BAB I PENDAHULUAN
1.1 Latar Belakang
Dalam melaksanakan Kerja Praktek (KP) mahasiswa memperoleh kesempatan, selama beberapa bulan menjalani KP di industri. Selama kegiatan KP berlangsung, mahasiswa akan belajar menyesuaikan diri dengan situasi dan kondisi industri yang sebenarnya guna melengkapi pengetahuan dan pengalaman yang berharga, sekaligus menerapkan teori yang didapatkan di perguruan tinggi melalui aplikasi nyata dan aktual di industri.
PT.Tetra Pak Stainless Equipment (TPSE) memiliki beberapa departemen manufaktur,adapun tempat Kerja Praktek kami merupakan salah satu industri manufaktur yang beroperasi di fabrikasi pembuatan tangki steril untuk makanan,kosmetik,dan farmasi.
Peralatan-peralatan yang digunakan oleh PT.Tetra Pak Stainless Equipment (TPSE) dalam proses produksi beberapa telah dipelajari oleh mahasiswa jurusan Teknik Mesin STTA.
Dengan alasan inilah PT.Tetra Pak Stainless Equipment (TPSE) menjadi pilihan kami sebagai tempat Kerja Praktek.
Teknologi dan ilmu pengetahuan sampai sejauh ini berkembang dengan pesat, seiring dengan meningkatnya laju pertumbuhan penduduk dan keinginan manusia untuk memenuhi kebutuhan hidupnya. Penemuan teknologi dan inovasi baru, selalu terjadi lebih baik dan lebih canggih dari pendahulunya. Tidak dapat dipungkiri bahwa ilmu pengetahuan dan teknologi sangat berperan besar dalam peradaban manusia, salah satunya dalam memajukan suatu negara sehingga mampu bersaing secara sehat.
Sebagai negara yang berkembang, Indonesia terus berusaha memajukan sektor industrinya untuk dapat bersaing dengan negara lainnya, terutama industri di bidang fabrikasi antara lain pembuatan steril tank untuk industri industri lain yang bergerak di bidang makanan,farmasi,dan kosmetik. Salah satunya adalah PT.Tetra Pak Stainless Equipment (TPSE).
Dengan demikian, kita sebagai mahasiswa diharapkan agar bisa memiliki kompetensi yang bukan hanya bekal ilmu secara teori, namun juga bisa mengaplikasikannya secara nyata, salah satunya adalah melalui kerja praktek. Praktek industri merupakan salah satu mata kuliah di jurusan Pendidikan Teknik Mesin Fakultas Teknik Sekolah Tinggi Teknologi Adisutjipto Yogyakarta yang merupakan sarana untuk mengaplikasikan berbagai ilmu yang dipelajari di perguruan tinggi yang berupa teori mata kuliah untuk diaplikasikan secara nyata di bidang industri.
Penulis akan membahas salah satu hal menarik yang ada di Divisi produksi PT.Tetra Pak Stainless Equipment (TPSE) yaitu proses produksi pembuatan TETRA ALSAFE 40,000L Dengan judul “PROSES PEMBUATAN PRODUK TETRA ALSAFE”. Sebagai salah satu industri yang memproduksi bermacam macam jenis tanki baik bertekanan maupun standard,untuk itu PT.Tetra Pak Stainless Equipment (TPSE) selalu mengutamakan mutu dan meningkatkan kapasitas produksinya juga patut mempertimbangkan biaya operasional sehingga diperlukan sebuah inovasi untuk tetap memproduksi berbagai macam tanki yang dibutuhkan oleh industri industri lain baik nasional maupun internasional.
1.2 Tujuan Kerja Praktek
Maksud dan tujuan Kerja Praktek ini adalah ingin dicapai penulis dalam melakukan kerja praktek di PT.Tetra Pak Stainless Equipment (TPSE), yaitu di Divisi Produksi , PT.Tetra Pak Stainless Equipment (TPSE) adalah:
1.2.1 Tujuan Umum
Supaya dapat mengamati proses produksi secara langsung sehingga dapat mengetahui dan menyesuaikan diri dengan situasi dan kondisi sebenarnya di industri dan pada akhirnya Mahasiswa akan menambah wawasan dan pengetahuan teknologi baru yang belum pernah didapatkan di bangku kuliah. Sekaligus sebagai pengemban tugas baik di lembaga maupun di industri nantinya.
1.2.2 Tujuan Khusus
Tujuan khusus yang ingin dicapai dalam KP adalah supaya mampu :
Menambah pengetahuan dan pengalaman lapangan dalam kerja praktek khususnya yang berhubungan dengan praktek keteknikan seperti manajemen produksi, proses produksi, fabrikasi, permesinan, perakitan, perbaikan dan perawatan (maintenance) suatu mesin..
Agar Mahasiswa memiliki kesempatan untuk mengaplikasikan ilmunya di dunia industri.
Meningkatkan, memantapkan ilmu dan keterampilan mahasiswa yang didapat di bangku kuliah sebagai bekal untuk memasuki lapangan kerja.
Memberikan wawasan kepada mahasiswa tentang dunia industri.
Melatih mahasiswa untuk mencari solusi masalah yang dihadapi dalam dunia industri.
1.3 Manfaat Kerja Pratek
Manfaat yang diharapkan dari pelaksanaan KP adalah sebagai berikut:
1.3.1 Bagi mahasiswa
Supaya mengetahui kondisi nyata di suatu perusahaan baik dari segi manajemen yang diterapkan, kondisi fisik, teknologi yang digunakan, kinerja para karyawan serta proses produksi di industri.
Mendapat pengalaman untuk meningkatkan ketrampilan teknik yang relevan dengan jurusan yang ditekuni.
Mengetahui dan dapat mengikuti perkembangan ilmu dan teknologi sesuai dengan tuntunan perkembangan industri.
Dapat membina hubungan baik dengan industri sehingga memungkinkan untuk dapat bekerja di industri tempat pelaksanaan KP tersebut setelah lulus dari kuliah.
1.3.2 Bagi lembaga pendidikan/Universitas.
Terjalinnya hubungan baik antara Jurusan Teknik Mesin STTA dengan PT. Tetra Pak Stainless Equipment (TPSE), sehingga dapat memungkinkan kerjasama ketenagakerjaan dan kerjasama lainnya.
Mendapat umpan balik untuk meningkatkan kualitas pendidikan sehingga selalu sesuai dengan perkembangan dunia industri.
1.3.3 Bagi perusahaan.
Dapat menjalin hubungan baik dengan lembaga pendidikan khususnya Fakultas Teknik Sekolah Tinggi Teknologi Adisutjipto Yogyakarta, sehingga semakin dikenal oleh lembaga pendidikan sebagai pemasok tenaga kerja dan masyarakat sebagai konsumen yang berkualitas.
1.4 Waktu dan Tempat Pelaksanaan Kerja Praktek Waktu dan tempat pelaksanaan kerja praktek ini adalah:
Tempat : PT. Tetra Pak Stainless Equipment (TPSE) Alamat : Jl.Pulo Gebang KM 3 ,Cakung – Jakarta Timur.
Waktu : Mulai tanggal 4 Agustus s/d 4 November 2014
Waktu pelakasanaan kegiatan Kerja Praktek ini merupakan waktu yang sebenarnya yang didasarkan pada jadwal yang ditetapkan oleh PT. Tetra Pak Stainless Equipment (TPSE).
1.5 Pelaksanaan Kegiatan 1.5.1 Orientasi Umum
Orientasi Umum ini dilaksanakan pada minggu pertama pelaksanaan Kerja Praktek.
Tujuan dari pelaksanaan Orientasi Umum ini untuk lebih mengenalkan PT. Tetra Pak Stainless Equipment (TPSE) dan program-program yang dimiliki untuk mencapai visi dan misinya. Orientasi Umum ini meliputi pengenalan pada Divisi produksi, Divisi desain, Divisi warehouse,Divisi Material dan Human Resource.
1.5.2 Kegiatan Lapangan
Kegiatan lapangan dilakukan di PT. Tetra Pak Stainless Equipment (TPSE), bertujuan untuk mengetahui proses produksi dan alat-alat instrument serta aplikasinya.
1.6 Pengumpulan Data
Proses pengunpulan data dalam proses Praktek Kerja Lapangan ini terbagi menjadi tiga proses yaitu observasi, diskusi, dan studi literature.
1.6.1 Observasi
Metode ini dilakukan dengancara mengamati secara langsung kondisi perusahaan untuk mendapatkan informasi berupa data-data, alat dan spesifikasi yang digunakan diseputar dunia industri Fabrikasi. Observasi ini sangat dibutuhkan baik untuk menambah pengetahuan mahasiswa dan juga sebagai salah satu sumber bagi mahasiswa untuk menyusun laporan Kerja Praktek.
1.6.2 Diskusi
Metode ini digunakan untuk menambah informasi yang sebelumnya telah diperoleh melalui metode observasi. Metode diskusi ini dilakukan kepada para instruktur laboratorium untuk memperoleh pnjelasan tentang suatu alat. Metode ini dilakukan untuk mempelajari situasi dan kondisi tertentu sehingga didapatkan solusi yang lebih baik dari permasalahan tersebut.
