahaan PT. Natra Raya
PT. Natra Raya merupakan suatu perusahaan gabungan (joint venture) antara Trakindo dengan Caterpillar Inc. Caterpillar Inc merupakan perusahaan pembuatan alat berat yang terkenal di Amerika. PT. Natra Raya bertugas untuk membuat sebagian alat berat tersebut di Indonesia. Sedangkan Trakindo bertugas untuk memasarkan hasil produksi dari PT. Natra Raya. PT. Natra Raya didirikan pertama kali pada tahun 1982. PT. Natra Raya memiliki luas sebesar 10 hektar tanah, dimana
sekitar 15.000 m2 nya merupakan lahan untuk kegiatan manufakturing. Training center milik Trakindo dan PDI area juga berada pada lokasi tersebut. PT. Natra Raya berlokasi di Jl Narogong Raya Km 19 Cileungsi 16820.
Gambar 1.1 PT. Natra Raya Tampak Depan
Sumber : Dokumentasi PT. Natra Raya
PT. Natra Raya memiliki pekerja sekitar 300 orang. Dimana para pekerjanya merupakan pekerja yang handal dan memiliki loyalitas tinggi. Saat ini sistem CPS (Caterpillar Production System) diberlakukan untuk lebih meningkatkan kualitas PT. Natra Raya.
Keselamatan di PT. Natra Raya sangat penting. Slogan “Employee Safety First” merupakan salah satu bukti bahwa PT. Natra Raya sangat memperhatikan kesejahteraan karyawannya. “Kerjasama, komunikasi yang terbuka dan keterlibatan
karyawan sangat penting untuk menciptakan suatu tempat kerja yang aman” merupakan penjelasan dari slogan tersebut. PT. Natra Raya menginginkan seluruh karyawannya selamat tiba di rumah, setiap orang dan setiap hari. Untuk lebih meningkatkan keselamatan karyawan, PT. Natra Raya memberlakukan Safety Walk setiap hari senin di awal bulan, Safety and Council Meeting setiap hari selasa di tiap minggunya, juga melakukan FMEA Risk Assessment dan SWS Audit.
PT. Natra Raya berhasil melakukan 294 hari kerja ZERO Recordable Accident mulai tanggal 22 Juni 2006 sampai 26 Agustus 2008. Sehingga pada perayaan 2 tahun ZERO Recordable Accident pada tanggal 22 Juni 2008, PT. Natra Raya mulai memperhatikan masalah ergonomi, yang tentunya jika tidak diperhatikan akan menyebabkan masalah kesehatan bagi karyawan.
1.5.2. Visi dan Misi Visi :
“Pekerja dan proses kami bisa membuat produk utama Caterpillar menjadi pesaing handal di pasaran ASEAN.
Kami menjadi penyedia yang dipilih oleh masyarakat daerah Asia Pasific untuk produk work tools dan OHT truck bodies.”
Visi Keselamatan :
“Visi keselamatan Caterpillar adalah dikenal sebagai pemimpin dalam industrinya dengan menciptakan dan memelihara tempat kerja yang bebas kecelakaan. Kami percaya bahwa kecelakaan dan cedera dapat dihindari, karenanya tujuan kami
dari hal ini adalah nol. Keselamatan karyawan merupakan hal utama dalam segala hal yang kami lakukan dan kami percaya dengan terus meningkatkan praktek, proses dan kinerja keselamatan kerja akan mendukung keunggulan usaha, dimana seluruh karyawan Caterpillar dikenal seluruh dunia.”
Kebijakan Mutu :
“PT. Natra Raya membuat dan mengirimkan produk Caterpillar dengan kualitas unggul pada pelanggan melalui keterlibatan semua karyawan, penerapan Caterpillar
Production System dan peningkatan mutu yang berkesinambungan pada setiap aspek
bisnis kami. Kami akan bekerja dengan seluruh mitra kerja Value Stream untuk memacu perbaikan ini secara berkesinambungan.”
Misi :
Untuk menyediakan produk utama dan work tools Caterpillar yang fleksibel, responsif dan biaya manufakturing yang efektif dengan semangat untuk melakukan
continuous improvement. Maka Caterpillar memiliki Misi sebagai berikut :
- Kami memberikan nilai-nilai Caterpillar dan menunjukkannya pada kegiatan sehari-hari.
