PENERAPAN
LEAN MANUFACTURING
GUNA MEMINIMASI
WASTE
PADA LANTAI PRODUKSI
DI PT. KHARISMA ESA ARDI SURABAYA
SKRIPSI
Oleh :
DEVIS ZENDY
NPM : 0732010126
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
PENERAPAN LEAN MANUFACTURING
GUNA MEMINIMASI WASTE PADA LANTAI PRODUKSI DI PT. KHARISMA ESA ARDI SURABAYA
ABSTRAKSI
Perkembangan yang terjadi pada industri memacu perusahaan manufaktur terus menerus meningkatkan hasil produksinya. Baik dalam hal kualitas, kuantitas, harga, maupun dalam hal pengiriman. Banyak faktor yang mempengaruhi hasil penjualan produk suatu perusahaan. Salah satunya adalah terdapatnya waste atau pemborosan pada saat proses produksi.
PT. Kharisma Esa Ardi adalah perusahaan yang bergerak dalam bidang produksi furniture. Salah satunya produknya adalah kursi. Namun dalam proses pembuatan produk kursi tersebut masih terjadi beberapa jenis pemborosan (waste). Selama ini PT. Kharisma Esa Ardi belum pernah menangani masalah ini secara serius, sehingga pada hasil identifikasi ditemukan beberapa jenis waste yang diantaranya waiting, defect, dan
unnecessary inventory. Lean Manufacturing merupakan pendekatan untuk mengefisienkan system dengan mereduksi pemborosan. Oleh sebab itu pendekatan Lean Manufacturing sangat menunjang untuk membantu menyelesaikan permasalahan yang ada di PT. Kharisma Esa Ardi.
Tujuan dilakukannya penelitian di PT. Kharisma Esa Ardi adalah untuk mengidentifikasi dan menganalisa penyebab waste yang terjadi pada proses produksi, serta memberikan usulan perbaikan dengan FMEA untuk mengurangi pemborosan
(waste) yang ada pada lantai produksi.
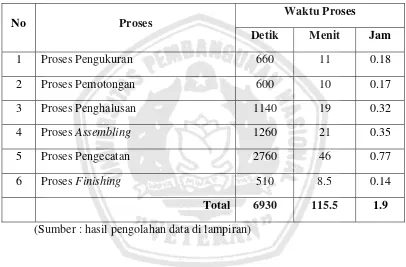
Berdasarkan hasil penelitian diketahui bahwa tiga waste yang sering terjadi di lantai produksi adalah waiting dengan skor rata – rata (2,1), defect (1,5) dan unnecessary inventory (1,5). Dari FMEA diketahui nilai RPN tiap-tiap waste yang diprioritaskan untuk dilakukan perbaikan adalah waiting sebesar 378, defect sebesar 100, dan unnecessary inventory sebesar 80. Sehingga untuk mengurangi waste tersebut disarankan agar memeratakan jumlah pekerja terutama pada stasiun kerja proses pengecatan yang sering mengalami waste waiting, memilih pekerja yang memiliki skill bagus sesuai bidang pekerjaannya, dan lebih teliti dalam mengontrol bahan baku. Dan jika hal itu dilakukan oleh perusahaan, diperkirakan waktu proses produksi yang dibutuhkan akan berkurang 32,68 % (2255 detik) dari waktu produksi sebelumnya. Waktu awal proses produksi sebelum rekomendasi perbaikan sebanyak 6900 detik dan waktu setelah rekomendasi perbaikan berubah menjadi 4645 detik.
APPLICATION OF LEAN MANUFACTURING TO MINIMIZE WASTE ON PRODUCTION FLOOR
AT PT KHARISMA ESA ARDI SURABAYA ABSTRACT
The industry developments have triggered manufacturing companies to continuously improve their products in every way, such as quality, quantity, price, and even the terms of delivery. There are many elements that can affect the product sales of a company. One of which is the waste that occurs in the production process.
PT Kharisma Esa Ardi is a company that engaged in the furniture production. It produce many kinds of furnitures, such as chair and etc. Unfortunately, it still have problems of waste during the production process. Time after time, PT Kharisma Esa Ardi has never been handling this issue seriously, that’s why in the result of identification found some types of waste, such as waiting, defect, and unnecessary inventory. Lean manufacturing is an approach to reach the efficiency of the system by reducing waste. Therefore, the lean manufacturing approach strongly supports the problem solving in PT Kharisma Esa Ardi.
The purpose of doing research at PT Kharisma Esa Ardi is to identify and analyze the causes of waste that occurs in the production process, and also to suggest some improvements to FMEA in order to reduce waste in the production floor.
From the research result, it is known that there are three kinds of waste which often occur on the production floor, such as waiting with the average score (2,1), defect (1,5), and unnecessary inventory (1,5). From the FMEA, we found out that the RPN’s value of each waste which prioritized to be repaired is waiting by 378, defect of 100, and unnecessary inventory by 80. In order to reduce the waste, it is suggested to divide the number of workers in the same portions, especially in the painting process work station which often have waiting waste, select workers who have good skills in their own sector, and be more carefully when controlling the raw material. And if it is done by the company, it’s estimated that the time needed in the production process will be reduced until 32, 68 % (2255 second) from the previous production time. In other words, the time of the first process of production before the recommendations for improvement is 6900 second and changed into 4645 second after it.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Di era globalisasi ini, perkembangan yang terjadi pada industri sangat
pesat sekali. Hal ini memacu perusahaan manufaktur terus menerus meningkatkan
hasil produksinya. Baik dalam hal kualitas, kuantitas, harga, maupun dalam hal
pengiriman. Hal tersebut agar konsumen tetap setia terhadap produk yang dibuat
oleh perusahaan tersebut. Hal ini menuntut perusahaan harus mampu memberikan
jaminan kepada konsumen untuk meyakinkan bahwa produk yang dihasilkannya
adalah produk yang benar-benar berkualitas dengan harga yang bersaing dengan
produk lain yang sejenis.
Banyak faktor yang mempengaruhi hasil penjualan produk suatu
perusahaan. Salah satunya adalah terdapatnya waste atau pemborosan pada saat
proses produksi. Lean Manufacturing adalah metode yang cocok digunakan oleh
perusahaan untuk mengidentifikasi tingkat pemborosan atau waste sehingga
mampu menekan atau bahkan bisa mengurangi kegiatan atau aktivitas yang tidak
bernilai tambah (non value added activity).
PT. Kharisma Esa Ardi adalah sebuah perusahaan yang bergerak dalam
bidang produksi furniture, seperti kursi, meja, lemari dan lain-lain. Untuk
memenuhi permintaan dan kepuasan konsumen, perusahaan ini selalu berusaha
meningkatkan produksinya dengan tepat waktu. Namun dalam pembuatan produk
tersebut terjadi beberapa jenis pemborosan. Pemborosan jenis defect seperti
mengerjakan produksi sehingga mengakibatkan banyaknya waktu yang terbuang,
jenis unnecessary inventory seperti adanya penumpukan material yang membuat
material tersebut mengalami kerusakan. Dan pemborosan – pemborosan tersebut
membuat kerugian pada perusahaan.
Berdasarkan permasalahan yang dihadapi oleh PT. Kharisma Esa Ardi
maka perusahaan membutuhkan penyelesaian untuk mengurangi pemborosan
yang terjadi di lantai produksi dengan melihat tujuh pemborosan (waste) yaitu
kelebihan produksi (overproduction), proses yang tidak perlu (inappropriate
process), menunggu (waiting), persediaan yang tidak perlu (unnecessary
inventory), transportasi (transportation), gerakan yang tidak perlu (unnecesary
motion) dan kecacatan (defect ). Dalam hal ini Metode Lean Manufacturing dapat
membantu perusahaan mengatasi permasalahan yang ada pada perusahaan.
1.2 Perumusan Masalah
Berdasarkan latar belakang dan penjelasan diatas, rumusan
permasalahannya adalah sebagai berikut :
“Bagaimana cara mengidentifikasi dan menganalisa penyebab waste serta usulan perbaikan untuk mengurangi pemborosan di lantai produksi PT.
1.3 Batasan Masalah
Batasan yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Penelitian ini ditujukan pada waste di proses produksi kursi.
2. Waste yang diteliti adalah seven waste yaitu produksi yang berlebihan,
menunggu, transportasi, proses yang tidak tepat, persediaan yang tidak
perlu, gerakan yang tidak perlu, serta kecacatan
3. Usulan perbaikan diprioritaskan pada tiga waste yang memiliki bobot
terbesar.
1.4 Asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini diantaranya adalah
sebagai berikut :
1. Proses produksi berjalan normal ketika penelitian dilakukan.
2. Situasi lingkungan internal bersifat tetap.
3. Kondisi perusahaan berjalan normal dan stabil
4. Tidak ada penambahan atau pengurangan karyawan pada lantai produksi
selama dilakukan penelitian.
1.5 Tujuan
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah sebagai
berikut :
1. Mengidentifikasi waste yang ada pada proses produksi.
2. Menganalisa penyebab waste yang terjadi selama proses produksi.
3. Memberikan usulan perbaikan dengan FMEA untuk mengurangi
pemborosan (waste) yang ada pada lantai produksi.
1.6 Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian tugas akhir ini
antara lain meliputi :
1. Untuk mengurangi terjadinya kecacatan produk (defect).
2. Mengurangi jumlah waktu tunggu (waiting) yang terbuang yang
dikarenakan terlalu lamanya pekerja dalam mengerjakan produksi.