1.6.3 Studi literature
Studi literature merupakan salah satu metode yang sangat efektif dalam rangka mencari informasi-informasi yang dibutuhkan. Studi litratur ini biasanya dilakukan di perpustakaan yang memiliki persediaan buku-buku yang cukup lengkap. Disamping studi literatur pada perpustakaan juga dilakukan pembahasan terhadap laporan-laporan kerja praktek yang telah dilakukan sebelumnya.
1.7 Sistematika Laporan
Laporan Kerja Praktek ini terdiri dari beberapa bagian yaitu : a. Bab I Pendahuluan
Bab ini berisi latar belakang masalah,tujuan Kerja Praktek,batasan masalah,lokasi dan waktu Kerja Praktek dan sistematika penulisan Kerja Praktek.
b. Bab II Profil PT. Tetra Pak Stainless Equipment (TPSE)
Menguraikan secara garis besar PT. Tetra Pak Stainless Equipment (TPSE) yang meliputi sejarah perusahaan,kondisi dan manajemen prusahaan.
c. Bab III Deskripsi Proses / Kegiatan Kerja
Berisi uraian proses produksi yang terjadi secara umum dan unit-unit produksi PT. Tetra Pak Stainless Equipment (TPSE).
d. Bab IV Tinjauan Khusus
Pada bab ini berisi secara umum tentang cara kerja, fungsi dan spesifikasi alat yang dibuat e. Bab IV Penutup.
Bab ini berisi tentang kesimpulan dan saran tentang hasil laporan Kerja Peraktek serta berisi saran untuk pihak-pihak yang berkait.
Di samping itu , pada bagian belakang laporan ini juga terdapat lampiran lampiran baik yang berhubungan dengan hasil pratikum maupun bagan bagan untuk kelengkapan Laporan Kerja Praktek.
BAB II
PROFIL INDUSTRI
PT. Tetra Pak Stainless Equipment (TPSE)
2.1 Sejarah Perusahaan
Berawal dari sebuah usaha bengkel las yang berdiri tahun 1962 dengan nama Bengkel Las Tiga berlokasi di jalan Prawirokusumo No.3 Magelang yang bergerak dibidang peralatan rumah tangga yang dibuat dengan bahan baku besi. Perkembangan selanjutnya bengkel las tersebut menjadi usaha karoseri yang berorientasi penuh pada usaha bidang transportasi otomotif yang memiliki peluang usaha yang bagus sesuai perkembangan dunia transportasi yang semakin cepat yang disertai dengan meningkatnya permintaan konsumen akan kendaraan bermotor yang ditandai dengan munculnya berbagai jenis kendaraan seperti tipe niaga ringan seperti pick-up dan minibus. Pertimbangan lainnya adalah bahwa di wilayah Kedu dan DIY belum ada industri yang khusus begerak di bidang karoseri.
Lingkup usahanya masih terbatas pada skala kecil dan hanya membuat bodi mobil sesuai order dari konsumen saja. Pada waktu itu perusahaan masih menyewa sebidang tanah milik pabrik cerutu Armada, dan akhirnya perusahaan pun menggunakan nama Armada juga sebagai nama awal perusahaan dan sebagai Brand Image dengan label ”New Armada”. Sehingga pada tanggal 11 November 1974 secara resmi didirikan sebagai sebuah perusahaan Karoseri. Bentuk hukum perusahaan ini pada mulanya adalah bentuk usaha perseorangan.
PT Mekar Armada Jaya semakin bekembang cepat dan besar, sehingga pada tahun 1977 areal tanah diperluas menjadi 2 hektare dengan kapasitas produksi meningkat menjadi 200 unit per bulan. Hal ini semakin mengangkat nama New Armada, sehingga tidak hanya dikenal diwilayah Kedu dan DIY saja, namun hingga ke seluruh Indonesia. Untuk meningkatkan mutu, kualitas maupun kuantitas produk, perusahaan membeli beberapa
jenis mesin tekan cetak plat (press), mesin pemotong plat ( shearing ) dan mesin pelipat plat ( bending ) untuk mempermudah pekerjaan yang semula dilakukan manual ( hand made ).
Pada era tahun 1980 New Armada menjadi perusahaan karoseri mobil yang terus berkembang pesat di Indonesia, terbukti dari pesanan-pesanan yang datang, yang semakin meningkat kuantitasnya. Kemudian untuk lebih memperkuat keberadaannya, pada tahun 1981 PT Mekar Armada Jaya menjadi perusahaan berbadan hukum yaitu PT Mekar Armada Jaya ( New Armada ) dengan akte notaries Anggraini Wijaya, SH. No. 17 tanggal 27 April 1981 dengan status Perseroan Terbatas ( PT ) dan direktur dipegang oleh J. Soentoro.
Setahun kemudian perusahaan ini memperluas lokasi perusahaan dan perkantoran ke arah selatan. Untuk mengimbangi perkembangan yang semakin meningkat, New Armada membangun ruang pameran dengan fasilitas lengkap yang megah. Perjalanan waktu dan permintaan pasar terhadap produk New Armada semakin meningkat, sehingga pada tahun 1986 keluaran produk perbulan mencapai 600 unit. Adapun hasil produk yang dikembangkan selain minibus, juga memproduksi bis besar dan boks dari merk Suzuki, Daihatsu, Mitsubishi dan Nissan. Sebagai pertimbangan, jumlah karyawan pun ditambah menjadi 2000 orang.
Pada tahun 1991 didirikan Gugus Kendali Mutu (GKM) sebagai upaya mengembangkan dan meningkatkan kualitas produk, dalam perkembangannya tahun 1994 berubah menjadi PMT (Pengendalian Mutu Terpadu). Pada akhir tahun 1991, New Armada memperluas pabrik untuk Stamping and Tools Divison yang memproduksi komponen pressed part beserta alat cetak press yang dikenal dengan istilah dies. Mesin copy milling dan mesin perkakas lain dipusatkan di divisi ini. Mesin Press baik mechanic press maupunhydraulic press mulai 63 ton hingga 2000 ton juga didatangkan. Akhir tahun 1996 mesin CNC milling di install dan awal tahun 1997 fasilitas CAD-CAM sebagai sarana perograman mesin tersebut juga telah diterapkan, mengingat fungsinya yang berorientasi untuk membuat alat press atau dies dengan didukung teknologi yang lebih maju.
Pada tahun 2002, Stamping and Workshop Plant Division berubah menjadi divisi Stamping and Tools. Karena berfungsi membuat dies saja. Dalam perkembangannya divisi ini mendapatkan order pembuatan dies dari berbagai perusahaan berskala nasional seperti PT.
Karya Hidup Santosa ( KHS ), maupun internasional, diantaranya Astra Daihatsu Motor ( ADM ), Toyota Motor Manufacturing of Indonesia ( TMMIN ), PT. Suzuki Indo Mobil Indonesia ( ISI ) dan PT. Kramayudha Tiga Berlian Motor ( MKM ). Disamping itu juga menerima order jasa pengepressan bagian bodi kendaraan atau yang dikenal dengan istilah pressed part component untuk produk m obil dari Astra Daihatsu Motor ( ADM ) yaitu mobil Xenia, Avanza, Grand Max, sedang produk mobil dari PT. Suzuki Indo Mobil Indonesia ( ISI ) yaitu mobil SOC PV 1.0.
Pada tahun 2009, PT.Mekar Armada Jaya ini mendapat kepercayaan pemeritah Republik Indonesia untuk mengerjakan proyek-proyek sekala nasional yaitu pembuatan tabung Gas LPG 3kg yang merupakan program pemerintah dalam proyek koversi energy masyarkat.ini adalah kesekian kalinya pemerintah mempercayakan proyek nasional kepada PT.Mekar Armada Jaya. Pada tahun sebelumnya 2008 PT.Mekar Armada Jaya mengerjakan mobil box untuk pemilu 2008, sedang untuk rutinnya pemerintah selalu memberikan order
pembuatan mobil-mobil oprasional instansi maupun kedinasan seperti ambulance, mobil dan bus kedinasan, bahkan bus kepresidenan pun dibuat di perusahaan ini. pemerintah Republik Indonesia menganggap bahwa PT.Mekar Armada Jaya merupakan asset nasional karena merupakan PMDN (Perusahaan Modal Dalam Negri) yang setatus kepemilikannya adalah milik Warga Negara Indonesia sepenuhnya.
Seiring perkembangan perusahaan yang semakin cepat dan besar dan untuk mengantisipasi hasil produksi yang semakin meningkat, maka perusahaan dibagi atas dua divisi yaitu:
1. Divisi Karoseri a. Departemen Minibus
1) Minibus Assembling Plant 2) Minibus berdasarkan Job Order b. Departemen Bus
c. Departemen Box dan Heavy Duty Truck, Load Bak dan Trailer d. Departemen Interior
2. Divisi non Karoseri (Stamping and Tools Division Division):
a. Die Manufacturing Departement b. Stamping production
Pada tahun 1994 dicanangkan oleh PT. MAJ perubahan bentuk usahanya yaitu sebagai industri karoseri menjadi perusahaan autobody manufacturing. Untuk mendukung penjualan hasil produksi, Perusahaan ini membentuk anak perusahaan yang bergabung dalam Armada Group, yaitu :
1. PT. Bumen Redja Abadi 2. PT. Vulgo Armada Mobilindo
3. PT. Vulgo Armada International Motor 4. PT. Armada Tiga Berlian Motor
5. PT. Armada Autotrend 6. PT. Pan Asia Cakra Utama 7. CV. Tunas Jaya
2.2 Deskripsi Geografis dan Administrasi Perusahaan
Sampai saat ini luas perusahaan PT. Tetra Pak Stainless Equipment (TPSE) sekitar 30 hektar dengan batas- batas wilayah sebagai berikut:
Utara : Jalan Soekarno Hatta.