- Kami akan menyediakan lingkungan kerja yang aman dan bebas kecelakaan untuk seluruh karyawan.
- Dengan berkerjasama dengan kelompok produk Work Tool, kami menemukan bisnis model dan proses yang optimun untuk merespon kebutuhan yang unik pada bisnis work tool.
- Kami membangun kemampuan dan proses kelas dunia melalui penggunaaan dari Caterpillar Production System.
- Kami sangat terikat dengan komunitas lokal.
1.5.3. Value Stream Transformation
Value Stream Transformation atau lebih dikenal dengan VST merupakan suatu
pendekatan sistematis untuk mencapai peningkatan yang berkesinambungan pada
People (Manusia), Quality (Kualitas), Velocity (Kecepatan) dan Cost (Biaya), sambil
menetapkan budaya Continuous Improvement. Di perusahaan ini dibagi menjadi lima VST. a. VST HEX ASSEMBLY b. VST TTT ASSEMBLY c. VST HEX FABRICATION d. VST TTT FABRICATION e. VST WORK TOOLS (WTD)
HEX merupakan singkatan dari Hydraulic Excavator, sedangkan TTT adalah
Track-Type Tractor. Sehingga produksi utama PT. Natra Raya saat ini adalah HEX,
Gambar 1.2 Hydraulic Excavator tipe 320D
Sumber : Dokumentasi PT. Natra Raya
1.5.4. Fabrikasi di PT. Natra Raya
Pertama kali PT. Natra Raya melakukan kegiatan operasi adalah untuk mengerjakan OTO (One Time Order) work tool (work tool yang dipesan hanya satu kali dengan spesifikasi khusus). Semua kegiatan fabrikasi kelas A untuk Excavator dilakukan di PT. Natra Raya. Sedangkan untuk Track-Type Tractor yang dikerjakan di fabrikasi PT. Natra Raya antara lain : C-frame, Blade, Canopy. Untuk memenuhi
kebutuhan sumber daya di fabrikasi, maka PT. Natra Raya membutuhkan orang-orang yang bisa melakukan kegiatan las dengan berkualitas dan memiliki pengalaman.
1.5.5. Assembly di PT. Natra Raya
Mesin dirakit berasal dari material CKD (Complete Knock Down), fabrikasi yang diproduksi di PT. Natra Raya dan material yang dibeli dari supplier lokal. Sehingga membutuhkan investasi modal yang sangat rendah.
1.5.6. Work Tool di PT. Natra Raya
PTNR memanufaktur berbagai macam work tool dalam skala besar. OTO (One
Time Only) work tool memesan blade untuk D10 dan D11, bucket tipe 992 dan tipe
besar lainnya. Selain itu, work tool juga menyediakan peralatan untuk kegiatan kehutanan seperti grapples, dan log forks
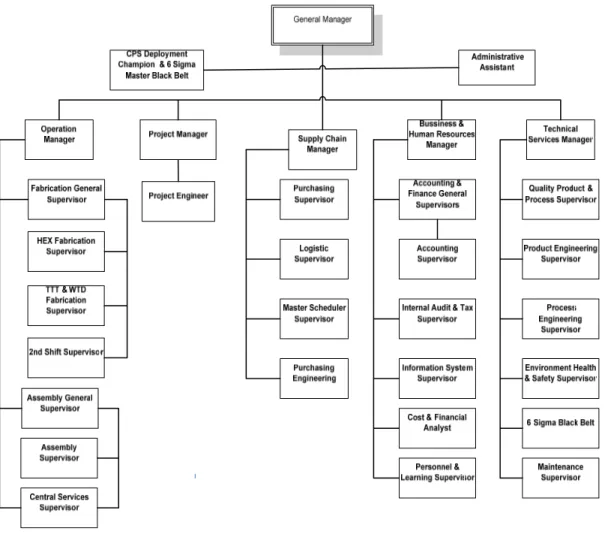
1.5.7. Struktur Organisasi di PT. Natra Raya
Gambar 1.3 Struktur Organisasi