3. Agar dapat mengurangi penumpukan material bahan baku yang terdapat di
1.7 Sistematika Penulisan
Sistematika penulisan laporan penelitian tugas akhir ini adalah sebagai
berikut :
BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, perumusan masalah,
batasan masalah, asumsi, tujuan penelitian, manfaat penelitian dan
sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi teori-teori dasar yang berkaitan dengan Lean Phylosophy,
VALSAT( Value Stream Analysis Tools) yang dijadikan acuan dalam
melakukan langkah-langkah penelitian sehingga permasalahan yang
ada dapat dipecahkan.
BAB III METODE PENELITIAN
Bab ini dibahas tentang lokasi dan waktu penelitian, identifikasi
operasional variabel, metode pengumpulan data, pengolahan data dan
langkah – langkah pemecahan masalah
BAB IV ANALISA DAN PEMBAHASAN
Bab ini berisikan uraian tentang langkah-langkah pengumpulan data,
pengolahan data, dan penganalisa data yang telah dikumpulkan dan
hasilnya diharapkan menjadikan sebagai bahan pertimbangan akan
kemungkinan penerapan metode tersebut.
BAB V KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan atas analisa dari hasil pengolahan
penelitian. Selain itu juga berisi saran penelitian sehingga diharapkan
dapat dilanjutkan untuk penelitian yang akan datang
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Konsep Dasar Lean
Pada dasarnya konsep lean adalah konsep perampingan atau efisiensi.
Konsep ini dapat diterapkan pada perusahaan manufaktur maupun jasa, karena
pada dasarnya konsep efisiensi akan selalu menjadi suatu target yang ingin
dicapai oleh perusahaan. Lean pada awalnya merupakan terminologi yang
digunakan untuk mendeskripsikan pendekatan yang dilakukan di industri otomotif
Jepang, yaitu Toyota, untuk membedakannya dengan pendekatan produksi massal
yang ada di barat. Variasi dan ketergantungan merupakan hal yang kadang
terabaikan dalam upaya penerapan lean production. Konsep lean yang
dikenalkan oleh Womack et all adalah sebuah usaha pembentukan suatu sistem
yang menggunakan input sesedikit mungkin untuk menciptakan output yang
sama, sesuai dengan konsep yang diusung oleh Traditional Mass Production
System tetapi memberikan pilihan yang paling banyak kepada pelanggan (Hines et
all, 2005).
Menurut Vincent Gaspersz (2007) Lean adalah suatu upaya terus-menerus
untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value
added) produk barang/jasa agar memberikan nilai kepada pelanggan (customer
value).
APICS Dictionary (2005) mendefinisikan lean sebagai suatu filosofi bisnis
yang berlandaskan pada minimalisasi penggunaan sumber daya (termasuk waktu)
eliminasi aktifitas tidak bernilai tambah (non value adding activities) dalam
desain, produksi (untuk bidang manufaktur) atau operasi (untuk bidang jasa),
supply chain management, yang berkaitan langsung kepada pelanggan.
Terdapat lima prinsip dasar konsep Lean yaitu :
1. Mengidentifikasi nilai produk (barang/jasa) berdasarkan perpektif
pelanggan, dimana pelanggan menginginkan produk (barang/jasa)
berkualitas superior dengan harga yang kompetitif pada penyerahan yang
tepat waktu.( ingat prinsip Q = Quality, C = Cost dan D = Delivery ).
2. Mengidentifikasi value stream process mapping (pemetaan proses pada
value stream) untuk setiap produk (barang/jasa). Catatan : Kebanyakan
manajemen perusahaan industri di Indonesia hanya melakukan pemetaan
proses bisnis atau proses kerja, bukan melakukan pemetaan pada proses
produk. Hal ini berbeda dengan pendekatan Lean.
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua
aktivitas sepanjang proses value stream.
4. Mengorganisasikan agar material, informasi dan produk itu mengalir
secara lancar dan efisien sepanjang proses value stream menggunakan
sistem tarik (pull system).
Mencari terus-menerus berbagai teknik dan alat-alat peningkatan (improvements
tools and techniques) untuk mencari keunggulan (excellence) dan peningkatan
2.2 Lean Six Sigma
Lean Six Sigma merupakan penggabungan dari konsep Lean dan Six Sigma.
Yang melatar belakangi konsep ini adalah dari masing-masing konsep, dimana
tujuan-tujuan tersebut sama-sama mempunyai manfaat yang cukup berarti dan
sangat memungkinkan untuk melaksanakan kedua konsep tersebut secara
bersamaan. Tujuan dasar dari Lean adalah mereduksi waste (pemborosan) atau
aktivitas yang tidak bernilai tambah (Non Value Adding Activity). Lean
menerapkan system yang berfokus pada eliminasi hal kecil dari pemborosan pada
setiap area kerja. Lean menciptakan efek kumulatif yang besar dari
perbaikan-perbaikan kecil yang telah dilakukan.
Untuk menerapkan lean, kita harus memahami apa yang menjadi nilai atau
keinginan konsumen. Untuk itu kita harus mencari value streams di dalam
perusahaan (semua aktivitas yang dibutuhkan untuk mengahasilkan suatu produk
atau jasa). Setelah itu kita harus menetapkan arah, target dan mencari kapankah
biasanya terjadi perubahan. Setelah itu kita membutuhkan kerangka kerja untuk
menghasilkan value bagi konsumen. Konsep lean menyaring inti sari dari
pendekatan lean kedalam 5 prinsip utama (Hines & Taylor, 2000) :
1. Specify value
Menetapkan apa yang menghasilkan atau tidak menghasilkan value
2. Identify whole value stream
Mengidentifikasi semua langkah – langkah yang diperlukan untuk
mendesign, memesan dan memproduksi barang/produk kedalam whole
value stream untuk mencari non-value adding activity.
3. Flow
Membuat value flow, yaitu semua aktivitas yang memberikan nilai
tambah disusun kedalam suatu aliran yang tidak terputus (continous).
4. Pulled
Mengetahui aktivitas-aktivitas penting yang digunakan untuk membuat
apa yang diinginkan oleh customer.
5. Prefection
Perbaikan yang dilakukan secara terus – menerus sehingga waste yang
terjadi dapat dihilangkan secara total dari proses yang ada.
Langkah-langkah yang dilakukan dalam proses lean adalah sebagai berikut
(Hines dan Taylor,2000) :
1. Understanding waste
Pada langkah ini, pemborosan yang terjadi harus diketahui. Prinsip
yang digunakan adalah pemilihan aktivitas-aktivitas menjadi tiga jenis,
yaitu value adding, non value adding, serta necessary but non-value.
Selanjutnya waste yang terjadi digolongkan menjadi tujuh macam waste
menurut konsep lean.
2. Setting the direction
Pada tahap ini, ditentukan arah dan tujuan dari perbaikan. Arah
pendefinisian proses-proses inti, serta proses yang membutuhkan
pemetaan secara detail.
3. Understanding the big picture
Pada tahap ini, keiinginan konsumen, aliran fisik serta aliran
informasi dari proses pemeluhan konsumen harus diketahui.
4. Detailed mapping
Pada tahap ini, dilakukan pemetaan secara detail adalah. Alat yang
bisa digunakan untuk pemetaan secara detail adalah process activity
mapping, supply chain response matrix, product variety funnel, quality
filter mapping, demand amplification mapping, decision point analysis,
dan physical structure mapping.
5. Getting suppliers and customers involved
Implementasi lean thinking harus malibatkan supplier dan
pelangganan dalam inisiatif perbaikan
6. Checking the plan fits the direction and ensuring buy-in
Pada tahap ini, dilakukan pengecekan kesesuaian antara arah yang
ditujuh dengan rencana awal.
Sedangkan Six Sigma tertuju pada proses pengukuran, analisa dan perbaikan
dengan metode Statistical Process Control (SPC) atau pengendalian proses secara
statistik, design of experiments atau percobaan terhadap desain dan alat
pemecahan masalah yang umum.
Perbedaan utama dari Lean dan Six Sigma adalah Lean menerapkan sebuah
filosofi dan praktek dari pereduksian pemborosan yang menekankan pada
berfikir secara Lean (Lean Thinking) dengan maksud untuk menciptakan
pengaturan sendiri, system pemenuhan yang mempunyai persediaan minimal. Six
Sigma menekankan pada masalah dengan dasar lingkup statistic, alat penyelesaian
masalah (Problem Solving Tools).
Lean Six Sigma sangat baik untuk diterapkan pada setiap perusahaan karena
dengan Six Sigma perusahaan dapat mengurangi variasi dan menghilangkan
proses defect dan dengan Lean perusahaan dapat menambah kecepatan proses
produksi.