Selatan : Desa Mertoyudan, Kabupaten Magelang.
Timur : Kampung Soka.
Barat : Jalan Mayjen Bambang Soegeng.
PT Mekar Armada Jaya terletak di sebelah selatan kota Magelang, tepatnya di Jalan Mayjen Bambang Soegeng No. 7 PO BOX 160 Mertoyudan, Magelang. Lokasi ini sangat strategis karena terletak di tepi jalan raya dimana kebutuhan sarana transportasi dan deliveri dapat terpenuhi dengan baik. Selain itu tenaga kerja yang dibutuhkan juga tersedia dengan cukup, dimana sebagian pekerjanya adalah penduduk di sekitarnya. Berikut adalah peta lokasi PT Mekar Armada Jaya dilihat dari posisi terhadap jalan raya terdekat.
Gambar 2.1 Denah lokasi perusahaan 2.3 Tujuan,Visi,Misi dan Filosofi Perusahaan
Secara garis besar, tujuan dari berdirinya industri karoseri PT Mekar Armada Jaya sama dengan perusahaan lain pada umumnya yaitu terdapat tujuan umum dan tujuan khusus dari perusahaan.
1. Tujuan umum dari PT Mekar Armada Jaya adalah :
a. Untuk menampung tenaga kerja atau membuka lapangan pekerjaan bagi masyarakat sekitar tempat lokasi industri.
b. Untuk memenuhi kebutuhan masyarakat akan kendaraan, baik untuk kepentingan pribadi maupun kepentingan umum.
c. Membantu Pemerintah dalam hal penambahan pendapatan daerah, yaitu dengan menambah pemasukan pajak dari pajak usaha daerah, serta membantu usaha pemerintah dalam mensukseskan pembangunan nasional, khususnya dalam hal transportasi.
d.Untuk meningkatkan taraf hidup masyarakat disekitar lokasi industri pada khususnya dan masyarakat Indonesia pada umumnya.
Sedangkan tujuan khusus dari PT Mekar Armada Jaya adalah :
a. Untuk memperoleh laba yang optimal bagi pemilik perusahaan guna menunjang kelangsungan hidup perusahaan.
b. Untuk memperluas usaha dengan cara mengadakan sarana-sarana yang mendukung, sehingga perusahaan memperoleh omset yang semakin besar.
c. Menyerap tenaga kerja dari daerah sekitar tempat industri untuk mengurangi pengangguran.
Seperti perusahaan pada umumnya, PT Mekar Armada Jayajuga memiliki tujuan, visi, misi, dan filosofi sebagai landasan perusahaan tersebut dalam merumuskan kebijaksanaan-kebijaksanaan yang menyangkut kelangsungan hidup perusahaan.
2. Visi perusahaan PT Mekar Armada Jaya adalah :
”Menjadi Perusahaan Autobody Manufacturing, Parts, Komponen Otomotif dan Tools bermutu Berwawasan Internasional.”
3. Misi perusahaan PT Mekar Armada Jaya adalah :
a. Mencipta kendaraan yang aman, nyaman dan berkualitas untuk mencapai Kepuasaan Pelanggan.
b. Memproduksi Parts, komponen Otomotif dan Tools bermutu tinggi dengan Global Quality.
4. Filosofi New Armada yang dikembangkan dalam lingkungan perusahaan adalah sebagai berikut :
a. Kepuasan pelanggan adalah komitmen kami
1) Pelanggan kami adalah pelanggan eksternal dan pelanggan internal termasuk pemilik, atasan, maupun sesama karyawan.
2) Tidak menerima, membuat, dan meneruskan kesalahan.
3) Tidak menyimpang dari prosedur.
4) Tidak merubah atau mengganti spesifikasi.
5) Tidak melanggar hukum.
b. Proaktif, kepedulian dan komunikasi yang baik adalah kebiasaankami
1) Segera wajib melapor kepada atasan bila terjadi masalah, termasuk tidak sesuai komitmen.
2) Bertanya apabila tidak tahu atau ragu-ragu dalam menjalankan tugasnya.
3) Segera mengkomunikasikan dengan pelanggan apabila terjadi masalah.
4) Melakukan strategi “menjemput bola”, tidak hanya menunggu.
5) Memiliki jiwa yang suka menolong.
6) Peka terhadap situasi dan kondisi.
7) Mengambil inisiatif dan tindakan bila melihat hal-hal yang tidak beres.
8) Melakukan fungsi silang.
c. Kerja tim adalah kekuatan kami 1) Disiplin.
2) Saling menghargai satu sama lainnya.
3) Tidak menyalahkan orang lain.
4) Tidak merasa “minder” atau “tidak mampu”.
5) Mengambil keputusan berdasarkan tim.
6) Berbicara berdasarkan data.
d. Pemasok, distributor dan karyawan adalah mitra kami 1) Berorientasi pada win-win.
2) Menghargai pemasok sebagai mitra kerja.
3) Meningkatkan kualitas material bersama-sama dengan pemasok.
4) Distributor atau dealer merupakan tim dalam memasarkan produk kami.
5) Menghargai karyawan sebagai rekan kerja dalam mengambil keputusan.
6) Berat sama dipikul, nikmat sama dirasakan.
e. Terus mengembangkan diri adalah kunci sukses kami
1) Setiap karyawan diberi kesempatan dan dimotivasi untuk terus belajar.
2) Menjunjung tinggi kreatifitas karyawan yang positif.
3) Menjunjung tinggi nilai-nilai spiritual berdasarkan kepercayaan masing-masing.
4) Ikut membina dan memelihara kesehatan jasmani.
5) Mengembangkan terus hubungan baik antar karyawan
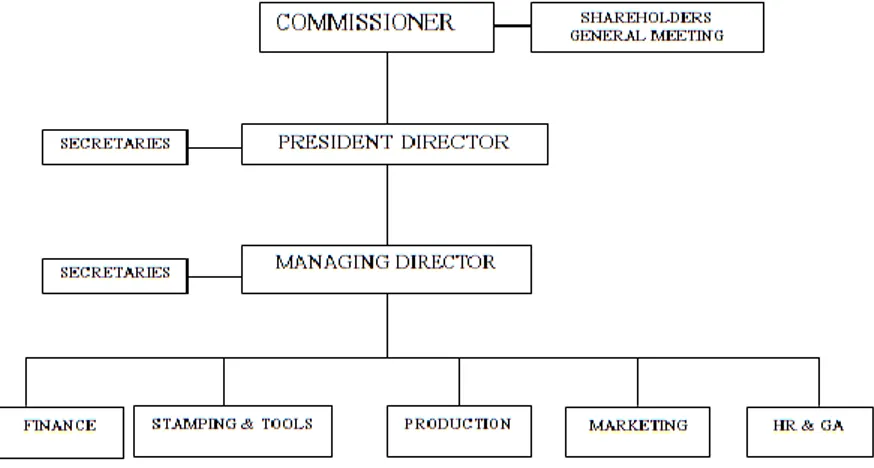
2.4 Organisasi Perusahaan 2.4.1 Struktur Organisasi Perusahaan
Struktur Organisasi pada perusahaan PT. Mekar Armada Jaya berbentuk garis.
Dimana aliran kekuasaan dan tanggung jawab bercabang pada setiap tingkat manajemen dan kekuasaan tertinggi terletak pada direktur utama. Dalam struktur organisasi PT. Mekar Armada Jaya Magelang ini pada tiap – tiap Divisi menerapkan kebijakan yang pada dasarnya sama akan tetapi untuk kegiatan keseharian disesuaikan dengan tugas dan tanggung jawab tiap – tiap divisi itu sendiri karena berbedanya jenis kegiatan yang dilangsungkan
Adapun Struktur Organisasi Besar PT Mekar Armada Jaya Magelang dapat dilihat pada Gambar 2
Gambar 2.2 Struktur organisasi PT Mekar Armada Jaya Keterangan gambar struktur organisasi PT Mekar Armada Jaya:
a. Dewan Komisaris
Memberikan pandangan dan nasehat kepada pimpinan perusahaan dalam rapat umum pemegang saham dan mengadakan peninjauan terhadap kebijakan perusahaan.
b. Direktur Utama
Memimpin dan bertanggung jawab terhadap seluruh kegiatan yang dilaksanakan perusahaan.
c. General Manager Plant
Bertanggung jawab terhadap perencanaan produk yang didasari atas permintaan pasar serta menentukan kebijaksanaan konstruksi produk dan pengembangan produk..
d. General Manager Bussiness
Melaksanakan kegiatan pemasaran, menentukan harga jual produk dan berwenang dalam menentukan kebijakan pengawasan terhadap pemasaran, pembelian material dan perhitungan keuntungan perusahaan.
e. Manajer Produksi
Membantu kebijakan dari General Manager Plant dalam bidang produksi.
f. Manajer Plant Service
Bertanggung jawab terhadap masalah perawatan dan pengadaan peralatan atau mesin serta permasalahan teknis lainnya.
g. Manajer Personalia
Menangani masalah sumber daya, yaitu tenaga kerja dan juga hubungan perusahaan dengan masyarakat luar.
h. Manajer Pemasaran
Menangani masalah pemasaran dan melakukan kontrol kualitas dari input dan output produk.
i. Manajer Keuangan
Tugas manager keuangan adalah membantu General Managerdan Direktur dalam merumuskan kebijaksanaan keuangan dan mengurusi serta menyelenggarakan administrasi terhadap penggunanya.