Seperti yang telah disebutkan diatas, Lean Six Sigma adalah sebuah konsep
yang merupakan penggabungan dari konsep Lean dan Six Sigma. Alat-alat dari
Lean dan Six Sigma mempunyai banyak elemen yang sama. Oleh karena itu,
banyak perusahaan-perusahaan mencari pendekatan yang memungkinkan
terjadinya pengkombinasian antara kedua metode menuju pengintegrasian sistem
atau peta alur perbaikan. Dan perbedaan antara Lean dan Six Sigma dapat dilihat
Tabel 2.1 Perbandingan Metode Lean dan Six Sigma
Perbandingan Lean Six Sigma
Sasaran Menciptakan aliran dan mengeliminasi pemborosan (waste)
Memperbaiki kapabilitas proses dan mengeliminasi variasi
Aplikasi Pendahuluan proses manu- Faktur
Semua proses bisnis
Pendekatan Dasar pembelajaran dan implementasi berdasar pada
Penyelesaian Proyek Menggunakan peta aliran proses
Berbagai macam pendekatan
Lama Proyek 1 minggu sampai 3 bulan 2 sampai 6 bulan Infrastruktur Kebanyakan ad-hoc, tidak
ada atau sedikit pelatihan formal
Sumber yang didedikasikan, broadbased training
Pelatihan Belajar dari melakukan (learning by doing)
Belajar dari melakukan (learning by doing)
2.3 Lean Manufacturing
Pengertian Lean manufacturing adalah suatu pendekatan sistematik untuk
mengidentifikasi dan mengeliminasi pemborosan melalui improvement atau
perbaikan dan pengembangan yang terus-menerus dan berkelanjutan, berusaha
membuat aliran industri dalam perusahaan menjadi lancar untuk berusaha menarik
konsumen dalam upaya mencapai kesempurnaan. Lean Manufacturing adalah
sebuah filosofi, didasarkan pada TPS (Toyota Production System) yang bertujuan
untuk mengurangi waste melalui continuous improvement.
Dalam istilah Toyota Production System (TPS) juga dikenal dengan Muda,
Mura, dan Muri, yang berarti :
1. Muda (waste) : tidak menambah nilai. Ini adalah aktifitas yang tidak
untuk memperoleh komponen atau peralatan, menciptakan kelebihan
persediaan, atau berakibat pada penambahan jenis waktu tunggu.
2. Mura (inconsistency) : adanya variasi dalam pembebanan kerja atau
ketidakseimbangan. Di sistem produksi yang normal, kadang-kadang
terdapat lebih banyak pekerjaan dibanding dengan yang dapat ditangani
oleh orang atau mesin yang ada, dan pada saat lain hanya ada sedikit
pekerjaan. Ketidakseimbangan diakibatkan oleh jadwal produksi yang
tidak teratur atau volume produksi yang berfluktuasi karena masalah
internal, seperti kerusakan mesin, kekurangan komponen, dan produk
cacat. Muda berarti akibat dari Mura. Ketidakseimbangan tingkat produksi
berarti perlu memiliki peralatan, material, dan orang-orang yang
melakukan tingkat produksi yang tertinggi, bahkan bila permintaan
rata-ratanya jauh lebih rendah dari itu.
3. Muri (irrationality) : pembebanan yang melebihi kapasitas atau memberi
beban berlebih kepada orang atau peralatan. Dari sudut pandang tertentu,
hal ini merupakan ujung yang berseberangan dari spectrum Muda. Muri
adalah memanfaatkan mesin atau orang dibatas kemampuannya,
membebani orang secara berlebih akan menimbulkan masalah dalam
keselamatan kerja dan kualitas. Membebani peralatan secara berlebih
menyebabkan kerusakan dan produk cacat.
James womack dan Daniel jones (1996) mendefiniskan Lean
Manufacturing sebagai suatu proses yang terdiri dari lima langkah diantaranya
adalah : mendefinisikan nilai bagi pelanggan, menetapkan value stream,
mencapai yang terbaik. Untuk menjadi sebuah proses manufaktur yang Lean
diperlukan suatu pola pikir yang terfokus pada membuat produk mengalir melalui
proses penambahan nilai tanpa interupsi (one piece flow), suatu sistem ”tarik”
yang berawal dari permintaan pelanggan, dengan hanya menggantikan apa yang
diambil oleh proses berikutnya dalam interval yang singkat dan suatu budaya
dimana semua orang berusaha keras melakukan peningkatan secara
terus-menerus. ( Jeffery K. Liker, 2006).
Implementasi Lean Manufacturing adalah memfokuskan diri mendapatkan
hal yang tepat pada tempat yang tepat, pada waktu yang tepat dalam jumlah yang
tepat untuk mencapai aliran kerja yang sempurna disaat yang sama meminimasi
pemborosan dan menjadi fleksible (mudah berubah). Implementasi Lean
Manufacturing pertama kali diperkenalkan oleh Taiichi Ohno dari Toyota Motor
Company, sebuah perusahaan raksasa dunia yang sangat agresif dalam
improvement. Lean Manufacturing diharapkan produk atau komponen tersedia
tepat pada waktunya, dalam jumlah yang tepat dan pada tempat yang tepat pula.
Dengan demikian persediaan dapat ditekan seminim mungkin dan proses produksi
akan menjadi mengalir, tidak tersendat-sendat.
Menurut Hines & Taylor (2000) Lean Manufacturing menyaring intisari
dari pendekatan Lean ke dalam lima langkah utama yaitu :
1. Specify value (mendefinisikan nilai bagi pelanggan), yaitu
mengidentifikasi nilai (value) produk berdasarkan perspektif pelanggan,
dimana pelanggan menginginkan produk berkualitas tinggi dengan harga
2. Identify whole value stream (menetapkan value stream), yaitu
mengidentifikasi semua langkah – langkah yang diperlukan untuk
mendesain, memesan dan memproduksi barang atau produk ke dalam
whole value stream untuk mencari non value added activity (aktivitas yang
tidak memberikan nilai tambah).
3. Flow (mengalir), yaitu membuat value flow untuk semua aktifitas yang
memberikan nilai tambah disusun dalam suatu aliran yang tidak terputus
(continuous).
4. Pulled (ditarik oleh pelanggan), yaitu mengorganisasikan agar material,
informasi dan produk mengalir lancar dan tepat sepanjang proses value
stream dengan pull system.
5. Perfection (pencapaian yang terbaik), yaitu mengejar keunggulan untuk
mencapai kesempurnaan (zero waste) melalui perbaikan yang dilakukan
secara terus – menerus sehingga waste yang terjadi dapat dihilangkan
secara total dari proses yang ada.
Prinsip Lean Manufacturing sejatinya telah digunakan oleh Henry Ford
sejak awal tahun 1920, dan terbukti telah membuat Ford Motor Company menjadi
perusahaan otomotif terbesar kedua di dunia. Henry Ford berkata “ salah satu
pencapaian kami (Ford Group) mampu menjaga produk Ford menjadi tetap
rendah, yaitu semakin lama sebuah produk dalam proses manufaktur , maka total
biaya produksi juga akan semakin besar”. (Jeffery K. Liker, 2006).
Dalam penerapan metode Lean Manufacturing terdapat prinsip – prinsip
1. Menyempurnakan mutu pertama kali, mencari nol cacat, pernyataan dan
pemecahan permasalahan pada sumbernya
2. Meminimalkan barang sisa, penghapusan semua aktifitas yang tidak
menambahkan nilai dan memaksimalkan penggunaan sumber daya
(modal, orang – orang dan area)
3. Peningkatan yang berkelanjutan, mengurangi biaya – biaya, meningkatkan
mutu, dan berbagi informasi
4. Proses penarikan yaitu produk ditarik dari pelanggan terakhir, yang tidak
mendorong dari akhir produksi
5. Fleksibilitas, produksi produk yang berbeda (mixed production) atau
keanekaragaman produk yang lebih besar dengan cepat, tanpa
mengorbankan efisiensi pada volume produksi lebih rendah
6. Bangunan dan pemeliharaan adalah suatu hubungan jangka panjang
dengan para penyalur melalui berbagai resiko kolaboratif, biaya dan
pengaturan informasi.
7. Autonomation, leveling and production flow and visual control.
2.4 Pemborosan
Pemborosan adalah segala aktivitas tidak bernilai tambah dalam proses di
mana aktivitas-aktivitas itu hanya menggunakan sumber daya namun tidak
memberikan nilai tambah kepada pelanggan. Pada saat melakukan eliminasi
terhadap waste, sangatlah penting untuk mengetahui apakah waste itu dan di mana
berbeda pada masing-masing pabrik, tetapi jenis waste yang ditemukan di
lingkungan manufaktur hampir sama.
Pada saat berpikir tentang pemborosan (waste), akan lebih mudah bila
mendefinisikannya kedalam tiga jenis aktivitas yang berbeda yaitu :
1. Aktivitas Yang Bernilai Tambah (Value Adding Activity)
Segala aktivitas yang dalam menghasilkan produk atau jasa yang
memberikan nilai tambah di mata konsumen. Contoh dari aktivitas tipe ini
adalah mengubah plat baja menjadi tangki baja, dan lain sebagainya.
2. Aktivitas Yang Tidak Bernilai Tambah (Non – Value Adding Activity)
Merupakan segala aktivitas yang dalam menghasilkan produk atau jasa
yang tidak memberikan nilai tambah di mata konsumen. Aktivitas inilah
yang disebut waste yang harus dijadikan target untuk segera dihilangkan.
Contoh dari aktivitas ini adalah waktu menunggu, penumpukan bahan atau
material, dan lain-lain.