2.5. Manajemen Sumberdaya Manusia
Di tiap perusahaan tentunya membutuhkan sumber daya yang berkualitas agar menunjang kegiatan usaha yang berjalan untuk mencapai hasil dan tujuan yang diharapkan.Untuk itu tidak terlepas dari upaya pengadaan dan pengembangan sumber daya 1. Kualitas Sumber Daya Manusia
Pengembangan yang dilakukan oleh perusahaan adalah pelatihan dan pembinaan tenaga kerja serta melakukan studi banding. Untuk pelatihan menitikberatkan pada pekerja proses produksi dan yang menjabat sebagai kepala regu.
2. Pengadaan Sumber Daya Manusia
Cara pengadaan sumber daya manusia yang dilakukan PT Mekar Armada Jaya adalah dengan mengadakan seleksi yang selektif, yaitu dengan mempelajari prosedur seleksi yang ada kemudian dibandingkan mana antara hasil seleksi tersebut yang paling baik.Pengadaan tenaga kerja melalui Depnakertrans, media periklanan, sekolah menengah, perguruan tinggi, serta informasi antar karyawan.
3. Penentuan Kebutuhan Tenaga Kerja
Dalam melaksanakan proses produksi PT Mekar Armada Jaya menggunakan sistem tenaga kerja kontrak untuk mengejar target produksi selain dari karyawan tetap. Penentuan kebutuhan tenaga kerja didasarkan pada tingkat produksi. Apabila perusahaan mendapatkan order yang lebih besar daripada biasanya, maka perlu penambahan tenaga kerja dimana pekerjaan dilakukan dengan cara borongan.
4. Prosedur Pengajuan Tenaga Kerja
Persyaratan tenaga kerja di PT Mekar Armada Jaya sangat menentukan sekali pada pekerjaan yang akan ditempati. Latar belakang pendidikan tenaga kerja adalah tamatan SD, SLTP, SMA/SMK/MA, D-I, D-II, D-III, S1, dan S2. Selain itu khusus untuk tenaga kerja yang hanya bermodalkan keterampilan (skill).
5. Sistem Penggajian
Sistem penggajian karyawan terbagi menjadi tiga macam, yaitu : a. Gaji bulanan, penerimaan gaji tiap bulan.
b. Gaji harian, penerimaan gaji tiap hari.
c. Gaji borongan, penerimaan gaji sesuai dengan hasil pekerjaan dan waktu penyelesaian.
6. Pengaturan Jam Kerja
a. Pengaturan jam kerja Divisi Karoseri PT Mekar Armada Jaya:
1) Senin – Kamis : Shift I 07.30 – 17.00 Shift II tidak ada Shift III tidak ada 2) Jum’at :
Olahraga 07.00 – 09.00 Shift I 09.00 – 16.30
b. Pengaturan jam kerja Divisi Stamping & ToolsPT Mekar Armada Jaya:
2.4.2.1.1.1 Senin – Kamis : Shift I 07.30 – 16.30 Shift II 16.30 – 00.30 Shift III 00.30 – 07.30 2.4.2.1.1.2 Jum’at :
Olahraga 07.00 – 08.30 Shift I 08.30 – 17.15
7. Hubungan Perusahaan dan Pekerja
PT MAJ tidak hanya menitikberatkan pada kualitas hasil produk saja, tetapi juga hubungan antara pengusaha dan pekerja. Hubungan yang baik antara pengusaha dan pekerja harus terus dibina karena pekerja adalah salah satu aset perusahaan yang utama. Untuk itu di dalam tubuh PT. MAJ dibentuk wadah yang berhubungan dengan pekerja atau karyawan, yaitu:
a. Tahun 1976, dibentuk Himpunan Pekerja
Dengan tujuan untuk mempererat tali persaudaraan antara sesama pekerja maupun hubungan dengan pengusaha.
b. Tahun 1981, bergabung dengan Federasi Buruh Seluruh Indonesia (FBSI). Sekarang berganti nama menjadi Serikat Pekerja Seluruh Indonesia (SPSI). Sedangkan Unit Kerja New Armada yang tergabung dalam Serikat Pekerja Assembling Mesin dan Perbengkelan (SPAMP) membentuk badan kerjasama bipartite dan Panitia Pembina Keselamatan Kesehatan Kerja (P2K3).
c. Tahun 1981, terdaftar sebagai peserta Asuransi Sosial Tenaga Kerja (ASTEK).
d. Tahun 1984, membentuk Koperasi Guna New Armada dan mendapat status badan hukum pada tahun 1985.
e. Tahun 1990, menerbitkan bulletin New Armada pada bulan Maret 1990 untuk menjembatani komunikasi antar karyawan.
f. Tahun 1991, terbentuk Gugus Kendali Mutu (GKM) untuk mengembangkan kualitas SDM. Gugus kendali Mutu merupakan improvement dalam hal kualitas dan pengimplementasian kualitas di dalam tim pendekatan dari bawah ke atas. Dalam perkembangannya, pada tahun 1994 berubah nama menjadi Pengendalian Mutu Terpadu (PMT).
2.6. Kesejahteraan Karyawan
Suatu perusahaan harus menjalin hubungan yang baik dengan karyawan karena karyawan merupakan subjek yang melakukan proses kerja. Jadi karyawan sangat menentukan untuk hasil produk yang terbaik untuk itu perusahaan harus memperhatikan kesejahteraan karyawan. Dalam hal ini PT Mekar Armada Jaya(New Armada) memberikan kesejahteraan kepada karyawan antara lain dengan :
1. Program Kesehatan
Program kesehatan ini dengan menyediakan poliklinik bagi karyawan dan keluarganya
2. Jaminan Keselamatan Kerja
Perusahaan memberikan perangkat – perangkat kerja guna untuk melindungi pekerja pada waktu melaksanakan tugas, disamping itu perusahaan juga memberikan biaya untuk pengobatan bagi karyawan yang mengalami kecelakaan kerja.
3. Jaminan Sosial
Jaminan sosial diberikan oleh perusahaan kepada karyawaan sebagai bonus atas jasa – jasa karyawan selama bekerja. Adapun jaminan sosial tersebut dapat berupa:
a .Uang dan hadiah yang diberikan pada : Hari Raya berupa tunjangan hari raya
Karyawan menikah Karyawan meninggal Arisan
b .Jaminan hari tua c .Fasilitas olahraga d .Kesenian
e .Rekreasi
2.7. Hasil Produksi dan Pemasaran 1. Hasil
Hasil produksi PT Mekar Armada Jaya dibagi atas tiga jenis produk yaitu jenis bus yang terdiri atas bus kecil, bus sedang dan bus besar, jenis minibus terdiri atas assy line ( minibus standard ) dan variant ( minibus variasi ) serta jenis box. Model-model yang dikeluarkan untuk bus kecil antara lain Aeroking,Aeroking besar, Aeroking medium, Banteng, Fila Falon, Jet Liner, Grand Cruiser,Galaxy,Aerostar, Mini Beta dan Maxima. Model dari bus sedang antara lain Grand Cruiser,New Banteng, Aeroking Bison dan Kopaja. Model dari dari bus besar antara lain Jet Liner,Italian style,Genesia,Cat eyes,New Italian style,Grand Cruiser, Galaxy, Banteng, New Banteng dan Patriot.
Minibus standar yang sudah mempunyai line produksi khusus terdiri dari Max Wagon, Taft GTL dan Victorio, sedangkan minibus variant mempunyai banyak model antara lain Kopata, Grand Master, Moko, Panther, Prona, Grand Elza, Box roti dan Ambulance.
Mobil box yang diproduksi terdiri dari Box Coca-cola, Trailler, Bos steel dan Box Aluminium.
Selain menghasilkan mobil karoseri, sejak tahun 1993 New Armada juga membuat die tau alat press komponen mobil dan sejak tahun 1995 mendapat kepercayaan untuk membuat die dan pressed part component, selain itu PT Mekar Armada Jaya juga menerima pelayanan dealer resmi kendaraan roda empat dan kendaraan roda dua. Usaha lainnya adalah melayani jasa service dan variasi lewat anak perusahaan seperti PT. Armada Auto Variasi, yang letak lokasinya di dalam lingkungan New Armada. PT. Armada Auto Variasi ini melayani penambahan variansi dari hasil produksi karoseri yang dihasilkan oleh PT Mekar Armada Jaya seperti AC, Power Windows, Cetral lock, Car Audio dan lain-lain sesuai permintaan konsumen.
2. Sistem Pemasaran
Bisnis utama dari PT Mekar Armada Jaya adalah autobody manufacturing, dies manufacturing, dan pressed parts component manufacturing. Dengan bisnis utama yang dilakukan tersebut, PT Mekar Armada Jaya memiliki sistem pemasaran yang telah ditentukan yaitu mengenai daerah pemasaran, saluran promosi, dan pelanggan dari PT Mekar Armada Jaya.
3. Daerah Pemasaran
Pemasaran produk hasil produksi PT Mekar Armada Jaya sebagian besar ditujukan untuk kebutuhan dalam negeri, walaupun secara tidak langsung perusahaan juga pernah memperkenalkan produknya ke mancanegara seperti Srilangka, China, Malaysia, Thailand, Bangladesh, Saudi Arabia, dan Brunei Darussalam.
4. Saluran Promosi
Dalam rangka mempromosikan dan mengembangkan industrinya, PT Mekar Armada Jaya membuka showroom dan dealer mobil di berbagai kota besar, lebih dari 200 showroom diseluruh Indonesia dengan sebagian besar adalah anak perusahaan sendiri, seperti :
a. PT Bumen Redja Abadi (Authorized Dealer Mitsubishi Motors) Head Office : Magelang
Branch Office : Jakarta, Semarang, Kebumen, Denpasar, dan Sidoarjo.
b. PT Armada Tiga Berlian Motors (Pro Shop Mitshubishi Colt T120 ss) Branch Office :Jakarta, Bandung, Semarang, Yogyakarta, dan Surabaya
c. Vulgo Mobil (Autorized Dealer of Daihatsu, Isuzu, BMW, Nissan, Truck, Peugeot, dan Opel)
Head Office : Jakarta
Branch Office : Jakarta, Magelang, Yogyakarta, Surabaya, Salatiga, Tangerang, Purwokerto, dan Solo.
d. PT Armada Auto Tara(Dealer Isuzu) Head Office : Jakarta
Branch Office : Jakarta (5 Showroom)
e. PT Pan Asia Cakra Utama (Dealer Suzuki) Head Office : Jakarta
Branch Office : Jakarta dan Tangerang
5. Pelanggan
Pelanggan yang merupakan bagian yang juga mempunyai peranan penting bagi perusahaan sangatlah berpengaruh pada keberadaan perusahaan. Begitu pula keberadaan pelanggan pada PT Mekar Armada Jaya. Dan berikut ini merupakan jenis pelanggan dari PT Mekar Armada Jaya:
a. Perorangan
b. Agen Tunggal Pemegang Merek (ATPM) c. Perusahaan
d. Dealer
e. Perusahaan Otobus (PO) f. Agensi-agensi pemerintah g. Lembaga-lembaga nirlaba h. Pelanggan di pasar ekspor 6. Strategi Pemasaran
Seperti pada perusahaan pada umumnya, PT Mekar Armada Jaya juga mempunyai strategi pemasaran untuk meraih pasar. Strategi PT Mekar Armada Jaya dalam meraih pasar secara umum dibedakan menjadi dua, yaitu:
a. Startegi Intern
Strategi intern yaitu usaha-usaha yang dilakukan untuk meningkatkan daya tarik produk sehingga dapat menarik minat konsumen. Adapun usaha-usaha tersebut antara lain sebagai berikut:
1) Peningkatan kualitas produk
2) Penyelesaian produk tepat pada waktunya 3) Memperkokoh sistem manajerial
Adapun usaha-usaha tersebut telah diamati dari item-item yang ada di filosofi PT Mekar Armada Jaya.
b. Strategi Ekstern
Dalam menyusun strategi ekstern secara umum juga telah digariskan oleh filosofi PT Mekar Armada Jaya. Dari filosofi tersebut dapat dibuat strategi pemasaran yang handal sesuai dengan kondisi perusahaan sebagai berikut:
1) Mengenali dan Mengidentifikasi calon konsumen 2) Melakukan pendekatan kepada calon konsumen 3) Berusaha memuaskan berbagai pihak
4) Selalu berinovasi untuk menyusaikan dengan selera pasar .
Jadi, dengan beberapa strategi tersebut, PT Mekar Armada Jaya bisa tetap eksis dalam persaingan ketat antar perusahaan karoseri, dimana untuk saat ini banyak perusahaan- perusahaan lain yang sejenis tidak mampu untuk bertahan bahkan beberapa diantaranya mulai gulung tikar.
2.8. Utilitas 1.Penyediaan Air
Untuk memenuhi kebutuhan air bersih baik untuk kelancaran proses produksi maupun untuk prasarana umum, seperti toilet, tempat wudhu, peyiraman tanaman dan lain- lain, PT Mekar Armada Jaya menggunakan jasa PDAM (Perusahaan Daerah Air Minum) dan menggunakan pompa air sendiri sebagai tindakan antisipasi jika ada kekurangan pasokan dari PDAM. Selain itu, dengan memiliki pompa air sendiri dapat mengurangi ketergantungan dengan pihak lain, sehingga dapat meminimasi pengeluaran biaya variabel. Seperti diketahui, banyak proses di PT Mekar Armada Jaya yang membutuhkan air dengan kapasitas yang besar antara lain untuk proses putty and sanding dan painting.
2.Penyediaan Tenaga Listrik
Sumber energi listrik diperoleh dengan berlangganan listrik dari PLN(Perusahaan Listrik Negara). Namun untuk mencegah terjadinya kemacetan produksi akibat suplai listrik
dari PLN putus, maka perusahaan juga memiliki generator yang berfungsi untuk mengoprasikan mesin-mesin produksi jika listrik dari PLN tidak aktif.
2.9 Limbah dan Cara Penanganan
PT Mekar Armada Jaya sangat serius dalam menangani masalah limbah- limbahnya agar tidak merusak dan mengganggu lingkungan. Berikut ini merupakan uasaha- usaha yang telah dilakukan oleh PT Mekar Armada Jaya berkenaan dengan penanganan limbah produksi.
a. Polusi udara
Asap hasil pengelasan / plasma cutting dihisap oleh blower kemudian disalurkan ke udara dengan ketinggian 30 meter diatas tanah.
b.Polusi air
Pengecatan dengan menggunakan spray booth dilakukan dalam ruangan yang disekitarnya dialiri air sehingga debu cat tercampur dengan air yang kemudian diendapkan selama tiga hari dan diberi obat pembersih air tersebut tidak terpolusi.
c. Polusi suara
Blower dan mesin- mesin lain dalam ruangan diberi peredam suara sehingga mengurangi kebisingan, sedangkan untuk pekerja dalam ruangan dapat menggunakan alat pelindung telinga.
d.Polusi tanah
PT Mekar Armada Jaya sebagai industri perakitan kendaraan dengan bahan baku yang kebanyakan adalah logam, maka sampah produksi tentunya sebagian besar adalah sampah logam, baik berupa potongan pipa
BAB III
DESKRIPSI PROSES / KEGIATAN KERJA DIVISI BUS BODY SHOP (YELLOW PLANT)
3.1 Kegiatan Industri pada Yellow Plant
Divisi Bus Body Shop (Yellow Plant), merupakan sebuah divisi yang digunakan untuk pembutan rangka Big Bus (Bus Besar) dan Medium Bus (Bus Tanggung/Sedang).
Mulai dari order Chassis yang datang sampai dengan unit yang siap untuk proses selanjutnya,yaitu proses pendempulan dan pengecatan. Divisi Bus Body Shop (Yellow Plant), dalam prosesnya terbagai menjadi dua proses pengerjaan,yaitu proses sub assy dan proses main assy. Proses main assy sendiri dibagi menjadi 8 proses pengerjaan yang dikelompokkan dalm pos-pos, dengan pengerjaan maupun proses yang berbeda-beda antara pos yang satu dengan yang lain. Divisi Bus Body Shop (Yellow Plant), ada dua pokok produk yang di hasilkan,yaitu Evo Bus dan Magneto Bus. Pada dasarnya kedua produk tersebut sama, hanya yang menbedakan keduanya adalah ukuran maupun dimensi dari keduanya
3.2 Proses Pengerjaan dalam Divisi Bus Body Shop (Yellow Plant), 3.2.1 Proses Sub Assy
Proses sub assy merupakan proses yang ditujukan untuk mensupport proses main assy. Proses sub assy sendiri meliputi proses pembuatan komponen-komponen dari sebuah bus, seperti pintu, atap, wheel house,dll. Proses ini merupakan proses yang tidak memiliki line, sehingga pengerjaannya pun hanya di satu tempat. Proses pengerjaan komponen sub assy menggunakan JIG sesuai dengan komponen yang dikerjakan. JIG sendiri merupakan piranti pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Selain JIG juga dapat di definisikan sebagai peralatan khusus yang dapat memegang,menyangga atu menempatkan benda kerja yang akan dilas. JIG merupakan alat bantu produksi yang tidak hanya dapat menempatkan dan memegang benda kerja tetapi mempersingkat waktu pengerjaan operator dalam pengerjaan penggandaan komponen.
Biasanya JIG juga dilengkapi bushing yang gunanya untuk sebagai pengarah benda kerja yang akan diproduksi. Dalam pengerjaannya, proses sub assy pun juga tidak urut, dalam artian tidak adanya line yang jelas. Biasanya pengerjaan sub assy dilakukan secara berkala, hal ini dikarenakan terbatasnya pekerja yang ditempatkan pada proses sub assy dan
kebutuhan dari proses main assy yang tidak tentu. Terkadang pekerja line juga mengerjakan proses sub assy. Sub assy yang telah selesai dikerjakan kemudian diberikan kepada line-line terkait untuk proses assembly.