3. Aktivitas Yang Tidak Bernilai Tambah Tetapi Dibutuhkan (Necessary But
Non Value Adding Activity)
Merupakan segala aktivitas yang dalam menghasilkan produk atau jasa
yang tidak memberikan nilai tambah di mata konsumen tetapi diperlukan
kecuali apabila sudah ada perubahan pada proses yang ada. Aktivitas ini
biasanya sulit untuk dihilangkan dalam waktu singkat. Contoh dari
aktivitas ini adalah inspeksi setiap produk pada akhir proses karena
2.4.1 Type-Type Pemborosan ( waste )
Ada beberapa type – type pemborosan. Yaitu :
1. Type tujuh pemborosan ( seven waste )
a. Produksi berlebihan (overproduction) adalah kegiatan
menghasilkan barang melebihi permintaan / keinginan sehingga
menambah alokasi sumber daya terhadap produk.
b. Menunggu (waiting) adalah proses menunggu kedatangan material,
informasi, peralatan dan perlengkapan.
c. Transportasi (transportation) adalah memindahkan material atau
orang dalam jarak yang sangat jauh dari satu proses ke proses
berikut yang dapat mengakibatkan waktu penanganan material
bertambah.
d. Proses yang tidak tepat (inappropriate processing) adalah proses
kerja dimana terdapat ketidaksempurnaan proses atau metode
operasi produksi yang diakibatkan oleh penggunaan tool yang tidak
sesuai dengan fungsinya ataupun kesalahan prosedur atau sistem
operasi. Secara umum faktor penyebabnya adalah peralatan atau
tool yang tidak sesuai, maintenance peralatan yang jelek dan
lain-lain.
e. Persediaan yang tidak perlu (unnecessary inventory) adalah
penyimpanan (inventory) melebihi volume gudang yang
ditentukan, material yang rusak karena terlalu lama disimpan atau
terlalu cepat dikeluarkan dari tempat penyimpanan, material yang
change over yang lama, ketidakseimbangan lintasan, peramalan
yang kurang akurat, atau ukuran batch yang besar.
f. Gerakan yang tidak perlu (unnecessary motion) adalah gerakan
yang melibatkan konsep ergonomis pada tempat kerja, dimana
operator melakukan gerakan-gerakan yang seharusnya bisa
dihindari, misalnya komponen dan kontrol yang terlalu jauh dari
jangkauan double handling, layout yang tidak standar, operator
membungkuk. Secara umum faktor penyebabnya adalah
pengelolaan tempat kerja yang jelek, layout yang jelek, metode
kerja yang tidak konsisten, desain mesin yang tidak ergonomis.
g. Kecacatan (defect) merupakan kesalahan yang terlalu sering dalam
kertas kerja, kualitas produk yang buruk, atau performansi
pengiriman yang buruk, ketidaksempurnaan produk, kurangnya
tenaga kerja pada saat proses berjalan, adanya alokasi tenaga kerja
untuk proses pengerjaan ulang (rework) dan tenaga kerja
menangani pekerjaan claim dari pelanggan. (Singo dan Kilpatrick,
2003)
2. Type delapan pemborosan ( eight waste )
Menurut Taiichi Ohno delapan pemborosan tersebut adalah
a. Overproduction (produksi berlebih)
Produksi berlebih adalah memproduksi produk jauh lebih banyak
dari permintaan konsumen atau melebihi jumlah yang dibutuhkan.
Sedangkan dalam Lean Manufacturing semua produk yang
stock) merupakan pemborosan karena hal tersebut membuat
organisasi menjadi tidak dapat melakukan hal lain yang dapat
memenuhi keinginan konsumen. Produksi berlebih adalah
pemborosan yang paling parah diantara jenis pemborosan lainnya.
Kalau permintaan pasar sedang tinggi, pemborosan jenis ini
mungkin terlalu penting, namun dikala permintaan pasar sedang
menyusut, dampak dari produksi berlebih akan berlipat ganda.
Bahkan seringkali perusahaan mendapatkan kesulitan karena
menyimpan barang yang tidak terjual itu sebagai persediaan extra.
b. Waiting (menunggu)
Yang dimaksud dengan menunggu ialah menunggu kedatangan
material, menunggu informasi, peralatan, perlengkapan dan semua
hal yang membuat organisasi berhenti beraktivitas sehingga
menimbulkan pemborosan. Pemborosan karena menunggu harus
ini harus terungkap kebenaran situasinya terlebih dahulu sebelum
tindakan perbaikan dilaksanakan. Suatu contoh yang salah
menafsirkan situasi pemborosan karena karena waktu menunggu
adalah membiarkan mesin dan operatornya menunggu pada saat
pekerjaan yang diperlukan sudah selesai. Bila hal ini dianggap
sebagai pemborosan dan kemudian diatasi maka dampaknya justru
akan menimbulkan pemborosan karena produksi berlebih yang
lebih gawat. Dalam hal ini kita harus lebih cermat dalam menilai
c. Transportation (transportasi yang tidak perlu)
Yang di maksud transportasi dalam Lean Manufacturing adalah
bahwa transportasi suatu barang seharusnya dilaksanakan atau
didatangkan langsung menuju tempat dimana barang tersebut dapat
langsung digunakan sehingga tidak menimbulkan pemborosan
lainnya yaitu transportasi yang tidak perlu. Pemborosan karena
transportasi dan penanganan barang adalah pemborosan yang
sering kita jumpai di dalam pabrik. Barang yang sama dapat saja
ditangani berulang-ulang tanpa memberi nilai tambah. Perencanaan
yang buruk akan menyebabkan kegiatan transportasi membengkak
dan penanganan barang dilakukan berulang-ulang.
d. Non value added activities (aktivitas yang tidak memberikan nilai
tambah)
Metode dalam pengolahan produksi dapat menjadi sumber dari
pemborosan yang seharusnya tidak perlu ada. Misalnya pengerjaan
ulang (reworking) karena seharusnya proses tidak perlu diulang
apabila dilakukan proses yang benar. Deburing (sisa produksi)
karena produk seharusnya dapat diproduksi tanpa sisa produksi
apabila dilakukan dengan desain yang tepat dan alat yang lengkap
untuk pekerjaan tersebut dan inspecting (pemeriksaan) karena
produk seharusnya dapat diproduksi dengan menggunakan
Statistical Process Control (SPC) untuk menghilangkan atau
meminimalkan jumlah inspeksi yang diperlukan dalam menjaga
e. Excess inventory (persediaan berlebih)
Persediaan berlebih juga akan meningkatkan biaya produksi.
Kelebihan persediaan memerlukan penanganan extra, tempat extra,
extra bunga yang harus dibayar, extra karyawan, extra dokumen,
dan lain-lain.
Berikut adalah beberapa prinsip untuk mengurangi persediaan
berlebih :
- Singkirkan barang-barang yang tidak diperlukan lagi
- Jangan memproduksi barang yang tidak diperlukan untuk proses
berikutnya.
- Jangan membeli atau membawa barang dalam ukuran lot besar
(meskipun penghematan dari diskon pembelian dalam jumlah
besar, mungkin lebih besar dari biaya pemborosan karena
persediaan)
- Usahakan untuk memproduksi dalam lot kecil (mengurangi waktu
set-up atau tingkatkan frekuensi peralihan jenis produksi)
f. Excess motion (gerakan yang berlebih/tidak diperlukan)
Seorang pekerja dapat kelihatan sibuk selama tiga jam untuk
mondar-mandir mencari alat kerja ke semua sudut pabrik. Jelas ini
merupakan kegiatan yang tidak memberikan nilai tambah sama
sekali, hal ini justru akan membebani biaya produksi dengan
upahnya selama tiga jam yang sia-sia. Di samping itu, hasil
produksi menjadi tertunda dikirim kepada pelanggan klarena lead
mengembalikan benda dapat dihilangkan bila kita meletakkan alat
kerja berdekatan dengan penggunaannya. Berjalan mondar-mandir
dengan jarak yang cukup jauh adalah gerakan yang sia-sia,
khususnya bila operator diberi tanggung jawab untuk
mengoperasikan mesin. Mesin harus diletakkan dengan benar,
saling berdekatan dengan operator sehingga perjalanan kaki
operator dapat dikurangi.
g. Defect waste (pemborosan karena cacat produksi)
Bila cacat produksi terjadi pada satu pos produksi kerja, maka pada
umumnya operator pada pos kerja berikutnya akan menunggu.
Waktu terbuang percuma dan menambah biaya produksi. Lebih
parah lagi apabila barang-barang tersebut dikerjakan ulang
(rework) atau bahkan produk yang cacat itu harus dimusnahkan.
Apabila cacat produksi terjadi maka akan diperlukan untuk
membongkar dan mereparasi produk itu, lagipula tambahan
komponen juga akan diperlukan dalam penaganan komponen yang
rusak. Otomatis jadwal produksi akan terganggu karena menunggu
proses penyelesaian tersebut. Memilah-milah komponen yang jelek
juga menyerap tambahan tenaga kerja sehingga meningkatkan
jumlah biaya, yang berarti pemborosan. Kasus yang lebih buruk
lagi apabila pelanggan menemukan cacat produksi setelah produk
berada ditangannya. Tidak hanya ongkos garansi dan ongkos kirim
saja yang harus ditanggung, tetapi juga pengorbanan citra
menyusut. Untuk menghindari masalah itu sebuah sistem harus
dikembangkan untuk menemukan dan mengenali cacat produksi
serta berbagai kondisi penyebab timbulnya cacat tersebut. Dengan
demikian, operator bisa melakukan tindakan perbaikan langsung.
h. Underutilized people (pekerja yang kurang profesioanl)
Yang dimaksud underutilzed people adalah pekerja yang tidak
mengeluarkan seluruh kemampuan yang dimilikinya baik dari segi
mental, kreativitas, serta skill dan kemampuan fisik dimana
biasanya seorang pekerja harus dapat mengoptimalkan seluruh
kemampuan yang dimiliknya demi kepentingan bersama. Beberapa
penyebab pemborosan type ini adalah : proses kerja yang jelek dan
kurang teratur, budaya kerja yang kurang positif atau tidak
mendorong pekerjanya untuk berkembang, praktek perekrutan para
pekerja yang kurang selektif, training pegawai yang kurang
memadai atau bahkan tidak ada sama sekali training pegawai, dan
turnover pekerja yang terlalu tinggi sehingga tidak ada pekerja
yang benar-benar mengerti pekerjaan serta segala detail dari
perusahaan untuk berkembang (Jefery K Likert, 2006).