Proses sub assy sendiri secara umum dilakukan dengan cara pengelasan, berikut proses pengerjaan sub assy :
1. Pemotongan
Raw material, yaitu berupa pipa kotak, besi siku mapun plat galvanil dipotong sesuai dengan ukuran yang telah ditentukan.
2. Pembentukan
Raw material yang telah dipotong sesuai dengan ukuran kemudian dibentuk sesuai dengan bentuk part dari komponen yang dikerjakan. Pembentukan dapat dilakukan dengan menggunakan alat bending, mapun dengan cara manual (dipukul). Kemudian disesuaikan dengan bentuk mal yang telah disediakan.
3. Proses pemasangan, yaitu :
a. Untuk material pipa kotak dan besi siku, pemasangan dilakukan pada JIG sesuai dengan tempat pada JIG tersebut. Kemudian kunci material pada JIG dengan menggunakan pengunci pada JIG.
b. Untuk material berupa plat (panel) dilakukan pada frame maupun rangka yang telah dibuat sebelumnya. Dalam pemasangan plat (panel), yang perlu diperhatikan adalah penggunaan sealent pada sela antara plat dengan frame. Sealent berfungsi sebagai peredam getaran yang ditimbulkan akibat saling adanya benturan antara frame dengan plat dan juga berfungsi agar antara plat dengan frame lebih kuat menempel.
4. Proses pengelasan
Proses pengelasan dapat dilakukan apabila ukuran, posisi maupun bentuk dari benda las sudah sesuai dengan ketentuan yaotu rapi, siap dan aman. Kemudian dapat dilakukan las catum, yaitu pengelasan yang dialakukan hanya untuk acuan pada pengelasan penuh. Setelah semuanya fix, dapat dilakukan pengelasan penuh.
Berikut beberapa komponen yang dikerjakan di proses sub assy : 1. Assy Rangka Floor.
Rangka floor adalah bakal calon dari floor apabila sudah dipasangi panel floor.
Pembuatan rangka floor dikerjakan dengan menggunakan alat bantu berupa JIG floor.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
.
Gambar 3.1 JIG Floor 2. Assy Cross Member.
Cross member adalah sub assy yang nantinya akan dipasang pada chassis dan menjadi dudukan dari rangka roof. Pembuatan cross member dikerjakan dengan menggunakan alat bantu JIG cross member. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh
Gambar 3.2 JIG Cross member
3. Assy Rangka Roof.
Rangka roof adalah bakal calon dari roof apabila sudah dipasangi panel roof.
Pembentukan rangka roof dikerjakan dengan menggunakan alat bantu berupa JIG roof.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.3 JIG Roof
4. Assy Panel Roof.
Panel roof merupakan plat galvanil yang dipotong-potong dan dipasang pada rangka roof. Dengan dipasangnya panel roof maka kontur dari roof yang diinginkan akan muncul. Dalam hal ini yang perlu diperhatikan adalah bentuk dari plat yang harus sesuai dengan kontur dan penggunaan sealent. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
5. Assy Rangka Side Frame Lambung LH.
Rangka side frame adalah part yang nantinya akan menjadi lambung dari sebuah bus. Dan lambung bus lah yang nantinya akan menjadi dinding samping dari bus. Proses pembuatannya pun juga menggunakan JIG, yaitu JIG lambung LH. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan penuh.
6. Assy Rangka Side Frame Lambung RH.
Proses pembuatannya sama dengan rangka side frame lambung LH. Yang membedakan adalah JIG yang digunakan, yaitu JIG lambung RH tidak memiliki space untuk pembuatan pintu penumpang belakang melainkan pintu emergency.
Gambar 3.4 JIG Lambung RH 7. Assy Rumah Engsel.
Rumah engsel adalah part dari bus yang digunakan untuk menempatkan engsel pintu depan RH. Rumah engsel terbuat dari plat hitam yang di bentuk sedimikian rupa sehingga menjadi bentuk seperti kotak penampung air dengan ukuran yang telah di tentukan.
Pengelasan dilakukan menggunakan las MIG,dengan metode catum dan las penuh.
8. Assy Panel Foot Step Depan RH.
Panel foot step adalah plat yang dipasang pada frame foot step. Proses pembuatan dari panel ini adalah plat galvanil yang telah di potong sesuai dengan ukuran dibending dengan alat bending sehingga didapat bentuk seperti tangga.
9. Assy Panel Foot Step Belakang LH.
Proses pembuatannya sama seperti panel foot step depan RH, yang membedakan hanyalah ukuran dari keduanya.
10. Assy Rangka Pintu Bagasi ACCU
Rangka pintu bagasi ACCU adalah bakal calon dari pintu bagasi ACCU apabila sudah dipasang panel pintu bagasi ACCU. Pembuatan rangka pintu bagasi ACCU dikerjakan dengan menggunakan alat berupa JIG pintu ACCU. Pengelasan dikerjakan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.5 JIG Pintu ACCU.
11. Assy Panel Pintu Bagasi ACCU.
Panel Pintu Bagasi ACCU adalah plat yang dipotong persegi dengan ukuran tertentu dan disisakan lipatan-lipatan kecil di setiap sisinya sebagai tempat pengelasan. Hal yang perlu diperhatikan adalah penggunaan sealent pada sela antara frame dengan plat.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
12. Assy Rangka Pintu Bagasi Radiator.
Rangka pintu bagasi radiator adalah bakal calon dari pintu bagasi radiator apabila sudah dipasangi panel pintu bagasi radiator. Pembuatan rangka pintu bagasi radiator dikerjakan dengan menggunakan alat bantu berupa JIG pintu radiator. Pengelasan dilakukan dengan menggunakan las MIG, dengan menggunakan metode catum dan las penuh.
Gambar 3.6 JIG Pintu Radiator.
13. Assy Panel Pintu Bagasi Radiator.
Panel Pintu Bagasi radiator adalah plat yang dipotong persegi dengan ukuran tertentu dan dilakukan lipatan-lipatan kecil disetiap sisinya sebagai tempat pengelasan. Hal yang perlu diperhatikan adalah penggunaan sealent pada sela antara frame dengan plat.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
14. Assy Rangka Pintu Bagasi Tool Kit.
Rangka pintu bagasi tool kit adalah bakal calon dari pintu bagasi tool kit apabila sudah dipasangi panel pintu bagasi tool kit. Tool kit itu sendiri adalah peralatan bengkel yang diletakkan pada bus. Pembuatan tool kit dikerjakan dengan menggunakan alat berupa JIG pintu tool kit. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.7 JIG Pintu Tool Kit 15. Assy Panel Pintu Bagasi Tool Kit.
Panel Pintu Bagasi Tool kit adalah plat yang di potong dengan ukuran tertentu dan disisakan lipatan-lipatan kecil di setiap sisinya sebagai tempat pengelasan. Hal yang perlu diperhatikan adalah penggunaan sealent pada sela antara frame dengan plat. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
16. Assy Rangka Wheel House.
Rangka pintu bagasi wheel house adalah tempat dipasangnya panel wheel house.
Wheel house sendiri merupakan part yang dibentuk menyerupai kontur dari roda bus.
Pembuatan rangka pintu bagasi wheel house dikerjakan dengan menggunakan alat bantu berupa JIG rangka wheel house, pengelasan dilakukan dengan menggunakan las MIG dengan metode catum dan las penuh.
Gambar 3.8 JIG Rangka Wheel House 17. Assy Panel Wheel House.
Panel wheel house terbuat dari bahan fiber, fiber dipilih dengan pertimbangan karena fiber dapat dibentuk menjadi kontur yang rumit. Hal inilah yang tidak dapat dilakukan dengan menggunakan plat galvanil. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum. Yaitu dengan cara plat yang ditanam pada panel wheel house dilas dengan frame wheel house.
18. Assy Rangka Pintu Bagasi AC.
Rangka pintu bagasi AC adalah bakal calon dari pintu bagasi AC apabila sudah dipasangi panel pintu bagasi AC. Bagasi AC sendiri terletak di bagian belakang dari bus.
Tepatnya dibelakang pintu penumpang belakang. Pembuatan rangka pintu bagasi AC dikerjakan dengan menggunakan alat bantu berupa JIG pintu AC. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.9 JIG Pintu Bagasi AC.
19. Assy Panel Pintu Bagasi AC.
Panel Pintu bagasi AC adalah plat yang dipotong dengan ukuran tertentu dan disisakan lipatan-lipatan kecil disetiap sisinya sebagai tempat pengelasan. Hal yang perlu diperhatikan adalah penggunaan sealent pada sela antara frame dengan plat. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
20. Assy Rangka Pintu Depan LH.
Rangka pintu depan LH adalah rangka pintu bagian depan yang digunakan sebagai pintu penampang. Proses pengerjaannya menggunakan alat bantu berupa JIG, yaitu JIG pintu depan LH. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
21. Assy Panel Pintu Depan LH.
Panel Pintu Depan LH berupa plat yang dipotong sesuai dengan ukuran, yang kemudian dibending sesuai dengan kontur dari frame. Dalam pemasangannya, hal yang harus diperhatikan adalah penggunaan sealent. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
22. Assy Rangka Pintu Depan RH.
Rangka Pintu Depan RH adalah rangka pintu bagian depan yang digunakan sebagai pintu sopir. Proses pengerjaannya menggunakan alat bantu berupa JIG, yaitu JIG pintu depan RH. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.10 JIG Pintu depan RH.