3. Type sembilan pemborosan ( nine waste )
Menurut Vincent Gaspersz (2007) sembilan pemborosan yang ada dalam
bidang industri yang terkenal dengan istilah E-DOWNTIME, yaitu :
b. E = Environmental, Health and Safety (EHS) adalah jenis pemborosan yang tejadi karena kelalaian dalam memperhatikan
c. D = Defects adalah jenis pemborosan yang terjadi karena kecacatan atau kegagalan produk (barang/jasa).
d. O = Overproduction adalah jenis pemborosan yang terjadi karena produksi berlebih dari kuantitas yang dipesan oleh pelanggan,
e. W = Waiting adalah jenis pemborosan yang terjadi karena menunggu.
f. N = Not utilizing employees knowladge skills and abilities adalah jenis pemborosan sumber daya manusia (SDM) yang terjadi karena
tidak menggunakan pengetahuan, keterampilan, dan kemampuan
karyawan secara optimal.
g. T = Transportation adalah jenis pemborosan yang terjadi karena transportasi yang berlebihan sepanjang proses value stream.
h. I = Inventories adalah jenis pemborosan yang terjadi karena inventories yang berlebihan.
i. M = Motion adalah jenis pemborosan yang terjadi karena banyaknya pergerakan dari yang seharusnya sepanjang proses
value stream.
j. E = Excess processing adalah jenis pemborosan yang terjadi karena langkah-langkah proses yang panjang dari yang seharusnya
sepanjang proses value stream.
4. Type sepuluh pemborosan ( ten waste )
Dalam perspektif lain, kaufman consulting group (1999) telah
merumuskan 10 jenis pemborosan dalam industri manufaktur, dimana ke-10
orang, kuantitas, kualitas dan informasi seperti yang ditunjukkan dalam
gambar 2.1 dan pendekatan untuk reduksi pemborosan tersebut ditunjukkan
dalam tabel 2.1
( Sumber : Kaufman consulting group, 1999 )
Gambar 2.1 Sepuluh areas waste dalam industri manufaktur
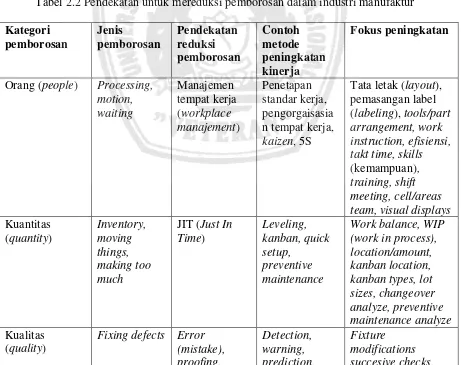
Tabel 2.2 Pendekatan untuk mereduksi pemborosan dalam industri manufaktur
Kategori
Orang (people) Processing, motion,
Fixing defects Error (mistake),
Detection, warning,
autonomation prevention,
( Sumber : Kaufman consulting group, 1999 )
2.5 Tool yang digunakan
Dalam mencari penyebab terjadinya waste ada beberapa tools yang
digunakan, yaitu :
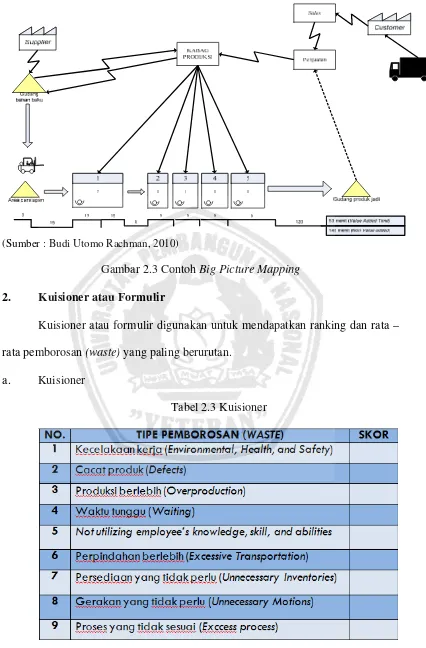
1. Big Picture Mapping
Big picture mapping adalah pemetaan proses pada level tinggi yang
melingkupi proses secara luas namun dengan tingkat kedetailan yang masih
rendah. Peta gambar besar atau Big Picture Mapping merupakan sebuah alat yang
diadopsi dari sistem produksi Toyota. Alat ini sangat membantu dalam
mengidentifikasi terjadinya pemborosan (waste). Pemborosan dapat diketahui
dengan mengetahui aliran fisik dan aliran informasi dari perusahaan dan
menggambarkannya dalam satu kesatuan. Selain itu peta gambar besar atau Big
Picture Mapping sangat berguna untuk dilakukan sebelum membuat detailed
mapping dari proses manapun. Dengan membuat Big Picture Mapping maka
dapat membantu untuk menggambarkan aliran yang ada, membantu menemukan
lokasi waste, menyatukan penerapan dari kelima prinsip Lean, membantu untuk
Ada lima langkah yang perlu dilakukan untuk membentuk Big Picture
Mapping yaitu :
1. Fase pertama, mengidentifikasikan kebutuhan pelanggan.
Beberapa perlu dijawab pada fase ini. Misalnya, seberapa banyak
pelanggan membutuhkan barang tertentu tiap tahun, bagaimana pola
pemesanannya, berapa ukuran pesanan biasanya, berapa banyak pelanggan
biasanya menyimpan persediaan, berapa sering pengiriman dilakukan,
serta hal-hal lain yang relevan.
2. Fase kedua, Information flows
Pada fase ini, ditambahkan aliran informasi yang melintasi proses yang
ditinjau. Untuk melengkapi fase ini perlu dicari tahu apakah informasi
yang diberikan pelanggan ke perusahaan (ramalan, call-off, dan
sebagainya), ke bagian mana informasi-informasi tersebut disampaikan,
berapa lama menunggu sebelum informasi tersebut diproses, pihak mana
saja atau siapa saja yang dilewati sampai informasi tersebut mengalir ke
bagian hulu perusahaan (supplier), serta informasi-informasi apa yang
perusahaan berikan ke supplier.
3. Fase ketiga adalah menambahkan aliran fisik pada peta tersebut.
Aliran fisik yang berasal dari luar dan ke luar perusahaan maupun yang
ada di dalam perusahaan harus sama-sama ditambahkan. Informasi seperti
pola pengiriman dari supplier, ukuran pengiriman, rata-rata waktu tunggu
sebelum pesanan dikirim,. Selanjutnya, untuk aliran internal perlu
diidentifikasikan langkah-langkah kunci yang terlibat, di mana saja
kualitas, berapa lama masing-masing kegiatan tersebut dilakukan, titik
mana merupakan bottleneck, dan sebagainya.
4. Hubungkan aliran fisik dan aliran informasi.
Di sini diperlukan informasi di mana informasi seperti rencana material
atau rencana produksi turun menjadi pemicu adanya aliran fisik dan
sebaliknya. Sebagai contoh, rencana produksi diuraikan menjadi jadwal
produksi harian sehingga dapat menjadi pedoman untuk memindahkan
material dari gudang ke lantai produksi dan menjadi instruksi kerja
operator di lantai produksi untuk mengerjakan suatu produk. Sebaliknya,
ada aliran dari bagian bawah ke bagian atas dari peta yang dibuat.
Misalnya, hasil kegiatan inspeksi material akan memberikan informasi
tentang reject rate. Informasi ini akan masuk ke bagian perencanaan
material sehingga bisa digunakan sebagai dasar untuk memperbaiki atau
membuat rencana baru.
5. Fase terakhir adalah melengkapi peta di atas dengan informasi lead time
dan value adding time dari keseluruhan proses. Informasi ini ditempatkan
di bagian bawah dari peta.
Berikut ini adalah simbol-simbol yang digunakan dalam Big Picture
Sumber : Hines, P. & D. Taylor, 2000. ”Going Lean”.
Gambar 2.2 Icon Big Picture Mapping
Untuk menggambarkan peta gambar besar atau Big Picture Mapping
terlebih dahulu tentukan lambang dari tiap komponen yang ada antara lain :
pemasok/konsumen (supplier/customer), kotak informasi (information box), kotak
waktu (timing box), kotak pengerjaan ulang (rework box), titik persediaan
(inventory point), titik inspeksi (quality check point), stasiun kerja dengan waktu
(work station with timing), aliran informasi (information flow), aliran fisik
(physical flow), kotak proses stasiun kerja (work station process box), aliran fisik
(Sumber : Budi Utomo Rachman, 2010)
Gambar 2.3 Contoh Big Picture Mapping
2. Kuisioner atau Formulir
Kuisioner atau formulir digunakan untuk mendapatkan ranking dan rata –
rata pemborosan (waste) yang paling berurutan.
a. Kuisioner
Keterangan : Tipe pemborosan (waste) yang digunakan telah menjadi
ketetapan, sedangkan skor 0 – 5, kemudian dirangking
mana waste yang terbesar pada perusahaan yang diteliti.
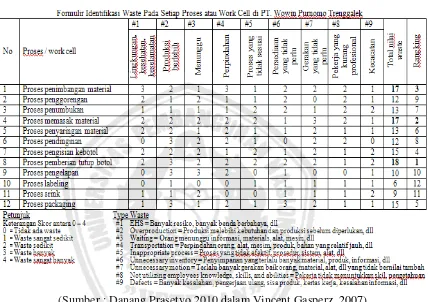
b. Formulir
Tabel 2.4 Formulir
(Sumber : Danang Prasetyo,2010 dalam Vincent Gasperz, 2007)
Keterangan: - Skor yang digunakan 0 – 4.
- Untuk kolom tipe waste (#1 - #9) ditulis berdasarkan tipe
pemborosan 9 waste dan skor ditulis berdasarkan pengamatan di
perusahaan yang diteliti.
- Untuk kolom rangking ditulis bobot rangking, stasiun kerja yang
memiliki waste terbesar diberi rangking 1, kemudian stasiun kerja
yang memiliki waste terbesar kedua diberi rangking 2, begitu
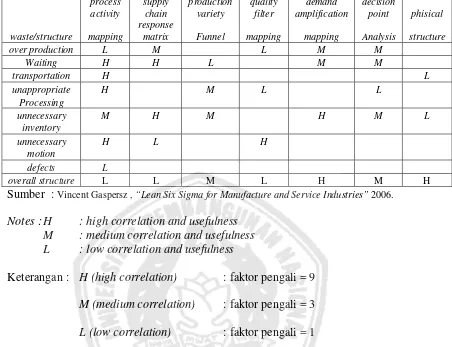
3. Value Stream Analysis Tools (VALSAT)
Value Stream Mapping Tools (VALSAT) adalah alat yang berfungsi untuk
memilih alat dari pemetaan aliran proses yang nantinya akan digunakan sebagai
pedoman dalam mengidentifikasi pemborosan (waste). Value stream analysis
tools merupakan tools yang tepat untuk memetakan secara detail waste pada aliran
nilai yang fokus pada value adding process dan non-value adding process.
VALSAT merupakan tool yang dikembangkan oleh Hines dan Rich (1997) untuk
mempermudah pemahaman terhadap value stream yang ada dan mempermudah
untuk membuat perbaikan berkenaan dengan waste yang terdapat dalam value
stream. VALSAT merupakan pembobotan waste-waste, kemudian dari
pembobotan tersebut dilakukan pemilihan terhadap tool dengan menggunakan
matrik. Pada proses ini dilakukan proses pemetaan dari future state yang
diusulkan. Alasan yang mendasari pengumpulan dan penggunaan serangkaian tool
ini adalah untuk membantu para peneliti atau para praktisi dalam
mengidentifikasikan pemborosan pada individual value stream dan mendapatkan
jalan yang tepat untuk menghilangkannya. Berikut ini adalah tools yang
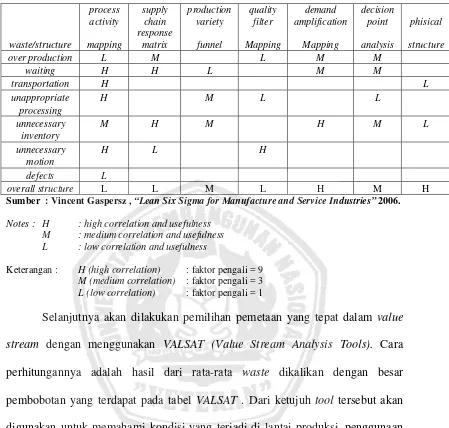
Tabel 2.5 Value Stream Analysis Tools
matrix funnel Mapping Mapping analysis structure
over production L M L M M
Sumber : Vincent Gaspersz , “Lean Six Sigma for Manufacture and Service Industries” 2006.
Notes : H : high correlation and usefulness M : medium correlation and usefulness L : low correlation and usefulness
Keterangan : H (high correlation) : faktor pengali = 9 M (medium correlation) : faktor pengali = 3 L (low correlation) : faktor pengali = 1
Selanjutnya akan dilakukan pemilihan pemetaan yang tepat dalam value
stream dengan menggunakan VALSAT (Value Stream Analysis Tools). Cara
perhitungannya adalah hasil dari rata-rata waste dikalikan dengan besar
pembobotan yang terdapat pada tabel VALSAT . Dari ketujuh tool tersebut akan
digunakan untuk memahami kondisi yang terjadi di lantai produksi, penggunaan
tool tersebut dilakukan dengan melakukan pemilihan dengan menggunakan
matrik. Untuk langkah penting dalam pemilihan tool yang sesuai dengan kondisi
yang bersangkutan antara lain melakukan pembobotan terhadap waste.
Pembobotan ini merupakan hal yang sangat penting sekali karena dengan
prmbobotan waste yang sempurna maka tool yang akan datang juga tepat
Untuk lebih jelasnya berikut detail dari ketujuh tools yang dikemukakan
oleh Hines dan Rich (1997) dalam VALSAT :
a. Process Activity Mapping (PAM)
Tool ini digunakan untuk membuat detailed mapping dalam order
fulfillment process. Secara lebih luas kita menggunakannya untuk
mengidentifikasi lead time baik dari aliran fisik produk maupun aliran
informasi, tidak hanya di area pabrik tetapi juga pada area lainnya dalam
supply chain, mengeliminasi pemborosan pada tempat kerja dan
menyediakan goods dengan kualitas tinggi serta pelayanan yang mudah,
cepat dan tidak mahal. Dasar pendekatan ini adalah mencoba untuk
mengeliminasi aktivitas yang tidak perlu, menyederhanakan,
mengkombinasi serta mencari perubahan rangkaian yang akan mengurangi
pemborosan.
Lima tahap pendekatan Process Activity Mapping secara umum adalah :
1. Memahami aliran proses kemudian mengidentifikasi pemborosan
2. Mempertimbangkan apakah proses dapat di arrange ulang pada
rangkaian yang lebih efisien.
3. Mempertimbangkan aliran yang lebih baik, melibatkan aliran
layout dan rute transportasi yang berbeda.
4. Mempertimbangkan apakah segala sesuatu yang telah dilakukan
pada tiap-tiap stage benar-benar perlu dan apa yang akan terjadi
jika hal-hal yang berlebihan tersebut dihilangkan.
Dalam tool ini aktivitas dikategorikan dalam beberapa kategori, seperti :
storage (penyimpanan) dan delay (menunggu). Untuk membuat Process
Activity Mapping, dilakukan dengan cara membuat analisa persiapan
proses kemudian dilakukan pencatatan secara detail dari permintaan
barang pada tiap proses. Hasilnya adalah peta proses, dimana tiap-tiap
langkah telah dikategorikan dalam berbagai macam tipe aktivitas.
b. Supply Chain Response Matrix
Tool ini merupakan sebuah diagram sederhana yang berusaha
menggambarkan the critical lead time constraint untuk setiap bagian
proses dalam supply chain, yaitu cumulative lead time di dalam distribusi
sebuah perusahaan baik suppliernya dan downstream retailernya. Diagram
ini terdapat 2 axis dimana untuk vertical axis menggambarkan rata-rata
jumlah inventory (hari) dalam setiap bagian supply chain. Sedangkan
untuk horizontal axis menunjukan comulative lead timenya.
c. Production Variety Funnel
Pendekatan ini sama dengan metode analisa IVAT yang melihat operasi
internal perusahaan sebagai aktivitas yang disesuaikan ke I, V, A, atau T
merupakan pemetaan visual yang mencoba memetakan jumlah variasi
produk tiap tahapan proses manufaktur. Tools ini dapat digunakan untuk
mengidentifikasi titik dimana sebuah produk generic diproses menjadi
beberapa produk yang spesifik. Tool ini dapat digunakan untuk membantu
menentukan target perbaikan, pengurangan inventory dan membuat
d. Quality Filter Mapping
Pendekatan Quality Filter Mapping merupakan tool baru yang digunakan
untuk mengidentifikasi dimana keberadaan masalah kualitas pada rantai
persediaan. Peta ini memperlihatkan tiga tipe cacat kualitas yang berbeda
yang terdapat pada value stream yaitu :
1. Product defect : cacat pada fisik produk yang lolos dari proses
inspeksi dan sampai ke tangan konsumen.
2. Scrap defect : cacat yang ditemukan pada proses inspeksi
3. Service defect : permasalahan dari konsumen yang tidak secara
langsung berhubungan dengan produk, tetapi dengan tingkat
pelayanan dari perusahaan.
Ketiga tipe defect tersebut digambarkan secara letitudinal sepanjang
supply chain. Pendekatan ini dirancang untuk membangun tingkat kualitas
baik internal maupun eksternal semaksimal mungkin seperti yang di
inginkan oleh konsumen (customer needs).
e. Demand Amplification Mapping
Merupakan diagram yang menggambarkan bagaimana demand
berubah-ubah sepanjang jalur supply chain dalam interval waktu tertentu. Informasi
yang dihasilkan dari diagram ini merupakan dasar untuk mengatur
fluktuasi dan menguranginya, membuat keputusan berkaitan dengan value
stream configuration. Dalam diagram ini vertical axis menggambarkan
interval waktu, grafik di dapatkan untuk setiap chain dari supply chain
f. Decision Point Analysis
Merupakan tool yang digunakan untuk menentukan titik dimana aktual
demand dilakukan dengan sistem pull sebagai dasar untuk membuat
forecast pada sistem push pada supply chain atau dengan kata lain titik
batas dimana produk dibuat berdasarkan demand aktual selanjutnya
produk harus dibuat dengan melakukan forecast. Dengan tool ini dapat
diukur kemampuan dari proses upstream dan downstream berdasarkan
titik tersebut, sehingga dapat ditentukan filosofi pull (tarik) atau push
(tekan) yang sesuai.
g. Physical Structure
Tool ini digunakan untuk memahami kondisi dan fungsi bagian-bagian
dari supply chain untuk berbagai level industri. Dengan pemahaman
tersebut dapat dimengerti kondisi industri tersebut, bagaimana beroperasi
dan dapat memberikan perhatian pada level area yang kurang diperhatikan.