23. Assy Panel Pintu Depan RH.
Panel Pintu Depan RH berupa alat yang dipotong sesuai dengan ukuran, yang kemudian dibending sesuai dengan kontur dari frame. Dalam pemasangannya, hal yang harus diperhatikan adalah penggunaan sealent. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
24. Assy Rangka Pintu Belakang LH.
Rangka Pintu Belakang LH adalah rangka pintu bagian belakang yang digunakan sebagai pintu penumpang. Proses pengerjaannya menggunakan alat bantu berupa JIG, yaitu JIG pintu belakang LH. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.11 JIG Pintu Belakang LH
25. Assy Panel Pintu Belakang LH.
Panel Pintu Belakang LH berupa plat yang dipotong sesuai dengan ukuran, yang kemudian dibending sesuai dengan kontur dari frame. Dalam pemasangannya, hal yang harus diperhatikan adalah penggunaan sealent. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
26. Assy Rangka Pintu Darurat.
Rangka Pintu Darurat adalah rangka pintu belakang RH yang digunakan sebagai pintu emergency. Proses pengerjaannya menggunakan alat bantu berupa JIG, yaitu JIG pintu
emergency. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
27. Assy Panel Pintu Darurat.
Panel Pintu Belakang LH berupa plat yang dipotong sesuai dengan ukuran, yang kemudian dibending sesuai dengan kontur dari frame. Dalam pemasangannya, hal yang harus diperhatikan adalah penggunaan sealent. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
28. Assy Rangka Pintu Bagasi Samping
Rangka Pintu Bagasi Samping adalah bakal calon dari pintu bagasi samping apabila sudah dipasangi panel pintu bagasi samping. Bagasi samping sesuai namanya terletak dibagian samping dari bus. Ini merupakan bagasi utama dari sebuah bus. Pembuatan rangka pintu bagasi samping dikerjakan menggunakan alat bantu berupa JIG pintu bagasi samping.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.12 JIG Pintu Bagasi Samping.
29. Assy Panel Pintu Bagasi Samping.
Panel Pintu Bagasi samping berupa plat yang dipotong sesuai dengan ukuran, dan disisakan pada setiap sisinya sebagai tempat pengelasan. Dalam pemasangannya, hal yang harus diperhatikan adalah penggunaan sealent. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
30. Assy Rangka Bagasi Engine.
Rangka pintu bagasi engine adalah bakal calon dari pintu bagasi engine apabila sudah dipasangi panel pintu bagasi engine. Bagasi engine terletak dibagian belakang dari bus.
Ini merupakan bagasi yang digunakan untuk menjadi tutup dari mesin yang dipasang pada bagian belakang. Pembuatan rangka pintu bagasi engine dikerjakan dengan menggunakan alat bantu berupa JIG bagasi engine. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
31. Assy Panel Bagasi Engine
Panel Bagasi Engine terbuat dari bahan fiber, fiber dipilih dengan pertimbangan karena fiber dapat dibentuk menjadi kontur yang rumit. Hal inilah yang tidak dapat dilakukan dengan menggunakan plat galvanil seperti pada wheel house. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum. Yaitu dengan cara plat yang tanam pada panel bagasi engine dilas dengan frame bagasi engine.
3.2.2 Proses Main Assy
Proses main assy meliputi proses pemasangan komponen sub assy maupun komponen-komponen lain yang bukan berasal dari proses sub assy. Proses ini merupakan proses yang memiliki line dan pos-pos pengerjaan yang telah diatur.
Proses main assy antara lain : 1. Preparation
Proses produksi yang dilakukan di pos ini berupa mechanic modification dan masking.
a. Mechanic Modification
Proses yang dikerjakan berupa pelepasan ACCU dari chassis pelepasan saluran air filter dari chassis dan pemosisian air filter agar tidak mengganggu saat proses pengerjaan dan membahayakan operator pada saat proses.
b. Masking
Proses yang dilakukan berupa masking bagian kemudi dan saluran-saluran oli sepanjang chassis, isolasi terminal elektrik. Hal ini dilakukan agar bagian yang dimaksud tidak rusak atau cacat akibat terkena bunga api yang ditimbulkan pada waktu pengelasan.
Gambar 3.13 Masking
2. Pos 1
Pekerjaan yang dilakukan di pos satu adalah pemasangan clamp chassis, dengan ketentuan :
a. Jarak antara clamp chassis dengan roda baik RH/LH harus sama.
b. Pengeboran dilakukan dengan menggunakan Ø15mm.
c. Baut yang digunakan adalah baut M14 dan dipasang menggunakan kunci torsi.
3. Pos 2
Proses produksi yang dilakukan di pos ini berua : a. Pemasangan Cross Member
Pemasangan cross member pada chassis, tepatnya dipasang pada clamp chassis dengan cara dilas. Cross member merupakan part yang nantinya akan menjadi tempat dipasangnya lantai dan bagasi. Pengelasan dilakukan dengan las MIG, dengan metode catum dan las penuh.
b. Assy Rangka Floor
Assy Rangka Floor adalah proses pemasangan assy lantai (dibuat pada proses sub assy) pada cross member dengan cara dilas. Hal yang perlu diperhatikan adalah posisi dari rangka floor dengan cross member harus pas. Yang berarti ujung bagian depan dari rangka floor haruslah segaris dengan bagian depan dari cross member yang telah dipasang.
Pengelasan menggunakan las MIG,dengan metode catum dan las penuh.
c. Pemasangan Frame Bagasi Samping
Proses ini merupakan proses dimana frame bagasi RH/LH dipasang pada support bagasi. Support bagasi merupakan salah satu bagian dari cross member. Ketentuan dari prosses ini adalah jarak antara center roda depan maupun belakang dengan bagian frame bagasi paling luar sesuai dengan ukuran yang ditentukan. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
d. Assy lantai Sopir
Pemasangan lantai sopir dilakukan dengan prosedur sebagai berikut : 1. Setting assy frame lantai sopir sesuai dengan posisi support.
2. Las catum bagian lantai sopir dengan support, kemudian periksa kembali posisinya.
3. Setelah posisi support dengan frame lantai benar dilakukan pengelasan penuh.
Gambar 3.14 Assy Frame Lantai Sopir 4. Pos 3
Proses produksi yang dilakukan di pos ini berupa : a. Assy Rangka Lambung RH/LH
Pemasangan rangka lambung dilakukan dengan bantuan alat, yaitu crane. Rangka lambung yang sudah dibuat dengan menggunakan JIG diangkat dengan menggunakan crane, kemudian diposisikan dengan cross member yang telah dipasang, dengan ketentuan ujung cross member dan ujung frame lambung harus segaris dan kedua frame lambung lurus dan sejajar satu sama lain. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.15 Assy Frame Lambung RH/LH b. Assy Rangka Roof
Pemasangan rangka roof dilakukan dengan bantuan alat, yaitu crane seperti pada pada saat pemasangan lambung. Hal yang harus diperhatikan adalah kesimetrisan antara rangka roof dengan rangka lambung yaitu kedua ujung rangka harus saling bertemu.
Kemudian dilakukan pengelasan. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
c. Assy Frame Cover Engine.
Pemasangan cover engine dilakukan dengan cara memposisikan frame sesuai dengan dimensi maupun kontour dari engine itu sendiri. Kemudian dilakukan pengelasan.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.16 Assy Frame Cover Engine 5. Pos 4
Proses produksi yang dilakukan di pos ini berupa : a. Assy Inner frame bagasi
Inner frame adalah plat yang dipasang pada frame bagasi. Cara pemasangannya yaitu dengan memasang plat galvanil yang telah dipotong sesuai ukuran frame bagasi, kemudian dilas. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
b. Cat Rangka Prime Green
Cat rangka prime green dilakukan dengan tujuan agar rangka bisa lebih lama ridak berkarat dan tidak mudah kropos. Hal ini diakarenakan frame yang telah dibuat akan dipasangi plat-plat(panel), sehingga apabila timbul karat, akan sulit untuk diatasi dan menyebabkan cacat yang akan mengurangi safety dari produk.
c. Assy Panel Bagasi Floor,
Pada pemasangan panel yang perlu diperhatikan adalah penggunaan sealent. Yaitu bahan yang digunakan untuk meredam getaran yang ditimbulkan akibat saling berbenturnya rangka dengan panel. Pemasangan bagasi maupun lantai dilakukan sama seperti pemasangan inner frame bagasi. Plat galvanil yang telah dipotong sesuai dengan ukuran, kemudian dipasang pada frame dan dilas. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.17 Assy Panel Bagasi dan Floor d. Assy Foot Step
Pemasangan foot step baik itu didepan dan belakan LH, depan RH dilakukan dengan cara yang sama seperti pemasangan panel bagasi. Pengelasannya pun juga menggunakan las MIG dengan menggunakan catum.
e. Assy Cowel
Cowel adalah bagian depan dan belakang bus yang terbuta dari fiber.