Untuk level yang lebih kecil tool ini dapat menggambarkan inbound
supply chain di lantai produksi.
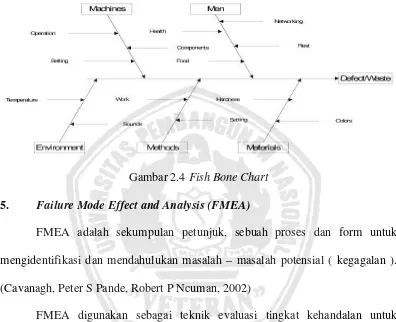
4. Fish Bone Chart (Diagram Tulang Ikan)
Fish Bone Chart adalah sebuah diagram yang menunjukkan hubungan
antara karakteristik mutu dan faktor penyebab kecacatan / pemborosan. Diagram
ini berbentuk tulang ikan karena itu disebut juga diagram tulang ikan. Fish Bone
Chart merupakan alat formal yang digunakan untuk menunjukkan penyebab
potensial dari kecacatan / pemborosan. Ruas utama sebelah kanan menunjukkan
masalah yang terjadi. Cabang utama dikaitkan pada penyebab utama dan setiap
utama yang potensial harus segera dicari tahu dan dianalisa saat masalah
diidentifikasi. Metode tukar pikiran digunakan untuk menentukan penyebab dari
akibat yang dihasilkan dalam mendesain sebuah diagram sebab akibat.
(Sutalaksana. 1979).
Gambar 2.4 Fish Bone Chart
5. Failure Mode Effect and Analysis (FMEA)
FMEA adalah sekumpulan petunjuk, sebuah proses dan form untuk
mengidentifikasi dan mendahulukan masalah – masalah potensial ( kegagalan ).
(Cavanagh, Peter S Pande, Robert P Ncuman, 2002)
FMEA digunakan sebagai teknik evaluasi tingkat kehandalan untuk
menentukan efek dari kegagalan sistem. Kegagalan digolongkan berdasarkan
dampaknya pada kesuksesan suatu misi dan keselamatan anggota atau peralatan.
Konsep FMEA ini berubah ketika diterapkan pada kondisi manufaktur modern
yang memproduksi produk-produk konsumsi. Pada produsen dari produk-produk
konsumsi tersebut kemudian menetapkan beberapa prioritas baru, termasuk
kepuasan dan keselamatan konsumen. Secara umum Failure Mode Effect and
Analysis didefinisikan sebagai sebuah teknik yang mengidentifikasi tiga hal, yaitu
hidupnya. (2) Efek dari kegagalan tersebut. (3) Tingkat kekritisan efek kegagalan
terhadap fungsi produk atau proses.
FMEA merupakan tool dalam menganalisis kehandalan (reliability) dan
penyebab kegagalan untuk mencapai persyaratan kehandalan dan keamanan
produk dengan memberikan informasi dasar mengenahi prediksi kehandalan,
desain produk, dan desain proses. Dalam FMEA terdapat beberapa hal yang
berpengaruh, antara lain :
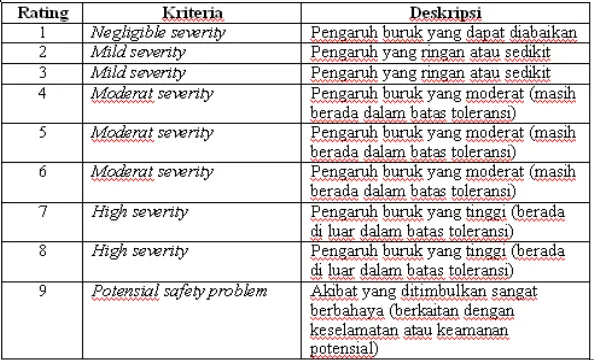
1. Rating keparahan (severity) adalah rating yang berhubungan dengan
tingkat keparahan efek yang ditimbulkan oleh mode kegagalan. Efek
dirating pada skala satu sampai sepuluh, dengan sepuluh sebagai tingkat
yang paling parah. Sumber fundamental dari kegagalan menyangkut
berbagai aspek dari desain, pemilihan material, kekurangan atau
kelemahan material, fabrikasi dan pemprosesan, pengerjaan ulang,
perakitan, inspeksi, uji coba atau testing, pengendalian kualitas (quality
control), penyimpanan, pengiriman, kondisi kerja, pemeliharaan, dan
penyimpanan yang tidak terduga akibat kelebihan beban atau kerusakan
mekanis atau kimia dalam kerja. Terkadang pula, lebih dari satu sumber
tersebut memberikan kontribusi kegagalan. (Ford Motor Company, 1992).
2. Rating kejadian (occurrence) adalah rating yang berhubungan dengan
estimasi jumlah kegagalan kumulatif yang muncul akibat suatu penyebab
tertentu pada elemen dengan jumlah yang ditentukan yang diproduksi
dengan metode pengendalian yang digunakan pada saat ini. Rating
kejadian ini diestimasikan dengan jumlah kegagalan kumulatif yang
Failure)/1000. CNF/1000 dapat diestimasikan dari sejarah tingkat
kegagalan proses manufaktur dan komponen yang mirip atau yang dapat
mewakili jika estimasi dari kegagalan dari komponen yang dimaksud tidak
dapat ditentukan.
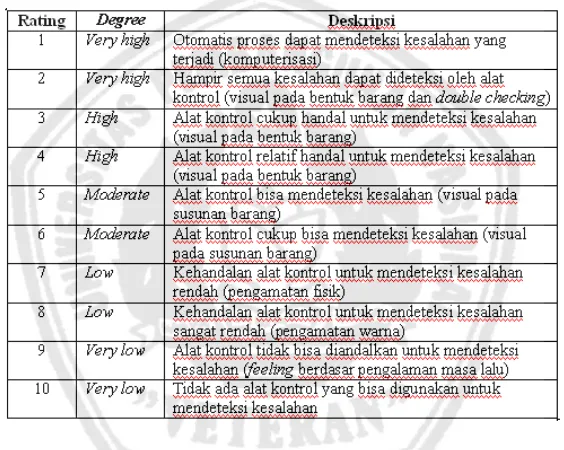
3. Rating deteksi (detection) tergantung pada metode pengendalian yang
digunakan pada saat ini. Rating deteksi adalah ukuran kemampuan metode
tipe (2) untuk mendeteksi penyebab atau mekanisme kegagalan atau
kemampuan pengendalian metode tipe (3) untuk mendeteksi kegagalan.
Satu nilai deteksi diberikan pada sistem pengendalian yang digunakan saat
ini yang memiliki kemampuan untuk mendeteksi penyebab atau mode
kegagalan. Metode pengendalian dapat dikelompokkan dan dipandang
sebagai sebuah sistem jika beroperasi secara independen.
Tahapan FMEA diantaranya adalah sebagai berikut :
1. Identifikasi sistem dan elemen sistem
2. Mengidentifikasi kegagalan dan efeknya. Failure adalah keadaan
dimana suatu sistem tidak berjalan sesuai dengan yang diharapkan.
Effect of Failure merupakan konsekuensi yang ditimbulkan oleh suatu
kegagalan.
3. Menentukan tingkat keparahan dari suatu kegagalan (severity). Tim
FMEA dapat menentukan kriteria severity sendiri atau menggunakan
kriteria menurut Stam,1998.
4. Menentukan occurrence. Occurrence menyatakan frekuensi atau
jumlah kegagalan yang terjadi karena suatu penyebab. Tingkat
(tingkat kejadian sering). Rating occurrence dapat ditentukan menurut
Ford, 1992
5. Menentukan tingkat deteksi (detection). Tingkat deteksi menyatakan
tingkat ketelitian suatu metode deteksi untuk mendeteksi kegagalan.
Tingkat deteksi mulai dari angka 1 sampai 10. Semakin kecil tingkat
deteksi, maka semakin tinggi kemampuan metode deteksi untuk
mendeteksi kegagalan. Apabila metode deteksi lebih dari satu, maka
diberikan nilai deteksi terendah. Apabila nilai deteksi tidak dapat
ditentukan, maka nilai deteksi yang digunakan adalah 10.
6. Menghitung Risk Priority Number (RPN). RPN menyatakan tingkat
resiko dari suatu kegagalan. Angka RPN berkisar antara 1-1000,
semakin tinggi angka RPN, maka semakin tinggi resiko suatu potensi
kegagalan terhadap sistem, desain, proses maupun pelayanan. RPN =
Severity x Occurrence x Detection.
7. Memberikan rekomendasi tindakan untuk mengurangi tingkat resiko
kegagalan dan selanjutnya dianalisa (Joko Susetyo, 2009).
Berikut adalah skala penilaian severity, occurance, dan detection :
Tabel 2.7 Skala Penilaian Occurence
Tabel 2.8 Skala Penilaian detection
2.6 Peneliti Terdahulu
Dari penelitian yang sudah ada dengan menggunakan pendekatan ataupun
penerapan Lean Manufacturing, diantaranya adalah :
1. Catur Jurniati Utami, 2009
“Pengurangan waste di lantai produksi dengan penerapan Lean Manufacturing guna meningkatkan produktivitas kerja perusahaan (Studi kasus : PT. Pabrik Karung Rosella Baru (PTPN) Surabaya) ” Kesimpulan :
Dari penelitian yang dilakukan di lantai produksi PT. Perkebunan
Nusantara XI (Persero) PK Rosella Baru Surabaya Dari kuisioner
pemborosan yang disebarkan pada pembuatan karung plastik, di dapat
nilai rata-rata dari total skor responden seven waste mulai dari yang
terbesar sampai yang terkecil yaitu :Menunggu 7,7, Produksi berlebihan
6,8, Transportasi 6,5, Proses yang tidak tepat 4,7, Persediaan yang tidak
perlu tepat 4,6, Gerakan yang tidak perlu 2,6, Kecacatan 2,1 dari total
responden di lantai produksi.
Usulan perbaikan perbaikan diberikan berdasarkan tool Process
Activity Mapping adalah merubah komposisi tenaga kerja yang dibutuhkan
pada proses outerbag yaitu pada mesin tenun dari 7 orang menjadi 9 orang
dan didapatkan penurunan waktu produksi sebanyak 31,64 jam (11.11%)
serta merubah komposisi tenaga kerja pada proses finishing yaitu pada
proses inserting dari 8 orang menjadi 6 orang sehingga didapatkan
penurunan waktu sebanyak 85,41 jam (25,71%). Setelah dibuat
yang lebih kecil mampu menghasilkan produk (output) yang sama dengan
pemanfaatan input awal (waktu produksi sebelum perbaikan). Hal ini
menunjukkan dengan adanya rekomendasi perbaikan yang diberikan
mampu meningkatkan produktivitas kerja.
2. Ucok James MP Marpaung, 2008
“Pengurangan waste di lantai produksi dengan penerapan Lean Manufacturing guna meningkatkan produktivitas kerja perusahaan (Studi kasus : PT. Barata Indonesia (Persero) ”
Kesimpulan :
Dari penelitian yang dilakukan di lantai produksi PT. Barata Indonesia
(Persero) Surabaya, Dari gambar big picture mapping didapatkan total
lead time produksi untuk satu buah produk mesin gilas MG-6 adalah 509,7
jam dengan value added time sebesar 1129,1 jam dan Jumlah ragam
aktivitas yang termasuk value adding activity adalah operasi dengan 566
aktivitas (40,3%) necessary non value adding activity 491 aktivitas (35%)
dan yang tergolong non value adding activity 364 aktivitas (24,7%)
Berdasarkan perhitungan kuisioner pemborosan diidentifikasi
bahwa terdapat 3 jenis pemborosan yang paling sering terjadi yaitu :
gerakan yang tidak perlu, proses yang tidak tepat dan cacat dalam proses
pembuatan mesin gilas MG-6 di PT. Barata Indonesia (Persero).
Perbaikan berdasarkan tool PAM menambah komposisi tenaga kerja
yang dibutuhkan, Perbaikan berdasarkan tool QFM agar tenaga kerja lebih
konsentrasi dalam memahami gambar teknik. Setelah perbaikan didapat
produk sama dengan input awal (waktu sebelum perbaikan) dan mampu
meningkatkan produktivitas kerja.
3. Suprijotomo, 2007
“ Estimasi Pengurangan Biaya dan Waktu Dengan Lean Manufacturing Untuk Meningkatkan Produktivitas (Studi kasus Bagian Fabrikasi Mesin PT. Varia Usaha - Gresik). “
Kesimpulan :
Dari penelitian yang dilakukan di lantai produksi PT. Varia Usaha Gresik.
Penelitian ini untuk mengestimasi usaha perbaikan dilakukan pada produk
Cement Bulk Tank dengan tujuan untuk mengurangi aktivitas yang tidak
mempunyai nilai tambah atau waste sehingga lead time produksi dan biaya
bisa dikurangi.
Dari proses pengolahan data, diperoleh mapping yang terpilih yaitu
Process Activity Mapping dan Supply Chain Response Matrix. Hasil
pengolahan Process Activity Mapping diketahui bahwa aktivitas yang
tidak bernilai tambah sebesar 84.815 menit. Usaha perbaikan dilakukan
untuk menurunkan lead time produksi didapatkan pengurangan dari
kondisi awal 86 hari menjadi 74 hari. Sedangkan pengurangan biaya untuk
1 unit tanker adalah Rp. 13.714.125 atau sebesar 21.2 %.
BAB III
METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian tugas akhir ini dilaksanakan di PT. Kharisma Esa Ardi yang
berlokasi di Jl. Margorejo Masjid 23 E Kecamatan Wonocolo Surabaya.
Sedangkan waktu penelitian dilaksanakan pada bulan Februari 2011 sampai
dengan data yang diperlukan dalam penelitian ini sudah cukup.
3.2 Identifikasi dan Definisi Operasional Variabel
Variabel merupakan segala sesuatu yang mempunyai variasi, perbedaan
nilai yang terukur. Dalam identifikasi variabel ini terdapat variabel-variabel yang
didapatkan berdasarkan data dari perusahaan yang digunakan dalam penggunaan
Lean Manufacturing beserta definisi operasionalnya. Variabel-variabel tersebut
adalah sebagai berikut:
1. Variabel Bebas
Variabel bebas adalah suatu variabel yang mempunyai nilai berubah –
ubah dan mempengaruhi variasi perubahan nilai variabel terikat, variabel tersebut
meliputi:
1. Produksi berlebih (Overproduction)
Overproduction adalah kegiatan menghasilkan barang yang melebihi
2. Menunggu (Waiting)
Waiting adalah proses menunggu kedatangan material, informasi,
peralatan dan perlengkapan, dan semua hal yang membuat organisasi
berhenti beraktivitas.
3. Perpindahan (Transportation)
Transportation adalah memindahkan material atau orang dalam jarak yang
relatif jauh dari satu proses ke proses berikut yang dapat mengakibatkan
waktu penanganan material bertambah.
4. Proses yang tidak sesuai (Innapropriate Process)
Innapropriate Process adalah proses kerja dimana terdapat
ketidaksempurnaan proses atau metode operasi produksi yang diakibatkan
oleh penggunaan tool yang tidak sesuai dengan fungsinya.
5. Persediaan yang tidak perlu (Unnecessary Inventory)
Unnecessary Inventory adalah penyimpanan (inventory) melebihi volume
gudang yang ditentukan, material yang rusak karena terlalu lama disimpan
atau material yang sudah kadaluarsa.
6. Gerakan yang tidak perlu (Unnecessary Motion)
Unnecessary Motion adalah gerakan yang melibatkan konsep ergonomis
pada tempat kerja, dimana operator melakukan gerakan-gerakan yang
seharusnya bisa dihindari, misalnya komponen dan kontrol yang terlalu
jauh dari jangkauan double handling, layout yang tidak standar, dan lain -
7. Kecacatan (Defect)
Defect merupakan kesalahan yang terlalu sering dalam kertas kerja,
kualitas produk yang buruk, atau performansi pengiriman yang buruk,
ketidaksempurnaan produk, kurangnya tenaga kerja pada saat proses
berjalan, adanya alokasi tenaga kerja untuk proses pengerjaan ulang
(rework) dan tenaga kerja menangani pekerjaan claim dari pelanggan.
2. Variabel Terikat
Variabel terikat (dependent variable) adalah variabel yang besarnya
tergantung dari variabel bebas yang diukur untuk menentukan ada atau tidaknya
pengaruh dari variabel bebas, dalam hal ini variabel terikatnya adalah tingkat
waste (pemborosan) yang merupakan aktivitas tidak bernilai tambah dalam proses
dimana aktivitas-aktivitas itu hanya menggunakan sumber daya namun tidak
memberikan nilai tambah (value added) kepada pelanggan (customer).
3.3 Metode Pengumpulan Data
Pengumpulan data yang digunakan dalam penelitian ini adalah data
primer. Dimana data primer adalah data yang diperoleh dari hasil penelitian
terhadap objek yang akan diteliti atau data yang langsung diperoleh dari dalam
perusahaan. Metode pengumpulan data primer tersebut meliputi :
1. Interview (wawancara).
Dengan cara melakukan interview kepada sumber secara langsung,
2. Penyebaran Kuesioner.
Menyebarkan kuesioner kepada orang – orang yang bertanggung jawab di
setiap stasiun kerja. Dan pengisian kuesioner ini dilakukan dengan
didampingi peneliti tersebut. Agar memperoleh data yang valid. Kuesioner
ini hanya untuk mempermudah mengidentifikasi waste.
3. Observation (pengamatan)
Pengamatan langsung ke obyek yang diteliti sehingga dapat diketahui
jalannya proses dengan jelas yang bertujuan untuk memecahkan masalah
dalam penelitian.
Data atau informasi yang diperoleh antara lain :
a. Data aliran bahan
b. Data aliran informasi
c. Big Picture Mapping ( BPM )
d. Kuesioner
3.4 Metode Pengolahan Data
Data-data yang sudah dikumpulkan akan diolah dengan menggunakan
metode yang sudah dikaji oleh peneliti dari studi literatur, seperti lean
Manufacturing dan VALSAT. Metode-metode tersebut akan digunakan untuk
menyelesaikan permasalahan yang terdapat di bagian produksi perusahaan.