Pertimbangan kenapa digunakannya fiber adalah fiber memiliki sifat yang mudah dubentuk kontur 3 dimensi, sehingga memiliki nilai estetika yang lebih. Hal inilah yang tidak didapatkan pada plat galvanil. Tetapi pada saat pemasangan cowel sebelumnya sudah dipasang rangka cowel. Sehingga pemasangannya pun lebih mudah yaitu dengan caa mensimetriskan rangka cowel baik depan maupun belakang dengan cross member dan frame lambung.
Gambar 3.18. Assy Cowel depan dan belakang
6. Pos 5
Di pos ini proses yang dilakukan adalah streching yaitu pemasangan plat pada lambung dengan bantuan mesin streching. Sebelum dipasang, plat lebih dahulu ditarik dengan menggunakan mesin streching. Hal ini bertujuan agar plat tidak bergelombang dan rata pada saaat dipasang pada lambung. Setelah ditarik, plat kemudian di tempelkan pada lambung dan di las pada setiap permukaan plat yang menempel pada frame lambung dengan menggunakan las MIG. Metode yang digunakan pada pengelasan ini adalah las catum dengan pola pengelasan dari tengah ke samping.
Gambar 3.19 Proses Streching
7. Pos 6
Proses produksi yang dilakukan di pos ini berupa : a. Assy Panel Non Modul
Assy Panel Non Modul adalah pemasangan plat yang dilakukan dengan tujuan menutup bagian rangka atau membuat sekat diantara dua ruangan yang dibentuk frame.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum.
b. Assy Modul Wheel House
Pemasangan modul wheel house dilakukan dengan cara memasang panel wheel house pada rangka wheel house, dengan ketentuan center dari wheel house segaris dengan
center roda. Selain karena faktor estetika, hal ini dilakukan agar pemasangan shield wheel house yang dilakukan pada departmen finishing menjadi lebih mudah.
c. Assy Modul Pintu Bagasi Belakang
Pemasangan modul pintu bagasi belakang dilakukan dengan caa sebagai berikut : 1. Pastikan engsel pintu bagasi belakang telah dipasang.
2. Pasang bracket untuk dudukan shock breaker pada pintu dan body.
3. Pasang pintu bagasi belakang pada engsel yang telah terpasang.
4. Pasang shock breaker dengan benar agar mekanisme ringan.
5. Testing kelayakan pintu.
6. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
Gambar 3.20 Assy Modul Pintu Bagasi Belakang
d. Assy Frame Kaca depan
Pemasangan frame kaca depan dilakukan dengan cara memasang kaca yang telah dimal, dipasang pada cowel depan yang telah dipasangi pipa kotak dengan kontur yang sama.
Kemudian dilakukan pengelasan dengan menggunakan las MIG dengan metode catum dan las penuh.
8. Pos 7
Proses produksi yang dilakukan di pos ini berupa : a. Setting Engsel Pintu
Setting engsel pintu dilakukan dengan cara pengukuran sudut engsel pada saat terbuka terhadap body. Hal ini dilakukan pada semua pintu kecuali pintu yang menggunakan mekanisme hidrolik. Pintu dengan mekasinme hidrolik akan dilakukan testing pada departemen finishing.
b. Assy Pintu.
Assy pintu merupakan pemasangan pintu yang telah dibuat pada bagian sub assy, caranya adalah dengan memasang pintu pada engsel yang telah diukur sudut buka maupun sudut sudut tutup, baik itu menggunakan mal maupun alat ukur sudut. Setelah dimensi maupun kontur tepat, maka bisa dilakukan pengelasan. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
9. Pos 8
Proses produksi yang dilakukan di pos ini berupa : a. Pemasangan Dudukan Dashboard
Dudukan dashboard merupakan komponen dari bus yang terbuat dari fiber dan nantinya akan menjadi tempat menempelnya speedometer, oil indikator, dll. Cara pemasangan dudukan dashboard yaitu dengan cara memasang dudukan dashboard pada bracket yang telah dipasang sebelumnya. Sebelum di las pengecekan kerapatan antara cowel depan dengan dudukan dashboard. Apabila sudah rapat baru dilakukan pengelasan.
Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
b. Assy Bracket Spion
Pemasangan bracket spion dilakuakan pada frame cowel. Yang perlu diperhatikan adalah kelurusan antara bracket spion dengan sumbu vertikal dan horisontal dari unit. Jarak antara lantai dengan center dari bracket spion pun juga harus diperhatikan. Setelah semua fix, baru boleh dilakukan pengelasan. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
c. Assy Dudukan Bracket TV
Dudukan bracket TV dipasang pada frame roof yang sebelumnya telah telah terpasang dengan cara pengelasan. Dudukan bracket TV berupa plat galvanil yang sekelilinya dipasangi frame dari besi siku.
Gambar 3.21 Assy Dudukan Bracket TV d. Assy Bracket Partisi
Partisi adalah komponen yang digunakan untuk menjadi pegangan bagi penumpang yang duduk di barisan paling depan. Selain itu partisi juga digunakan sebagai pengaman. Bracket partisi dipasang pada rangka lambung dengan ukuran dari lantai yang telah ditentukan. Setelah itu baru dilakukan pengelasan. Pengelasan dilakukan dengan menggunakan las MIG, dengan metode catum dan las penuh.
e. Inner Total
Inner adalah batangan plat galvanil yang dipasang pada lambung bus, dengan ketentuan pemasangan harus rata dengan rangka lambung. Inner berfungsi seperti dinding yang terbuat dari ABS.
Gambar 3.22 Assy Inner Total f. Bracket Ending Plavon Depan
Bracket Ending Plavon Depan merupakan komponen yang berupa besi siku yang di las pada frame roof bagian depan, dengan ukuran menyesuaikan dengan kelengkungan ending plavon. Bracket ending plavon juga digunakan sebagai pembatas antara bagian lengkung dari cowel dengan roof
Gambar 3.23 Assy Bracket Ending Plavon Depan
g. Front Side Spoiler
Pemasangan Front Side Spoiler dilakukan dengan cara metode keling. Yaitu antara panel roof bagian depan dengan Front Side Spoiler. Front Side Spoiler digunakan untuk mengarahkan air baik itu air hujan maupun air yang ditimbulkan AC agar mengalir ke depan.
Gambar 3,24 Assy Front Side Spoiler
h. Air Dump Spoiler
Pemasangan Air Dump Spoiler dilakukan dengan metode baut. Yaitu dengan memasang Air Dump Spoiler pada barcket yang sebelumnya telah dipasang. Air Dump Spoiler adalah part yang digunakan sebagai part yang bertujuan untuk memberikan efek aerodinamis pada spoiler.
i. Quality Inspection
Quality Inspection meliputi : 1. Kelengkapan Bracket.
2. GAP-GAP yang terjadi 3. Hasil Pengelasan
4. Pemasangan Cowel depan dan belakang 5. Mekanisme pintu
Jika sudah OK, maka dapat dilanjutkan ke line selanjutnya.
BAB 1V
TINJAUAN KHUSUS
PROSES PEMBUATAN ALAT BANTU POTONG SQUARE HOLLOW
4.1 Latar Belakang Pembuatan alat
Setiap perusahaan dalam menjalankan produksi tentu mempunyai target untuk menghasilkan produk yang maksimal. Hasil produksi tidak hanya ditentukan oleh kuantitas tetapi juga efisiensi dan pembiayaan. Semakin efisien sebuah produk dihasilkan secara otomatis terjadi penghematan waktu dan biaya. Apalagi kalau daya saing antar perusahaan sejenis sangat tinggi. Hal ini akan memacu perusahaan tersebut untuk bekerja lebih keras dalam segala hal. Perusahaan karoseri merupakan salah satu perusahaan yang saat ini memiliki daya saing tinggi di Indonesia pada dasawarsa terakhir ini.
PT.Mekar Armada Jaya (New Armada) yang berada merupakan perusahaan karoseri. Perusahaan penghasil bus dan mini bus ini setiap tahun mendapat pesanan (order) sampai 1000 unit. Kondisi demikian menjadikan PT Mekar Armada Jaya harus memiliki perhitungan yang matang dalam berproduksi agar target yang direncanakan dapat terpenuhi.
Inilah salah satu alasan kami melaksanakan kerja praktik di perusahaan ini. Divisi bus (yellow plant ) merupakan tempat kami mengikuti kerja praktik. Di dalam divisi ini kami menemukan beberapa masalah pada saat beraktivitas. Permasalahan tersebut ada yang dapat diselesaikan dalam waktu singkat, tetapi juga ada yang memerlukan waktu lama .Karena keterbatasan waktu dan kemampuan kami, hanya beberap amasalah yang dapat kami selesaikan.
Salah satu masalah yang kami temukan terjadi pada saat karyawan akan memotong hollow dengan panjang 6 meter . Karyawan tersebut menggunakam gerinda potong duduk sebagai alat pemotong hollow. Untuk meyelesaikan pemotongan pipa diperlukan 2 s.d. 3 orang pekerja dengan waktu cukup lama. Berawal dari kejadian tersebut kami berinisiatif membuat alat bantu potong yang mampu menghemat waktu dan tenaga. Alat bantu potong ini merupakan aplikasi konsep sederhana dari ilmu yang kami dapatkan pada